机械加工介绍(中英文对照)
机械加工常用中英对照表

Do not scale drawing Local section Aligned section Major diameter Minor diameter Equipartion Surface roughness Third angle projection Unnoted fillet radius R3 Unnoted chamfer 1x45° Unnoted hole position tolerance ±0.2 Undercut according to JB/ZQ4238-1997(DIN509) Thread undercut according to GB/T3-1997(DIN76-1) Metric United fine thread Screw DIE Screw TAP Screwed Counter sink Drawing number Pitch circle diameter Spherical diameter Spherical radius Surface grinding Surface treatment Keep sharp edge Apart distance Detail Angular tolerance Laser mark TAP Counter bore Center line Elevation End elevation Development Fillet No chamfer Engineer Stainless steel Under cut Break all burrs Deburr all sharp edges Cylinder Diameter Ellipse Enlargement
1
铸造 未注铸造圆角R8 铸件应无夹渣、缩孔、裂纹等铸造缺陷 铸坯需经去应力退火 表面无裂纹 包装 包装箱四周加毛毡 挡条周围加钢片固定 木箱实内尺寸AxBxC 木箱外形尺寸AxBxC 氮化 氧化 拉丝 表面拉丝,120目 此面拉丝,拉丝方向如图所示 外表面拉丝,拉丝方向如图所示 材料采用贴膜拉丝板 镀 焊接 焊缝应平整光滑,无气泡、夹渣等缺陷 焊接后焊缝需打磨光滑 焊接时管内充惰性气体 焊接处要求满焊 抛光 电解抛光 内表面抛光 表面抛亚光,见样本 此面P40金刚砂抛光,见样本 热处理
机械专业中英文对照翻译大全
机械专业英语词汇中英文对照翻译一览表陶瓷ceramics合成纤维synthetic fibre电化学腐蚀electrochemical corrosion车架automotive chassis悬架suspension转向器redirector变速器speed changer板料冲压sheet metal parts孔加工spot facing machining车间workshop工程技术人员engineer气动夹紧pneuma lock数学模型mathematical model画法几何descriptive geometry机械制图Mechanical drawing投影projection视图view剖视图profile chart标准件standard component零件图part drawing装配图assembly drawing尺寸标注size marking技术要求technical requirements刚度rigidity内力internal force位移displacement截面section疲劳极限fatigue limit断裂fracture塑性变形plastic distortion脆性材料brittleness material刚度准则rigidity criterion垫圈washer垫片spacer直齿圆柱齿轮straight toothed spur gear 斜齿圆柱齿轮helical-spur gear直齿锥齿轮straight bevel gear运动简图kinematic sketch齿轮齿条pinion and rack蜗杆蜗轮worm and worm gear虚约束passive constraint曲柄crank摇杆racker凸轮cams共轭曲线conjugate curve范成法generation method定义域definitional domain值域range导数\\微分differential coefficient求导derivation定积分definite integral不定积分indefinite integral曲率curvature偏微分partial differential毛坯rough游标卡尺slide caliper千分尺micrometer calipers攻丝tap二阶行列式second order determinant 逆矩阵inverse matrix线性方程组linear equations概率probability随机变量random variable排列组合permutation and combination 气体状态方程equation of state of gas动能kinetic energy势能potential energy机械能守恒conservation of mechanical energy动量momentum桁架truss轴线axes余子式cofactor逻辑电路logic circuit触发器flip-flop脉冲波形pulse shape数模digital analogy液压传动机构fluid drive mechanism机械零件mechanical parts淬火冷却quench淬火hardening回火tempering调质hardening and tempering磨粒abrasive grain结合剂bonding agent砂轮grinding wheel后角clearance angle龙门刨削planing主轴spindle主轴箱headstock卡盘chuck加工中心machining center 车刀lathe tool车床lathe钻削镗削bore车削turning磨床grinder基准benchmark钳工locksmith锻forge压模stamping焊weld拉床broaching machine拉孔broaching装配assembling铸造found流体动力学fluid dynamics流体力学fluid mechanics加工machining液压hydraulic pressure切线tangent机电一体化mechanotronics mechanical-electrical integration气压air pressure pneumatic pressure稳定性stability介质medium液压驱动泵fluid clutch液压泵hydraulic pump阀门valve失效invalidation强度intensity载荷load应力stress安全系数safty factor可靠性reliability螺纹thread螺旋helix键spline销pin滚动轴承rolling bearing滑动轴承sliding bearing弹簧spring制动器arrester brake十字结联轴节crosshead联轴器coupling链chain皮带strap精加工finish machining粗加工rough machining变速箱体gearbox casing腐蚀rust氧化oxidation磨损wear耐用度durability随机信号random signal离散信号discrete signal超声传感器ultrasonic sensor 集成电路integrate circuit挡板orifice plate残余应力residual stress套筒sleeve扭力torsion冷加工cold machining电动机electromotor汽缸cylinder过盈配合interference fit热加工hotwork摄像头CCD camera倒角rounding chamfer优化设计optimal design工业造型设计industrial moulding design有限元finite element滚齿hobbing插齿gear shaping伺服电机actuating motor铣床milling machine钻床drill machine镗床boring machine步进电机stepper motor丝杠screw rod导轨lead rail组件subassembly可编程序逻辑控制器Programmable Logic Controller PLC 电火花加工electric spark machining电火花线切割加工electrical discharge wire - cutting 相图phase diagram热处理heat treatment固态相变solid state phase changes有色金属nonferrous metal陶瓷ceramics合成纤维synthetic fibre电化学腐蚀electrochemical corrosion车架automotive chassis悬架suspension转向器redirector变速器speed changer板料冲压sheet metal parts孔加工spot facing machining车间workshop工程技术人员engineer气动夹紧pneuma lock数学模型mathematical model画法几何descriptive geometry机械制图Mechanical drawing投影projection视图view剖视图profile chart标准件standard component零件图part drawing装配图assembly drawing尺寸标注size marking技术要求technical requirements刚度rigidity内力internal force位移displacement截面section疲劳极限fatigue limit断裂fracture塑性变形plastic distortion脆性材料brittleness material刚度准则rigidity criterion垫圈washer垫片spacer直齿圆柱齿轮straight toothed spur gear 斜齿圆柱齿轮helical-spur gear直齿锥齿轮straight bevel gear运动简图kinematic sketch齿轮齿条pinion and rack蜗杆蜗轮worm and worm gear虚约束passive constraint曲柄crank摇杆racker凸轮cams共轭曲线conjugate curve范成法generation method定义域definitional domain值域range导数\\微分differential coefficient求导derivation定积分definite integral不定积分indefinite integral曲率curvature偏微分partial differential毛坯rough游标卡尺slide caliper千分尺micrometer calipers攻丝tap二阶行列式second order determinant 逆矩阵inverse matrix线性方程组linear equations概率probability随机变量random variable排列组合permutation and combination气体状态方程equation of state of gas动能kinetic energy势能potential energy机械能守恒conservation of mechanical energy 动量momentum桁架truss轴线axes余子式cofactor逻辑电路logic circuit触发器flip-flop脉冲波形pulse shape数模digital analogy液压传动机构fluid drive mechanism机械零件mechanical parts淬火冷却quench淬火hardening回火tempering调质hardening and tempering磨粒abrasive grain结合剂bonding agent砂轮grinding wheel Assembly line 组装线Layout 布置图Conveyer 流水线物料板Rivet table 拉钉机Rivet gun 拉钉枪Screw driver 起子Pneumatic screw driver 气动起子worktable 工作桌OOBA 开箱检查fit together 组装在一起fasten 锁紧(螺丝)fixture 夹具(治具)pallet 栈板barcode 条码barcode scanner 条码扫描器fuse together 熔合fuse machine热熔机repair修理operator作业员QC品管supervisor 课长ME 制造工程师MT 制造生技cosmetic inspect 外观检查inner parts inspect 内部检查thumb screw 大头螺丝lbs. inch 镑、英寸EMI gasket 导电条front plate 前板rear plate 后板chassis 基座bezel panel 面板power button 电源按键reset button 重置键Hi-pot test of SPS 高源高压测试Voltage switch of SPS 电源电压接拉键sheet metal parts 冲件plastic parts 塑胶件SOP 制造作业程序material check list 物料检查表work cell 工作间trolley 台车carton 纸箱sub-line 支线left fork 叉车personnel resource department 人力资源部production department生产部门planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler and straightener整平机punching machine 冲床robot机械手hydraulic machine油压机lathe车床planer |plein|刨床miller铣床grinder磨床linear cutting线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机position职务president董事长general manager总经理special assistant manager特助factory director厂长department director部长deputy manager | =vice manager副理section supervisor课长deputy section supervisor =vice section superisor副课长group leader/supervisor组长line supervisor线长assistant manager助理to move, to carry, to handle搬运be put in storage入库pack packing包装to apply oil擦油to file burr 锉毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿台Tiana天那水cleaning cloth抹布to load material上料to unload material卸料to return material/stock to退料scraped |\\'skr?pid|报废scrape ..v.刮;削deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良oxidation |\\' ksi\\'dei?n|氧化scratch刮伤dents压痕defective upsiding down抽芽不良defective to staking铆合不良embedded lump镶块feeding is not in place送料不到位stamping-missing漏冲production capacity生产力education and training教育与训练proposal improvement提案改善spare parts=buffer备件forklift叉车trailer=long vehicle拖板车compound die合模die locker锁模器pressure plate=plate pinch压板bolt螺栓administration/general affairs dept总务部automatic screwdriver电动启子thickness gauge厚薄规gauge(or jig)治具power wire电源线buzzle蜂鸣器defective product label不良标签identifying sheet list标示单location地点present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheet PCE组装厂生产排配表model机锺work order工令revision版次remark备注production control confirmation生产确认checked by初审approved by核准department部门stock age analysis sheet 库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked 待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明year-end physical inventory difference analysis sheet 年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts 良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔revision版次part number/P/N料号good products良品scraped products报放心品defective products不良品finished products成品disposed products处理品barcode条码flow chart流程表单assembly组装stamping冲压molding成型spare parts=buffer备品coordinate座标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave凸convex凹short射料不足nick缺口speck瑕??shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨drill铝boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机阿基米德蜗杆Archimedes worm安全系数safety factor; factor of safety安全载荷safe load凹面、凹度concavity扳手wrench板簧flat leaf spring半圆键woodruff key变形deformation摆杆oscillating bar摆动从动件oscillating follower摆动从动件凸轮机构cam with oscillating follower 摆动导杆机构oscillating guide-bar mechanism 摆线齿轮cycloidal gear摆线齿形cycloidal tooth profile摆线运动规律cycloidal motion摆线针轮cycloidal-pin wheel包角angle of contact保持架cage背对背安装back-to-back