电焊机技术规格
逆变直流电弧焊机技术规格书 技术规范
逆变直流电弧焊机技术规格书一、设备使用条件用于地面车间室内外,工作环境温度 -10°C-45°C。
二、设备名称、数量名称:逆变直流电弧焊机数量:1台三、功能描述1、移动焊接作业,工作噪音低,使用绝缘性能好。
2、用于酸性焊条和碱性焊条焊接重要的低碳钢、低合金结构钢和一般要求的中碳钢、高强度钢、不锈钢等结构钢件。
四、主要技术参数1.额定输入电压:380/660V2.额定输入频率:50Hz;3.电流调节范围:50A-500A;五、技术要求1.采用 IGBT作为功率器件,PWM技术,焊接电流稳定,在冷态和热态下,都能保持恒流。
2.动特性好,引弧容易,电弧稳定,焊缝成形美观,飞溅小。
3.具有完善的过压、欠压、过热、过载自动保护功能、安全可靠。
4.适用于酸性焊条和碱性焊条焊接重要的低碳钢、低合金结构钢和一般要求的中碳钢、高强度钢、不锈钢等结构钢件,适用焊条直径Φ2~Φ7mm。
5.无级调节焊接电流,电流调节要方便,保证不同焊接情况下电弧的稳定性。
6.焊机外壳材质使用304不锈钢板制作。
六、设计、制造和检验标准执行JB/T8118-1995 电弧焊机通用技术条件执行JB/T7824-1995 逆变式弧焊整流器技术条件执行2007《电气电子产品类强制性认证实施细则-电焊机》标准要求执行GB15579-1995 弧焊设备安全要求等国家或行业现行的有关标准七、供货范围、供货周期1.逆变直流电弧焊机1台(配套备用快速插头1套)。
2.提供备品备件和专用工具。
3.货时提供现场使用维护所必须的图纸。
4.提供所必须的质量证明文件(含产品合格证)。
5.提供三套完整的书面和电子版安装维护使用说明书。
3.供货周期:合同生效后30天。
八、质保设备的质量保证期为到货验收后12个月。
电焊机标准
标准序号标准编号标准名称采用国际标准情况1 GB/T2900.22-2005 电工名词术语电焊机2 GB/T8118-1995 电弧焊机通用技术条件3 GB/T8366-2004 阻焊电阻焊机机械和电气要求4 GB/T10235-2000 弧焊变压器防触电装置5 GB/T10249-1988 电焊机型号编制方法6 GB/T13164-2003 埋弧焊机7 GB/T13165-1991 电弧焊机噪声的测定方法8 GB15578-1995 电阻焊机的安全要求9 GB15579.1-2004 弧焊设备第1部份:焊接电源10 GB/T15579.5-2005 弧焊设备安全要求第5部分:送丝装置11 GB/T15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪)12 GB15579.11-1998 弧焊设备安全要求第11部分:电焊钳13 GB15579.12-1998 弧焊设备安全要求第12部分:焊接电缆耦合装置14 GB/T18495-2001 电阻焊—与焊钳一体式的变压器15 GB19213-2003 小型弧焊变压器安全要求16 JB/T2751-2004 等离子弧切割机17 JB/T3158-1999 电阻点焊直电极18 JB/T3946-1999 凸焊机电极平板槽子19 JB/T3947-1999 电阻点焊电极接头20 JB/T3948-1999 电阻点焊电极帽21 JB/T3957-1999 点焊设备电极锥度配合尺寸22 JB/T4158-1999 缝焊焊轮坯料尺寸23 JB/T5249-1991 移动式点焊机24 JB/T5250-1991 缝焊机25 JB/T5251-1991 固定式对焊机26 JB/T5252-1991 电阻焊设备用图形符号27 JB/T5256-1991 电焊机检查及抽样方法28 JB/T5340-1991 多点焊机用阻焊变压器特殊技术条件29 JB/T6230-1992 小型电热式电焊条烘干炉技术条件30 JB/T6231-1992 电阻点焊设备电极冷却管31 JB/T6232-1992 电焊条保温筒技术条件32 JB/T6233-1992 焊丝盘、焊丝卷尺寸33 JB/T7106-1993 