链轮的冲压工艺及模具设计
链轮的冲压工艺及模具设计

I 段
I r
、 f // 7 、
I
l
6 10 2
t
●l 1
国 1 制 件 国
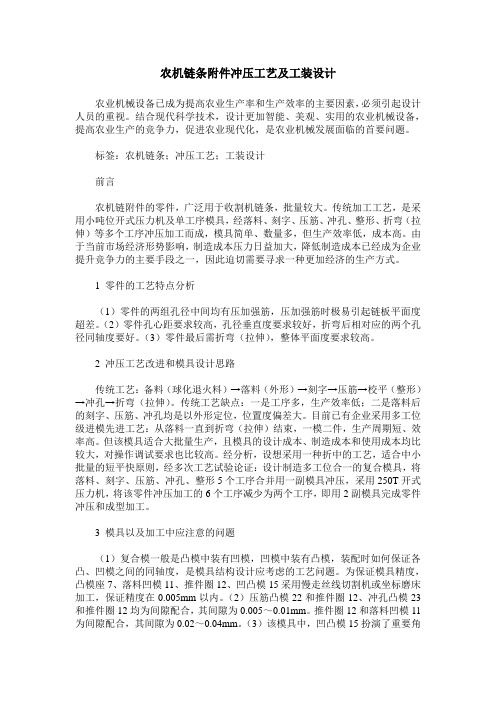
靠材料的拉伸 , 沿一定的曲线翻成竖立凸缘或沿毛 坯 的 曲边 , 助材 料 的 拉 深 与压 缩 以形 成 高 度不 大 借 的竖 边 的一种 冲压加 工方 法 。 ( )分析 制件 材料 的特 性 一 根 据链 轮 的结 构 及传 动 特 点 , 材 料宜 选用 碳 其 素结 构 钢 Q 3 。 因 Q2 5的含碳 量 低 , 度 不 高 , 25 3 强 但 塑 性 、 性较 好 , 韧 可通过 渗碳 淬火 提高 表 面强度 及 硬度 。一 般用 于制造 承 受载荷较 低 、 形状 简 单 、 太 不 重要 但对 耐磨 性 要 求较 高 的小 型零 件 。另 外 , 由于 链轮 为 大批量 生产 , 采用 该材 料还 可降低 加 工成本 。 ( ) 析 比较 和 确定 制件 的加工 工 艺方 案 二 分 由于制件 ( l所示 ) 状是 带凸缘 的 筒形旋 转 图 形 体, 其结构简单 , 尺寸要求精度低 , 冲压工艺性较 故 好 。根 据设 计 要求 , 有 的孔 只 要其 形 状 和 尺寸 不 所 受后续工序变形的影响, 都可在平板毛坯上 冲出, 对 于带底 孔 的拉 深件 , L 当孑 径要 求 不 高 时 ,可 先 冲孔 , 后 拉深 。故 本人设 计 的模具 所采 用 的是落 料 、 冲孔 、 拉深及 翻边 成型 的工 序 , 的优 越 性 是 生 产 效率 及 它 加工精度高 , 不足之处是模 具结构复杂和制造成本 高 , 链轮 属 于 大 批 量 生 产 , 采 用 此 方 案 是 合 理 但 故
二 、 理 选 用 压 力 机 合
( ) 要性 殛 原则 一 重
盖板链条片冲压工艺与模具设计

盖板链条片冲压工艺与模具设计任务书1.课题意义及目标通过本次毕业设计,培养学生综合运用所学的基础理论、专业知识和基本技能,独立分析和解决塑料产品开发及模具设计等工程领域实际问题的能力,为毕业后从事相关技术工作打好基础。
2.主要任务(1)对给定工件进行工艺分析,确定工艺方案。
(2)进行冲压工艺设计:工艺参数计算,压力机的选定。
(3)模具的总体设计:确定模具总体结构,绘制装配图。
(4)模具的结构设计:模具工作部分尺寸的计算,材料的选用,绘制零件图。
(5)完成设计说明书一本。
3.主要参考资料[1] 《冲模设计手册》编写组冲模设计手册机械工业出版社 1988.7[2] 陈炎嗣郭景仪主编冲压模具设计与制造技术北京出版社1991.4.1[3] 郑可锽主编实用冲压模具设计手册宇航出版社 1990.5[4] 徐政坤主编冲压模具设计与制造化学工业出版社 2003.84.进度安排审核人:2014 年12 月15 日盖板链条片冲压工艺与模具设计摘要:模具是大批生产同形产品的工具,是工业生产过程中的主要工艺装备。
模具工业是我国国民经济的基础工业。
本次设计的题目是盖板链条片的冲压工艺与模具设计,在本次设计中对链条片进行了工艺性分析,采用级进模对其进行设计,为满足零件的质量要求设置了精整零件孔的工序。
确定模具的结构,对其冲裁力,工作零件尺寸进行计算,选取出各个标准零件和合适的压力机,介绍了拉孔修整凸模的设计,且在本次设计充分利用CAD等绘图工具。
关键词:链条片,工艺分析,模具设计,拉孔修整凸模Stamping Process and Design of the Die for Cover Palate Chain Piece Abstract:Mould is the tool of mass production of the same product, and is the main equipment in the process of industrial production .Mold industry is the basic industry of the national economy.The subject of design is stamping process and design of the die for cover plate chain piece. In this design, the process of the chain film is analyzed. Adopt progressive die to design it. In order to meet the quality of the parts, the process of finishing the hole of the spare parts is provided. Determine the structure