B2010A龙门刨床电气控制系统
B2010年A龙门刨床电器部分说明书

5、在工件与后退行程的末尾,工作台自动减速,保证刀具慢速 离开工件避免了工件边缘崩裂,同时提高反向时的准确度。
6、当减速或反向行程开关偶而失灵时由限位开关及液压安全器 作限位保护,使工作台不致驶出床身导轨面以外,各部件的相对运 动没有必要的连锁。
(2) 将各刀架进刀箱上的进行手柄放于中间零位,并将另一转
换手柄放于中间零位上即“快速移动”与“自动进刀”都断开的位
置;
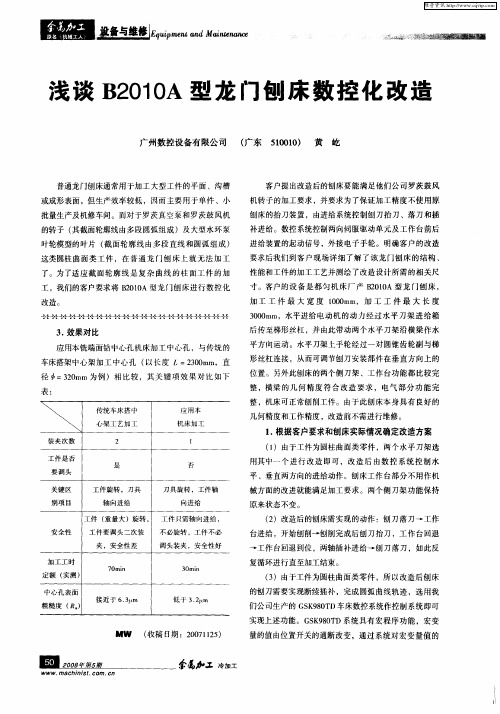
前进
后退
AB
作用于行程开关的制 D
子
ZHXC
A
D
B
C
Q-JS H-HX Q-HX H-JS
图 2 行程开关零位
B 1HXC
(3) 将工作台传动变速箱上的机械变速手柄可靠线 机床电气设备的配线是指配备机床 、电器柜及电机组之间的连
线。配线时参考机床电气接线图,机床和所有电气设备都必须可靠 地接地。
这里必须着重指出,扩大机控制绕组、直流发电机与电动机励 磁绕组以及发电机与电动机主回路粗导线,都必须严格按图纸连接, 极性不可颠倒。直流电动机与直流 发电机直接从碳刷出线的一头(可打开防护罩观察清楚)为 S1-f 和 S1-D 用粗导线直接相互连接,而它们另一端从换向极出线的为 H2-F 和 H2-D 连接到电器柜相应的接线柱上。
1、准备好试车的仪表,如转速表、兆欧表、万用表、交流电流 表等;
2、进行电气设备的外部检查:如电机电器有无卡住现象、电机 电器的接触面是否良好、外部线接的是否正确,内部线及电动机磁 场线是否松脱等;
3、检查电机、电器及控制线路的绝缘电阻; 4、操作准备: (1) 把行程开关放于零位(参看图 2)
浅谈B2010A型龙门刨床数控化改造
客户提 出改造后的刨床要能满足他们公司罗茨鼓风
机转子的加工要求 , 并要求为了保 证加 工精 度不使用原
刨床的抬刀装置 ,由进给系统控制刨刀抬刀 、落刀和插 补进给。数控系统控制两向伺服驱动单元及 工作台前后 进给装置的起动信号,外接电子手轮。明确客户的改造 要求后我们到客 户现场详细 了解 了该龙 门刨 床的结构 、 性能和工件 的加工工艺并测绘了改造设计所 需的相关尺 寸 。客户 的设 备是 都匀机 床厂 产 BO O 2 IA型龙 门刨 床 , 加 工 工 件 最 大 宽 度 l0 mm,加 工 工 件 最 大 长 度 O0 30 rm,水平进给 电动机的 动力经过 水平 刀架进 给箱 00 a 后传至梯形丝杠 ,并 由此带动两个水平 刀架 沿横梁作水 平方向运动 。水平刀架上手轮经过一对圆锥 齿轮副与梯 形丝杠连接 ,从而可调节刨刀安装 部件在垂 直方向上的 位置。另外此刨床的两个侧刀架 、工作 台功 能都 比较完 整 ,横梁 的几 何精度 符合 改造 要求 ,电气 部分 功 能完 整 ,机床可正常刨 削工件。由于此刨床本 身具 有 良好 的 几何精度 和工作精度 ,改造前不需进行维修 。
( )由于工件为圆柱曲面类零件 ,所 以改造后刨 床 3 的刨刀需 要实现断续插补,完成 圆弧 曲线轨 迹 ,选用 我
接近于 63m ., u 低 于 3 2 m , u
们公 司生产的 G K 8 T S 9 0 D车床数控系统作控制系 统即ห้องสมุดไป่ตู้
实现上述功能 。G K 8T S 90 D系统具有宏程序 功能 ,宏 变
安全性
工件要调头二次装
夹 ,安全 性 差
B2010A龙门刨床电气控制系统设计

概要B2010A系列龙门刨床是上世纪五十年代的产品,其调速系统采用旋转变流机组供电的 F―D系统。
该系统需要旋转变流机组,至少包含两台与调速电动机容量相当的旋转电机,还要一台励磁发电机,故存在设备多、体积大、费用高、效率低、安装须打地基、运行有噪声、维护不方便等缺点,但是系统的可逆运行很容易实现,且无论在正转还是反转减速时都能够实现回馈制动,因此在当时曾广泛地使用着,至今在尚未进行设备更新的地方仍使用着这种系统。