水再压缩空气等离子弧切割机34 JB/T7108-1993 碳弧气刨机35 JB/T7109-1993 等离子弧焊机36 JB/T7783-1995 气动式管子坡口机技术条件37 JB/T7824-1995 逆变式弧焊整流器技术条件38 JB/T7834-1995 弧焊变压器39 JB/T7835-1995 弧焊整流器40 JB/T8086-1999 摩擦焊机41 JB/T8323-1996 螺注焊机42 JB/T8442.1-1996 电阻焊水冷次级连接电缆第1部份:双芯连接电缆的规格和技术要求43 JB/T8442.2-1996 电阻焊水冷次级连接电缆第2部份:单芯连接电缆的规格和技术要求44 JB/T8442.3-1996 电阻焊水冷次级连接电缆第3部份:试验要求45 JB/T8442.3-1996 电焊机用冷却风机的安全要求46 JB/T8588-1997 钢筋电渣压力焊机技术条件47 JB/T8597-1997 手工钨极惰性性气体保护弧焊机(TIG焊机)技术条件48 JB/T8748-1998 MIG/MAG弧焊机49 JB/T8805-1998 气体保护用减压器技术条件50 JB/T8806-1998 气体保护用混合气体配比器技术条件51 JB/T9527-1999 点焊设备圆锥塞规和圆锥环规52 JB/T9528-1999 原动机弧焊发电机组53 JB/T9529-1999 电阻焊机变压器通用技术条件54 JB/T9530-1999 电阻焊设备的绝缘帽和绝缘衬套55 JB/T9531-1999 点焊电极挡块和夹块56 JB/T9534-1999 引弧装置技术条件57 JB/T9959-1999 电阻电焊内锥度1:10的电极接头58 JB/T9960-1999 电阻点焊凸型电极帽59 JB/T10101-2000 固定式点、凸焊机60 JB/T10110-1999 电阻焊机控制器通用技术条件61 JB/T10113-2002 电阻焊设备两端与水冷连接块相连的次级连接电缆尺寸和特性62 JB/T10255-2001 电阻焊设备——电极接头、外锥度1:10 第1部分:圆锥配合,锥度1:1063 JB/T10256.1-2001 电阻点焊——电极握杆第1部分:配合锥度1:1064 JB/T10256.2-2001 电阻点焊——电极握杆第2部分:莫氏锥度配合65 JB/T10256.3-2001 电阻点焊——电极握杆第3部分:末端插入式圆柱柄配合66 JB/T10257-2001 电阻焊设备——用于电极挡块的绝缘销67 JB/T10258-2001 电阻凸焊用的凸点68 JB/T10498-2005 电焊机专用转换开关。
松下电焊机CO2样本2013.11 (3)

一致,实现稳定引弧。
■ 友好的操作面板
操作界面可选择中文、英文2种语言
■ 采用带数字编码器的电机,送丝精度高,送丝力强,
抗干扰能力强,确保焊接的稳定。
600A
■ 封闭型送丝机构,有效阻止粉尘污染。
500A
400A
■ 采用阻尼盘轴,制动性好。
300A 200A
■ 采用四轮送丝,送丝力强,
100A
送丝稳定。
产品综合样本
CO2 / MAG / MIG焊机
追求
的松下焊接技术
目录
全数字脉冲MIG/MAG焊机 400GE2⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 全数字脉冲MIG/MAG焊机 500GP4⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 全数字脉冲MIG/MAG焊机 GL3系列 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 微电脑波形控制脉冲MIG/MAG焊机 500AG2⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 全数字控制CO2/MAG焊机 GR3系列⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6 