of the mold, calculate the blanking force, working parts size, Pick out the standard parts and appropriate press. The design of the drawing die for drawing hole is introduced, and the drawing tools such as CAD and other drawing tools are used in this design.Keywords: Chain piece, process analysis, mold design, drawing hole punch finishing目录1 绪论 (1)1.1 冲压的含义、特征和应用 (1)1.2 冲压的基本工序和冲压模具 (2)1.2.1 冲压的基本工序 (2)1.2.2 冲压模具的分类 (2)1.3国内外研究发展 (3)1.4模具工艺发展过程及方向 (3)2 分析制件的冲裁工艺性 (4)2.1 零件的工艺性分析 (5)2.2 工艺方案的确定 (5)3 模具总体机构的设计 (6)3.1 模具总体机构 (6)3.2 定位方式的选择 (6)3.3 卸料方式的确定 (6)3.4 导向方式的确定 (6)4 模具设计工艺计算 (6)4.1 搭边值的确定 (6)4.2 条料宽度的确定 (8)4.3 送料步距的确定 (9)4.4 排样图的设计 (9)4.5 材料利用率的计算 (10)4.6 冲压力的计算 (11)4.6.1 冲裁力F的计算 (11)p的计算 (11)4.6.2 卸料力Fq14.6.3 推件力Fq2的计算 (12)4.6.4压力机所需总压力的计算 (12)4.6.5 压力机的选用 (13)4.6.6 压力中心的确定 (13)5 凹、凸模刃口尺寸的计算 (14)5.1 落料凸、凹模的计算 (14)5.2 冲孔凸、凹模的计算 (15)5.3 孔心距的计算 (16)6 模具主要零件的设计 (17)6.1 工作零件的设计计算 (17)6.1.1 凹模的设计计算 (17)6.1.2 凸模的设计计算 (19)6.1.3 工作零件的材料选择 (21)6.2 卸料零件的设计 (21)6.3 定位零件的设计 (22)6.4 模架及其他结构零件的设计 (22)6.4.1 模架的选用 (22)6.4.2 导柱、导套的选用 (22)6.4.3 上、下模座的选用 (22)6.4.4 模柄的选用 (22)6.4.5 螺钉和销钉的选用 (22)6.4.6 垫板的选用 (23)6.4.7 凸模固定板的选用 (23)6.5 模具零件间装配配合要求 (23)6.6 零件表面粗糙度及行为公差的确定 (24)6.6.1 垂直度公差的选取 (24)6.6.2 平行度公差的选取 (24)6.6.3 零件粗糙度的选取 (25)7 模具闭合高度的计算及压力机有关参数的校核 (26)7.1 闭合高度的计算 (27)7.2 冲压设备的选定 (27)8 非标准零件的加工工艺 (27)8.1 落料凸模的加工工艺 (27)8.2 导正销加工工艺 (28)9 结论 (29)参考文献 (30)致谢 (31)1绪论1.1冲压的含义、特征和应用冲压加工是指利用安装在冲床上的模具对材料施加压力,目的是使材料发生塑性变形,进而获得所需形状、尺寸和性能的一种压力加工方法。
农机链条附件冲压工艺及工装设计
农机链条附件冲压工艺及工装设计农业机械设备已成为提高农业生产率和生产效率的主要因素,必须引起设计人员的重视。
结合现代科学技术,设计更加智能、美观、实用的农业机械设备,提高农业生产的竞争力,促进农业现代化,是农业机械发展面临的首要问题。
标签:农机链条;冲压工艺;工装设计前言农机链附件的零件,广泛用于收割机链条,批量较大。
传统加工工艺,是采用小吨位开式压力机及单工序模具,经落料、刻字、压筋、冲孔、整形、折弯(拉伸)等多个工序冲压加工而成,模具简单、数量多,但生产效率低,成本高。
由于当前市场经济形势影响,制造成本压力日益加大,降低制造成本已经成为企业提升竞争力的主要手段之一,因此迫切需要寻求一种更加经济的生产方式。
1 零件的工艺特点分析(1)零件的两组孔径中间均有压加强筋,压加强筋时极易引起链板平面度超差。
(2)零件孔心距要求较高,孔径垂直度要求较好,折弯后相对应的两个孔径同轴度要好。
(3)零件最后需折弯(拉伸),整体平面度要求较高。
2 冲压工艺改进和模具设计思路传统工艺:备料(球化退火料)→落料(外形)→刻字→压筋→校平(整形)→冲孔→折弯(拉伸)。
传统工艺缺点:一是工序多,生产效率低;二是落料后的刻字、压筋、冲孔均是以外形定位,位置度偏差大。
目前已有企业采用多工位级进模先进工艺:从落料一直到折弯(拉伸)结束,一模二件,生产周期短、效率高。