我从网上了解到,B2010A系列龙门刨床被誉为电气控制与电机调速之经典之作!目录前言 (5)第一章龙门刨床的简介 (6)1.1 龙门刨床的发展历史.................... (6)1.2 B2010A系列龙门刨床的特点.......... (7)第二章B2010A龙门刨床工况概述 (8)2.1龙门刨床对电力拖动的技术要求 (8)第三章B2010A龙门刨床详细原理与操作 (9)3.1 B2010A龙门刨床的电气控制原理 (9)3.2机组启动 (12)3.3步进或步退 (13)3.4循环前进或后退 (15)3.5减速和换向 (16)3.6 速度调节及制动 (19)第四章工作台拖动系统 (23)4.1拖动控制的发展状况 (23)4.2工作台拖动系统的保护 (24)4.3龙门刨床拖动系统的演变 (25)第五章变频器运用在B2010A龙门刨床..... .. (26)5.1 选型 (26)5.2. 控制原理 (28)第六章EMERSON变频器的特性应用 (30)6.1、注意变频器与电机的自调谐过程 (30)6.2、避免爬行 (30)6.4、使电机获得更好的起动性能 (30)6.3、换向运行的快速响应 (30)第七章常见故障及检修流程 (31)结论 (35)致谢 (36)参考文献 (37)前言本实训项目通过电动机调速系统总体方案设计、选择具有电机调速的典型代表B2010A系列龙门刨床、绘制B2010A系列龙门刨床电路原理图、B2010A系列龙门刨床各个设备的原理、以及刨床电机的调速原理、B2010A系列龙门刨床设备的维护与维修、安装、刨床现代的调速方式、以及与现代调速的对比。
用PLC改造龙门刨床电气控制系统

用PLC改造龙门刨床电气控制系统摘要:本文介绍了如何使用PLC改造龙门刨床电气控制系统,提高了其控制性能和生产效率。
通过安装PLC控制器,并配置相应的逻辑控制程序,实现了对龙门刨床的启动、停止、速度调节、工件夹紧等功能的自动化控制,有效地提高了刨床的生产效率和减少了工人劳动强度。
关键词:PLC,龙门刨床,电气控制系统,自动化控制,生产效率正文:一、龙门刨床的电气控制系统简介龙门刨床是一种常用的大型加工设备,广泛应用于各种金属材料的切削加工和形状加工。
龙门刨床的电气控制系统主要由各种控制按钮、电机控制器、传感器和电气控制箱等组成。
目前,大多数龙门刨床的电气控制系统还是基于传统的电路设计,存在操作不方便、控制性能差、产量低等问题。
二、PLC控制器的优势PLC即可编程序控制器,是一种可编程逻辑控制设备,具有高度可靠性、扩展性和灵活性等特点。
使用PLC控制器改造龙门刨床电气控制系统可以有效地提高其控制性能和生产效率,具有以下优势:1、逻辑控制程序可编程,方便灵活。
2、输入输出模块可扩展,支持多种信号采集。
3、通信接口丰富,可与其他设备联网通信。
4、可靠性高,故障率低,维护成本低。
三、PLC改造龙门刨床电气控制系统的具体步骤及实现效果1、安装PLC控制器在龙门刨床电气控制系统中添加PLC控制器,将其与原有的电气控制元件相连。
根据需要,安装多个输入输出模块,用于控制信号的采集和输出。
2、编写逻辑控制程序利用PLC编程软件编写逻辑控制程序,实现龙门刨床的启动、停止、速度调节、工件夹紧等功能。
通过对节点的逻辑运算和电气控制元件的分配,实现龙门刨床的自动化控制。
3、调试和优化将编写好的逻辑控制程序下载到PLC控制器中,并对其进行调试和优化,确保其正常运行。
在实际的车间环境中,根据需求优化控制程序,达到最佳的控制效果。
使用PLC控制器改造龙门刨床电气控制系统后,可以实现龙门刨床的自动化控制,大大提高了生产效率,缩短了生产周期,减轻了工人劳动强度,同时还可以降低故障率和维护成本。
专用龙门刨床B2010A电气控制原理及维护指南

专用龙门刨床B2010A电气控制原理及维护指南陈竹B2010A系列龙门刨床是上世纪五十年代的产品,其调速系统采用旋转变流机组供电的F―D系统。
该系统需要旋转变流机组,至少包含两台与调速电动机容量相当的旋转电机,还要一台励磁发电机,故存在设备多、体积大、费用高、效率低、安装须打地基、运行有噪声、维护不方便等缺点,但是系统的可逆运行很容易实现,且无论在正转还是反转减速时都能够实现回馈制动,因此在当时曾广泛地使用着,至今在尚未进行设备更新的地方仍使用着这种系统。
笔者从网上了解到,不光是笔者所在单位有几台这样设备还在使用,其他单位确实也有这种设备还在使用。
为了与广大同行交流维护经验,今以此文为引玉之砖。
1.概述B2010A龙门刨床的电气控制原理如图1所示。
整个电气控制系统由三相380V50Hz的交流电源供电。