arrangement背锥back cone ;normal cone背锥角back angle背锥距back cone distance比例尺scale比热容specific heat capacity闭式链closed kinematic chain闭链机构closed chain mechanism臂部arm变频器frequency converters变频调速frequency control of motor speed 变速speed change变速齿轮change gear change wheel变位齿轮modified gear变位系数modification coefficient标准齿轮standard gear标准直齿轮standard spur gear表面质量系数superficial mass factor表面传热系数surface coefficient of heat transfer 表面粗糙度surface roughness并联式组合combination in parallel并联机构parallel mechanism并联组合机构parallel combined mechanism并行工程concurrent engineering并行设计concurred design, CD不平衡相位phase angle of unbalance不平衡imbalance (or unbalance)不平衡量amount of unbalance不完全齿轮机构intermittent gearing波发生器wave generator波数number of waves补偿compensation参数化设计parameterization design, PD残余应力residual stress操纵及控制装置operation control device槽轮Geneva wheel槽轮机构Geneva mechanism ;Maltese cross 槽数Geneva numerate槽凸轮groove cam侧隙backlash差动轮系differential gear train差动螺旋机构differential screw mechanism差速器differential常用机构conventional mechanism; mechanism in common use车床lathe承载量系数bearing capacity factor承载能力bearing capacity成对安装paired mounting尺寸系列dimension series齿槽tooth space齿槽宽spacewidth齿侧间隙backlash齿顶高addendum齿顶圆addendum circle齿根高dedendum齿根圆dedendum circle齿厚tooth thickness齿距circular pitch齿宽face width齿廓tooth profile齿廓曲线tooth curve齿轮gear齿轮变速箱speed-changing gear boxes齿轮齿条机构pinion and rack齿轮插刀pinion cutter; pinion-shaped shaper cutter 齿轮滚刀hob ,hobbing cutter齿轮机构gear齿轮轮坯blank齿轮传动系pinion unit齿轮联轴器gear coupling齿条传动rack gear齿数tooth number齿数比gear ratio齿条rack齿条插刀rack cutter; rack-shaped shaper cutter齿形链、无声链silent chain齿形系数form factor齿式棘轮机构tooth ratchet mechanism插齿机gear shaper重合点coincident points重合度contact ratio冲床punch传动比transmission ratio, speed ratio传动装置gearing; transmission gear传动系统driven system传动角transmission angle传动轴transmission shaft串联式组合combination in series串联式组合机构series combined mechanism 串级调速cascade speed control创新innovation creation创新设计creation design垂直载荷、法向载荷normal load唇形橡胶密封lip rubber seal磁流体轴承magnetic fluid bearing从动带轮driven pulley从动件driven link, follower从动件平底宽度width of flat-face从动件停歇follower dwell从动件运动规律follower motion从动轮driven gear粗线bold line粗牙螺纹coarse thread大齿轮gear wheel打包机packer打滑slipping带传动belt driving带轮belt pulley带式制动器band brake单列轴承single row bearing单向推力轴承single-direction thrust bearing单万向联轴节single universal joint单位矢量unit vector当量齿轮equivalent spur gear; virtual gear当量齿数equivalent teeth number; virtual number of teeth 当量摩擦系数equivalent coefficient of friction当量载荷equivalent load刀具cutter导数derivative倒角chamfer导热性conduction of heat导程lead导程角lead angle等加等减速运动规律parabolic motion; constant acceleration and deceleration motion等速运动规律uniform motion; constant velocity motion等径凸轮conjugate yoke radial cam等宽凸轮constant-breadth cam等效构件equivalent link等效力equivalent force等效力矩equivalent moment of force等效量equivalent等效质量equivalent mass等效转动惯量equivalent moment of inertia等效动力学模型dynamically equivalent model底座chassis低副lower pair点划线chain dotted line(疲劳)点蚀pitting垫圈gasket垫片密封gasket seal碟形弹簧belleville spring顶隙bottom clearance定轴轮系ordinary gear train; gear train with fixed axes 动力学dynamics动密封kinematical seal动能dynamic energy动力粘度dynamic viscosity动力润滑dynamic lubrication动平衡dynamic balance动平衡机dynamic balancing machine动态特性dynamic characteristics动态分析设计dynamic analysis design动压力dynamic reaction动载荷dynamic load端面transverse plane端面参数transverse parameters端面齿距transverse circular pitch端面齿廓transverse tooth profile端面重合度transverse contact ratio端面模数transverse module端面压力角transverse pressure angle锻造forge对称循环应力symmetry circulating stress对心滚子从动件radial (or in-line ) roller follower对心直动从动件radial (or in-line ) translating follower对心移动从动件radial reciprocating follower对心曲柄滑块机构in-line slider-crank (or crank-slider) mechanism多列轴承multi-row bearing多楔带poly V-belt多项式运动规律polynomial motion多质量转子rotor with several masses惰轮idle gear额定寿命rating life额定载荷load ratingII 级杆组dyad发生线generating line发生面generating plane法面normal plane法面参数normal parameters法面齿距normal circular pitch法面模数normal module法面压力角normal pressure angle法向齿距normal pitch法向齿廓normal tooth profile法向直廓蜗杆straight sided normal worm法向力normal force反馈式组合feedback combining反向运动学inverse ( or backward) kinematics 反转法kinematic inversion反正切Arctan范成法generating cutting仿形法form cutting方案设计、概念设计concept design, CD防振装置shockproof device飞轮flywheel飞轮矩moment of flywheel非标准齿轮nonstandard gear非接触式密封non-contact seal非周期性速度波动aperiodic speed fluctuation非圆齿轮non-circular gear粉末合金powder metallurgy分度线reference line; standard pitch line分度圆reference circle; standard (cutting) pitch circle 分度圆柱导程角lead angle at reference cylinder分度圆柱螺旋角helix angle at reference cylinder分母denominator分子numerator分度圆锥reference cone; standard pitch cone分析法analytical method封闭差动轮系planetary differential复合铰链compound hinge复合式组合compound combining复合轮系compound (or combined) gear train 复合平带compound flat belt复合应力combined stress复式螺旋机构Compound screw mechanism复杂机构 complex mechanism杆组Assur group干涉interference刚度系数stiffness coefficient刚轮rigid circular spline钢丝软轴wire soft shaft刚体导引机构body guidance mechanism刚性冲击rigid impulse (shock)刚性转子rigid rotor刚性轴承rigid bearing刚性联轴器rigid coupling高度系列height series高速带high speed belt高副higher pair格拉晓夫定理Grashoff`s law根切undercutting公称直径nominal diameter高度系列height series功work工况系数application factor工艺设计technological design工作循环图working cycle diagram工作机构operation mechanism工作载荷external loads工作空间working space工作应力working stress工作阻力effective resistance工作阻力矩effective resistance moment 公法线common normal line公共约束general constraint公制齿轮metric gears功率power功能分析设计function analyses design 共轭齿廓conjugate profiles共轭凸轮conjugate cam构件link鼓风机blower固定构件fixed link; frame固体润滑剂solid lubricant关节型操作器jointed manipulator惯性力inertia force惯性力矩moment of inertia ,shaking moment 惯性力平衡balance of shaking force惯性力完全平衡full balance of shaking force惯性力部分平衡partial balance of shaking force 惯性主矩resultant moment of inertia惯性主失resultant vector of inertia冠轮crown gear广义机构generation mechanism广义坐标generalized coordinate轨迹生成path generation轨迹发生器path generator滚刀hob滚道raceway滚动体rolling element滚动轴承rolling bearing滚动轴承代号rolling bearing identification code 滚针needle roller滚针轴承needle roller bearing滚子roller滚子轴承roller bearing滚子半径radius of roller滚子从动件roller follower滚子链roller chain滚子链联轴器double roller chain coupling 滚珠丝杆ball screw滚柱式单向超越离合器roller clutch过度切割undercutting函数发生器function generator函数生成function generation含油轴承oil bearing耗油量oil consumption耗油量系数oil consumption factor赫兹公式H. Hertz equation合成弯矩resultant bending moment合力resultant force合力矩resultant moment of force黑箱black box横坐标abscissa互换性齿轮interchangeable gears花键spline滑键、导键feather key滑动轴承sliding bearing滑动率sliding ratio滑块slider环面蜗杆toroid helicoids worm环形弹簧annular spring缓冲装置shocks; shock-absorber灰铸铁grey cast iron回程return回转体平衡balance of rotors混合轮系 compound gear train积分integrate机电一体化系统设计mechanical-electrical integration system design机构mechanism机构分析analysis of mechanism机构平衡balance of mechanism机构学mechanism机构运动设计kinematic design of mechanism机构运动简图kinematic sketch of mechanism机构综合synthesis of mechanism机构组成constitution of mechanism机架frame, fixed link机架变换kinematic inversion机器machine机器人robot机器人操作器manipulator机器人学robotics技术过程technique process技术经济评价technical and economic evaluation 技术系统technique system机械machinery机械创新设计mechanical creation design, MCD 机械系统设计mechanical system design, MSD 机械动力分析dynamic analysis of machinery机械动力设计dynamic design of machinery机械动力学dynamics of machinery机械的现代设计modern machine design机械系统mechanical system机械利益mechanical advantage机械平衡balance of machinery机械手manipulator机械设计machine design; mechanical design机械特性mechanical behavior机械调速mechanical speed governors机械效率mechanical efficiency机械原理theory of machines and mechanisms机械运转不均匀系数coefficient of speed fluctuation机械无级变速mechanical stepless speed changes基础机构fundamental mechanism基本额定寿命basic rating life基于实例设计case-based design,CBD基圆base circle基圆半径radius of base circle基圆齿距base pitch基圆压力角pressure angle of base circle基圆柱base cylinder基圆锥base cone急回机构quick-return mechanism急回特性quick-return characteristics急回系数advance-to return-time ratio急回运动quick-return motion棘轮ratchet棘轮机构ratchet mechanism棘爪pawl极限位置extreme (or limiting) position极位夹角crank angle between extreme (or limiting) positions计算机辅助设计computer aided design, CAD计算机辅助制造computer aided manufacturing, CAM计算机集成制造系统computer integrated manufacturing system, CIMS计算力矩factored moment; calculation moment计算弯矩calculated bending moment加权系数weighting efficient加速度acceleration加速度分析acceleration analysis加速度曲线acceleration diagram尖点pointing; cusp尖底从动件knife-edge follower间隙backlash间歇运动机构intermittent motion mechanism减速比reduction ratio减速齿轮、减速装置reduction gear减速器speed reducer减摩性anti-friction quality渐开螺旋面involute helicoid渐开线involute渐开线齿廓involute profile渐开线齿轮involute gear渐开线发生线generating line of involute渐开线方程involute equation渐开线函数involute function渐开线蜗杆involute worm渐开线压力角pressure angle of involute渐开线花键involute spline简谐运动simple