法兰与管体焊接接头工艺设计
水管的连接工艺
水管的连接工艺水管的管道连接就是按照设计、施工图纸和有关规范的要求,将水管与水管或水管与管材和阀门等连接起来,形成一个严密的整体,以满足使用的目的。
施工中应根据管材、管径、壁厚、用途、工艺要求以及现场的具体条件等情况,在不同的连接方法中加以选用。
施工时钢管的连接有螺纹联接、法兰连接和焊接连接三种,塑料管则主要采用焊接、热熔连接、法兰连接、承插连接形式和螺纹联接。
一、钢管的连接(一)螺纹联接螺纹联接(又叫丝扣连接),它适用于所有的镀锌钢管,工作压力较小和直径较小(DN ≤32mm)的焊接钢管连接,以及管道与带螺纹的阀件、仪表、设备接管的连接、此方法常用于管径在100mm以下管道的连接。
在实际中较为常见的是圆柱形接圆锥形螺纹,即管子加工成圆锥管螺纹,管件加工成圆柱形管螺纹。
1.管螺纹套制作为管道安装和检修中最常用的管道连接方法,螺纹联接需要对待连接的管子套制螺纹,又常称为套丝。
由于所用的各种管件大多已制有内螺纹,所以在钢管装配时,主要是在管端上加工外螺纹。
管螺纹套制又有手工套制和机械套制两种。
(1)手工套制螺纹。
手动套制管螺纹就是利用管子铰板这一专用工具盒管子台虎钳配合进行操作的。
工具携带和操作都简便,尽管效率低、劳动强度大,还是在工作中应用较多,尤其适合于现场使用。
作为主要用来铰制各种金属管子或管件外螺纹的手工工具,管子铰板(俗称代丝)分为普通式和轻便式两种。
管道安装工程中常用的是普通式管子铰板,如图17所示。
手工套制螺纹操作方法和注意事项时:1)首先选择与所要套制螺纹规格相符的丝板和板牙套,再按板牙的数字序号1~4分别装入相应序号的牙槽内。
否则不能正常操作。
2)松开标盘的固定螺钉,向左推手柄,转动活动盘到所加工管径相对应的规格,并与固定标盘对准后,拧紧固定螺钉;接着松开后爪,把管子丝板套住管子,注意标盘要面向操作者;再拧紧后爪,使压紧螺钉轻压在管壁上。
3)人站在管子丝板面前,一只手按顺时针方向转动丝板手柄,另一只手扶住丝板向内推,开始套丝操作。
接管与法兰组装焊接作业指导书
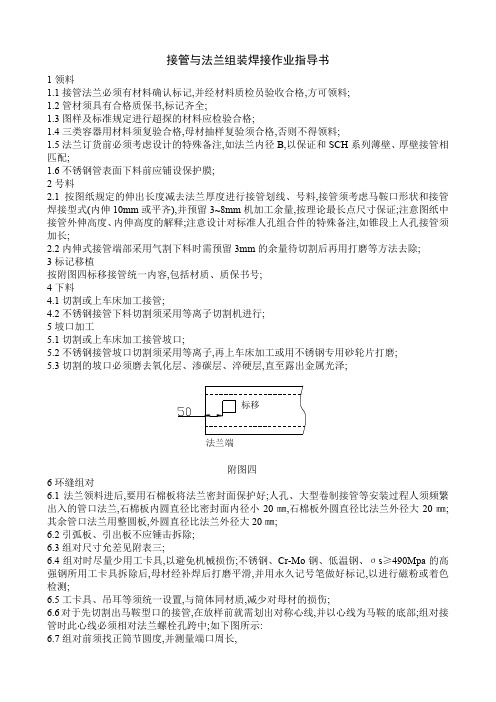
接管与法兰组装焊接作业指导书1领料1.1接管法兰必须有材料确认标记,并经材料质检员验收合格,方可领料;1.2管材须具有合格质保书,标记齐全;1.3图样及标准规定进行超探的材料应检验合格;1.4三类容器用材料须复验合格,母材抽样复验须合格,否则不得领料;1.5法兰订货前必须考虑设计的特殊备注,如法兰内径B,以保证和SCH系列薄壁、厚壁接管相匹配;1.6不锈钢管表面下料前应铺设保护膜;2号料2.1按图纸规定的伸出长度减去法兰厚度进行接管划线、号料,接管须考虑马鞍口形状和接管焊接型式(内伸10mm或平齐),并预留3~8mm机加工余量,按理论最长点尺寸保证;注意图纸中错边、间隙,并保证错边、间隙的均匀一致性;6.8严禁强力组对,定位焊缝间距和厚度要符合规定,严禁对材料表面进行烧烤;6.9焊接接头拘束度大时,推荐采用抗裂性能更好的焊条施焊;6.10定位焊缝不得有裂纹,否则应清除重焊;如存在气孔、夹渣时亦应去除;6.11熔入永久焊缝内的定位焊缝两端应便于接弧,否则应予修整;6.12有预后热要求时,严格执行工艺;环缝点焊预热采用氧—乙炔火焰加热,时间不得少于3min,保证温度,保证点焊焊缝长度≥150mm和厚度12~16mm,间距400~500mm,防止焊前开裂;6.13点焊及临时工卡具、吊耳的焊接须采用和接管相同的焊接工艺及焊材;6.14接管环缝组对前须将弯头圆度调整处理合格,圆度≤3mm,若因代用接管和法兰内壁按标准就不平齐,须将接管或法兰内壁上卧车削薄至平齐,以保证氩弧焊焊