工序作业标准书格式
标准作业指导书模板(SOP)

6
注塑 注塑产品并取件,产品经QC确认后流入下道工序
7
下模 模具冷却、二级保养后拆模,模具归还模具仓库
8
回料 余料粉碎后回收到喂料仓库
8
外观
/
9 重量尺寸
技术要求
参考注塑工艺参数 依照SIP
依照SIP 依照SIP
架模-注射调机-取件摆放
工序名称 会签
核准
注射作业 确认
作成
文件编号 文件版本 产品名称 产品版本
标准作业指导书
Standard Operation Procedure
序号
作业名称
操作说明
物料 确认
依照右侧表格信息进行(物料、治具、设备)确认和使用;
作业 检查
1
开机 打开注塑机,确认设备正常运转
2
装料 将喂料导入料斗
3
架模 将模具安全装入注塑机
4
升温 将料温与模温升到指定温度
5
调试 按照注塑工艺参数进行试做,确保产品状态可以生产
Standard Operation Procedure
工序名称 会签
核准
确认
文件编号 文件版本 产品名称 产品版本
作成日期 文件页数 产品料号
材料
作成
图片或者图纸附页
Hale Waihona Puke 序号 1 2名称 喂料 复制模具
作成日期 文件页数 产品料号
材料
物料
规格/材料
1of2 用量
治具/设备
1
名称
规格/材料
用量
2
注塑机
80T
1
3
工艺参数
序号
参数
要求
备注
1
见工艺参数表
SOP标准作业指导书格式

精选课件
返回 12
3、 SOP编写流程(7)
▪ 7、适时更新 • 当工艺要求、设备状况等发生改变,一些
操作方法的改进时,要对SOP进行评审和 更新 • 定期回顾
– 确定回顾时间及参加人员 – 将回顾结果纳入更新内容
▪ 将正式发布的SOP列入SOP清单
精选课件
返回 13
4、SOP包含的内容
• SOP六要素 1)物料名称及数量 2)工装夹具 3)设备名称及参数 4)作业步骤 5)人员配置 6)安全因素
SOP(标准作业指导书)
精选课件
1
目录
• 1、SOP的定义 • 2、SOP的作用 • 3、SOP编写流程 • 4、SOP包含的内容 • 5、SOP 的编写要点 • 6、总结
精选课件
2
1、SOP的定义
• 1、定义 • 所谓SOP,是 Standard Operation Procedure三个单
词中首字母的大写 ,即标准作业程序。 • (1)是以文件的形式描述作业员在生产作业过程中的
精选课件
14
4、 SOP六要素(1)
• 一、物料 • 在生产前须确认好本工位所需的物料和
准备的物料是否一致、数量是否正确,物 料是否经过IQC检验。当全部确认无误后方 能上线生产。 • 生产过程中绝不接受不良品,绝不生产 不良品,绝不传递不良品。
精选课件
15
4、 SOP六要素(2)
• 二、工装夹具 • 每天上班前对夹具进行校准检查,确认
员、编写组负责人及1-2名与本岗位无关的人员 • 讨论会要作到互相挑战,各抒己见 • 必要时可进行现场确认
精选课件
返回 10
3、 SOP编写流程(5)
• 5、SOP的试运行
标准化作业指导书
版本version: A0
产品型号P/M: 产品名称P/N:
工序
10 工序名称:注塑 Process name:
工步号:10-1 Step No:
工步名称:注塑 Step name
要素名称 Element name
质量检查:
tools/t期
工位器具 Rack
美工刀
批准/日期
图号:
共 1页 第 1 页 Page_ of _
简图 Diagram
编号(SN):
涉及的记录表 Related records tables
《首检单》
会签/日期
10-1.1
E
作业员
-
开班前目视检查是 否脏污
10-1.2
Q
作业员
5 外观符合首件要求
10-1.3 10-1.4 10-1.5
作业员 15s 不能损伤产品
Q
作业员
5s
产品符合首件/首 检单要求
作业员 10s 包装数量符合要求
10-1.6
涉及物料 Involved parts
编制/日期 :
设备/工装/模具/检具/工具名称及编号 Name and number of equipment/tooling/mould/inspection