全数字控制CO2/MAG焊机 GM3系列⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯7 全数字控制CO2/MAG焊机 350/500GS4⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯8 数字CO2/MAG焊机 FR1系列⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 10 数字CO2/MAG焊机 500ER2 ⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 11 数字CO2/MAG焊机 500EL2 ⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 11 数字CO2/MAG焊机 RX1系列⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 12 数字CO2/MAG焊机 RT/RD系列⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 13 晶闸管控制CO2/MAG焊机 KR2系列⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 14 晶闸管控制MIG/MAG焊机 500KY1⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 15 晶闸管控制CO2/MAG焊机 600KH2⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 16 晶闸管控制CO2/MAG焊机 200KF2⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 17 晶闸管控制自保护焊机 400LP2 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 17 晶闸管控制CO2/MAG焊机 500CL5⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 18 纯正消耗品 ⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 19 iWeld 4.0信息化焊接管理系统/管理遥控器⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 20
机械设备技术规格要求
Coolmate™3X冷却器:3加仑容量的冷去系统。流动指示器给您系统正在工作的视觉提示。Coolmate™3X内装过滤器,防止外来物质进入水冷焊枪线,保证更好的流动性和更长的使用寿命。
主要参数
电源
AC380V 50Hz
主电机功率
kw
1.8(约)
副电机功率
kw
1.5(约)
速度
m/min
变频调节20-90mt/min
最大锯削直径
mm
280
锯尺寸
mm
2950*27*0.9(约)
重量
kg
500(约)
夹紧方式
手动夹紧
定位切削
0°/45°/60°
LxWxH
mm
1800x915x1680
附件
上料拖架,卸料托架/定尺装置/2条带锯
提供规格为2000*50mmm圆铝材料2条。
2.主要要求
主传动配有马达启动器,进行过热过流保护。
适用于车削内外圆柱面,圆锥面及旋转面,车削各种公制、英制、模数和径节螺纹,并能进行钻孔和拉油槽等工作。
配有挡屑防护装置。
噪音不超过70分贝。
负责安装、调试和培训。
4.其他:
按国家相关机床标准进行安装,调试及验收。
机床垫铁,地脚螺丝
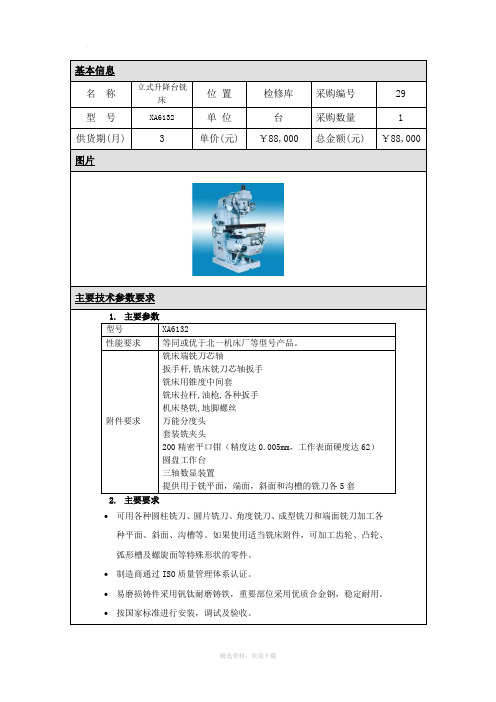
万能分度头
套装铣夹头
200精密平口钳(精度达0.005mm,工作表面硬度达62)
圆盘工作台
三轴数显装置