缝质量;6.15做好法兰密封面的保护工作,摆放法兰时加垫小方木块,制造过程密封面涂上黄油;6.16预制过程检查法兰螺栓孔跨中(对中)时,将石棉板拆卸;交给焊工焊接时,石棉板必须和法兰拧紧在一起;石棉板损坏后,须随时更换;6.17浮头式换热器的浮头盖与浮头法兰组对时,需按图样尺寸的高度点焊上定位钢板,然后将浮头盖吊入法兰内圈,调整好四周间隙,加以点焊;焊接具体见焊接工艺卡;8焊缝外观检查执行本公司焊缝外观优良标准;9法兰衬环加工安装9.1带衬环法兰需在环缝检测合格后进行衬环安装;9.2按图用数控等离子加水切割法兰密封面上圆环,预留2-3mm加工余量;9.3金加工圆环内、外圆至图样要求的尺寸;9.4按接管内径卷制接管内衬筒,内衬筒卷制后先在接管内进行预组对,要求衬筒与接管内壁尽量帖实,衬筒纵缝组对无错边,间隙符合焊接工艺要求;9.5圆环组对时相对于法兰内圆周平齐,内、外圆周上均布点焊后,再行施焊,焊接时采用内外圆周对称分段焊,焊接过程中如发现圆环凸起变形及时用木锤锤击平直后再行点固并焊接,要求焊后其平面度在1.5mm以内;9.6接管内壁衬筒组对前先行将接管环焊缝及衬环内圆角焊缝磨平,衬筒先行组对上下两道环形角焊缝,对称点固后按焊接工艺分段用退步法施焊,两道环形缝焊完后再行焊接衬筒纵缝,焊接过程中遇有衬筒变形发生时及时用木锤锤击以释放应力并使其平直后再行焊接;9.7焊后按焊接工艺要求进行检测,并用0.5MPa压缩空气和肥皂水对各条焊缝进行查漏;10特殊要求:10.1盘管无论是外协还是自己制作,均必须严格按照设计图纸进行;盘管煨弯一般须采用专用钢管煨弯机操作,因设计煨弯半径偏小时,碳钢盘管可采用氧-乙火焰加热煨弯,不锈钢盘管尽量避免用氧-乙火焰加热煨弯;必须采用加热煨弯时,弯后须进行酸洗钝化处理;盘管成形后,须保证弯曲半径、相邻间距、整体圆度及盘管和壳体外壁之间5~15mm间距;圆度偏差不大于接管外径的10%,但弯曲半径小于2.5倍接管外径时,圆度偏差应不大于接管外径的15%;根据接管供货标准长度,盘管尽量避免拼缝,若有拼缝根据图纸要求,按JB4730-94 100%RT或PT;设计明确要求不允许拼缝时,必须按图保证;盘管安装到壳体上时,必须严格控制其和壳体外壁之间的理论距离,保证盘管两端管口的方位和标高,必要时采取工卡具将盘管串动调整到位,以保证盘管的热传递效果;10.2盘管煨弯在筒体、锥段上进行,将与盘管相碰的接管、支座等部件临时点焊到位,以充分联单预留绕行部分的盘管余量;煨弯(弯曲半径、弯曲角度、和壳体外壁间隙)合格后从筒体、锥段上取下进行拼焊、RT、返修;取下前须用接管或角钢将盘管临时加固成整体,以防止盘管变形和松散;RT合格后再将盘管安装到筒体、锥段上;因此影响盘管穿管、安装的接管(凸缘)、支座等部件须待盘管到位后再组焊;11本工艺规范适用与所有接管与法兰的组焊及浮头式换热器浮头与浮头法兰的组焊;。
管子对接焊的正确方法
管子对接焊的正确方法管子对接焊是一种常见的焊接工艺,用于连接两根管子或管子与法兰之间的接头。
正确的管子对接焊方法不仅能够确保焊接质量和连接强度,还能提高工作效率和安全性。
下面我们将详细介绍管子对接焊的正确方法。
一、准备工作1. 目视检查管子表面是否有明显的氧化物、锈蚀或油污等杂质,如有需先进行清理。
2. 使用物理或化学方法去除管子内外壁的氧化物,以确保焊接接头清洁。
二、准确调试焊接设备1. 根据管子材质和厚度选择适当的焊接电流、电压和焊接材料。
2. 确保焊机、焊条或焊丝等设备及材料的质量和正常工作状态。
三、对接焊工艺1. 将两根管子对接在一起,确保管口端面平整、垂直度符合要求。
2. 确定好焊接位置和焊接方向,进行合理的加热坡度和预热工艺。