环境:
Quality inspection: Q Environment:
E
安全: Safety:
S
步骤 Steps
标准化作业描述 Description of standardized operation
要素 Element
责任人 Responsible
sop作业指导书格式范例
文件编号
版本A/0
点亮测试
标准工时标准产能/H
2
作业类型人员配置
1人序号
材料名称
数量1
2
345
设备,工装名称
型号设定条件
直流电源DC0V---30V 3V 手指套
 ̄ ̄ ̄ ̄ ̄
防静电
审核
作 业 指 导 书
大功率MR16/GU10/JDRE27(通用)
注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V;且不可触碰大功率透镜。
本工序作业
自
检
注意事项
核准核准设备及治工具
承办单位:
适用产品名称及编号检查有无暗灯、闪灯、死灯、色差等不良品截出
检查有无焊反、假焊、脱焊
负极(如图二)
3.完成后放入专用防静电PVC盒内。
检查仪器是否完好
1.直流电源调整到3V (如图一)正负极要一致
2.将焊接好的大功率点亮测试,红表笔接正极、黑表笔电压不可超过3V,接触要牢固操作说明技术要求
检查工位表面清洁
检查物料有无一致检查上工序材料编号材料规格
第2页 共14页
工序名称
工序排号测试
承办人:编制日期页数审核
图一
图二
0.30 不可超过3V 红线为正
黑线为负。
折彩盒工序作业指导书
12
1
2345
1
23
1122334
4工序作业指导书
版本/版次
A/2
页 次
第1页,共1页
宁波XXXXXXXXX限公司
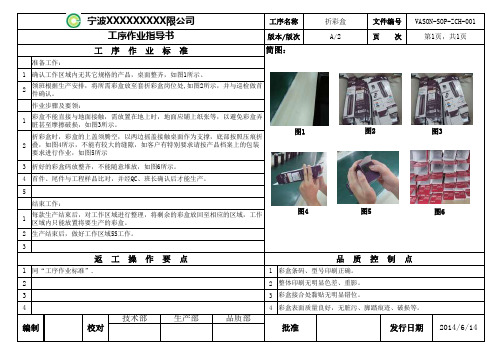
工序名称折彩盒文件编号VASON-SOP-ZCH-001工 序 作 业 标 准
简图:
准备工作:
确认工作区域内无其它规格的产品,桌面整齐,如图1所示。
领班根据生产安排,将所需彩盒放至套折彩盒岗位处,如图2所示,并与巡检做首件确认。
作业步骤及要领:彩盒不能直接与地面接触,需放置在地上时,地面应铺上纸张等,以避免彩盒弄脏甚至摩擦破损,如图3所示。
折彩盒时,彩盒的上盖须腾空,以两边摇盖接触桌面作为支撑,底部按照压痕折叠,如图4所示,不能有较大的缝隙,如客户有特别要求请按产品档案上的包装要求进行作业,如图5所示折好的彩盒码放整齐,不能随意堆放,如图6所示。
首件、尾件与工程样品比对,并经QC、班长确认后才能生产。
彩盒接合处黏贴无明显错位。
结束工作:
每款生产结束后,对工作区域进行整理,将剩余的彩盒放回至相应的区域,工作区域内只能放置将要生产的彩盒。
生产结束后,做好工作区域5S工作。
返 工 操 作 要 点
品 质 控 制 点
同“工序作业标准”.彩盒条码、型号印刷正确。
整体印刷无明显色差、重影。
彩盒表面质量良好,无脏污、脚踏痕迹、破损等。
编制
校对
技术部
生产部品质部
批准
发行日期
2014/6/14
图6
图4图5图1
图2图3。
标准作业指导书模板
LOGO
F104标准作业指导书
Standard Operation Procedure
文件编号DZY/SOP-
001
版次A/0
生效日期2021/12/02
第1 页共1 页
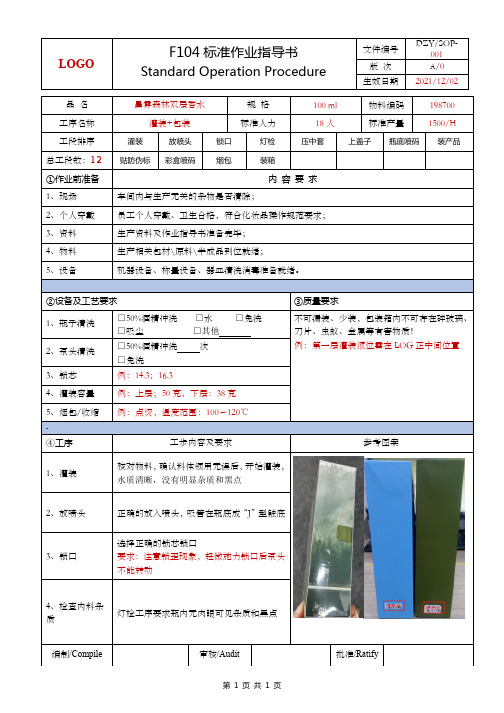
品名晨雾森林双层香水规格100 ml物料编码198700工序名称灌装+包装标准人力18人标准产量1500/H 工段排序灌装放喷头锁口灯检压中套上盖子瓶底喷码装产品总工段数:12贴防伪标彩盒喷码烟包装箱
①作业前准备内容要求
1、现场车间内与生产无关的杂物是否清除;
2、个人穿戴员工个人穿戴、卫生合格,符合化妆品操作规范要求;
3、资料生产资料及作业指导书准备完毕;
4、物料生产相关包材\原料\半成品到位就绪;
5、设备机器设备、称量设备、器皿清洗消毒准备就绪。
②设备及工艺要求③质量要求
1、瓶子清洗□50%酒精冲洗□水□免洗
□吸尘□其他不可漏装、少装,包装箱内不可存在碎玻璃、刀片、虫蚁、金属等有害物质!