harmonic motion键key键槽keyway交变应力repeated stress交变载荷repeated fluctuating load交叉带传动cross-belt drive交错轴斜齿轮crossed helical gears胶合scoring角加速度angular acceleration角速度angular velocity角速比angular velocity ratio角接触球轴承angular contact ball bearing角接触推力轴承angular contact thrust bearing 角接触向心轴承angular contact radial bearing 角接触轴承angular contact bearing铰链、枢纽hinge校正平面correcting plane接触应力contact stress接触式密封contact seal阶梯轴multi-diameter shaft结构structure结构设计structural design截面section节点pitch point节距circular pitch; pitch of teeth节线pitch line节圆pitch circle节圆齿厚thickness on pitch circle节圆直径pitch diameter节圆锥pitch cone节圆锥角pitch cone angle解析设计analytical design紧边tight-side紧固件fastener径节diametral pitch径向radial direction径向当量动载荷dynamic equivalent radial load径向当量静载荷static equivalent radial load径向基本额定动载荷basic dynamic radial load rating径向基本额定静载荷basic static radial load tating径向接触轴承radial contact bearing径向平面radial plane径向游隙radial internal clearance径向载荷radial load径向载荷系数radial load factor径向间隙clearance静力static force静平衡static balance静载荷static load静密封static seal局部自由度passive degree of freedom矩阵matrix矩形螺纹square threaded form锯齿形螺纹buttress thread form矩形牙嵌式离合器square-jaw positive-contact clutch 绝对尺寸系数absolute dimensional factor绝对运动absolute motion绝对速度absolute velocity均衡装置load balancing mechanism抗压强度compression strength开口传动open-belt drive开式链open kinematic chain开链机构open chain mechanism可靠度degree of reliability可靠性reliability可靠性设计reliability design, RD空气弹簧air spring空间机构spatial mechanism空间连杆机构spatial linkage空间凸轮机构spatial cam空间运动副spatial kinematic pair空间运动链spatial kinematic chain 空转idle宽度系列width series框图block diagram雷诺方程Reynolds‘s equation离心力centrifugal force离心应力centrifugal stress离合器clutch离心密封centrifugal seal理论廓线pitch curve理论啮合线theoretical line of action 隶属度membership力force力多边形force polygon力封闭型凸轮机构force-drive (or force-closed) cam mechanism力矩moment力平衡equilibrium力偶couple力偶矩moment of couple连杆connecting rod, coupler连杆机构linkage连杆曲线coupler-curve连心线line of centers链chain链传动装置chain gearing链轮sprocket sprocket-wheel sprocket gear chain wheel联组V 带tight-up V belt联轴器coupling shaft coupling两维凸轮two-dimensional cam临界转速critical speed六杆机构six-bar linkage龙门刨床double Haas planer轮坯blank。
机械加工简要英文介绍

Machining: An IntroductionIn terms of annual dollars spent, machining is the most important of the manufacturing processes. Machining can be defined as the process of removing material from a workpiece in the form of chips. The term metal cutting is used when the material is metallic. Most machining has very low set-up cost compared to forming, molding, and casting processes. However, machining is much more expensive for high volumes. Machining is necessary where tight tolerances on dimensions and finishes are required.The Machining section is divided into the following categories:Drilling: IntroductionDrilling is easily the most common machining process. One estimate is that 75% of all metal-cutting material removed comes from drilling operations.Drilling involves the creation of holes that are right circular cylinders. This is accomplished most typically by using a twist drill, something most readers will have seen before. The figure below illustrates a cross section of a hole being cut by a common twistdrill:The chips must exit through the flutes to the outside of the tool. As can be seen in the figure, the cutting front is embedded within the workpiece, making cooling difficult. The cutting area can be flooded, coolant spray mist can be applied, or coolant can be delivered through the drill bit shaft. For an overview of the chip-formation process, see the Chip Formation Section.Drilling CharacteristicsThe characteristics of drilling that set it apart from other powered metal cutting operations are: •The chips must exit out of the hole created by the cutting.•Chip exit can cause problems when chips are large and/or continuous.•For deep holes in large workpieces, coolant may need to be delivered through the drill shaft to the cutting front.•Of the powered metal cutting processes, drilling on a drill press is the most likely to be performed by someone who is not a machinist.Drill Press Work AreaA view of the metal-cutting area of a drill press is shown below. The workpiece is held in place by a clamp since cutting forces can be quite large. It is dangerous to hold a workpiece by hand during drilling since cutting forces can unpredictably get quite large and wrench the part away. Wood is often used underneath the part so that the drill bit can overshoot without damaging the table. The table also has holes for drill overshoot as well as weight reduction. A three-jaw chuck is used since three points determine a circle in two dimensions. Four-jaw chucks are rarely seen since offset of the bit is not necessary. The next section contains illustrations of drill bit chucks. To get an idea of the differing configurations of three and four-jaw chucks, please see the equivalent lathe chucks.Turning: Engine LatheTurning is another of the basic machining processes. Information in this section is organized according to the subcategory links in the menu bar to the left.ÂTurning produces solids of revolution which can be tightly toleranced because of the specialized nature of the operation. Turning is performed on a machine called a lathe in which the tool is stationary and the part is rotated. The figure below illustrates an engine lathe. Lathes are designed solely for turning operations, so that precise control of the cutting results in tight tolerances. The work piece is mounted on the chuck, which rotates relative to the stationary tool.TurningTurning refers to cutting as shown below.The term "facing" is used to describe removal of material from the flat end of a cylindrical part, as shown below. Facing is often used to improve the finish of surfaces that have been parted.Milling: IntroductionMilling is as fundamental as drilling among powered metal cutting processes.Milling is versatile for a basic machining process, but because the milling set up has so many degrees of freedom, milling is usually less accurate than turning or grinding unless especially rigid fixturing is implemented.For manual machining, milling is essential to fabricate any object that is not axially symmetric. There is a wide range of different milling machines, ranging from manual light-duty Bridgeportsâ…¢ to huge CNC machines for milling parts hundreds of feet long. Below is illustrated the process at the cutting area.Milling: Column-and-Knee Manual MillBelow is illustrated a typical column-and-knee type manual mill. Such manual mills are common in job shops that specialize in parts that are low volume and quickly fabricated. Such job shops are often termed "model shops" because of the prototyping nature of the work.The parts of the manual mill are separated below. The knee moves up and down the column on guideways in the column. The table can move in x and y on the knee, and the milling head can move up and down.Grinding: IntroductionGrinding is a finishing process used to improve surface finish, abrade hard materials, and tighten the tolerance on flat and cylindrical surfaces by removing a small amount of material. Information in this section is organized according to the subcategory links in the menu bar to the left.In grinding, an abrasive material rubs against the metal part and removes tiny pieces of material. The abrasive material is typically on the surface of a wheel or belt and abrades material in a way similar to sanding. On a microscopic scale, the chip formation in grinding is the same as thatfound in other machining processes. The abrasive action of grinding generates excessive heat so that flooding of the cutting area with fluid is necessary.Reasons for GrindingReasons for grinding are:1. The material is too hard to be machined economically. (The material may havebeen hardened in order to produce a low-wear finish, such as that in a bearing raceway.2. Tolerances required preclude machining. Grinding can produce flatnesstolerances of less than ±0.0025 mm (±0.0001 in) on a 127 x 127 mm (5 x 5 in) steel surface if the surface is adequately supported.3. Machining removes excessive material.Chip Formation: IntroductionBecause of the importance of machining for any industrial economy, Machining Theory has been extensively studied.ÂThe chip formation process is the same for most machining processes, and it has been researched in order to determine closed-form solutions for speeds, feeds, and other parameters which have in the past been determined by the "feel" of the machinist.ÂWith CNC machine tools producing parts at ever-faster rates, it has become important to provide automatic algorithms for determining speeds and feeds. The information presented in this section are some of the more important aspects of chip formation. Reasons for machining being difficult to analyze and characterize can be summarized as follows:•The strain rate is extremely high compared to that of other fabrication processes.•The process varies considerably depending on the part material, temperature, cutting fluids, etc.•The process varies considerably depending on the tool material, temperature, chatter and vibration, etc.•The process is only constrained by the tool cutter. Unlike other processes such as molding and cold forming which are contained, a lot of variation can occur even with the same configuration.For all types of machining, including grinding, honing, lapping, planing, turning, or milling, the phenomenon of chip formation is similar at the point where the tool meets the work.Below are illustrated categories of chip types.。