3. 选用合适的焊接方法,如手工电弧焊、气体保护焊或者等离子焊等。
4. 采用适当的焊接技术进行填充层和盖面的焊接,确保焊缝充实、均匀。
5. 控制好焊接速度、焊接质量和焊接温度,防止管道变形、裂纹或焊接不良。
四、焊口检验和修整1. 焊接完成后,对焊缝进行X射线检测、超声波检测和磁粉检测等,确保焊接质量合格。
2. 如发现焊接缺陷,应及时进行修复,保证焊接接头的完整性和可靠性。
五、清理和防护1. 将焊接接头清理干净,清除焊渣和焊渣,保持焊缝表面的光滑和干净。
2. 对焊接接头进行防腐处理或防护涂层,防止腐蚀和损坏。
正确的管子对接焊方法涉及到焊前准备、焊接过程和焊后处理等环节,需要注意材料、设备、工艺和操作等方面的因素,以确保焊接质量和连接强度。
只有严格按照规范操作,才能保证管子对接焊的质量和安全。
管子法兰焊接工艺流程

管子法兰焊接工艺流程1.准备焊工作区,清理管道和法兰表面的污垢和氧化物。
Prepare the welding area, clean the dirt and oxide on the surface of the pipe and flange.2.将管道和法兰对齐并固定在焊接位置上。
Align the pipe and flange and secure them in the welding position.3.使用角磨机或其他工具对管道和法兰进行坡口处理,以便进行焊接。
Use an angle grinder or other tools to prepare the bevel on the pipe and flange for welding.4.检查焊工具和设备是否完好无损,并进行必要的调试和设定。
Check the welding tools and equipment for any damage and make necessary adjustments and settings.5.对焊接区域进行局部加热,保证焊接时的温度符合要求。
Preheat the welding area locally to ensure the temperature meets the requirements for welding.6.进行预热焊接,使用适当的焊接材料和焊接方法。
Perform preheating welding using appropriate welding materials and methods.7.进行电弧、等离子或其他适当的焊接方法,对管道和法兰进行焊接。
Use arc, plasma, or other appropriate welding methods to weld the pipe and flange.8.焊接过程中,要保持焊接区域干燥,避免水分和杂质的进入。
BS EN 1092-2-1997 中文版 法兰和接头—用于管、管件、阀门及附件、PN设计 第2部分:铸铁法兰

英国标准BS EN1092-2:1997 ——————————————————————————————————————法兰和接头—用于管、管件、阀门及附件、PN设计第2部分:铸铁法兰CEN/TC10BS EN 1092-2:1997国 家 前 言本标准由技术委员会PSE/IS起草,由欧洲标准化委员会出版,代替了已作废的BS45043.2:1989。
