铝合金压铸生产成本核算
铝压铸模具的成本计算公式

铝压铸模具的成本计算公式铝压铸模具是用于铝合金压铸生产的工具,它的质量和精度直接影响产品的质量和生产效率。
因此,了解铝压铸模具的成本计算公式对于厂家来说非常重要。
本文将介绍铝压铸模具的成本计算公式,并对其中的各个因素进行详细解析。
铝压铸模具的成本主要由以下几个方面构成,材料成本、加工成本、人工成本、管理成本和利润。
下面我们将对这些成本进行详细分析。
1. 材料成本。
铝压铸模具的材料一般为优质的工具钢或合金钢,其价格相对较高。
材料成本的计算公式为:材料成本 = 模具重量×材料密度×材料价格。
其中,模具重量可以通过CAD软件进行计算,材料密度和价格可以通过市场调研得到。
需要注意的是,模具的设计和加工方式也会影响材料的利用率,从而影响材料成本。
2. 加工成本。
铝压铸模具的加工成本主要包括机加工、热处理和表面处理等费用。
加工成本的计算公式为:加工成本 = 机加工费用 + 热处理费用 + 表面处理费用。
其中,机加工费用可以根据模具的复杂程度和加工工艺进行计算,热处理费用和表面处理费用可以根据实际情况进行估算。
3. 人工成本。
铝压铸模具的制造过程需要大量的人工操作,包括设计、加工、组装和调试等环节。
人工成本的计算公式为:人工成本 = 设计人工费用 + 加工人工费用 + 组装人工费用 + 调试人工费用。
其中,设计人工费用可以根据设计师的工作量和技术水平进行估算,加工人工费用可以根据加工工艺和操作人员的工资标准进行计算,组装人工费用和调试人工费用可以根据实际情况进行估算。
4. 管理成本。
铝压铸模具的制造过程需要进行生产计划、材料采购、质量控制、成本核算等管理工作,这些管理工作所需的费用也需要计入成本。
管理成本的计算公式为:管理成本 = 生产计划费用 + 材料采购费用 + 质量控制费用 + 成本核算费用。
其中,生产计划费用可以根据生产计划的复杂程度进行估算,材料采购费用可以根据采购量和运输费用进行计算,质量控制费用和成本核算费用可以根据实际情况进行估算。
压铸件成本核算

压铸件成本核算,以亿高的脚踏为例:1、成本组成主要有:材料费+合模费+熔炼费+后处理费+包装运输费+模具均摊+7%税点+10%利润。
2、材料费:产品重量+损耗(3~5%)乘以材料价格.后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可;扣除可回收的水口料,实际损耗正常在1。
05~2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题。
)3、合模费:由人工+水电+压铸设备折旧费构成具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量.压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格.比如250t压铸机约25万块,300t 的约30万块(当然这只是个大概估算,具体的要在采购处得知),使用10年(压铸机一般用个15—20年都不会有问题),功率为22KW,按一分钟生产一个产品(这个非常重要),一天8小时能做500个算,则:设备折旧25万10年,2。
5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详。
每小时折旧费用(电炉售价÷使用寿命小时)÷产能+均摊电费(电炉功率Kw/时÷产能)5、后处理费用主要是对压铸出来的毛坯进行表面处理,去水口、钻孔、攻牙、去毛边、震磨等(按各工序工钱总和计算,如去水口2毛钱,去毛边一道2分钱)6、包装运输费用按包装数量均摊+运输费(根据距离而定)。
7、模具均摊开模费用为3。
压铸件成本核算

压铸件成本核算,以亿高烈兽后脚踏支架为例:1、成本组成成本组成主要有:材料费,合模费,熔炼费,后处理费,包装运输费和模具均摊,另外再计7个点的税点,10个点的利润。
2、材料费材料费:产品重量加上损耗(一般定为3-5%的水口料,看产品大小而定)乘以材料价格。
后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可。
)(扣除可回收的水口料,实际损耗正常在1.05-2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题,所以,这次给亿高定高了。