提供用于铣平面,端面,斜面和沟槽的铣刀各5套
2.主要要求
可用各种圆柱铣刀、圆片铣刀、角度铣刀、成型铣刀和端面铣刀加工各种平面、斜面、沟槽等。如果使用适当铣床附件,可加工齿轮、凸轮、弧形槽及螺旋面等特殊形状的零件。
电焊机基础知识

3:埋弧焊焊接:最适用于造船、钢结构行业的高效率、高品质的厚板长焊缝的焊 接
1:由于焊接的自动化且能够长时间的连接焊接,生产效率质量稳定,焊缝美观 2:通过焊接电源,焊接以及控制单元的多种组合方式,能够全面满足不同客户的焊接需求 3:可焊接普通钢、低合金钢、不锈钢、洛钼合金钢等材料
七、问题:影响焊接电流大小的因素
1:调整电流大小的旋钮。 2:调整电压大小的旋钮。 3:调整出丝速度的旋钮。 4:焊丝粗细的选择。 5:焊丝材质的选择。 6:待焊接板材的薄厚以及材质。 7:焊枪导电嘴与焊接工件的距离。 8:保护气体的流量以及气体质量。 9:操作人员的技术水平。 10:导电嘴孔径与焊丝直径是否配套。 11:焊机的额定输出电流。 12:地线与工件的接触是否良好。 13:焊机只规定额定焊接电流,是指在规定的条件下,焊机可以安全输 出的焊接电流,而不至于过载损坏焊机。
1:切割速度快,热变形小,切割精度高 2:等离子弧稳定,能力集中,方面性好,割缝窄 3:不需要气割气体,手动操作简便灵活,机用配套效率高
三、电焊机的用途:
1:汽车制造业 --机器人焊接设备 2:造船行业 --分体式逆变焊机 3:锅炉行业 --CO2保护焊机 4:石油化工设备制造业 --350、500 5:环保设备行业 ---普通焊机 6:工程机械行业 --CO2保护焊机 7:农业机械行业 --普通焊机 8:矿山机械行业 --普通焊机 9:石油管道行业 --埋弧焊机
风扇
侧面:两块整流板
散热片
IGBT控制板 36V变压器 储能板 电抗器
mz系列埋弧焊机

MZ系列自动埋弧焊机使用说明书广州电焊机厂GUANG ZHOU ELECTRIC WELDING MACHINE FACTORY目录一.用途 (1)二.焊接小车技术规格 (1)三.结构概述 (1)四.电气原理概述 (2)五.使用方法 (3)六.常用故障的维修 (6)七.MZ系列自动埋弧焊机总成(装箱清单) (7)附图1 (9)附图2 (10)附图3 (11)附图4 (12)附图5 (13)附图6 (14)一.用途800MZ系列自动埋弧焊机是由ZX5-1000晶闸管整流弧焊机和焊接小车组成,1250在焊药层下作自动焊接的设备。
可以焊接坡口或不开坡口的对接或角接焊缝。
此种焊缝可位于水平或成10 的斜面上。
二.焊接小车技术规范型号:MZ-1250-2(1600-2、1000-2、800-2、630-2) 电源电压:380V(三相50Hz)次级空载电压:80V焊接电流: 主电源焊接范围焊丝径: 3.2~6mm焊丝输送速度(电弧电压30V时): 30~120米/小时焊接速度: 17~70米/小时自动焊接装置: 可移式焊机头以小车中心轴可自旋转: 690焊机头在焊缝垂直面上向前倾斜角: 645焊机头在焊缝垂直面倾斜角: 645焊机头垂直方向位移: 85mm焊接电流调节方法: 直接在小车控制箱调节焊缝平面的最大倾斜角: 10焊丝盘可容纳焊丝重量: 12kg焊剂斗可容纳焊剂重量: 12kml三.结构概述本焊机由自动焊机和焊接电源两部分组成。
自动焊机头由焊车及支架、送丝机构、焊丝矫直机构、导电部分、焊接操作控制盒、焊剂斗等部分组成。
送丝机构由一个直流他激电机,经过减速齿轮箱与进给轮等,将焊丝从盘内拉出,送至导电部分再送入焊接区。
送丝速度可以根据规范要求在控制盒上旋动焊接电压电位器(见原理图中W1)来平滑调节。
顺时针旋转时,送丝速度减慢,电弧电压提高。
矫直机构在送丝机构下端,由二个矫直、轮进给与导电咀等一起组成。
调节可动轮位置,将焊丝进行矫直。
交流电焊机
普通电焊机的工作原理和变压器相似,是一个降压变压器。
在齿及线圈的两端是被焊接工件和焊条,引燃电弧,在电弧的高温中将工件的缝隙和焊条熔接。
电焊变压器有自身的特点,就是具有电压急剧下降的特性。