工作台由直流电机D拖动;油泵、冷却风机、电机放大机的原动机、直流发电机的原动机,分别由单独的三相交流异步电动机RB、FB、B、A拖动。
其中交流异步电动机A由Y―Δ起动。
工作台拖动电动机D的速度,是通过电压负反馈,电流正反馈和电流截止负反馈的高电阻电桥系统来改变发电机的端电压,达到速度调节的。
电机扩大机控制绕组采用磁差接法,分别将给定电压、电压负反馈、电流截止负反馈与电流正反馈接到扩大机单独的控制绕组0III与0II上。
全部控制电器装在三处,控制柜、悬挂操纵箱和机床上。
操纵者使用操纵箱进行操作。
工作台自动循环时,由安装在机床床身右侧的行程开关Q-JS1、Q-HX1和Q-HX2或H-JS1、H-HX1和H-HX2进行控制。
极限开关1HXC和2HXC也安装在机床床身右侧。
1HXC的接点在工作台前进超过极限位置时断开,2HXC的接点在工作台后退超过极限位置时断开。
整个电气线路可分为交流主回路-图1左上部分、交流控制回路-图1右半部分和直流主回路-图1左中间部分、直流控制回路-图1左下部分四部分。
其中交流控制回路的电源由两相380V交流电通过熔断器2RL,供给机组的Y―Δ起动控制和控制变压器BK降压至127V。
B2010A龙门刨床伺服系统的改造

第31卷第3期 湖南农业大学学报(自然科学版) V ol .31 No .3 2005年6月 Journal of Hunan Agricultural University (Natural Sciences) Jun .2005文章编号:1007-1032(2005)03-0335-03B2010A 龙门刨床伺服系统的改造龙 亮(湘潭市柴油机厂,湖南 湘潭 411000)摘 要:根据刨床加工工艺特征,采用艾默生公司TD3000变频器、三菱可编程器和Easyview 触摸屏组成控制系统,把B2010A 龙门刨床原直流驱动改造为交流驱动.改造后机床节电效果明显,工作环境得到优化,稳定性大大提高,故障率大大降低.关 键 词:B2010A 龙门刨床;技术改造;交流驱动;伺服系统;变频调速 中图分类号:TG551+.2文献标识码:AServomotor Reshaping of B2010A Model PlanerLONG Liang(Xiangtan Diesel Enginerfactory ,Xiangtan 411000,China)Abstract: Based on characteristics of shapering process planning ,a control system for B2010A model planer was constituted by use of EMERSON’s TD3000,FX ZN PLC and Easyview .Its original direct current drive was retroffitted into alternating current drive .The modification brought about a striking electricity-saving effect ,an optimized work environment ,and greater stability .Key words: B2010A model planer ;technique reshaping ;alternating current drive ;servomotor ;frequency changing speedB 2010A 龙门刨床是机械化自动化程度很高的大型机床.刨床工作台的原主拖动系统为A-G-M 调速系统(即电机扩大机—直流发电机—直流电动机组系统),完全依靠电气自动化控制来执行.工作时,特别是在工作间隙、测量工件时,直流发电机组一直处于运行状态,白白消耗大量的空载能量,系统低速时损耗大,功率因数低,对电网污染严重;交流电动机拖动直流发电机浪费电能很严重,发电机组工作时噪音污染严重,机组占地面积大;从工作情况来看,直流电动机的功率并没有得到充分利用,并且维护、保养较困难.交流伺服电机结构简单,成本低廉,无电刷磨损问题,维修方便,被认为是1种理想的伺服电机[1].随着电子技术和微电子技术的飞速发展以及矢量控制技术的完善,交流变频调速技术日新月异.