(机械制造行业)机械英语——机加工专业(单词词组)中英文对照

机械英语机加工专业(单词/词组)中英对照Aabrasion n. 磨料,研磨材料,磨蚀剂, adj. 磨损的,磨蚀的abrasive belt n. 砂带abrasive belt grinding n. 砂带磨削,用研磨带磨光abrasive cut-off machine n. 砂轮切断机abrasive dressing wheel n. 砂轮修整轮abrasive grain n. 磨料粒度abrasive grit n. 研磨用磨料,铁粒abrasive lapping wheel n. 磨料研磨轮accuracy of position n. 位置精度accuracy to shape n. 形状精度active cutting edge n. 主切削刃adapter flange n. 连接器法兰盘adjointing flanks n. 共轭齿廓align n. 找中(心),找正,对中,对准,找平,调直,校直,调整,调准angle milling cutter n. 角铣刀angular grinding n. 斜面磨削,斜磨法angular milling n. 斜面铣削angular plunge grinding n. 斜向切入磨削angular turning n. 斜面车削arbour n. 刀杆,心轴,柄轴,轴,辊轴attachment n. 附件,附件机构,联结,固接,联结法automatic bar machine n. 棒料自动车床automatic boring machine n. 自动镗床automatic copying lathe n. 自动仿形车床automatic double-head milling machine n. 自动双轴铣床automatic lathe n. 自动车床automatic turret lathe n. 自动转塔车床Bbelt grinding machine n. 砂带磨床bench lathe n. 台式车床bevel n. 斜角,斜面,倾斜,斜切,斜角规,万能角尺,圆锥的,倾斜的,斜边,伞齿轮,锥齿轮bevel gear cutting machine n. 锥齿轮切削机床bevel gear tooth system n. 锥齿轮系,锥齿轮传动系统borehole n. 镗孔,镗出的孔,钻眼boring n. 镗孔,钻孔,穿孔boring fixture n. 镗孔夹具boring machine n. 镗床boring tool n. 镗刀boring, drilling and milling machine n. 镗铣床broaching machine n.拉床,铰孔机,剥孔机broaching tool n. 拉刀broad finishing tool n. 宽刃精切刀,宽刃精车刀,宽刃光切刀CCalibrate vt. 校准〔正〕,刻度,分度,检查〔验〕,定标,标定,使标准化,使符合标准cam contour grinder n. 凸轮仿形磨床carbide tip n. 硬质合金刀片carbide turning tool n. 硬质合金车刀carbide-tipped tool n. 硬质合金刀具cast iron machining n. 铸铁加工,铸铁切削加工centerless cylindrical grinder n. 无心外圆磨床ceramic cutting tool n. 金属陶瓷刀具chamfer n.;vt. 倒角,倒棱chamfered cutting edge n. 倒角刀刃champ v. 焦急champing fixture n. 快换夹具champing jaw n. 快换卡爪chaser n. 螺纹梳刀,梳刀盘,板牙chatter vi.;n. 振动,振荡,震颤,刀振cherry n.;a. 樱桃,鲜红的,樱桃木制的chip n. 切屑,铁屑,刀片,刀头,片,薄片,芯片,基片chip breaker groove radius n. 断屑槽底半径,卷屑槽底半径chip clearance n. 切屑间隙chip cross-sectional area n. 切屑横截面面积chip curl n. 螺旋形切屑chip flow n. 切屑流chip formation n. 切屑形成chip removing process n. 去毛刺加工chip variable n. 切屑变量chuck n. 卡盘,夹盘,卡头,〔电磁〕吸盘,vt. 固定,装卡,夹紧,卡住chucker n. 卡盘车床,卡角车床circular drilling machine n. 圆工作台钻床circular path n. 环路,圆轨迹circular pitch measurement n. 周节测量circumference n. 圆周,周线,周界,周围,四周,范围close-grained a. 细颗粒的coffecient of tool thrust n. 刀具推力系数coil chip n. 卷状切屑cold circular saw n. 冷圆锯cold saw n. 冷锯column drilling machine n. 圆〔方〕柱立式钻床combined drill and milling cutter n. 复合钻铣床complete traverse grinding n. 横进给磨削,切入磨削computer-controlled machine n. 计算机控制机床,数控机床contact pattern n. 靠模continuous chip n. 连续切屑continuous spiral chip n. 连续螺旋切屑contour n. 轮廓,外形,外貌,轮廓线,回路,网路,电路,等高线,等值线,轮廓等高距a. 仿形的,靠模的contour grinding n. 仿形磨削,成形磨削contour milling n. 成形铣削,外形铣削,等高走刀曲面仿形法convex milling attachment n. 凸面铣削附件convex turning attachment n. 中凸车削附件,凸面车削附件coolant lubricant n. 冷却润滑剂coolant lubricant emulsion n. 冷却润滑乳液〔剂〕copy n. 样板,仿形,靠模工作法,拷贝复制品,v. 复制,模仿,抄录copy grinding n. 仿形磨床copy-mill n. 仿形铣copying turret lathe n. 仿形转塔车床corner n. 角,弯〔管〕头,弯管counterbore n. 埋头孔,沉孔,锥口孔,平底扩孔钻,平底锪钻, n.;vt. 扩孔,锪孔,镗孔,镗阶梯孔crankshaft grinding machine n. 曲轴磨床crankshaft turning lathe n. 曲轴车床creep feed grinding n. 缓进给磨削cross milling n. 横向铣削curly chip n. 卷状切屑,螺旋形切屑,切屑螺旋cut v.;n. 切削〔割〕,口,片,断,断开,削减,减少,断面,剖面,相交,凹槽cut off n. 切断〔开,去〕,关闭,停车,停止,断开装置,断流器,挡板,截止,截流cut teeth n. 铣齿cut-off grinding n. 砂轮截断,砂轮切割cutter n. 刀具,切削工具,截断器,切断器,切断机cutting n. 切削,切片,切割,切屑,金属屑,截槽cutting edge profile n. 切削刃轮廓〔外形,断面〕,切削刃角度cutting force n. 切削力cutting lip n. 切削刃,刀刃,钻唇,钻刃cutting operation n. 切削加工,切削操作,切削作业cutting rate n. 切削效率,切削速率cutting tool n. 刀具,切削工具,刃具cycle n. 周期,周,循环,一个操作过程,轮转,自行车cylindrical grinder n. 外圆磨床Ddamage n.;vt. 损坏〔害,伤,耗,失〕,破坏,事故,故障,伤害,危害deep-hole drilling n.深孔钻削deep-hole milling n. 深孔铣削design n. 设计,计算,计划,方案,设计书,图纸die-sinking n. 凹模dimension n. 尺寸,尺度,维度,量纲,因次direction of the feed motion n. 进给方向,进刀方向discontinuous chip n. 间断切屑distance n. 距离,间隔〔隙〕,长度,vt. 隔开double-column planer-miller n. 双柱龙门铣床dress v. 修饰,修整,平整,整理,清理,装饰,调制,准备,打磨,磨光,压平,轿直,清洗,清理,分级drilling n. 钻头,钻床,穿孔器,凿岩机,v. 钻孔,打孔,钻井,钻探drilling machine n. 钻床,钻机,钻孔机,打眼机drilling tool n. 钻孔〔削,井,眼〕工具Eedge point n. 刀口,刀刃efficiency n. 效率,效能,性能,功率,产量,实力,经济性,有〔功,实〕效end mill n. 立铣刀external grinding n. 外圆磨削Fface n. 表面,外观,工作面,表盘,屏,幕v. 面向,朝向,表面加工,把表面弄平face grinding machine n. 平面磨床face milling machine n. 端面磨床feed force n. 进给力feed motion n. 进给运动fine adjustment n. 精调,细调,微调fine boring n. 精密镗孔finish v.;n. 精加工,抛光,修整,表面粗糙度,完工,最后加工,最后阶段,涂层,涂料finish-cutting n. 精加工,最终切削fixture n. 夹具,夹紧装置,配件,零件,定位器,支架form n. 型式,类型,摸板,模型,形成,产生,成形,表格v. 形〔组,构〕成,产生,作出,成形,造型form-turn n. 成形车削free-cutting n. 自由切削,无支承切削,高速切削Ggap n. 间隔,间隙,距离,范围,区间,缺口,开口火花隙,vt. 使产生裂缝vi. 豁开gear cutting machine n. 齿轮加工机床,切齿机gear generating grinder n. 磨齿机gear hob n. 齿轮滚刀grinding cutter n. 磨具grinding force n. 磨削力grinding machine n. 磨床grinding wheel diameter n. 砂轮直径grinding wheel width n. 砂轮宽度groove n. 槽,切口,排屑槽,空心槽,坡口,vt. 切〔开,铣〕槽groove milling n.铣槽Hheadstock spindle n. 床头箱主轴,主轴箱主轴,头架轴helical tooth system n. 螺旋齿轮传动装置high precision lathe n. 高精度车床high-speed n. 高速high-speed machining n. 高速加工hob n. 齿轮滚刀,滚刀,螺旋铣刀,v. 滚铣,滚齿,滚削horsepower n. 马力hobbing machine n. 滚齿机,螺旋铣床,挤压制模压力机,反应阴模机hole n. 孔,洞,坑,槽,空穴,孔道,管道,v. 钻〔穿,冲,开〕孔,打洞hone n. vt. 磨石,油石,珩磨头,磨孔器,珩磨,honing machine n. 珩磨机,珩床,搪磨床,磨孔机,磨气缸机Iinclination n. 倾斜,斜度,倾角,斜角〔坡〕,弯曲,偏〔差,角〕转increment n. 增量,增加,增〔大〕长indexing table automatic n. 自动分度工作台infeed grinding n. 切入式磨削installation n. 装置,设备,台,站,安装,设置internal grinding n. 内圆磨削involute hob n. 渐开线滚刀Jjig boring machine n. 坐标镗床Kkeyway cutting n. 键槽切削加工knurling tool n. 滚花刀具,压花刀具,滚花刀Llaedscrew machine n. 丝杠加工机床lap grinding n. 研磨lapping n. 研磨,抛光,精研,搭接,擦准lathe n. 车床lathe dog n. 车床轧头,卡箍,鸡心夹头,离心夹头,制动爪,车床挡块lathe tool n. 车刀level n. 水平,水准,水平线,水平仪,水准仪,电平,能级,程度,强度,a. 水平的,相等的,均匀的,平稳的loading time n. 装载料时间,荷重时间,充填时间,充气时间lock n. 锁,栓,闸,闭锁装置,锁型,同步,牵引,v. 闭锁,关闭,卡住,固定,定位,制动刹住longitudinal grinding n. 纵磨low capacity machine n. 小功率机床〔机器〕Mmachine axis n. 机床中心线machine table n. 机床工作台machine tool n. 机床,工作母机machining n. 机械加工,切削加工machining (or cutting) variable n. 加工(或切削)变量machining allowance n. 机械加工余量machining cycle n. 加工循环machining of metals n. 金属切削加工,金属加工magazine automatic n. 自动化仓库,自动化料斗,自动存贮送料装置manufacture n. 制造者,生产者,厂商,产品,制造material removing rate n. 材料去除率metal cutting n. 金属切削metal-cutting technology n. 金属切削工艺学,金属切削工艺〔技术〕metal-cutting tool n. 金属切削刀具,金属切削工具micrometer adjustment n. 微调milling n. 铣削,磨碎,磨整,选矿milling feed n. 铣削进给,铣削走刀量,铣削走刀机构milling machine n. 铣床milling spindle n. 铣床主轴milling tool n. 铣削刀具,铣削工具mount v. 固定,安装,装配,装置,架设,n. 固定件,支架,座,装置,机构mounting n. 安装,装配,固定,机架,框架,装置mounting fixture n. 安装夹具,固定夹具NNose n. 鼻子,端,前端,凸头,刀尖,机头,突出部分,伸出部分number of revolutions n. 转数numerical control n. 数字控制numerically controlled lathe n. 数控车床Ooblique grinding n. 斜切式磨床operate v. 操纵,控制,运行,工作,动作,运算operating cycle n. 工作循环operation n. 运转,操作,控制,工作,作业,运算,计算operational instruction n. 操作说明书,操作说明operational safety n. 操作安全性,使用可靠性oscillating type abrasive cutting machine n. 摆动式砂轮切割机oscillation n. 振动,振荡,摆动,颤振,振幅out-cut milling n. 切口铣削oxide ceramics n. 氧化物陶瓷oxide-ceramic cutting tool n. 陶瓷刀具Pperformance n. 实行,执行,完成,特性,性能,成品,制作品,行为,动作,生产率,效率peripheral grinding n. 圆周磨削peripheral speed n. 圆周速度,周速,边缘速度perpendicular a. 垂直的,正交的,成直角的n. 垂直,正交,竖直,垂线,垂直面physical entity n. 实体,实物pitch n. 齿距,节距,铆间距,螺距,极距,辊距,坡度,高跨比,俯仰角pitch circle n. 节圆plain (or cylindrical) milling machine n. 普通(或圆柱形)铣床plain grinding n. 平面磨削plain turning n. 平面车床plane n. 平面,面,投影,刨,水平,程度,阶段,飞机a.平的v. 弄平,整平,刨,飞行plane milling n. 平面铣削plane-mill n. 平面铣刀,平面铣床plunge mill n. 模向进给滚轧机plunge-cut n. 切入式磨削,横向进给磨削,全面进刀法,全面进给法plunge-cut thread grinder n. 切入式螺纹磨床plunge-grinding n. 切入式磨削point n. 点,尖端,刀尖,针尖,指针,交点,要点,论点,特点v. 指,面向,瞄准,对准,表明,弄尖,强调power n. 功率,效率,能〔容,力〕量,动力,电源,能源v. 驱〔拖,带,发〕动,给...以动力power hacksaw n. 机动弓锯〔钢锯〕precision boring n. 精镗precision boring machine n. 精密镗床precision machining n. 精密机械加工pressure angle n. 压力角primary cutting edge n. 主切削刃principal feed motion n. 主进给运动,主进刀运动production method s n. 生产方法[式]profile n. 轮廓,形面,剖面,侧面图,分布图。
机械方面专业术语(中英文对照)

磁路 magnetic circles
变压器 transformer
异步电动机 asynchronous motor
几何形状 geometrical
精度 precision
正弦形的 sinusoid