但该模具适合大批量生产,且模具的设计成本、制造成本和使用成本均比较大,对操作调试要求也比较高。
经分析,设想采用一种折中的工艺,适合中小批量的短平快原则,经多次工艺试验论证:设计制造多工位合一的复合模具,将落料、刻字、压筋、冲孔、整形5个工序合并用一副模具冲压,采用250T开式压力机,将该零件冲压加工的6个工序减少为两个工序,即用2副模具完成零件冲压和成型加工。
3 模具以及加工中应注意的问题(1)复合模一般是凸模中装有凹模,凹模中装有凸模,装配时如何保证各凸、凹模之间的同轴度,是模具结构设计应考虑的工艺问题。
自行车链盒冲压模具设计

技 息
自行车链量 冲压模 具设计
郑 州城市职业学院 常灿光 张 琪
[ 摘 要] 根据 自 行 车链 盒的结构特 点及技 术要 求, 制订 了冲压成形 的工艺方案 。在 落料 拉深复合模设计 方面 , 解决 了条料 的定位、 导 向、 卸料 、 出件 、 优化模具 结构等技 术问题 。 [ 关键词 ] 自 行车链盒 复合模 中 压成形 模具结构
A
—
—
A
A : F i d ( h 1 一 r ) + 【 2 Ⅱ r ( 一 2 r ) + 8 r 2 ] + ( 一 2 r ) 。
计算得 R 3 0 、 R 1 2 0圆筒 件 的拉 深 展 开 半 径 分 别 为 4 2 . 0 2 a r m和
1 3 3 . 9 a m。 r
尺寸, 所 以我们使 以上计算结果再加 上修 边余量 , 可得落料 毛坯尺寸如
图2 — 1 示。
/
/
/
/
2 C r l 3 已退 火 3 2 O ~ 4 0 O 4 o o ~ 5 0 0 4 5 0
2 0
2 l 0
7 <
\ \
由表 可知不锈钢 的硬度大 , 抗 拉强度大 。因此 , 增 大了 冲裁力 , 并 且不利 于拉深 、 冲孑 L 工序 的进行 , 尽管不锈 钢冲压 的难 度较大 , 但 是绝 大多数的传统冲压工艺仍然适合不锈钢 的成形 。 1 . 1 . 3公差精度等级要求 该零件是很 常见的 日常生活用品 , 不需很高 的精度要求 , 尺寸标注 公差按 I T 1 4 级计算 , 完全可 以满足该零件 的使用要求 。 1 . 2冲压工艺方案 的确定 工艺方案 和模 具结构应保证制件 内、 外形状 的轮廓 清晰 , 无明显伤 痕; 制件 各尺寸均 达到要求 。同时还应 满足经济上合 理。通过对 其形 状、 尺寸分析可 知 , 该零件可以通过拉深 、 冲孔 、 切边 等工 艺完成 。设计 方案有 以下几种 : ( 1 ) 落料模 、 拉深模 、 冲孔模 、 切边模 , 单工序模 ; ( 2 ) 落料 、 拉深 、 冲孔复合模 , 切边模 ; ( 3 ) 冲孑 L 、 落料 、 拉深 、 切边连续模 ; ( 4 ) 落料 、 拉深 复合模 , 切边 、 冲孑 L 复合模 。 方案分析 : 方案 ( 1 ) : 适于小批 量生产 , 效率低 , 精 度也不 高; 优点是模具 制造 简单 , 维修方便 。 方案 ( 2 ) : 适 于大批 量生产 , 效率较高 , 精度高 ; 但模 具结构复杂 , 不 易制造 , 调整维修较麻烦 , 使用寿命低 。 方案 ( 3 ) : 适于大批 量生产 , 生 产效率高 , 工件精度 高 , 操作 比较安 全 。但连 续模 的设计 和加工 比较复杂 , 与其 他模具相 比 , 成本较 高 , 且
板制多楔皮带轮冲压工艺与模具设计

板制多楔皮带轮冲压工艺与模具设计本文主要讲述了板制多楔皮带轮冲压工艺与模具设计的相关知识。
1.背景介绍板制多楔皮带轮是一种常见的传动部件,在各种机械设备中得到广泛应用。
为了满足不同传动需求,制造商通过不同的设计参数调整轮子几何参数和线形参数。
其中,轮子构造主要包括轮盘、夹芯和轮辋三部分。
轮辋是轮子轮轴的承载部分,其轮槽则是板制楔形皮带槽形状的呈现。
因此,轮辋的成型工艺和制造精度对铸造轮辋的成本和轮毂的质量有很大影响。
2.板制多楔皮带轮的冲压工艺板制楔形皮带轮在制造过程中需要先将轮辋冲压成适合皮带套的槽形,然后再进行深孔加工、车削等加工工艺以完成轮辋成型过程。
冲压工艺的设计是板制多楔皮带轮成型中最为关键的一环。
冲压工艺设计包括轮辋的冲口设计、冲压工序和模具设计。
2.1 轮辋冲口设计冲压工艺中,轮辋冲口的设计是至关重要的一步。
冲口的位置和形状可以影响冲压过程中金属的流动,并直接决定轮辋成型的加工精度和表面质量。
在轮辋冲口设计中,应注意冲孔底部的圆角半径、楔形槽的厚度、轮辋厚度等参数。
为了避免轮辋厚度过薄或厚,需根据具体情况将包括加工余量在内的材料用料考虑在内,决定冲口位置和冲孔间距。
2.2 冲压工序的制定冲压工序的制定是另一重要的工艺设计环节,需经过对材料特性、模具结构、设备要求以及质量要求的调研和分析后得出。
一些合理的工序可使冲压过程更加稳定和安全,提高效率和质量。