参考标准出版的参考标准 相应的英国标准EN545:1994 BSEN545:1995 输水用球墨铸铁管、法兰、附件及接头的要求 和试验方法EN1333:1996 BSEN1333:1997 管线部分的公称压力PN的定义及选择ENISO6708:1995 BSENISO6708:1996 管线部分的公称压力PN的定义及选择ENISO9002:1994 BSENISO9002:1994 生产、安装及服务的质量保证体系关键词:工业管道、管法兰、铸铁、球墨铸铁、可锻铸铁、非合金铸铁、设计、尺寸、尺寸公差、规格、表面处理、标识2法兰和接头——用于管、管件、阀门及附件、PN设计第2部分:铸铁法兰本标准于1996年12月29日被CEN通过,CEN成员必须服从CEN/CENELEC内容的规定,此标准为国家标准,不能对它进行任何修改。
本标准的各种参考标准目录可从中央秘书处或任何一个CEN成员手中索取。
此标准有三种译本(英、法、德),经秘书处同意,任何一个CEN成员可将各种语言的文本译成本民族语言版本,并且与本国标准有同等的地位。
CEN的成员为以下各国的国家标准组织:奥地利、比利时、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士及英国。
前 言本欧洲标准由技术委员会CEN/TC74(有关法兰及其接头)起草,其秘书处归属DIN、EN1092,包括以下六个部分:第1部分:钢法兰第2部分:铸铁法兰第3部分:铜合金法兰第4部分:铝合金法兰第5部分:其它材质法兰第6部分:非金属法兰本标准与ISO7005-2:1988和ISO2531:1991具有相同的法兰PN设计,其中的法兰类型与连接尺寸兼顾了ISO7005-2:1988和ISO2531:1991中相应的规定。
平焊法兰与钢管连接的焊接接头

平焊法兰与钢管连接的焊接接头平焊法兰是一种常用的焊接接头,用于连接钢管。
在焊接接头的过程中需要注意一些关键的步骤和技巧,以保证焊接接头的质量和强度。
下面将详细介绍平焊法兰与钢管连接的焊接接头。
首先,进行平焊法兰与钢管连接的焊接接头之前,需要先准备好所需的设备和材料。
这些包括焊接机、焊条、焊盘、钳子等。
焊接接头的准备也很重要,需要将钢管的两段进行切口,并进行面轮处理,使其平整光滑。
然后将切口部分与焊盘的内圈对准并固定住,以便进行下一步的焊接工作。
在焊接接头的过程中,需要注意热处理的问题。
焊接时,焊接机的温度要适中,不要过高或过低。
过高的温度会导致焊接接头过热,使其产生烧焦的现象;而过低的温度则会导致焊接接头无法完全熔化,从而无法达到良好的连接效果。
另外,在焊接接头的过程中,应注意控制焊接速度,不能过快或过慢。
在焊接接头过程中,还需要注意焊接材料的选择。
焊接材料一般选择焊条,焊条的选择要根据钢管的材质和焊接环境来确定。
焊接材料的选择应符合相关的标准和规范,以保证焊接接头的质量。
对于焊接接头的焊接位置,一般选择在平焊法兰与钢管的切口附近。
在焊接前,应将焊接位置进行清洁处理,以保证焊接接头与钢管的连接质量。
焊接接头的焊接方法有很多种,其中常用的有手工电弧焊接和气体保护焊接。
在手工电弧焊接中,需要将焊条与焊条夹持头连接并固定住,然后将焊条的头部点在焊接位置上,使其产生电弧。
在焊接过程中,焊条要保持一定的倾斜度,以使熔渣在焊接过程中往下流动,保证焊接接头的质量。
而在气体保护焊接中,需要使用惰性气体将焊接位置保护起来,以防止焊接接头氧化。
除了上述焊接接头的工艺之外,焊接接头的质量还取决于焊接工人的技术水平和经验。
焊接工人应具备良好的焊接技巧和丰富的焊接经验,以保证焊接接头的质量和强度。
总结起来,平焊法兰与钢管连接的焊接接头是一项重要的焊接工艺,需要注意焊接温度、热处理、焊接材料的选择以及焊接位置的清洁处理等关键步骤。
带颈平焊法兰的焊接

带颈平焊法兰的焊接带颈平焊法兰是一种常用的管道连接方式,广泛应用于各个行业中。
本文将介绍带颈平焊法兰的焊接过程及注意事项。
一、焊接过程1. 准备工作:将待焊接的法兰和管道进行清洁,确保表面没有油污、锈蚀等杂质。