交流电路 AC circuit
机械加工余量 machining allowance
斜齿圆柱齿轮 helical-spur gear
直齿锥齿轮 straight bevel gear
运动简图 kinematic sketch
齿轮齿条 pinion and rack
蜗杆蜗轮 worm and worm gear
虚约束 passive constraint
车刀 lathe tool
车床 lathe
钻削 镗削 bore
车削 turning
磨床 grinder
基准 benchmark
钳工 locksmith
锻 forge
压模 stamping
焊 weld
拉床 broaching machine
疲劳极限 fatigue limit
断裂 fracture
塑性变形 plastic distortion
脆性材料 brittleness material
刚度准则 rigidity criterion
垫圈 washer
垫片 spacer
直齿圆柱齿轮 straight toothed spur gear
可编程序逻辑控制器 Programmable Logic Controller PLC
电火花加工 electric spark machining
机械术语中英文对照
机械术语中英文对照机械是一个应用广泛的学科,而机械术语也因此显得格外重要。
机械术语不仅在机械领域内使用广泛,还在与机械有关的其他领域中广泛运用。
本文将为大家介绍机械术语的中英文对照,帮助读者更好地理解机械术语。
一、机械结构相关1.1 机械结构英文:Mechanical structure中文:机械结构1.2 机械零件英文:Mechanical part中文:机械零件1.3 缸体英文:Cylinder block中文:缸体1.4 活塞英文:Piston中文:活塞1.5 曲轴英文:Crankshaft中文:曲轴1.6 飞轮英文:Flywheel中文:飞轮1.7 转速英文:Rotation speed中文:转速1.8 扭矩英文:Torque中文:扭矩1.9 传动轴英文:Transmission shaft 中文:传动轴1.10 传动比英文:Transmission ratio 中文:传动比二、机械加工相关2.1 加工中心英文:Machining center中文:加工中心2.2 数控机床英文:Numerical control machine tool 中文:数控机床2.3 刀具英文:Tool中文:刀具2.4 精度英文:Accuracy中文:精度2.5 加工误差英文:Machining error中文:加工误差2.6 表面光洁度英文:Surface roughness中文:表面光洁度2.7 加工粗糙度英文:Machining roughness 中文:加工粗糙度2.8 加工硬度英文:Machining hardness 中文:加工硬度2.9 切削速度英文:Cutting speed中文:切削速度2.10 进给速度英文:Feed rate中文:进给速度三、机械控制相关3.1 控制系统英文:Control system中文:控制系统3.2 机电一体化英文:Mechatronics中文:机电一体化3.3 伺服电机英文:Servo motor中文:伺服电机3.4 步进电机英文:Stepper motor中文:步进电机3.5 编码器英文:Encoder中文:编码器3.6 控制器英文:Controller中文:控制器3.7 嵌入式系统英文:Embedded system 中文:嵌入式系统3.8 传感器英文:Sensor中文:传感器3.9 特征提取英文:Feature extraction中文:特征提取3.10 监控系统英文:Monitoring system中文:监控系统机械术语中英文对照不仅包含机械结构、机械加工和机械控制等方面,还有机械力学、流体力学、材料科学等相关方面的术语。
机械加工切削加工中英文对照外文翻译文献
中英文资料翻译英文部分The new concept of cutting processingThe nowadays cutting tool company cannot only be again the manufacture and the sales cutting tool, in order to succeed, they must be consistent with the globalization manufacture tendency maintenance, through enhances the efficiency, cooperates with the customer reduces the cost. Approaches the instantaneous global competition after this after NAFTA, the WTO time, the world company is making quickly to the same feeling, is lighter, a cheaper response. In other words, they make the product and the components contain can in high speed under revolve, as a result of the cost pressure, best, is lighter moreover must make cheaply. Obtains these goals a best way is through develops and applies the new material, but these is new and the improvement material usually all with difficulty processes. In in this kind of commercial power and the technical difficulty combination is especially prominent in the automobile and the aviation industry, and has become has the experience the cutting tool company to research and develop the department the most important driving influence.For example, takes the modular cast iron to say that, it has become the engine part and other automobiles, the agriculture the material which see day by day with the equipment and in the machine tool industry components. This kind of alloy provides the low production cost and the good machine capability combination. They are cheaper than the steel products, but has a higher intensity and toughness compared to the cast iron. But at the same time the modular cast iron is extremely wear-resisting, has fast breaks by rubbing the cutting tool material the tendency. In this wear resistant very great degree bead luminous body content influence. Some known modular cast iron bead luminous body content higher, its resistance to wear better, moreover its machinability is worse. Moreover, the modular cast iron porosity causes off and on to cut, this even more reduces the life.May estimate that, the high degree of hardness and the high wear-resisting cutting material quality must consider the modular cast iron the high resistance to wear. And the material quality contains extremely hard TiC in fact (carbonized titanium) or TiCN (carbon titanium nitrides) thick coating when cutting speed each minute 300 meters processes the modular cast iron to prove usually is effective. But along with cutting speed increase, scrap/The cutting tool junctionplane temperature also is increasing. When has such situation, the TiC coating favors in has the chemical reaction with the iron and softens, more pressures function in anti- crescent moon hollow attrition coating. Under these conditions, hoped has one chemical stability better coating, like Al2O3 (although under low speed was inferior to TiC hard or is wear-resisting).The chemical stability becomes an important performance performance dividing line compared to the resistance to wear the factor, the speed and the temperature is decided in is processed the modular cast iron the crystal grain structure and the performance. But usually thick coating of TiCN and TiC or only ductile iron oxides in the soil coating is applied to, because the today majority of this kinds are processed the material the cutting speed in each minute 150 to 335 meters between. Is higher than each minute 300 meter applications regarding the speed, the people to this kind of material are satisfied.In order to cause this scope performance to be most superior, the mountain high researched and developed and has promoted in view of modular cast iron processing material quality TX150. This kind of material quality has hard also the anti- distortion substrate, is very ideal regarding the processing modular cast iron. Its coating the oxide compound coating which hollowly wears by thick very wear-resisting carbon titanium nitrides and a thin anti- crescent moon, the top is thin layer TiN. This kind of coating which needs the center warm chemistry gas phase deposition using the state of the art production resistance to wear and the anti- crescent moon hollow attrition which the CVD coating complete degree of hardness moreover the tough smoothness increases (MTCVD) the craft. Substrate/The coating combination performance gives the very high anti- plastic deformation and the cutting edge micro collapses the ability, causes it to become under the normal speed to process the modular cast iron the ideal material quality.The coating ceramics also display can effectively process the modular cast iron. In the past, the aluminum oxide ceramics application which not the coating tough good such as nitriding silicon and the silicon carbide textile fiber strengthened the work piece material chemistry paralysis limit. Today but could resist the scrap distortion process through the use to have the high thermal coating cutting tool life already remarkably to increase. But certain early this domains work piece processing use aluminum oxides spread the layer crystals to have to strengthen the ceramics, today most research concentrate in the TiN coating nitriding silicon. This kind of coating can remarkably open up the tough good ceramics the application scope.When machining, the work piece has processed the surface is depends upon the cutting tool and the work piece makes the relative motion to obtain.According to the surface method of formation, the machining may divide into the knife point path law, the formed cutting tool law, the generating process three kinds.The knife point path law is depends upon the knife point to be opposite in the work piecesurface path, obtains the superficial geometry shape which the work piece requests, like the turning outer annulus, the shaping plane, the grinding outer annulus, with the profile turning forming surface and so on, the knife point path are decided the cutting tool and the work piece relative motion which provides in the engine bed;The formed cutting tool law abbreviation forming, is with the formed cutting tool which matches with the work piece final superficial outline, or the formed grinding wheel and so on processes the formed surface, like formed turning, formed milling and form grinding and so on, because forms the cutting tool the manufacture quite to be difficult, therefore only uses in processing the short formed surface generally;The generating process name rolls cuts method, is when the processing the cutting tool and the work piece do unfold the movement relatively, the cutting tool and the work piece centrode make the pure trundle mutually, between both maintains the definite transmission ratio relations, obtains the processing surface is the knife edge in this kind of movement envelope, in the gear processing rolls the tooth, the gear shaping, the shaving, the top horizontal jade piece tooth and rubs the tooth and so on to be the generating process processing.Some machining has at the same time the knife point path law and the formed cutting tool method characteristic, like