2.3 模具设计模具设计是板制多楔皮带轮成型工艺中非常重要的一环,模具的制定直接影响成型效果和模具寿命。
模具的设计应考虑工件形态、冲压工艺、冲压力的大小和冲压速度,以及板材的材质和厚度等诸多因素。
为了确保冲压质量和模具的寿命,模具的设计也应注重局部加强、优化结构、降低磨损等方面的优化设计。
另外,在选择模具材料和制作工艺时,也应根据具体情况进行选择。
3. 总结和展望综上所述,板制多楔皮带轮是机械装置中的重要传动部件,其制造成本和质量直接受到冲压工艺和模具设计的影响。
盖板链条片冲压工艺与模具设计
盖板链条片冲压工艺与模具设计任务书1.课题意义及目标通过本次毕业设计,培养学生综合运用所学的基础理论、专业知识和基本技能,独立分析和解决塑料产品开发及模具设计等工程领域实际问题的能力,为毕业后从事相关技术工作打好基础。
2.主要任务(1)对给定工件进行工艺分析,确定工艺方案。
(2)进行冲压工艺设计:工艺参数计算,压力机的选定。
(3)模具的总体设计:确定模具总体结构,绘制装配图。
(4)模具的结构设计:模具工作部分尺寸的计算,材料的选用,绘制零件图。
(5)完成设计说明书一本。
3.主要参考资料[1] 《冲模设计手册》编写组冲模设计手册机械工业出版社 1988.7[2] 陈炎嗣郭景仪主编冲压模具设计与制造技术北京出版社1991.4.1[3] 郑可锽主编实用冲压模具设计手册宇航出版社 1990.5[4] 徐政坤主编冲压模具设计与制造化学工业出版社 2003.84.进度安排审核人:2014 年12 月15 日盖板链条片冲压工艺与模具设计摘要:模具是大批生产同形产品的工具,是工业生产过程中的主要工艺装备。
模具工业是我国国民经济的基础工业。
本次设计的题目是盖板链条片的冲压工艺与模具设计,在本次设计中对链条片进行了工艺性分析,采用级进模对其进行设计,为满足零件的质量要求设置了精整零件孔的工序。
确定模具的结构,对其冲裁力,工作零件尺寸进行计算,选取出各个标准零件和合适的压力机,介绍了拉孔修整凸模的设计,且在本次设计充分利用CAD等绘图工具。
关键词:链条片,工艺分析,模具设计,拉孔修整凸模Stamping Process and Design of the Die for Cover Palate Chain Piece Abstract:Mould is the tool of mass production of the same product, and is the main equipment in the process of industrial production .Mold industry is the basic industry of the national economy.The subject of design is stamping process and design of the die for cover plate chain piece. In this design, the process of the chain film is analyzed. Adopt progressive die to design it. In order to meet the quality of the parts, the process of finishing the hole of the spare parts is provided. Determine the structure of the mold, calculate the blanking force, working parts size, Pick out the standard parts and appropriate press. The design of the drawing die for drawing hole is introduced, and the drawing tools such as CAD and other drawing tools are used in this design.Keywords: Chain piece, process analysis, mold design, drawing hole punch finishing目录1 绪论 (1)1.1 冲压的含义、特征和应用 (1)1.2 冲压的基本工序和冲压模具 (2)1.2.1 冲压的基本工序 (2)1.2.2 冲压模具的分类 (2)1.3国内外研究发展 (3)1.4模具工艺发展过程及方向 (3)2 分析制件的冲裁工艺性 (4)2.1 零件的工艺性分析 (5)2.2 工艺方案的确定 (5)3 模具总体机构的设计 (6)3.1 模具总体机构 (6)3.2 定位方式的选择 (6)3.3 卸料方式的确定 (6)3.4 导向方式的确定 (6)4 模具设计工艺计算 (6)4.1 搭边值的确定 (6)4.2 条料宽度的确定 (8)4.3 送料步距的确定 (9)4.4 排样图的设计 (9)4.5 材料利用率的计算 (10)4.6 冲压力的计算 (11)4.6.1 冲裁力F的计算 (11)p的计算 (11)4.6.2 卸料力Fq14.6.3 推件力Fq2的计算 (12)4.6.4压力机所需总压力的计算 (12)4.6.5 压力机的选用 (13)4.6.6 压力中心的确定 (13)5 凹、凸模刃口尺寸的计算 (14)5.1 落料凸、凹模的计算 (14)5.2 冲孔凸、凹模的计算 (15)5.3 孔心距的计算 (16)6 模具主要零件的设计 (17)6.1 工作零件的设计计算 (17)6.1.1 凹模的设计计算 (17)6.1.2 凸模的设计计算 (19)6.1.3 工作零件的材料选择 (21)6.2 卸料零件的设计 (21)6.3 定位零件的设计 (22)6.4 模架及其他结构零件的设计 (22)6.4.1 模架的选用 (22)6.4.2 导柱、导套的选用 (22)6.4.3 上、下模座的选用 (22)6.4.4 模柄的选用 (22)6.4.5 螺钉和销钉的选用 (22)6.4.6 垫板的选用 (23)6.4.7 凸模固定板的选用 (23)6.5 模具零件间装配配合要求 (23)6.6 零件表面粗糙度及行为公差的确定 (24)6.6.1 垂直度公差的选取 (24)6.6.2 平行度公差的选取 (24)6.6.3 零件粗糙度的选取 (25)7 模具闭合高度的计算及压力机有关参数的校核 (26)7.1 闭合高度的计算 (27)7.2 冲压设备的选定 (27)8 非标准零件的加工工艺 (27)8.1 落料凸模的加工工艺 (27)8.2 导正销加工工艺 (28)9 结论 (29)参考文献 (30)致谢 (31)1绪论1.1冲压的含义、特征和应用冲压加工是指利用安装在冲床上的模具对材料施加压力,目的是使材料发生塑性变形,进而获得所需形状、尺寸和性能的一种压力加工方法。
链片零件的冲压模具设计【毕业作品】
2.3冷冲模制造特点................................................................................... 3
1冲压的简介............................................................................................. 2
1.1冲压的概念、特点及应用.................................................................... 2
(3)产品互换性好。冲压件由模具保证,完成的工件尺寸相同,模具寿命一般较长,因此互换性好。
(4)加工范围广。可以加工金属、非金属、简单的、复杂的等多种工件。
1.3应用:
应用于汽车、仪器仪表、电子电器、航空航天工业、日常生活用品的生产。
1.4冲压工序的分类
根据加工的不同形式,可分为分离工序和成型工序。分离工序也称冲裁,是将一块坯料按轮廓线相互分开,获得有一定形状、尺寸和断面质量的工序;成型工序是将坯料产生塑形变形且不破裂,获得有形状、尺寸的制件的工序。
5模具设计....................................................................................................11
5.1凸模长度................................................................................................. 11
数控模具设计铰链冲压工艺分析及模具设计外

数控模具设计铰链冲压工艺分析及模具设计外铰链冲压工艺分析及模具设计摘要模具作为高效率的生产工具的一种,是工业生产中非常重要的工艺装备。
随着我国工业和高科技产业的快速发展,冲压模具的设计与制造变得越来越重要。
根据设计铰链的尺寸、材料等要求,首先分析铰链的工艺性,确定冲裁工艺方案及模具结构方案,即该铰链需要落料-冲孔复合模和弯曲模完成。
然后通过工艺设计计算,确定排样方式。
计算冲裁力和压力中心,初选压力机,计算刃口尺寸和公差,最后设计和选用零部件。
其中在结构设计中,主要对凸模、凹模、凸凹模、定位零件、卸料与顶件装置、冲压设备、模架、紧固件等进行了设计或选择。
绘制模具总装图及零件图,最终完成模具设计。