)3、合模费合模费由人工,水电加压铸设备折旧构成,具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格,比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的你还要在考察供应商的时候不经意间从他那里探听得到,事实上也大概是这个价还要偏下。
),使用10年(压铸机一般用个15-20年都不会有问题,给他定小了。
),功率为22KW,按一分钟生产一个产品(这个非常重要,需要悄悄的去打听),一天8小时能做500个算,则:设备折旧25万10年,2.5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详,估计约为0.5元/件。
(后经了解,280T的压铸机,一个班8小时所耗炭金约为150元,按500日产量均摊,一个才0.3元。
铝合金锭压铸件的成本核算
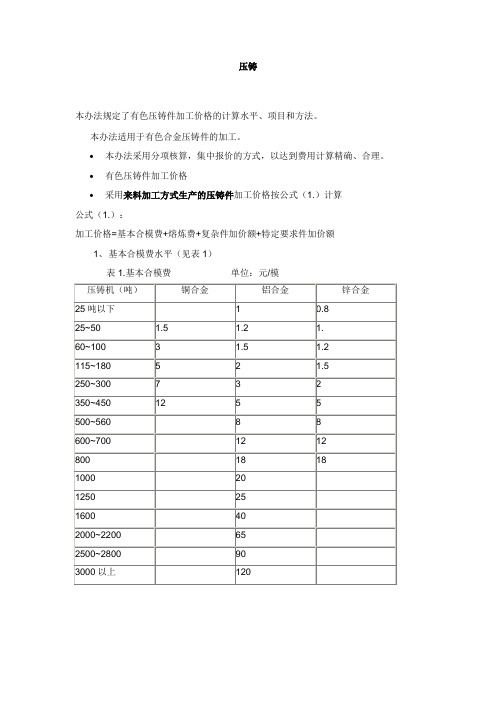
压铸本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
•本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
•有色压铸件加工价格•采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额1、基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2.:熔炼费单位:元/kg•复杂件加价水平(见表3)表3. 复杂件加价额3.1.4 特定要求件加价水平(见表4)表4.:特定要求件加价额3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格•基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
材料成本参考核算方法
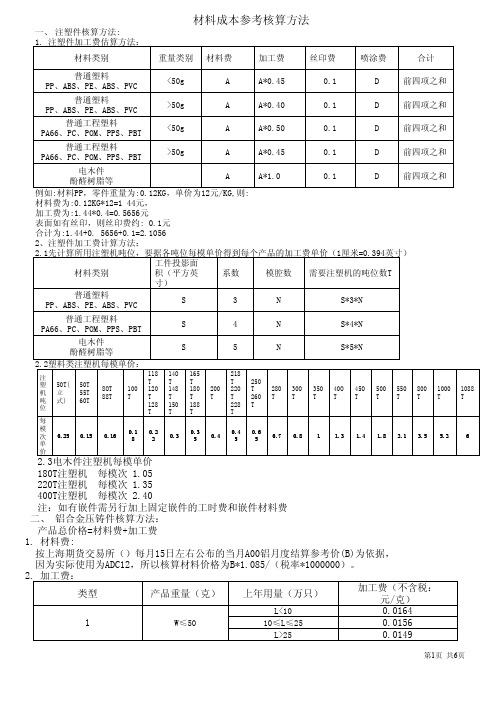
材料成本参考核算方法一、注塑件核算方法:1.注塑件加工费估算方法:材料类别重量类别材料费加工费丝印费喷涂费合计普通塑料PP、ABS、PE、ABS、PVC<50g A A*0.450.1D前四项之和普通塑料PP、ABS、PE、ABS、PVC>50g A A*0.400.1D前四项之和普通工程塑料PA66、PC、POM、PPS、PBT<50g A A*0.500.1D前四项之和普通工程塑料PA66、PC、POM、PPS、PBT>50g A A*0.450.1D前四项之和电木件酚醛树脂等A A*1.00.1D前四项之和例如:材料PP,零件重量为:0.12KG,单价为12元/KG,则:材料费为:0.12KG*12=144元,加工费为:1.44*0.4=0.5656元表面如有丝印,则丝印费约:0.1元合计为:1.44+0.5656+0.1=2.10562、注塑件加工费计算方法:2.1先计算所用注塑机吨位,要据各吨位每模单价得到每个产品的加工费单价(1厘米=0.394英寸)材料类别工件投影面积(平方英寸)系数模腔数需要注塑机的吨位数T普通塑料PP、ABS、PE、ABS、PVCS3N S*3*N 普通工程塑料PA66、PC、POM、PPS、PBTS4N S*4*N 电木件酚醛树脂等S5N S*5*N 2.2塑料类注塑机每模单价:注塑机吨位50T(立式)50T55T60T8OT88T100T118T120T128T14OT148T150T165T180T188T200T218T220T228T250T260T280T30OT350T40OT45OT500T550T800T1000T1088T每模次单价0.250.150.160.180.220.30.350.40.450.650.70.81 1.3 1.4 1.8 2.1 3.5 5.262.3电木件注塑机每模单价180T注塑机每模次 1.05220T注塑机每模次 1.35400T注塑机每模次 2.40注:如有嵌件需另行加上固定嵌件的工时费和嵌件材料费二、铝合金压铸件核算方法:产品总价格=材料费+加工费1.材料费:按上海期货交易所()每月15日左右公布的当月A00铝月度结算参考价(B)为依据,因为实际使用为ADC12,所以核算材料价格为B*1.085/(税率*1000000)。