thread turning.The machining quality mainly is refers to the work piece the processing precision and the surface quality (including surface roughness, residual stress and superficial hardening).Along with the technical progress, the machining quality enhances unceasingly.The 18th century later periods, the machining precision counts by the millimeter; At the beginning of 20th century, machining precision Gao Yida 0.01 millimeter; To the 50's, the machining precision has reached a micron level; The 70's, the machining precision enhances to 0.1 micron.The influence machining quality primary factor has aspects and so on engine bed, cutting tool, jig, work piece semifinished materials, technique and processing environment.Must improve the machining quality, must take the suitable measure to the above various aspects, like reduces the engine bed work error, selects the cutting tool correctly, improves the semifinished materials quality, the reasonable arrangement craft, the improvement environmental condition and so on.Enhances the cutting specifications to enhance the material excision rate, is enhances the machining efficiency the essential way.The commonly used highly effective machining method has the high-speed cutting, the force cutting, the plasma arc heating cuts and vibrates the cutting and so on.The grinding speed is called the high-speed grinding in 45 meters/second above es the high-speed cutting (or grinding) both may enhance the efficiency, and mayreduce the surface roughness.The high-speed cutting (or grinding) requests the engine bed to have the high speed, the high rigidity, the high efficiency and the vibration-proof good craft system; Requests the cutting tool to have the reasonable geometry parameter and the convenience tight way, but also must consider the safe reliable chip breaking method.The force cutting refers to the roughing feed or cuts the deep machining greatly, uses in the turning and the grinding generally.The force turning main characteristic is the lathe tool besides the main cutting edge, but also some is parallel in the work piece has processed superficial the vice-cutting edge simultaneously to participate in the cutting, therefore may enhance to feed quantity compared to the general turning several times of even several pares with the high-speed cutting, the force cutting cutting temperature is low, the cutting tool life is long, the cutting efficiency is high; The shortcoming is processes the surface to be rough.When force cutting, the radial direction cutting force death of a parent is not suitable for to process the tall and slender work piece very much.The vibration cutting is along the cutting tool direction of feed, the attachment low frequency or the high frequency vibration machining, may enhance the cutting efficiency.The low frequency vibration cutting has the very good chip breaking effect, but does not use the chip breaking equipment, makes the knife edge intensity to increase, time the cutting total power dissipation compared to has the chip breaking installment ordinary cutting to reduce about 40%.The high frequency vibration cutting also called the ultrasonic wave vibration cutting, is helpful in reduces between the cutting tool and the work piece friction, reduces the cutting temperature, reduces the cutting tool the coherence attrition, thus the enhancement cutting efficiency and the processing surface quality, the cutting tool life may enhance 40% approximately.To lumber, plastic, rubber, glass, marble, granite and so on nonmetallic material machining, although is similar with the metal material cutting, but uses the cutting tool, the equipment and the cutting specifications and so on has the characteristic respectively.The lumber product machining mainly carries in each kind of joiner's bench, its method mainly has: The saw cuts, digs cuts, the turning, the milling, drills truncates with the polishing and so on.The plastic rigidity is worse than the metal, the easy bending strain, the thermoplastic thermal conductivity to be in particular bad, easy to elevate temperature the conditioning.When cutting plastic, suitably with the high-speed steel or the hard alloy tools, selects the small to feed quantity and the high cutting speed, and uses compressed air cooling.If the cutting tool is sharp, the angle is appropriate, may produce the belt-shaped scrap, easy to carry off the quantity of heat.Glass (including semiconducting material and so on germanium, silicon) but degree of hardness high brittleness is big.To methods and so on glass machining commonly used cutting, drill hole, attrition and polishing.To thickness in three millimeters following glass plates, the simple cutting method is with the diamond or other hard materials, in glass surface manual scoring, the use scratch place stress concentration, then uses the hand to break off.To the marble, the granite and the concrete and so on the hard material processing, mainly uses methods and so on cutting, turning, drill hole, shaping, attrition and polishing.When cutting the available circular saw blade adds the grinding compound and the water; The outer annulus and the end surface may use the negative rake the hard alloy lathe tool, by 10~30 meter/minute cutting speed turning; Drills a hole the available hard alloy drill bit; The big stone material plane available hard alloy planing tool or rolls cuts planing tool shaping; The precise smooth surface, available three mutually for the datum to the method which grinds, or the grinding and the polishing method obtains.Cutting tool in hot strong alloy applicationThe aviation processing also changes rapidly. For example, nickel base heat-resisting alloy like several years ago the most people had not heard Rene88 now occupies to the aircraft engine manufacture uses the total metal quantity 10~25%. Has very good showing and the commercial reason regarding this. For example, these heat strong alloy will be able to increase the engine endurance moreover to permit the small engine work on the big airplane, that will enhance the combustion efficiency and reduces the operation cost. These tough good materials also present the expense on the cutting tool. Their thermal stability causes on the knife point the temperature to be higher, thus reduced the cutting tool life. Similarly, in these alloy carbide pellet remarkably increased the friction, thus reduces the cutting tool life.As a result of changes in these conditions, can be very pleased to have processed many titanium alloys and nickel-based alloy materials C-2 hard metal alloys, in the application to today's cutting edge of blade to the crushing and cutting depth of the trench lines badly worn. But using the latest high-temperature processing of small particles hard metal alloys to be effective, cutlery life improved, but more importantly to enhance the reliability of applications in high-temperature alloys. Small particles hard metal than traditional hard metal materials higher compression strength and hardness, only a small increase in the resilience of the cost. And resulted in high temperature alloy processing than traditional hard metal resistance common failure mode more effective.PVD (physical gas phase deposition) coating also by certificate effective processing heat-resisting alloy. TiN (titanium nitrides) the PVD coating was uses and still was most early most receives welcome. Recently, TiAlN (nitrogen calorization titanium) and TiCN (carbontitanium nitrides) the coating also could very good use. In the past the TiAlN coating application scope and TiN compared the limit to be more. But after the cutting speed enhances them is a very good choice, enhances the productivity in these applications to reach 40%. On the other hand, is decided under the low cutting speed in coating superficial operating mode TiAlN can cause to accumulate the filings lump afterwards, micro collapses with the trench attrition.Recently, used in the heat-resisting alloy application material quality already developing, these coating but became by several combinations. The massive laboratories and the scene test has already proven this kind of combination and other any kind of sole coating compares in time the very wide scope application is very effective. Therefore aims at the heat-resisting alloy application the PVD compound coating possibly to become the focal point which the hard alloy new material quality research and development continues. With the MTCVD coating, the coating ceramics gather in the same place, they hopefully become a more effective processing to research and develop newly are more difficult to process the work piece material the main impact strength.Dry