例:第一层灌装液位需在LOG正中间位置
2、泵头清洗□50%酒精冲洗次
□免洗
3、锁芯例:14.3;16.3
4、灌装容量例:上层;50克,下层:38克
5、烟包/收缩例:点烫,温度范围:100~120℃。
④工序工步内容及要求参考图案
1、灌装核对物料,确认料体领用无误后,开始灌装,水质清晰,没有明显杂质和黑点
2、放喷头正确的放入喷头,吸管在瓶底成“J”型触底
3、锁口选择正确的锁芯锁口
要求:注意锁歪现象,轻微施力锁口后泵头不能转动
4、检查内料杂
质
灯检工序要求瓶内无肉眼可见杂质和黑点
编制/Compile审核/Audit批准/Ratify。
标准作业指导书模板
标准工时(s)
平均 最小
1、(关键控制点用红色字体表示) 2、 3、制点用红色字体表示) 2、 3、 4、
标准工时(s)
平均 最小
作 业 要 点
完 结
所需工 具、标 准件
2、 3、 4、 4、
名称 数量
名称 数量
名称 数量
名称 数量
注意事项:
1、(自互检、标准手持、质量、安全、防护用品) 2、 3、 4、
变更履历:
编制/日期 审核/日期 标准化/日期 批准/日期
(标准作业票)
填写标准图
填数字即可, 不用写单位
书写格式:2018-05-
“作业要点”一 栏,用来填写该 工步具体操作步
“完结标准” 填写该工步完
(部门) (工序名称)
操 作 流 程
标准作业指导书
②
第 共
页 页
适用环节:
标准工时:
s
人员配置: 岗位等级:
人 编号:
生效日期:
①
1、(XX步骤)
③
2、(XX步骤) 3、(XX步骤)
④
4、(XX步骤)
XX 流 程 分 解
1、(关键控制点用红色字体表 示)
标准工时(s)
平均 最小
1、(关键控制点用红色字体表示) 2、 3、
工序作业标准书格式
成果及结论:
标准修订:
会 部门 审 签名
技术部
生技部
品管部
No.
日期:
起讫时间 配合人员
核示
说明:1.针对工程问题点进行改善; 2.运用改善手法。
四 G07 改善提案表
No.
案由
提案日期
年月日
改善部门
希望完成日期
年月日
类别
提案依据
现 状 □效率底 品质不稳 不安全 浪费大 □
对
策
预期效果
节省人工: 其他:
审核
四 G02 作业标准书(B)
编制 No.
品名
工序
工序名称
使用机器
标准规格
工模夹具 环境条件:
1.说明 2.空气 3.室温 4.卫生
程序 作业名称
①
标准规格
标准作业时间 产品略图
操作程序 作业方法
设定参数
注意事项
②
③
④
⑤
⑥
⑦
⑧
⑨
⑩
批准
审核
编制
说明:1.作业标准书(SOP)每工序均应制订;
2.随产品设计、作业方法、机器设备变更而修订。
四 G01 工序作业标准书(A)
产品名称: 1 工序名称: 2 工序号码: 3 机械编号: 4 刀具: 5 工装夹具 标准适用范围: 左手 转速 进刀 说明 R.P.M mm/次
No.