为此,笔者把B2010A 龙门刨床的拖动方式由直流驱动改为交流伺服驱动,以提高设备能力,节约能源.1 刨床工作台对电力拖动的技术要求1.1 B2010A 龙门刨床速度分析龙门刨床是频繁往复运动的生产机械,它的工作方式为循环方式.前进行程是切削行程;后退行程不作切削,只让工作台驶回为下一步切削作准备.工作台速度变化如图1所示.首先刀具慢速(12~15 m/min)切入工件(ab 段),增加到切削速度,进行前进切削(cd 段),之后运行到设定行程(ef 段)开始减速,再经过换向行程控制,工作台由前进减速迅速制动并快速反向运行到hi 段,后退至jk ,再经换向切换到前进行程,Fig.1 The change of the worktable’s velocity收稿日期:2005-03-25基金项目:湖南省自然科学基金资助项目(98JJY2008)作者简介:龙 亮(1965-),男,汉族,湖南双峰人,硕336 湖南农业大学学报(自然科学版) 2005年6月实际工作中,为了提高劳动生产率,轻载后退的速度要大于前进切削速度.由于工件的材料及加工工艺不同,要求工作台位置伺服系统具有较宽的调速范围和较硬的机械特性;工作台前进切削和后退的过程中运行平稳,不振荡,能无级调速[2],无须停车;运行方向的改变要迅速、平稳、冲击力小、动作反应快;低速范围内切削力基本保持恒定状态,静差度小于3%;前进与后退行程的末尾工作台自动减速,反向准确;传动效率高,耗电量小;控制系统简单,安全可靠,易于维修保养. 1.2 B2010A 龙门刨床原主拖动调速原理B2010A 的A-G-M 调速系统如图2所示.采用机械速比2∶1和电气调速范围10∶1的机电联合调速系统,动力及控制回路比较复杂.随着电子技术和微电子技术的发展,交流异步电动机因其结构简单、体积小、质量轻、价格便宜、维护方便等特点,在生产和生活中得到了广泛应用.然而,长期以来,交流异步电动机的调速始终是1个难题.随着电子技术和计算机技术的发展,交流异步电动机的调速技术发展很快.现在流行的交流异步电动机调速控制方法可分为2种:变频变压法(VVVF)和矢量控制法[3].前者原理的机械特性变软.因此人们开始研究矢量控制技术,其思路是:设法在三相交流异步电动机上模拟直流电动机控制转矩的规律.矢量控制的基本原理可用图3来加以说明.给定信号分解成2个互相垂直而且独立的直流信号i M ,i T ,然后通过直/交变换将i M ,i T 变换成两相交流信号i a ,i b ,又经2/3变换,得到三相交流的控制信号i A ,i B ,i C 去控制逆变电路.电流反馈信号经3/2变换和交/直变换,传送到控制端,对直流控制信号的转矩分量i T 进行修正,从而模拟出类似于直流电动机的工作状态[3].图3 矢量控制原理图Fig.3 The structure diagram of vector control system2 B2010A 龙门刨床主拖动系统技术改造方案目前,国内外龙门刨床采用的主传动系统主要有3种形式:晶闸管—直流电动机系统(SCR-D 系统)、直流发电机—直流电动机系统(F-D 系统)和感应电动机-电磁离合器系统(I-C 系统).SCR-D 系统技术上已很成熟,但因为要实现正反运行,使得电路复杂程度大大增加,工作可靠性降低,价格较高.F-D 系统有良好的控制性能,在刨床中大量采用,但其设备庞大,价格昂贵且效率不高.I-C 系统依靠电磁离合器实现正反转,离合器磨损严重,工作稳定性欠佳且不便于调速,仅用于轻型龙门刨床.笔者选用艾默生公司TD3000系列变频器、三菱可编程器和Easyview 触摸屏组成控制系统,对原直流驱动系统进行改造.2.1 控制系统设计针对山东煤矿莱芜机械厂B2010A 型龙门刨床进行改造.刨床原有部件基本上不变,不增加铣削功能(如果横梁垂直刀架机械刚性足,可以在机械上改造,配刨、铣变速箱来实现铣削功能).工作台换向采用制动单元及制动电阻,制动速度快.从应用来看,TD3000变频器在频繁换向过程中速度降低快,动力制动迅速,换向时工作时间短,为抑制泵升电压,采用制动电阻进行能量释放.电气控制系统采用莱芜凤普自控有限公司研制的XH-120PLC 可编程控制器实现对主拖动第31卷第3期 龙亮等 B2010A龙门刨床伺服系统的改造 337变频器及整个机床的电气控制.其优点控制功能强、速度快、易维护、便于修改程序.还可根据工艺情况编制故障,面版显示运行状态、查找故障点简单.