processingIncluding the refrigerant question is technical and the commercial expansion industrial production tendency another domain which the cutting tool makes. North America and the European strict refrigerant management request and the biggest three automobile manufacturer forces them the core supplier to obtain the ISO14000 authentication (the ISO9000 environment management edition), this causes the refrigerant processing cost rise. To the car company and their core supplier said obviously one of responses which welcome is in the specific processing application avoids completely the refrigerant the use. This kind did the processing the new world to propose a series of challenges for the cutting tool supplier.Recently, already appeared some to concern this topic to promulgate the speed, to enter for, the coating chemical composition and other parameters very substantial comprehensive nature very strong useful technical papers. Wants to concentrate the elaboration in here me "does the processing viewpoint" in the operation and commercial meaning automobile manufacturer new.The metal working jobholders can the very good understanding related refrigerant use question, but majority cannot understand concerns except the technical challenge (for example row of filings) beside does the processing question in the cutting tool - work piece contact face between. Usually may observe to the refrigerant disperser scrap which flows out, but the pressure surpasses 3,000 pounds/An inch 2 high speed refrigerant also can help to break the filings, specially soft also the continual scrap can cause in the cutting tool - work piece contact face trouble.Uses does the cutting craft the components result is the engine bed uses the wet typeprocessing components to be hotter than. Whether before you do allow them to survey in the open-air natural cooling? If processes newly the hot components put frequently to the turnover box, elevates the environment temperature, whether components full cooling and just right enough permission precision examination? Also has the handling side several dozens on hundred components to be able to operate the worker to increase the extra burden.With many cutting tools/The work piece technical question same place, these latent questions need to state whether dryly adds the ability line. Luckily, has very many ways to elaborate these questions. For example, the compressed air was proven row of filings becomes the question in very many applications the situation to have the successful echo.Another plan is called MQL (minimum lubrication) a technology, it replaces the traditional refrigerant by the application the quite few oil mists constitution. This is a recognition compromise plan, this kind of minimum technology can large scale reduce the refrigerant the headache matter, moreover the smooth finish which processes in many applications very is also good. This domain still had very many research to do, moreover the cutting tool company positively participated in such research was absolutely essential. If they will not do fall behind the competitor, will be at the disadvantageous position.In the factory the special details design other perhaps better plan according to the world in. The manufacturing industry jobholders possibly still could ask why they do have to use recent development the technology to replace the refrigerant method diligently which the tradition already an experience number generation of person improved enhances, because implemented especially does the experiment and the defeat which the processing or the subarid processing produced possibly causes the higher short-term cutting tool cost. The concise answer is when the bit probably accounts for the model processing components cost 3%, the refrigerant cost (from purchases to maintenance, storage, processing) can account for the components cost 15%.Perhaps does the dry processing is not all suits to each application, but above discusses likely other processing questions are same, needs from a wider operation, the environment and the commercial angle appraises. Will be able to help the cutting tool company which the customer will do this to have the competitive advantage, but these will not be able to provide unceasingly is in the passive position.Cutting tool and nanotechnologyCan fiercely change the cutting tool industry the enchanting new domain is the miniature manufacture, or the processing small granule forms the product which needs. Must refer to is its here does not have about the cutting tool miniature manufacture first matter; Second must say the matter is it is not remote.Why the miniature manufacture and are the cutting tool related. Because most main is theparticle size smaller, the hard alloy toughness of material better also is more wear-resisting. (Some experts define with the nanometer level pellet for are smaller than 0.2 mu m, but other people persisted a nanometer pellet had to be smaller than the hard alloy tools prototype which 0.1 mu m) made already to complete and the test,It is said that wear resistant theatrically increase. The question is the nanometer level hard alloy pellet cannot depend on the smashing big material formation, they are certain through the smaller material constitution, but processes the molecular level granule is not easy and the economical matter.中文部分切削加工新概念现今的刀具公司再也不能只是制造和销售刀具,为了成功,他们必须与全球化制造趋势保持一致,通过提高效率、同客户合作来降低成本。
机械加工简介(英语版)
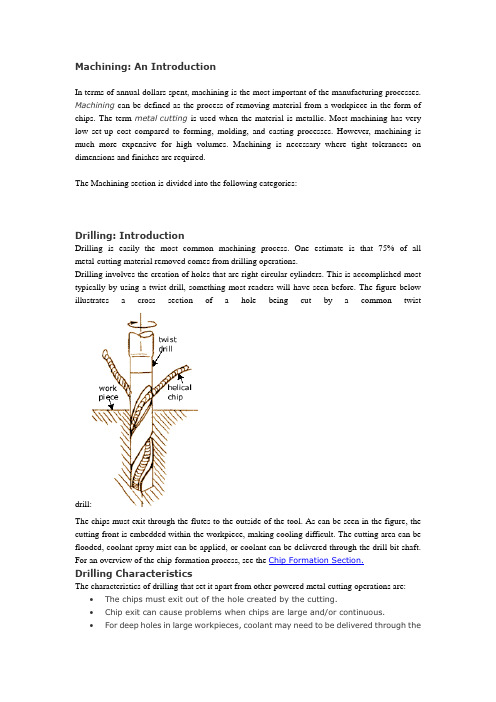
Machining: An IntroductionIn terms of annual dollars spent, machining is the most important of the manufacturing processes. Machining can be defined as the process of removing material from a workpiece in the form of chips. The term metal cutting is used when the material is metallic. Most machining has very low set-up cost compared to forming, molding, and casting processes. However, machining is much more expensive for high volumes. Machining is necessary where tight tolerances on dimensions and finishes are required.The Machining section is divided into the following categories:Drilling: IntroductionDrilling is easily the most common machining process. One estimate is that 75% of all metal-cutting material removed comes from drilling operations.Drilling involves the creation of holes that are right circular cylinders. This is accomplished most typically by using a twist drill, something most readers will have seen before. The figure below illustrates a cross section of a hole being cut by a common twistdrill:The chips must exit through the flutes to the outside of the tool. As can be seen in the figure, the cutting front is embedded within the workpiece, making cooling difficult. The cutting area can be flooded, coolant spray mist can be applied, or coolant can be delivered through the drill bit shaft. For an overview of the chip-formation process, see the Chip Formation Section.Drilling CharacteristicsThe characteristics of drilling that set it apart from other powered metal cutting operations are: •The chips must exit out of the hole created by the cutting.•Chip exit can cause problems when chips are large and/or continuous.•For deep holes in large workpieces, coolant may need to be delivered through thedrill shaft to the cutting front.•Of the powered metal cutting processes, drilling on a drill press is the most likely to be performed by someone who is not a machinist.Drill Press Work AreaA view of the metal-cutting area of a drill press is shown below. The workpiece is held in place by a clamp since cutting forces can be quite large. It is dangerous to hold a workpiece by hand during drilling since cutting forces can unpredictably get quite large and wrench the part away. Wood is often used underneath the part so that the drill bit can overshoot without damaging the table. The table also has holes for drill overshoot as well as weight reduction. A three-jaw chuck is used since three points determine a circle in two dimensions. Four-jaw chucks are rarely seen since offset of the bit is not necessary. The next section contains illustrations of drill bit chucks. To get an idea of the differing configurations of three and four-jaw chucks, please see the equivalent lathe chucks.Turning: Engine LatheTurning is another of the basic machining processes. Information in this section is organized according to the subcategory links in the menu bar to the left.