铝合金压铸生产成本核算方法

铝合金压铸生产成本核算方法1.原材料成本核算:铝合金压铸的原材料主要是铝合金锭和其他辅助材料,如石墨涂料、熔炼剂等。
原材料成本核算应包括原材料的采购成本、运输费用、仓储费用等,保证原材料成本的准确计算。
2.劳动力成本核算:劳动力是生产中不可或缺的因素,铝合金压铸生产需要操作工、技术工、检验员等。
劳动力成本核算应包括工资、社保费用、培训费用等,确保劳动力成本的准确计算。
3.设备折旧与维护费用核算:铝合金压铸生产需要大型设备,如压铸机、锅炉、熔炉等,这些设备的投资额较高,需要计算设备的折旧费用。
此外,设备的维护费用也应计入生产成本,确保设备的正常运转和延长使用寿命。
4.能源消耗费用核算:铝合金压铸生产需要大量的能源,如电力、燃气等。
能源消耗费用核算应包括能源的购买费用、能源设备的折旧费用、能源的消耗量等,确保能源消耗费用的准确计算。
5.模具费用核算:铝合金压铸生产需要专用的模具,模具的制作和维护费用也是生产成本的组成部分。
模具费用核算应包括模具的制作成本、模具的修复费用等,确保模具费用的准确计算。
6.废品处理和环境费用核算:铝合金压铸生产会产生一定数量的废品和废水废气,废品的处理费用和环境保护费用也应计入生产成本。
废品处理和环境费用核算应包括废品的收集和处理费用、环境保护设施的维护费用等,确保废品处理和环境费用的准确计算。
7.其他费用核算:其他费用包括管理费用、销售费用、财务费用等,这些费用都会对铝合金压铸生产成本产生一定的影响,应进行准确计算和核算。
以上是铝合金压铸生产成本核算的主要方法,通过对各项成本的准确核算,可以帮助企业合理控制生产成本,提高生产效率和产品质量。
同时,为了确保成本核算的准确性,企业还可以借助现代化的信息化系统,对生产和成本数据进行实时监控和记录,提高成本核算的精确度和效率。
压铸件成本核算

压铸件成本核算第一篇:压铸件成本核算压铸件成本核算,以亿高的脚踏为例:1、成本组成主要有:材料费+合模费+熔炼费+后处理费+包装运输费+模具均摊+7%税点+10%利润。
2、材料费:产品重量+损耗(3~5%)乘以材料价格。
后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可;扣除可回收的水口料,实际损耗正常在1.05~2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题。
)3、合模费:由人工+水电+压铸设备折旧费构成具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格。
比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的要在采购处得知),使用10年(压铸机一般用个15-20年都不会有问题),功率为22KW,按一分钟生产一个产品(这个非常重要),一天8小时能做500个算,则:设备折旧25万10年,2.5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详。
每小时折旧费用(电炉售价÷使用寿命小时)÷产能+均摊电费(电炉功率Kw/时÷产能)5、后处理费用主要是对压铸出来的毛坯进行表面处理,去水口、钻孔、攻牙、去毛边、震磨等(按各工序工钱总和计算,如去水口2毛钱,去毛边一道2分钱)6、包装运输费用按包装数量均摊+运输费(根据距离而定)。
铝合金压铸生产成本核算
铝合金压铸生产成本核算铝合金压铸是一种常用的铝合金制造工艺,通过把熔融的铝合金注入到铝合金模具中,经过凝固和结构转变形成所需的铸件。
在铝合金压铸生产过程中,成本核算是一个重要的环节,有助于企业掌握生产成本情况,进行成本控制和优化。
首先,材料成本是铝合金压铸生产成本的重要组成部分。
在铝合金压铸过程中,主要使用的材料是铝合金锭和熔解剂。
铝合金锭是铝合金生产的原材料,其成本占据了生产成本的一部分。
而熔解剂是用于将铝合金锭熔化的辅助材料,其成本也需要纳入材料成本中。
企业可以通过合理采购、控制材料损耗和优化生产工艺等方式,降低材料成本。