6 工具:
7 一次加工量:
8 标准作业时间:
分
9 单件标准时间:
分
10
转速 进刀 右手 R.P.M mm/次 说明
批准/ 日期
⑥
⑦
合计
主管: 说明:1.本表适合机械业使用;
SOP标准作业指导书格式(操作规程)
yes
发现问题?
no
批准和执行
纳入SOP清单
适时更新
操作指引
6
3、SOP编写流程(1)
• 1、流程描述
喷涂
坩埚检查
坩埚拉进 喷涂室
坩埚预热
配料
喷料
打检
开查
坩坩
埚
埚
包
装
箱
将 将 坩将 收调 调 备 调 喷
检
坩 车 埚治 紧整 节 料 配 涂
查
埚 推 放具 加加 配
溶
搬 进 进放 热热 料
液
上 喷 加于 器器 器
因此,必须对作业流程、作业方法、作业条件加以规定并贯彻执行, 使之标准化。
标准化有以下四大目的:技术储备、提高效率、防止再发、教育训 练。
标准化的作用主要是把企业内的成员所积累的技术、经验,通过文 件的方式来加以保存,而不会因为人员的流动,整个技术、经验跟着流 失。达到个人知道多 少,组织就知道多少,也就是将个人的经验(财富) 转化为企业的财富;
操作步骤和应遵守的事项 • (2)是作业员的作业指导书 • (3)是检验员用于指导工作的依据
操作指引
3
2、SOP的作用
• 1、作用
• 1)将企业积累下来的技术﹑经验记录在标准
文件中,以免因技术人员的流动而使技术流失;
•
2)使操作人员经过短期培训,快速掌握较为先进合
理的操作技术;
•
3)根据作业标准,易于追查不良品产生的原因;
Review ):关键工序控制点回顾,关键工序 是对产品质量起重要、关键作用的工序,通过 建立关键工序控制点并实施严格的质量控制, 以提高产品质量的过程控制能力。
操作指引
返回 12
作业标准书
版/次:A/0工序名称JS2T02-001YZ 工序编号GY168.01-001项目图号属性项目零件名图号属性140011000002B 类检验频次20件全检中山格兰仕日用电器有限公司冰箱项目部作 业 标 准 书内箱专用冲孔机零配件适用产品JC-163、JC-133 工装名称工装编号按图纸要求按产品质量要求冲孔尺寸外观质量检验检查项目判定标准记录方式内箱冲孔零件名 作业内容:1、检查冲裁模具气动开关、气缸及模具冲针定位是否完好。
2、检查吸塑成型的内箱是否存在折皱、过薄变形等质量问题。
3、将合格的内胆放在冲裁模的定位点上,扶稳内胆,打开电气开关冲裁。
4、检查冲裁后的内胆孔位是否存在偏移、错位少孔等质量缺陷。
文件编号作 业 标 准 图 片内箱工序名称JS2T02-001YZ工序编号GY168.01-002项目图号属性项目零件名图号属性140011000002 B类检验频次20件全检适用产品JC-163、JC-133 工装编号1、检查电动钻电源连接是否完好,钻头是否旋紧。
2、检查冲裁后的内箱是否存在偏移、错位少孔等质量问题。
3、将钻头对准出水咀中心,沿中心垂直钻孔。
4、用壁纸刀清除孔内部的残料。
5、检查钻孔是否存在偏位、孔大(小)等质量缺陷。
电动钻壁纸刀作 业 标 准 图 片钻出水嘴孔文件编号零配件零件名内胆作业内容:工装名称检验检查项目判定标准记录方式冲孔尺寸按图纸要求外观质量按产品质量要求工序名称JS2T02-001YZ工序编号GY168.01-003项目图号属性项目零件名图号属性140008C 类240011C 类340010C 类检验频次50件全检适用产品JC-163、JC-133 工装编号1、检查烙孔是否存在偏位、孔大(小)等质量缺陷。
2、检查出水嘴是否存在断、破裂,螺纹是否完好。
3、将密封圈套在出水嘴上并从内胆内部穿出、用出水嘴螺母旋在出水嘴上。
4、检查装配后的出水嘴组件是否存在滑牙、松脱现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工序作业标准书格式 Revised by Petrel at 2021
四G01 工序作业标准书(A)
No.
四G02 作业标准书(B)
说明:1.作业标准书(SOP)每工序均应制订;
2.随产品设计、作业方法、机器设备变更而修订。
四G03 时间研究用纸(正面) No.
日期:
时间研究用纸(背面)
主管:观测者:
说明:1.本表适合机械业使用;
2.时间研究的另一目的在于改善作业方法。
四G04 制程分析表
No.
四G05 工程改善成果报告书(A) No. □工程改善□事务改善□日期:
厂长:主管:提出:
四G06 工程改善成果报告书(B) No.
部门:日期:
四G07 改善提案表 No.
四G08 研究及发展费用明细表月份:
日期:。