同时,检查法兰和管道的型号、规格是否匹配,以确保焊接的质量。
2. 定位:根据工程要求和设计图纸,将法兰和管道进行定位,确保安装的准确性。
3. 对接:将法兰和管道对接在一起,使用合适的装夹工具将其固定。
4. 焊接:使用焊接设备对法兰和管道进行焊接。
常用的焊接方法有手工焊、气焊和电弧焊等。
在焊接过程中,需要注意焊接电流、焊接时间和焊接速度等参数的控制,以确保焊接质量。
5. 检测:焊接完成后,需要进行焊缝的质量检测。
常用的检测方法有目测检查、渗透检测和射线检测等。
通过这些检测方法,可以及时发现并修复焊接过程中可能存在的缺陷。
6. 补焊:如果在检测过程中发现焊缝有缺陷,需要进行补焊处理。
补焊时,应注意焊接温度和焊接时间,避免对原有焊缝产生不良影响。
7. 后续处理:焊接完成后,对焊接部位进行表面处理,如除掉焊渣、打磨等,以提高焊接的美观度和耐腐蚀性。
二、注意事项1. 安全措施:在焊接过程中,应佩戴好防护用具,如焊接手套、面罩和防火服等,确保人身安全。
2. 焊接材料:选择合适的焊接材料,如焊条或焊丝。
根据工程要求和焊接材料的特性,选择适当的焊接方法和工艺参数。
3. 焊接环境:在焊接过程中,应确保焊接环境的通风良好,以避免有害气体的积聚。
4. 焊接顺序:在进行多道焊接时,应合理安排焊接顺序,避免焊接过程中的热应力过大,以减少焊接变形和裂纹的产生。
5. 焊接质量控制:在焊接过程中,应及时调整焊接设备和参数,以确保焊接质量的稳定性和一致性。
6. 焊接操作技巧:熟练掌握焊接技巧,如焊接速度、焊接角度和焊接压力等,以确保焊接接头的牢固性和密封性。
7. 焊接后处理:焊接完成后,应对焊接部位进行后处理,如除渣、打磨和防腐等,以提高焊接的质量和使用寿命。
方形法兰连接设计
方形法兰连接设计
方形法兰连接设计是一种用于管道工程中的连接方式,通过法兰盘和螺栓等组件实现两个管道的连接。
这种连接方式具有以下特点:
- 稳定性:法兰连接设计使得橡胶接头在施工过程中能够保持正常状态,避免因人为因素而发生弯曲。
- 兼容性:法兰盘可以采用截止阀法兰盘或符合GB/T9115.1(RF)标准的法兰盘,以确保连接的稳定性。
- 耐腐蚀性:可以承受普通水、油、强碱、强酸等物质的浸蚀,以及高温环境的考验。
- 可调节性:当管道偏移量超过接头时,通过增加接头数量,可以调节管道的误差,使连接处在有限的资源拉伸应变偏位和偏差内。
在进行方形法兰连接设计时,需要考虑到连接的稳定性、密封性和耐用性。
同时,还应根据实际应用场景选择合适的材料和尺寸,以确保连接的可靠性和安全性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
法兰与管体焊接接头工艺设计
前言
法兰是使管子与管子相互连接的零件,连接于管端。
法兰连接就是把两个管道、管件或器材,先各自固定在一个法兰盘上,两个法兰盘之间,加上法兰垫,用螺栓紧固在一起,完成了连接。
有的管件和器材已经自带法兰盘,也是属于法兰连接。
法兰连接的主要特点是拆卸方便、强度高、密封性能好。
安装法兰时要求两个法兰保持平行、法兰的密封面不能碰伤,并且要清理干净。
法兰所用的垫片,要根据设计规定选用。
法兰分螺纹连接(丝接)法兰和焊接法兰。
低压小直径有丝接法兰,高压和低压大直径都是使用焊接法兰,不同压力的法兰盘的厚度和连接螺栓直径和数量是不同的。
法兰连接使用方便,能够承受较大的压力。
此次是普通的低碳钢管体与法兰的焊接接头工艺的设计。
1.母材Q235 性能分析
Q235是普通的碳素结构钢,Q代表的是这种材质的屈服度,后面的235,就是指这
种材质的屈服值,在235 左右。