在焊条引燃后电压下降;在焊条被粘连短路时,电压也是急剧下降。
这种现象产生的原因,是电焊变压器的铁芯特性产生的。
电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯的进入多少,就分流磁路,进入越多,焊接电压越低。
是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,来达到使它们结合的目的。
电焊机的结构十分简单,说白了就是一个大功率的变压器,将220V交流电变为低电压,大电流的电源,可以是直流的也可以是交流的。
电焊变压器有自身的特点,就是具有电压急剧下降的特性。
在焊条引燃后电压下降;在...电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯... 电焊机一般是一个大功率的变压器,系利用电感的原理做成的.电感量在接通和断开时会产生巨大的电压变化,利用正负两极在瞬间短路时产生的高压电弧来熔化电焊条上的焊料.来达到使它们结合的目的。
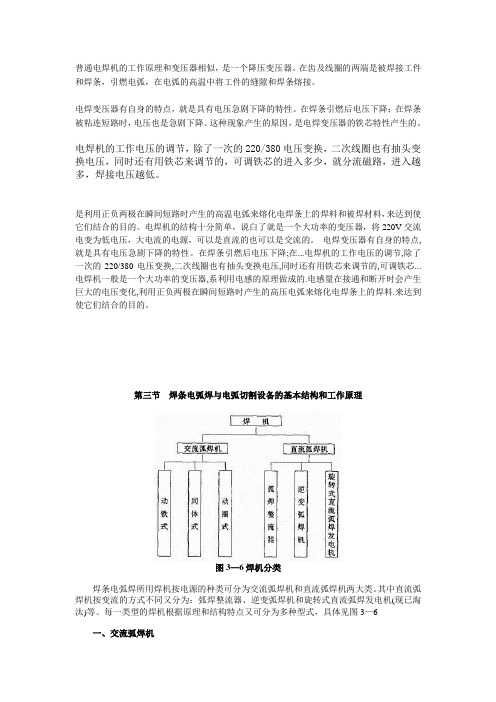
第三节焊条电弧焊与电弧切割设备的基本结构和工作原理图3—6焊机分类焊条电弧焊所用焊机按电源的种类可分为交流弧焊机和直流弧焊机两大类。
其中直流弧焊机按变流的方式不同又分为:弧焊整流器、逆变弧焊机和旋转式直流弧焊发电机(现已淘汰)等。
每一类型的焊机根据原理和结构特点又可分为多种型式,具体见图3—6一、交流弧焊机(一)结构交流弧焊机的三个类别的结构分别如图3—7~图3—9所示。
图3—7 BX1—330交流弧焊机1—初级绕组;2、3—次级绕组;4—动铁芯;5—静铁芯;6—接线板;7—摇把图3—8 BX2—500型(同体式)焊机结构示意图1—固定铁心2—初级绕组3—次级绕组4—电抗线圈5—活动铁心图3—9 BX3—300型(动圈式)焊机结构示意图1—初级线圈2—次级线圈3—铁心(二)工作原理目前应用最广泛的“动铁式”交流焊机如图3—7所示。
14种设备技术参数

14种设备技术参数周聚天下管理1、铜焊机 TZTH-75 变压器器⾝主要技术参数:产品型号:TH-315/400/500额定输⼊电压:3~380V 50/60Hz额定输出容量:315A-32.6V输出空载电压:55V~80V输出电流:30-315 A电弧⼒:1-10 A/ms输出电压:10-34 V操作⽅式:2T,4T收弧电流:30-315 A收弧电压:10-34 V负载持续率:60%功率因数COS :≥0.85效率:85%外形尺⼨:510X255X540 mm净重:25KG参数存储区:30个铜焊机优势:1、成型美观,焊后⾦黄亮丽;2、效率⾼,焊⼀个点的时间是o.o5秒;3、电流输出的⼤⼩、时间以及间隔时间任意可调,热影响最低,效果最佳;4、设备重量25kg,灵活⽅便;5、焊点⼤⼩可控,焊后不⽤处理;6、维护费⽤低,可以忽略不计;7、操作简单,⽅便易学,⽆需专业⼈员,⼤⼤降低⼯资成本。
2、CO2焊机NB-350性能与特点1、采⽤国际领先的软开关逆变技术,有效延长整机使⽤寿命;2、双IGBT模块,器件性能、参数⼀致性好,⼯作可靠性⾼;3、关键控制部件采⽤“三防”处理⼯艺,加强对潮湿、盐雾、粉尘的防护;4、起弧、推⼒电流连续可调,有效解决粘焊条,断弧现象,能适应不同焊接⼯艺要求;5、具有⽋压、过压、过流、过热等保护功能、整机可靠性⾼;6、外形简洁灵动,⼩巧灵便,经济耐⽤。
CO2⽓体保护焊操作规范1 焊前准备1.1 检查焊接电流:在等速送丝下使⽤平硬特性直流电源,极性采⽤直流反接。
1.2 检查送丝系统:推丝式送丝机构要求送丝软管不宜过长(2-4m之间),确保送丝⽆阻。
1.3 检查焊枪:检查导电咀是否磨损,若超标则更换。
出⽓孔是否出⽓通畅。
1.4 检查供⽓系统:预热器、⼲燥器、减压器及流量计是否⼯作正常,电磁⽓阀是否灵活可靠。
1.5 检查焊材:检查焊丝,确保外表光洁,⽆锈迹、油污和磨损。
检查CO2⽓体纯度(应⼤于99.5%,含⽔量和含氮量均不超过0.1%),压⼒降⾄0.98MPa时,禁⽌使⽤。