关键词:铰链,模具设计,落料-冲孔,复合模HINGE STAMPING PROCESSANALYSIS AND MOULD DESIGNABSTRACAs a kind of efficient production tool, mould is a very important craft equipment in industrial production. With the rapid development of our country industry and high-tech industry, stamping mould design and manufacturing becomes more and more important.According to the size, materials of the product, the first partis to analysis the process of the hinge, so the program ofblanking process and mould structure has been confirmed. As a result, blanking-punching compound mould and bending mould are used to produce the hinge.Then based on the process design calculations, the stock layoutdesign can be ensured. It is needed to carry on the blanking forceand the center of pressure computation, according to which the press can be selected. Calculating the cutting edge size and tolerance,then design and choose the parts of mould. During the structure design, it is mainly about the design of the punch, die, punch and die, positioning parts, unloading and ejecting devices, mold,pressing equipment, fasteners and so on. Then draw thedrawings and assembly drawings of parts, finally the design hasbeen completed.KEY WORDS: Hinge,mould design,blanking-punching,compound die目录前言 (1)第1 章加工零件的工艺分析 (2)1.1零件分析 (2)1.1.1零件简图 (2)1.1.2冲压件的工艺分析 (2)1.1.3分析比较和确定工艺方案 (2)第2 章落料冲孔复合模 (4)2.1工件展开图的尺寸计算 (4)2.2冲压模具工艺与设计计算 (5)2.2.1排样设计 (5)2.2.2排样计算 (6)2.3确定模具压力中心 (6)2.4工作力的计算 (8)2.5计算凸、凹模刃口尺寸 (9)2.5.1落料部分凸凹模尺寸计算 (9)2.5.2冲孔部分凸凹模尺寸计算 (11)第3 章模具结构设计 (12)3.1落料冲孔复合模结构形式 (12)3.2落料凹模的结构设计 (12)3.3冲孔凸模的结构设计 (13)3.4凸凹模的结构设计 (14)3.5定位装置的选择 (15)3.6顶件及卸料装置的选择 (15)3.7模架的选择 (17)3.8模柄选择 (18)3.9打板的设计 (19)3.10螺钉和销的选用 (19)3.11退料板设计 (19)3.12固定板设计 (20)3.11 垫板设计 (22)第4 章总装配图及压力机的选取 (24)4.1总装配图 (24)4.2压力机的选取 (24)第5 章模具的技术条件 (26)5.1表面粗糙度及标准 (26)5.2加工精度 (26)5.2.1形位公差 (26)5.2.2配合要求 (26)结论 (27)谢辞 (28)参考文献 (29)外文资料翻译 (31)前言随着工业高新技术的不断发展,冲压模的地位日益重要模具作为提高生产率,减少材料和消耗,降低产品成本,提高产品质量和市场竞争力的重要手段,已越来越受到各工业部门的重视。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
链轮的冲压工艺及模具设计…第 2 章 链轮冲压模具的设计1. 模具结构形式选择此模具为拉深翻边复合工序 , 由于壁厚均匀 , 采用拉深翻边复 合模强度足够 , 模具总体结构简单见下图模具总装示意图 。
该结 构采用倒装式 , 模座下的弹顶器兼作压边与顶件装置 , 另设有弹 性卸料和推件装置。