其次,能源成本是铝合金压铸生产成本的另一个重要方面。
铝合金压铸需要使用大量的能源,如电力和自然气。
因此,企业需要精确计算能源消耗,根据实际使用情况进行成本核算。
此外,企业还可以采取能源节约措施,如优化设备配置、提高设备效率、改进生产工艺等方式,降低能源成本。
第三,人工成本也是铝合金压铸生产成本的重要组成部分。
铝合金压铸过程需要大量的人工操作,包括模具装配、铸件放置、设备控制、质量检测等。
企业需要考虑工人工资、保险和福利等因素,合理核算人工成本。
同时,企业可以通过提高工人技能、加强培训和管理,提高生产效率和质量,降低人工成本。
最后,制造费用是铝合金压铸生产成本的另一个重要组成部分。
制造费用包括管理费用、设备费用、维修费用等。
企业需要将这些费用按照一定比例分摊到每个铝合金压铸产品上,形成合理的制造费用核算。
同时,企业还可以通过加强管理、优化设备配置、提高设备寿命等方式,降低制造费用。
在铝合金压铸生产成本核算的基础上,企业可以根据成本构成情况制定合理的成本控制策略。
企业可以通过加强原材料采购管理、优化生产工艺、提高设备效率、降低能源消耗和加强人员培训等方式,降低生产成本,提高企业竞争力。
另外,企业还可以结合市场需求,进行产品结构调整和产品附加值提升,优化产品组合,提高产品价值,进一步提高盈利能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金压铸生产成本核算
一、单一产品批量生产
这种生产方式的成本核算比较简单,也是理解多品种成本核算方法的基础。
按该批铸件所耗用的各种材料的价值计算出直接材料成本,比如耗用的铝锭、回炉料、合金材料等,其中回炉料是将期初的回炉料存量减去期末回炉料存量,如果出现负值,说明没有消耗回炉料,反而产生了回炉料。
直接材料成本=铝锭消耗量*单价+各种合金*单价+消耗回炉料*估算单价。
之所以回炉料用估算单价是因为一般情况下回炉料不销售,一直在生产中循环使用,还有一部分是送到用户方又被退回的,还被罚了加工费,如何核算,你先自己思考一下。
当期耗用的辅助材料、模具费用摊销、折旧费、设备维修费等,计入制造费用。
水、电费也建议计入制造费用。
直接从事压铸生产的工人计入直接人工,间接生产人员(打磨、钻孔、车床加工)及车间管理人员的工资计入制造费用。
其他与生产有关的直接费用和间接费用计入各自对应科目。
最后,根据上述资料计算出当月实际投入的各成本费用,加上期初的在产品费用,减去期末根据实际盘点计算出的期末在产品费用,即可得到当月出产的铸件的总成本,然后除以铸件产量(以重量或数量为计量单位),即可得到单位铸件的成本。
二,多品种生产
教科书上的办法是原材料的消耗按照每一种铸件的实际生产数量分配,其他各项成本费用按照各自耗用的工时进行分配。
这种方法在大部分小企业无法实现,原因是小企业不会配备有足够的统计、核算人员为我们提供工时
资料。
在此我们可以参照该公司的实际情况,引入一个压铸次数的概念,代替教科书中的工时。
压铸次数就是本月生产某种铸件,压铸机一共有效执行了压铸动作多少次。
这个数据主要参考模具的样式与成品率。
比如说,A种铸件的模具一次成型能出4件毛坯,本月一共生产A种铸件的正品毛坯1000件,合格率90%,我们就可以认为本月A种产品正品毛坯的有效压铸次数为1000÷4÷90%=277.8次。
马总说一直在统计着各班次的合格率。
如果车间没有给出合格率的数据,我们可以取其值为100%。
这种方法分三步进行:
第一步,统计整理出当月出产产品的总成本(计算方法同“一”),分析归纳为三部分,一是本月消耗的铝锭及回炉料,二是压铸工序的其他成本费用,三是打磨、加工工序产生的成本费用;
第二步,统计出每一种铸件的毛坯重量及其件数,并计算其压铸次数。
第三步,成本费用的分配
1,将总成本中的直接材料在各种铸件中按各自的产出重量进行分配(这两个数据一般是不相等的,原因是铸造生产中有“火耗”,火耗的意义可以咨询技术员;本月的原材料消耗如果没有明细的领料单做参考,可以采取倒挤法计算,即本月消耗数=月初数+本月入库数—非生产领用—月末库存数)2,将压铸工序的其他成本费用按照每种铸件的压铸次数进行分配
3,打磨、加工工序产生的成本费用,按照每一种铸件的件数占本月生产的总件数的比例进行分配。
在各自分配完工后,可以计算出各种铸件的单位成本。