并会随着材质的厚度的增加而使其屈服值减小。
由于含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。
常轧制成盘条或圆钢、方钢、扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。
大量应用于建筑及工程结构。
用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、车辆、锅炉、容器、船舶等,也大量用作对性能要求不太高的机械零件
由于低碳钢含碳量低,锰、硅含量也少,所以,通常情况下不会因焊接而产生严重硬化组织或淬火组织。
焊接时,一般不需预热、控制层间温度和后热,焊后也不必采用热处理改善组织,整个焊接过程不必采取特殊的工艺措施,焊接性优良。
2.备料
备料的过程大致分为以下几步:
(1 )选材
选取管体内径为350mm,壁厚为8mm的管体,
由于所选的管材和法兰盘均为Q235,故对管材无太多特殊的要求,须保证管材形状规则符
合标准,无裂纹,弯曲,变形等其他缺陷,能具有一定的耐压能力,耐腐蚀能力
选取法兰外径为550mm厚度为12mm,小孔直径为10mm管体与法兰的连接为焊接,所以管体内径应与法兰的内径一致。
(2)下料在选好的管体上划线,截取一定的满足需要的长度,且截面光滑平整,无毛刺,裂纹等。
由于法兰要分块安装,故将法兰均分为6 瓣,要保证截线切口处,要平整。
(3)焊前准备
焊前准备有以下三点:
1 、技术准备焊工在施焊前需要进行的技术准备工作为:熟悉产品图纸,了解产品结构;熟悉产品焊接工艺,了解产品焊接接头要求的焊工持证项目,掌握产品焊接接头的焊接参数。
2、 器材准备 焊工在施焊前需要进行的器材准备工作为: 按焊接工艺的规定领取焊接材料。
3、 工件准备 (1 )坡口清理
施焊前焊工应检查坡口表面,不得有裂纹、分层、夹杂等缺陷,应清除焊接接头的内外 坡口表面及坡口两侧母材表面至少
20mn 范围内的氧化物、油污、熔渣及其它有害物质。
(2)焊接接头组对
使用卡具定位或直接在坡口内点焊的方法进行焊接接头的组对,组对时应保证在焊接过 程中焊点不得开裂, 并不影响底层焊缝的施焊;
控制对口错边量、 组对间隙及棱角度等参数
不超过按相应的产品制造、验收标准的规定。
在备料过程中所需要的设备有;普通的机床,以及清除焊接接头氧化物、油污、熔渣的 设备,还有焊接设备。
3. 拼装
3.1首先为法兰的拼装,法兰分为
6瓣
1 讲加隹兰的作工W
材;-莘 代阿 斥舁*> 刃 齐 养首咲》*女訂禺 I 叶示,m 牍怎 片-乏声打
■畑 K
-密守(《
* 3 Jii
—I fc? 5 7丘
那J , 2
B 2 _ta4
焊接设备及工装的检验调试;
焊接参数调整,
ra I
兰対Ht 讯saw 」知W :
E 林顾 序3sr JTI
R3工
m ■ 2
坪I I z X 4A
IO 鱼
盼1冲尼- 那 ID
JK 年吝u -
程注意控制畑拱匮宠C
3.1.2.法兰拼焊焊接工艺选择
由于法兰的材料为Q235,法兰拼焊的焊接工艺选择普通的手工电弧焊即可,手工电弧焊的焊接技术使用不同的方法保护焊接熔池,防止和大气接触。
热能也是由电弧提供。
和MIG焊一样,电极为自耗电极。
金属电极外由矿物质熔剂包覆,熔剂熔化时形成焊渣盖住焊接熔池。
此外,包覆的熔剂还释放出气体保护焊接熔池,而且,还含有合金元素用来补偿合金熔池的合金损失。
在有些情况下,包覆的熔剂内含有所有合金元素,中部的焊条仅是碳钢。
然而,在采用这些类型的焊条时,需要特别小心,因为所有飞溅都具有软钢性质,在使用过程中焊缝会锈蚀。
如果使用直流电弧,焊条连接到正极,但如果使用钛型焊条,也可以使用交流电弧。