图( 4) 模具总装示意图2. 模具工作零件的设计2.1 拉深工作部分刃口尺寸计算2.1.1 拉深凸、 凹模圆角半径的 确定拉深凹模圆角半径可根据公式 : A r =0.8 t d D ) (- 进行计算: R ……拉深凹模圆角半径 ;D ……坯料直径;d ……拉深凹模内径 ;t ……板料厚度。
则: 拉深凹模圆角半径 : A r =0.8× (206126)3´ =12m m拉深凸模圆角半径: 可根据公式: T r =(0.7~1.0) Ar =9mm2.1.2 拉深凸、 凹模的工作部分尺寸计算查【 1】 表 19.4-39 得, 拉深凹模和拉深凸模的计算公式为 :d D =(d +0.4△ +2c ) 0 dd +p D =(d +0.4△) 0Dd - d D ……拉深凹模即凸凹模内缘尺寸; p D …… 拉深凸模刃口尺寸 ;c ……凸 , 凹模的单边间隙 ;δ d…… 拉深凹模的制造公差 ; δ p…… 拉深凸模的制造公差 ; △…… 拉深件基本尺寸 d 的公差( △ =0.35m m) ;查【 4】 表 7.14 IT 12 级 内缘尺寸 =120mm 取 △=0.35m m d ……工件的内边缘尺寸 (d =120m m) ;查【 2】 表 4.8.3 得 :δ d =0.10; δ p=0.06. C =(1~ 1.1) maxT =1×3=3m m注: max T ……板料厚度的最大极限尺寸则可计算拉深凹模的刃口尺寸为:d D =(d +0.4△+2c) dd+ 0 =(120+0.4×0.35+2×3) 0.10 0+=126.14 0.10 0 + m m 拉深凸模刃口尺寸为 :p D =(d+0.4△) 0Dd - =(120+0.4×0.35) 0.06-=120.14 0.06 0- mm拉深凹模高度 H 1 确定:H 1 = 1 h + 2 h + 3 h -t1 h …… 凹模固定板的厚度 , 取 1 h =42mm (依据拉深凹模的外缘直 径, 结合模具的结构要求, 查 〔1〕 表 22.5-19,选 1 h =42mm.)2 h ……凹模固定板与毛坯 间的安全距离 ,一般为 10~20 ㎜, 这里 取 h 2 =15 ㎜.t ……制件的厚度 .t =3m m.H 1 =42+15+40-3=94mm为了减少拉深时对拉深凸模的冲击力 ,减轻对拉深凸模的磨损, 保证制件的精度 , 延长其使用寿命 , 需要在拉深凸模上开出出气 孔。
其直径 d 可查 【1】 表 19.4-41 可得 :d =10m m. 考虑到拉深 凸模固定的紧固性 ,保证制件的制造精度 ,应该采用压入式凸模, 其高度可由下式算出 :2 H = 1 h + 2 h +3 h -t1 h …… 凸模固定板的厚度 ,取 1 h =50mm2 h ……垫板的厚度,( 查【 1】表 22.5-62,依据凹模的外缘尺寸, 选顶板的厚度为 13m m, 考虑顶杆的头部尺寸, 确定垫板的 厚度 2 h =18m m.)3 h …… 制件的高度 , 3 h =18+3=21m m.t ……制件的厚度 ,t =3m m.因此拉深凸模的高度为 :2 H =50+18+21-3=86(m m )则: 拉深凸模 和拉深凹模( 翻边凹模 )的设计图如下所示 :其余图( 5) 拉深凸模42 其余图( 6) 拉深凹模 ( 翻边凹模)2.2 翻边工作部分的尺寸计算翻边凹模圆角半径一般对翻边成形影响不大 , 可取 该值等于零 件的圆角半径 , R =6mm翻边凸模圆角半径应尽量取大些, 以便有利于翻边变形, R=7mm 单边间隙 Z=0.75×3=2.25m m为了避免弹性卸料和推件装置的行程过大 , 翻边凸模端部设计 为椭圆 形凸模 ,其锥角取 90 度 。
推件块还有压边的作用 ,故翻边 凸模不需要台肩 。
查表 2-12 得凸、凹模的制造公差 凸 d = 凹 d =0.02m m 。
磨损系数由表 2-13 得 X=0.75翻边凸模尺寸 :D 凸 =(64-t +x △) 0凸d - =61.075 0 02 . 0 - mm 翻边凹模尺寸 :D 凹 =( D 凸 +2Z ) 凹d + 0 =65.575 02 . 0 0 + mm 翻边凸模示意图如下 :其余图( 7) 翻边凸模2.3 模架的选择凹模壁厚: C =(1.5~2)HH ……凹模高度=54m m=2×54=108mm拉深凹模周界尺寸 L=凹模刃口尺寸+2×C=126+216=342m m选取 Ⅰ 级精度的后侧导柱模架, 由 【 4】 表 3-6 查得 , 模架的 规格为 :400 ㎜ ×280 ㎜×55 ㎜, 其图示如下所示 :图( 8) 后侧导柱模架该模架的上模座的规格为:G B/T 2855.5400×280×55 ㎜. 下 模座的规格为 :G B/T 2855.6400×280×55 ㎜ . 导柱的规格为 :GB/T 2861.1 35×210 ㎜ . 