工作台的减速、换向控制采用龙门刨床高可靠性电子组合开关,无机械磨损、寿命长、无故障工作时间在10 000 h以上,全密封、无维修、可防止使用中铁屑引起误动作.电气控制如图4所示.2.2 电机及变频系统选型主拖动:选择EMERSON TD3000-4T0750G变频器驱动55 kW交流变频调速电机.该电机考虑了正弦脉宽调制技术和矢量控制变频器的特点,低频时转速平稳,无爬行现象,恒力矩,调速范围宽,代替A-G-M 系统机组实现无级调速.垂直刀架:1.5 kW交流电机,TD1000-4T0022G变频器.左刀架:1.5 kW交流电机,TD1000-4T0022G变频器.右刀架:1.5 kW交流电机,TD1000-4T0022G变频器.主拖动制动单元:2台TDB-4C01-0300,2个10 Ω,10 kW制动电阻.3 控制系统调试由于加工时工作台频繁换向,切削量、工件质量不等,工作行程不一,高速运行等严重恶劣条件,造成在运行中工作台惯性大,势必会在减速与反向过程中向原方向作一定距离的惯性运动.工作台换向时要根据实际情况,精心调整转速调节器,当比例增益P 和积分时间t参数选取不当时,可能会产生振荡或产生减速过电压故障.为使电机获得更好的起动性能,将电机预励磁功能、起动方式、起动频率、正反转死区、脉冲编码器等参数进行调整.调整TD3000变频器的参数时,一定要准确控制加减速时间及制动的投入方式,避免出现越位故障.变频器与电机的自调谐过程:选择矢量控制方式第一次运行前,进行电机的自动调谐工作,以获得被控电机的准确电气参数,避免爬行.这种过程相当于对负载电动机自动地进行一次“等效电路参数测定实验”,力求达到矢量控制精确,系统稳定性更好.改造后,龙门刨床只是在工作台运行时才消耗能量,并且在轻载时变频器自动节能.改造前,大刨切削45#钢坯时,吃刀深度10 mm,进刀量为1 mm,检测进线电流为50 A.改造后,同样加工条件下,进线电流仅为15.5 A,按有功功率来计算,每天工作15 h,每月平均生产26 d,每度电成本0.7元,全年可节约电费73 500.34元.仅此一项1年左右时间即可收回投资.改造后由于变频器控制柜集中,采用了先进的矢量控制,性能上、稳定性上均超过改造前,换向惯性小,反向响应快速,故障率大大降低.参考文献:[1] 邓星钟.机电传动控制[M].武汉:华中科技大学出版社,1999.90-92.[2] 易继锴.电气传动自动控制原理与设计[M].北京:北京工业大学出版社,2001.125.[3] 钱平.伺服系统[M].北京:机械工业出版社,2005.责任编辑:苏爱华英文编辑:罗文翠。
PLC和变频器在B2010A型龙门刨床电气控制系统改造中的应用

龙门刨床的运 行 可 分 为 主 运 动、进 给 运 动 和 辅 助 运 动。龙门刨床的主运动是工作台的纵向往复运动。
龙 门 刨 床 工 作 台 的 自 动 运 行 曲 线 如 图 1 所 示 。 [2] 工 作 台 的 往 复 运 动 可 分 为 以 下 几 个 阶 段 :工 作 台 前 进 起
ቤተ መጻሕፍቲ ባይዱ
动 和 刀 具 慢 速 切 入 阶 段 (0~t1 ),切 削 稳 定 前 进 阶 段 (t1~t2),前 进 减 速 退 出 工 作 阶 段 (t2 ~t3),后 退 启 动 和 后 退 稳 定 速 度 工 作 阶 段 (t3 ~t4),后 退 减 速 退 出 工 作 阶 段(t4~t5)。 由 于 工 作 台 在 工 作 时 需 要 几 种 不 同 阶 段 的 速 度 ,原 来 的 控 制 系 统 控 制 复 杂 ,维 修 困 难 ,现 在 变 频 调 速系 统 技 术 成 熟 ,使 用 简 单 ,因 此 这 个 部 分 控 制 系 统 重 新 设 计 成 用 PLC+ 变 频 器 的 变 频 调 速 控 制 系 统 。 在 变 频 器 的 直 流 端 配 上 制 动 电 阻 ,用 于 消 耗 变 频 器 控 制 电 机 减速和制动过程中释放出的多余能量。启动工作台前 需要先启动润滑油泵。工作台的动作设有点动控制和 自 动 控 制 两 种 运 动 方 式 ,其 中 点 动 控 制 用 来 调 整 工 作 台 ;自 动 循 环 控 制 是 以 PLC+ 变 频 器 为 核 心 ,配 合 各 按 钮 、加 在 工 作 台 两 端 相 应 位 置 的 限 位 、保 护 行 程 开 关 和 PLC 用 户 程 序 来 完 成 。