ÂTurning produces solids of revolution which can be tightly toleranced because of the specialized nature of the operation. Turning is performed on a machine called a lathe in which the tool is stationary and the part is rotated. The figure below illustrates an engine lathe. Lathes are designed solely for turning operations, so that precise control of the cutting results in tight tolerances. The work piece is mounted on the chuck, which rotates relative to the stationary tool.TurningTurning refers to cutting as shown below.The term "facing" is used to describe removal of material from the flat end of a cylindrical part, as shown below. Facing is often used to improve the finish of surfaces that have been parted.Milling: IntroductionMilling is as fundamental as drilling among powered metal cutting processes.Milling is versatile for a basic machining process, but because the milling set up has so many degrees of freedom, milling is usually less accurate than turning or grinding unless especially rigid fixturing is implemented.For manual machining, milling is essential to fabricate any object that is not axially symmetric. There is a wide range of different milling machines, ranging from manual light-duty Bridgeportsâ…¢ to huge CNC machines for milling parts hundreds of feet long. Below is illustrated the process at the cutting area.Milling: Column-and-Knee Manual MillBelow is illustrated a typical column-and-knee type manual mill. Such manual mills are common in job shops that specialize in parts that are low volume and quickly fabricated. Such job shops are often termed "model shops" because of the prototyping nature of the work.The parts of the manual mill are separated below. The knee moves up and down the column on guideways in the column. The table can move in x and y on the knee, and the milling head can move up and down.Grinding: IntroductionGrinding is a finishing process used to improve surface finish, abrade hard materials, and tighten the tolerance on flat and cylindrical surfaces by removing a small amount of material. Information in this section is organized according to the subcategory links in the menu bar to the left.In grinding, an abrasive material rubs against the metal part and removes tiny pieces of material. The abrasive material is typically on the surface of a wheel or belt and abrades material in a way similar to sanding. On a microscopic scale, the chip formation in grinding is the same as thatfound in other machining processes. The abrasive action of grinding generates excessive heat so that flooding of the cutting area with fluid is necessary.Reasons for GrindingReasons for grinding are:1. The material is too hard to be machined economically. (The material may havebeen hardened in order to produce a low-wear finish, such as that in a bearing raceway.2. Tolerances required preclude machining. Grinding can produce flatnesstolerances of less than ±0.0025 mm (±0.0001 in) on a 127 x 127 mm (5 x 5 in) steel surface if the surface is adequately supported.3. Machining removes excessive material.Chip Formation: IntroductionBecause of the importance of machining for any industrial economy, Machining Theory has been extensively studied.ÂThe chip formation process is the same for most machining processes, and it has been researched in order to determine closed-form solutions for speeds, feeds, and other parameters which have in the past been determined by the "feel" of the machinist.ÂWith CNC machine tools producing parts at ever-faster rates, it has become important to provide automatic algorithms for determining speeds and feeds. The information presented in this section are some of the more important aspects of chip formation. Reasons for machining being difficult to analyze and characterize can be summarized as follows:•The strain rate is extremely high compared to that of other fabrication processes.•The process varies considerably depending on the part material, temperature, cutting fluids, etc.•The process varies considerably depending on the tool material, temperature, chatter and vibration, etc.•The process is only constrained by the tool cutter. Unlike other processes such as molding and cold forming which are contained, a lot of variation can occur even with the same configuration.For all types of machining, including grinding, honing, lapping, planing, turning, or milling, the phenomenon of chip formation is similar at the point where the tool meets the work.Below are illustrated categories of chip types.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工介绍(中英文对照)第一章 1 LathesLathes are machine tools designed primarily to do turning, facing and boring, Very little turning is done on other types of machine tools, and none can do it with equal facility. Because lathes also can do drilling and reaming, their versatility permits several operations to be done with a single setup of the work piece. Consequently, more lathes of various types are used in manufacturing than any other machine tool.1.车床车床主要是为了进行车外圆、车端面和镗孔等项工作而设计的机床。
车削很少在其他种类的机床上进行,而且任何一种其他机床都不能像车床那样方便地进行车削加工。
由于车床还可以用来钻孔和铰孔,车床的多功能性可以使工件在一次安装中完成几种加工。
因此,在生产中使用的各种车床比任何其他种类的机床都多。
The essential components of a lathe are the bed, headstock assembly, tailstock assembly, and the leads crew and feed rod.车床的基本部件有:床身、主轴箱组件、尾座组件、溜板组件、丝杠和光杠。
The bed is the backbone of a lathe. It usually is made of well normalized or aged gray or nodular cast iron and provides s heavy, rigid frame on which all the other basic components are mounted. Two sets of parallel, longitudinal ways, inner and outer, are contained on the bed, usually on the upper side. Some makers use an inverted V-shape for all four ways, whereas others utilize one inverted V and one flat way in one or both sets, They are precision-machined to assure accuracy of alignment. On most modern lathes the way are surface-hardened to resist wear and abrasion, but precaution should be taken in operating a lathe to assure that the ways are not damaged. Any inaccuracy in them usually means that the accuracy of the entire lathe is destroyed.床身是车床的基础件。
它能常是由经过充分正火或时效处理的灰铸铁或者球墨铁制成。
它是一个坚固的刚性框架,所有其他基本部件都安装在床身上。
通常在床身上有内外两组平行的导轨。
有些制造厂对全部四条导轨都采用导轨尖朝上的三角形导轨(即山形导轨),而有的制造厂则在一组中或者两组中都采用一个三角形导轨和一个矩形导轨。
导轨要经过精密加工以保证其直线度精度。
为了抵抗磨损和擦伤,大多数现代机床的导轨是经过表面淬硬的,但是在操作时还应该小心,以避免损伤导轨。
导轨上的任何误差,常常意味着整个机床的精度遭到破坏。
The headstock is mounted in a foxed position on the inner ways, usually at the left end of the bed. It provides a powered means of rotating the word at various speeds . Essentially, it consists of a hollow spindle, mounted in accurate bearings, and a set of transmission gears-similar to a truck transmission—through which the spindle can be rotated at a number of speeds. Most lathes provide from 8 to 18 speeds, usually in a geometric ratio, and on modern lathes all the speeds can be obtained merely by moving from two to four levers. An increasing trend is to provide a continuously variable speed range through electrical or mechanical drives.主轴箱安装在内侧导轨的固定位置上,一般在床身的左端。
它提供动力,并可使工件在各种速度下回转。
它基本上由一个安装在精密轴承中的空心主轴和一系列变速齿轮(类似于卡车变速箱)所组成。
通过变速齿轮,主轴可以在许多种转速下旋转。
大多数车床有8~12种转速,一般按等比级数排列。
而且在现代机床上只需扳动2~4个手柄,就能得到全部转速。
一种正在不断增长的趋势是通过电气的或者机械的装置进行无级变速。
Because the accuracy of a lathe is greatly dependent on the spindle, it is of heavy construction and mounted in heavy bearings, usually preloaded tapered roller or ball types. The spindle has a hole extending through its length, through which long bar stock can be fed. The size of maximum size of bar stock that can be machined when the material must be fed through spindle.由于机床的精度在很大程度上取决于主轴,因此,主轴的结构尺寸较大,通常安装在预紧后的重型圆锥滚子轴承或球轴承中。
主轴中有一个贯穿全长的通孔,长棒料可以通过该孔送料。
主轴孔的大小是车床的一个重要尺寸,因此当工件必须通过主轴孔供料时,它确定了能够加工的棒料毛坯的最大尺寸。
The tailsticd assembly consists, essentially, of three parts. A lower casting fits on the inner ways of the bed and can slide longitudinally thereon, with a means for clamping the entire assembly in any desired location, An upper casting fits on the lower one and can be moved transversely upon it, on sometype of keyed ways, to permit aligning the assembly is the tailstock quill. This is a hollow steel cylinder, usually about 51 to 76mm(2to 3 inches) in diameter, that can be moved several inches longitudinally in and out of the upper casting by means of a hand wheel and screw.尾座组件主要由三部分组成。
底板与床身的内侧导轨配合,并可以在导轨上作纵向移动。
底板上有一个可以使整个尾座组件夹紧在任意位置上的装置。
尾座体安装在底板上,可以沿某种类型的键槽在底板上横向移动,使尾座能与主轴箱中的主轴对正。
尾座的第三个组成部分是尾座套筒。
它是一个直径通常大约在51~76mm(2~3英寸)之间的钢制空心圆柱体。
通过手轮和螺杆,尾座套筒可以在尾座体中纵向移入和移出几个英寸。
The size of a lathe is designated by two dimensions. The first is known as the swing. This is the maximum diameter of work that can be rotated on a lathe. It is approximately twice the distance between the line connecting the lathe centers and the nearest point on the ways, The second size dimension is the maximum distance between centers. The swing thus indicates the maximum work piece diameter that can be turned in the lathe, while the distance between centers indicates the maximum length of work piece that can be mounted between centers.车床的规格用两个尺寸表示。