导套的规格为 : GB /T 2861.6 35 ×115×48 ㎜.2.4 模具其它零部件的计算和选取2.4.1 压力机型号的确定模具闭合高度 H =上模座厚 h 1 +上垫板厚 h 2 +拉深凹模高度 h 3 +拉 深凸模高度h 4 -制件高度 h 5 +制件厚度 t +下垫板厚度 h 6 +下模座厚度 h 7. 上模座厚度 h 1 ……查 【 4】 表 3-6 可知: h 1=45mm 上垫板厚度 h 2 ……查 【4】表 2-17, 选择圆形垫板的厚度 h 2 = 11mm拉深凹模高度 h 3 ……结合模具结构和冲压工艺总力 , 选定 h 3=94mm 拉深凸模高度 h 4 …… 依据模具结构要求, 选定 h 4= 86m m 制件高度 h 5 ……h 5=21m m 制件厚度 t …… t =3mm下垫板厚度 h 6 ……查 【 4】 表 2-17, 选择下垫板厚度 h 6=10m m 下模座厚度 h 7 ……查 【 4】 表 3-6 可知: h 7= 55m m 则, 模具的闭合高度为 :H= h 1 + h 2 + h 3 + h 4 - h 5 +t + h 6 + h 7=45+11+94+86+21+3+10+55=325mm我们初选的压力机型号为 J 23-63,其最大闭合高度为 400mm ,可 见该模具的闭合高度小于所选压力机 J 23-63 的最大装模高度,可 以使用 。
2.4.2 模柄的确定由 J 23-63 型号的压力机模柄孔尺寸 50mm ×70m m,选择 B 型压入 式模柄 ,查【1】表 22.5-24 可选得其模柄规格为 A50 ㎜×110 ㎜ .2.4.3 螺钉的选用根据模具结构要求,查【1】表 22.6-1 可选择螺纹规格为 d=M 10 ㎜ 的内六角柱头螺钉 , 其尺寸规格如下 : k d = 16 ㎜, k =10 ㎜,s =8.115 ㎜,e =9.15 ㎜ .公称长度 l 依据模具设计要求选用即 可, 则其图示如下:图( 9) 内六角螺钉2.4.4 圆柱销的选用根据模具的结构要求 , 查 【 1】 表 22.6-12, 可选规格为 GB /T 119.1 8 m6×l -A 1 的圆柱销 。
圆柱销的长度 l 可根据模具设计的 要求自行选定 。
它的材料为 C rW Mn 钢 ,硬度为 125~ 254HV30, 表 面粗糙度为 : 公差 m 6:R a ≤0.8μm ; 其图示如下 :图( 10)圆柱销2.4.5 卸料装置的选用2.4.5.1 推件板的选用 根据设计的需要 , 顶板兼有压边的作用 , 因此依据落料凹模的 刃口尺寸 ,查【 1】表 22.5-62 选 A 型顶板 ,取其直径 D 为 63 ㎜, 其厚度为 10mm.2.4.5.2 顶杆的选用顶杆的长度为 :H =h+ 1 h + 2 h + 3 h + 4hh ……顶杆的头部尺寸, 查 【1】表 22.5-59 选 A 型推杆 ,可得其头部尺寸为 7 ㎜.1 h ……凸模固定板的厚度 ,取其值为 50 ㎜. 2 h ……下垫板的厚度, 取其值为 10mm. 3 h …… 下模座的厚度. 3 h =55 ㎜.4 h ……自由尺寸 , 一般取 10~20 ㎜, 这里选取 20 ㎜. 则,顶杆的长度为:H =7+50+10+55+20=142mm. 依据此计算结果 查【 1】 表 22.5-59 选 A 型推杆, 其粗端部直径 d= 15 ㎜, 长度 L =142 ㎜,细端直径 1 d =10m m2.4.5.3 弹性卸料元件的选用因为只有当顶杆受力向上推动顶板时 , 顶板才能够顶出制件 。
由于聚氨酯橡胶具有高的强度 、 高弹性 、 高耐磨性和易于机械加 工的特性 , 在冲模中应用越来越多 , 因此我们采用聚氨酯弹性体 来提供推动顶杆的力 , 顶件器装在下模座上 。
顶件力的计算公式为 : 1 F =KFK ……顶件力系数 , 查【 5】 表 2.6.1,选 K =0.1F ……拉深力 ,已计算出为 340646N因此顶件力 1 F =0.1×340646=34064.6(N )查【1】表 22.5-12,选聚氨酯弹性体的尺寸为:直径 D = 52 ㎜, d=18.5 ㎜,厚度 H =40 ㎜。
其图示如下所示 :图( 11) 聚氨酯弹性体 其工作过程如下:在压力机的作用下, 上模在滑块的作用下向下移动 , 凹模 7 下 行压迫毛坯向下进行拉深 , 中间翻边凸模在上模下行的同时 , 毛 坯继续向下移动 ,使翻边凸模相对上行进行翻边 ,工作行程结束。
上模回程 ,在橡皮和圆柱销 17 的作用下 ,制件脱离下模 ,上模 继续回程, 在打杆 8 和推件板 9 的作用下 , 制件脱离凹模 , 行程 结束 , 进行下一次拉深翻边 。
3. 工作零件的加工工艺3.1 模具材料的选用根据模具的种类和生产类型 , 所以要求模具材料具有良好的加 工工艺性 , 便于切削加工 , 淬透性要好 , 热处理变形小 ; 还要具 有较高的强度 、 硬度 、 耐磨性和耐冲击性等 。