了龙门刨床控制系统的改造方案;详细设计 了 基 于 PLC 和 变 频 器 的 龙 门 刨 床 的 电 气 控 制 系 统;最 后 给 出
龙门刨床控制系统设计

基于PLC、变频器的龙门刨床控制系统设计要求一、龙门刨床系统介绍龙门刨床是一种广泛使用的金属切削加工机床,是具有门式框架和卧式长床身的刨床,是许多大型企业不可缺少的设备。
龙门刨床主要用于刨削大型工件,也可在工作台上装夹多个零件同时加工,是制造重型设备(如大型轧钢机,汽轮机,发电机,矿山设备等)不可缺少的工作母机,是用来加工各种平面、斜面、槽,更适合于加工大型而狭长的工件的机床设备(如机床的床身,箱体,导轨等),在机械加工行业里应用十分广泛。
龙门刨床主要分为机械控制和电气控制两大组成部分,生产工艺对刨床电力拖动自动控制系统的要求也越来越高,要使龙门刨床运行在最优状态主要取决于电气控制部分。
龙门刨床工作时需要控制的对象:●工作台的运动:工作台的人工点动运行(进\退),自动往复循环运行及速度变换。
●刀架的运动:垂直刀架和左、右侧刀架的自动进给、手动快速移动;●横梁升降和夹紧等;1.龙门刨床的基本结构龙门刨床主要用来加工各种平面、斜面、槽,更适合于加工大型而狭长的工件,如机床床身、横梁、立柱、导轨和箱体等。
龙门刨床的结构如图9-1所示,主要由以下七个部分组成。
图1.1 龙门刨床的结构(1)机座:是一个箱形体,上有V形和U形导轨,用于安置工作台。
(2)工作台:也叫刨台,用于安置工件。
下有传动机构,可顺着床身的导轨作往复运动。
(3)立柱:用于安置横梁及刀架。
(4)横梁:用于安置垂直刀架,在切削过程中严禁动作,仅在更换工件时移动,用以调整刀架的高度。
(5)垂直刀架:横梁上一般装有左右两个垂直刀架,由一台三相交流异步电动机驱动,通过机械结构切换驱动哪个刀架。
垂直刀架具有自动进给和手动快速移动两种工作方式,每种工作方式下垂直刀架都具有垂直上、下,水平左、右移动四个运动方向。
横梁上的刀架,可在横梁导轨上作横向进给运动,以刨削工件的水平面;刀架亦可偏转一定角度以刨削斜面。
(6)左右侧刀架:在两个立柱上还安装有可沿立柱上下移动的左、右侧刀架, 它们各自由一台三相交流异步电动机驱动,左右侧刀架具有自动进给和手动快速移动两种工作方式,每种工作方式下左右侧刀架只具能沿立柱导轨作上、下运动,以刨削垂直面,以扩大加工范围。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B2010A龙门刨床电气控制系统B2010A Planing Machine Electrical Control System主编:荀伟团队:陈浩蒋昀马宇龙课程名称:B2010A龙门刨床电气控制系统提交日期:2009年11月28日指导老师:赵家才概要B2010A系列龙门刨床是上世纪五十年代的产品,其调速系统采用旋转变流机组供电的 F―D系统。
该系统需要旋转变流机组,至少包含两台与调速电动机容量相当的旋转电机,还要一台励磁发电机,故存在设备多、体积大、费用高、效率低、安装须打地基、运行有噪声、维护不方便等缺点,但是系统的可逆运行很容易实现,且无论在正转还是反转减速时都能够实现回馈制动,因此在当时曾广泛地使用着,至今在尚未进行设备更新的地方仍使用着这种系统。
我从网上了解到,B2010A系列龙门刨床被誉为电气控制与电机调速之经典之作!目录前言 (5)第一章龙门刨床的简介 (6)1.1 龙门刨床的发展历史.................... (6)1.2 B2010A系列龙门刨床的特点.......... (7)第二章B2010A龙门刨床工况概述 (8)2.1龙门刨床对电力拖动的技术要求 (8)第三章B2010A龙门刨床详细原理与操作 (9)3.1 B2010A龙门刨床的电气控制原理 (9)3.2机组启动 (12)3.3步进或步退 (13)3.4循环前进或后退 (15)3.5减速和换向 (16)3.6 速度调节及制动 (19)第四章工作台拖动系统 (23)4.1拖动控制的发展状况 (23)4.2工作台拖动系统的保护 (24)4.3龙门刨床拖动系统的演变 (25)第五章变频器运用在B2010A龙门刨床..... .. (26)5.1 选型 (26)5.2. 控制原理 (28)第六章EMERSON变频器的特性应用 (30)6.1、注意变频器与电机的自调谐过程 (30)6.2、避免爬行 (30)6.4、使电机获得更好的起动性能 (30)6.3、换向运行的快速响应 (30)第七章常见故障及检修流程 (31)结论 (35)致谢 (36)参考文献 (37)前言本实训项目通过电动机调速系统总体方案设计、选择具有电机调速的典型代表B2010A系列龙门刨床、绘制B2010A系列龙门刨床电路原理图、B2010A系列龙门刨床各个设备的原理、以及刨床电机的调速原理、B2010A系列龙门刨床设备的维护与维修、安装、刨床现代的调速方式、以及与现代调速的对比。