电
压一般为20〜30伏,电流取决于焊接材料的厚度、焊条规格、焊接结构,范围在 安
焊接接头采用对接接头,是传力效率最高的一种接头方式,它不需要连接板等,材料的 消耗量最少,由于对接连接,被连接板边缘的加工及装配要求较高, 在焊接结构上合焊接生
产上常见的是对接焊缝与载荷方向垂直的。
坡口为双U 型坡口。
如下图所示:
4法兰与管体的连接
4.1法兰与管子的装配连接
法兰与管子的装配质量不但影响管道连接处的强度和严密度,
管子上法兰盘螺孔的位置应与相配合的设备或管件上法兰螺孔位置对应一 致,同一根管子两端的法兰盘的螺孔位置应对应一致。
4.2法兰与管体的焊接采用承插焊
承插焊的优点:
没有打破口的问题,没有对口错边的问题,可将焊接位置调整为平焊。
采用CO?气体保护焊进行焊接。
焊前准备:
a 焊接材料选用直径为 1.2mm 的H08Mn2SiA 焊丝。
为消除气体和杂气,应使 用倒置过的气体,瓶装气体在翻转架上进行倒置。
15 〜400
而且还影响整条管线
的倾心度。
因而,在向管子上装配法兰,必须符合下列基本要求。
⑴、 法兰中心应与管子的中心同在一条直线上。
⑵、
法兰密封面应与管子中心垂直。
⑶、
焊接时要先点焊住以后,各个焊缝口均匀焊,正面焊一会后,再翻过来焊另一面。
发现 哪个焊缝处有变形,就翻过背面焊缝处把它校正过来
焊接材料
"选用@1,2 uun的WSWn2SiA焊舍.采用吒体保护的工作方式•焊接电《采用交施缓降外特性电源。
熔ST过渡形式采用短賂过渡或颗粒过渡,喷嘴采用气冷方式,焊接过程见较稳羞,鞘有飞St焊縫成型良好.
h)丰自动埠送丝力式选用推拉式送丝方式”工作地点距送丝机构的疑大距离小于20 g焊枪采用粥领式”重《K轻.
焊接工艺
1半宜动焊的引弧
I〉在思狐处握前送气2-3B,排除待焊处空气。
2)焊丝伸出快度为斗十g mig
刃引弧位置应设在距焊边端头5 ~ J0 mm处"电弧引燃后, 缓慢返回端ib
4)熔^良好舀,以正當速度施娇。
2CO,毛^^矗莎炳掘运走方式
])焊枪与焊件的夹角一般不小于7咒
2)喷嘴末端与悍件的距离以10 mm左右为宜.
1)煌枪直线或直线往复方武运行.
4)尽St采ffl短弧焊接,并使焊丝忡S fe度曲变化S卑小。
«第一展打庭悍采用小电®*第二SK后可采用大电旅焊接,并可稍作巔向摆动.
3C02電体护焊收弧
1)烬接结束时嬰填满弧坑.
2)焊接熔池尚未艇固矽却之前要继续通弋保护熔池。
4烬接
1)将装好的法兰筒一端叔在转台上,另一端卡在变位转盘上,焊接迟点的最佳位置从朵廊点1S离中心20-» mm•也就是焊接始终采用下坡悍接方式.
2)焊接工艺参数见衷I.JFffi焊4层Y背面焊1层.气体流量为18-25 LZmin^
表1 »«!£#»
5焊接过程中出现的变形原因及控制
在焊接过程中影响法兰变形的原因:
1焊缝位置2法兰刚性3熔敷金属4装配及焊接顺序5焊接工艺参数和方法控制变形有一下措施:1选择合适法兰结构
表1 测■数掘
m2挖制h的值
2尽量选择能量密度高的焊接方法,合理控制焊接参数同时减少热量输入。
3合理的焊接顺序,先焊内测焊缝,再焊外侧焊缝,内侧焊缝焊后变形量小,增加法兰刚性和拘束力,减少焊后变形。
4刚性固定法
5留余量法
6最佳焊接工艺
法兰的拼焊采用的是手工电弧焊,所需设备为手工电弧焊焊机一台,焊条为J507焊条直径选择5mm焊接电流265A尽可能用短弧焊接速度可以由操作者自行根据经验调节,当电流小于600A时,电压取20+ 0.041。
当电流大于600A时电压取44V.
法兰与管体的焊接采用CO?气体保护焊,选用直径为 1.2mm的H08Mn2SiA焊丝。
焊接
电流为140-150A 焊接电压为25-26V。