另外还增加了EMERSON变频器应用在B2010A龙门刨床,EMERSON变频器的特性应用龙门刨床交流电动机具有结构简单、价格便宜、维护方便、运行可靠、单机容量大等优点,但直流电动机则具有较好的起动性能和调速性能,因此,直流拖动在对起动、制动、正反转、调速等有较高要求的场合应用都很广泛。
尽管直流电动机也存在着结构复杂、价格较贵、维修方便、安装受到一定的限制等缺点,但随着现代调速控制理论和电力电子技术的飞速发展,使直流拖动在现在的电气自动化中也占据了很重要的地位。
本报告正是以实训项目为载体,对实训项目中用到的软硬件主要技术、主要设备特性进行阐述。
第一章龙门刨床的简介1.1龙门刨床的发展历史具有门式框架和卧式长床身的刨床。
龙门刨床主要用于刨削大型工件,也可在工作台上装夹多个零件同时加工,是工业的母机。
龙门刨床的工作台带着工件通过门式框架作直线往复运动,空行程速度大于工作行程速度。
横梁上一般装有两个垂直刀架,刀架滑座可在垂直面内回转一个角度,并可沿横梁作横向进给运动刨刀可在刀架上作垂直或斜向进给运动;横梁可在两立柱上作上下调整。
一般在两个立柱上还安装可沿立柱上下移动的侧刀架,以扩大加工范围工作台回程时能机动抬刀,以免划伤工件表面。
机床工作台的驱动可用发电机-电动机组或用可控硅直流调速方式,调速范围较大,在低速时也能获得较大的驱动力。
有的龙门刨床还附有铣头和磨头,变型为龙门刨铣床和龙门刨铣磨床,工作台既可作快速的主运动,也可作慢速的进给运动,主要用于重型工件在一次安装中进行刨削、铣削和磨削平面等加工。
中国第一台龙门刨床于1953年4月在济南第二机床厂问世。
1.2 B2010A系列龙门刨床的特点该系统需要旋转变流机组,至少包含两台与调速电动机容量相当的旋转电机,还要一台励磁发电机,故存在设备多、体积大、费用高、效率低、安装须打地基、运行有噪声、维护不方便等缺点,但是系统的可逆运行很容易实现,且无论在正转还是反转减速时都能够实现回馈制动龙门刨床是机械化自动化程度很高的大型机床。
龙门刨床的动力及控制回路比较复杂,尤其是刨床工作台主拖动系统完全依靠电气自动化控制来执行的。
B2010A龙门刨床的主拖动采用最初50年代的A-G-M调速系统,即电机扩大机---直流发电机---直流电动机组系统。
图一所示。
采用机械速比2:1和电气调速范围为10:1的机电联合调速系统。
第二章 B2010A龙门刨床工况概述2.1 龙门刨床对电力拖动的技术要求龙门刨床是频繁往复运动的生产机械,它的工作方式为循环方式。
前进行程是切削行程;后退行程是不作切削的,只让工作台驶回为下一步切削作准备。
运动示意图如图二所示。
实际工作中为了提高劳动生产效率,轻载后退的速度要大于前进切削速度。
由于不同的金属材料和不同的加工工艺,必须要求控制系统具备:工作台主拖动具有比较宽的调速范围和较硬的机械特性;工作台前进切削和后退的过程中运行平稳,不振荡,速度能单独地作无级调整,无须停车;运行方向的改变要迅速、平滑、冲击力小、动作反应快;在低速范围内切削力基本保持恒定状态,静差度小于3%;前进与后退行程的末尾工作台自动减速,反向准确;传动效率高,耗电量小;控制系统简单,可靠安全,易于维修保养;第三章 B2010A龙门刨床详细原理与操作3.1 B2010A龙门刨床的电气控制原理B2010A龙门刨床的电气控制原理如图 1所示。
整个电气控制系统由三相 380V50Hz的交流电源供电。
工作台由直流电机 D拖动;油泵、冷却风机、电机放大机的原动机、直流发电机的原动机,分别由单独的三相交流异步电动机 RB、FB、B、A拖动。
其中交流异步电动机 A由 Y―Δ起动。
工作台拖动电动机 D的速度,是通过电压负反馈,电流正反馈和电流截止负反馈的高电阻电桥系统来改变发电机的端电压,达到速度调节的。
电机扩大机控制绕组采用磁差接法,分别将给定电压、电压负反馈、电流截止负反馈与电流正反馈接到扩大机单独的控制绕组 0III与 0II上。
全部控制电器装在三处,控制柜、悬挂操纵箱和机床上。
操纵者使用操纵箱进行操作。
工作台自动循环时,由安装在机床床身右侧的行程开关 Q-JS 1、Q-HX 1和Q-HX 2或 H-JS 1、H-HX 1和H-HX 2进行控制。
极限开关 1HXC和2HXC也安装在机床床身右侧。
1HXC的接点在工作台前进超过极限位置时断开,2HXC的接点在工作台后退超过极限位置时断开。
整个电气线路可分为交流主回路-图 1左上部分、交流控制回路-图 1右半部分和直流主回路图 1左中间部分、直流控制回路-图 1左下部分四部分。
其中交流控制回路的电源由两相 380V 交流电通过熔断器2RL,供给机组的 Y―Δ起动控制和控制变压器BK降压至127V。
工作台的步进或步退、前进或后退、自动循环,以及润滑泵的控制电源由交流 127V通过熔断器 3RL提供。
直流控制回路的电源是直流220V,由原动机交流异步电动机 A拖动励磁机 L整流通过熔断器 1RL输出。
用于控制发电机的输出端电压。
(注:图一中继电器 JI的触点[240]-[200]应为常闭触点)下图图一3.2机组启动启动前,机组和控制系统应处于就绪状态,即图 1中自动空气开关 UZ、1UZ、2UZ都在合闸位置,所有接触器或中间继电器均在释释放状态。
交流电源指示灯 2e发亮,所有电机的靠背轮都可用手转动,此时就可以开机。
(“[101]”内为线号;“↑”表示线圈吸合或触点闭合,“↓”则相反下同。
)按下悬挂操纵箱上的“起动”按钮 2A—→接触器 C-A吸合,时间继电器 JS-A吸合,接触器 Y吸合—→ Y起动。
随着电机 A 的旋转,励磁机 L就有直流 220V输出,使直流时间继电器 JS-Δ吸合,其常闭延时释放触点[723]-[725]闭合;当时间继电器JS-A的常开延时触点 [705]-[723]闭合,接触器 C-B吸合。
其常闭触点 [717]-[719] 断开,Y接触器释放;常闭触点 [H1-D]-[51]断开,直流时间继电器 JS-Δ释放;常开触点 [717] -[721]闭合,Δ接触器吸合。
时间继电器 JS-A 延时常闭触点 [705]-[717] 断开;继电器 JS-Δ常闭延时触点[705]-[717]闭合。
完成主拖动电机的Y-Δ转换,机组启动完毕。
机组起动过程中各相关接触(继电)器或触点的动作过程如图 2所示。
JS-A的延时调节在3~4s,JS-Δ的延时为 1s以下。
一般使电动机 A在 Y联结起动至稳定转速后,立即断开 Y联结,留出接触器转接时间,即刻转成Δ联结运转,这时JS-A、 JS-Δ的延时时间认为是调节得合适的。
机组起动结束后相关接触(继电)器的状态如下:C-A、JS-A、Δ、C-B吸合,Y、JS-Δ释放。
注意:继电器 JS-Δ不吸合,主拖动电机不能从 Y转换到Δ。
图二3.3步进或步退机组启动完毕后且工作台不在换向位置,即在 Q-HX 1、2或H-HX 1、2没有动作的情况下,方可进行步进或步退操作。
以“步进”为例,下面分别对交流控制回路和直流控制回路作分析。
⑴交流控制回路要使工作台步进,则按住悬挂操纵箱上的“步进”按钮 8A,触点[111] —[113]闭合。
电源通过 [101] —→ [103] —→ [105] —→ [107] —→ [109] —→ [111] —→ [113] —→ [115],加到“工作台前进”中间继电器 Q的线圈上,使中间继电器 Q吸合。
其他中间继电器H、1Q、1H、J、JI处在释放状态。
松开“步进”按钮 8A,则触点[111]-[113]断开,中间继电器 Q释放。
⑵直流控制回路工作台步进时,中间继电器 Q吸合,常开触点[1]-[3]闭合→继电器JS吸合。
JS的常闭触点 [280]-[ OⅢ2]和[270]-[S1-K]断开,制动回路断开。
但中间继电器H、1Q、1H、J、JI处在释放状态,此时直流控制回路的等效电路如图 3(a)所示。
为清楚起见再进一步将给定电压 U I1和发电机反馈取样电压 U F作等效,更简化的电路见图3(b)所示。
图中 R F、RI分别是2R、1R的等效电阻,其值固定,只有可变电阻器 5RT可以改变其阻值。