主轴部件结构图
主轴部件结构图汇总

带交换托盘的多齿盘分度工作台
数控分度工作台
加 工 中 心 回 转 工 作 台
工 作 台 夹 紧 机 构
夹 紧 环 联 轴 器 结 构 图
刀架和机械手部件结构图
立 式 四 方 刀 架 结 构
回 转 刀 架
刀 库 种 类
链 式 刀 库 换 刀 位 置
各种链式刀库
单臂单手式机械手
手臂和手爪结构
加工中心自动换刀装置
刀 库 结 构
T D
向 与 向 滑 台
回 转 立 柱 与 机 械 手 回 转 运 动
机械手臂结构图
换刀装置各部分位置关系图
检测装置结构图
直线感应同步器结构
按磁性标尺基体形状分类的各种磁尺
HEIDENHAIN增量式直线编码器
旋 转 变 压 器
光电脉冲编码器结构示意图
轴 向 垫 片 调 整 法
周 向 弹圆 簧柱 错薄 齿片 调齿 整轮 法 简 图
可 调 拉圆 簧柱 错薄 齿片 调齿 整轮 法 简 图
斜 齿 轮 垫 片 、 压 簧 调 整
锥 齿 轮 弹 簧 调 整 法
齿轮齿条啮合齿侧隙消除法结构简图
滚 珠 丝 杠 结 构
螺纹滚道的结构形式简图
垫片调整式的滚珠丝杠螺母副
螺 纹 调 整 式 的 滚 珠 丝 杠 螺 母 副
齿差调整式的滚珠丝杠螺母副
导轨部件结构图
直 线 滚 动 导 轨 副 结 构
滚动导轨预加负载的方法
直线滚动导轨副的固定
滚 动 导 轨 块
开 式 静 压 导 轨 工 作 原 理
闭 式 静 压 导 轨 工 作 原 理
工作台部件结构图
多齿盘分度工作台结构图
主轴部件结构图
数控车床结构图(PPT60页)
数控车床结构图(PPT60页)培训课件培训讲义培训pp t教程 管理课 件教程p pt
HEIDENHAIN增量式直线编码器
按ESC退出 数控车床结构图(PPT60页)培训课件培训讲义培训pp t教程 管理课 件教程p pt
简
图
按ESC退出
斜 齿 轮 垫 片 、 压 簧 调 整
按ESC退出
锥 齿 轮 弹 簧 调 整 法
按ESC退出
齿轮齿条啮合齿侧隙消除法结构简图
按ESC退出
滚 珠 丝 杠 结 构
按ESC退出
螺纹滚道的结构形式简图
按ESC退出
垫片调整式的滚珠丝杠螺母副
按ESC退出
螺 纹 调 整 式 的 滚 珠 丝 杠 螺 母 副
定、滑尺四角间隙差的测定
按ESC退出 数控车床结构图(PPT60页)培训课件培训讲义培训pp t教程 管理课 件教程p pt
数控车床结构图(PPT60页)培训课件培训讲义培训pp t教程 管理课 件教程p pt
定尺安装面挠曲度
按ESC退出 数控车床结构图(PPT60页)培训课件培训讲义培训pp t教程 管理课 件教程p pt
刀 库 结 构
按ESC退出
TD
向 与 向 滑 台
按ESC退出
回 转 立 柱 与 机 械 手 回 转 运 动
按ESC退出
机械手臂结构图
按ESC退出
数控车床结构图(PPT60页)培训课件培训讲义培训pp t教程 管理课 件教程p pt
换刀装置各部分位置关系图
按ESC退出 数控车床结构图(PPT60页)培训课件培训讲义培训pp t教程 管理课 件教程p pt
典型部件设计PPT演示课件

12
12
3.1.1 主轴部件应满足的基本要求
总要求
各类机床的主轴组件都要保证主轴在一定的载荷与转速下能 带动工件或刀具精确而可靠地绕其旋转中心线旋转并能在其 额定寿命期内稳定地保持这种性能。
10
10
3.1.1 主轴部件应满足的基本要求
主轴和传动轴的共同点—— 两者都传递运动、转矩并承受传动力,都要保
证传动件和支承的正常工作条件。 不同点——
主轴直接承受切削力,还要带动工件或刀具, 实现表面成形运动。主轴组件有较高的要求11 Nhomakorabea11
3.1.1 主轴部件应满足的基本要求
主轴组件共同点
在结构上: • 解决工件或刀具在主轴上的定位和装夹 • 主轴与轴承以及轴承与支承座孔的定位和装夹; • 主轴轴承的润滑与密封以及轴承间隙的调整等问题。
9
9
3.1.1 主轴部件应满足的基本要求
主轴组件——机床的执行件 功能:支承并带动工件或刀具,完成表面成型运动;
传递运动和转矩; 承受切削力和驱动力等载荷; 机床主轴是机床在加工时直接带动刀具或工件进行切削和 表面成形运动的旋转轴。
静态、动态和热态特性直接影响加工质量 转速影响机床的切削生产率 机床的一个重要部件
2
3.1.1 主轴部件应满足的基本要求 主轴组件的组成
大多数机床都具有主轴组件 有的机床有一个主轴组件 有的有多个,如磨床、组合机床 组成——主轴、支承轴承、传动件、定位元件、紧固件、密封件等。
3
3
3.1.1 主轴部件应满足的基本要求 主轴组件的组成
机床的主轴箱是一个比较 复杂的部件,在分析主轴 箱中各传动件的结构和装 配关系时,一般采用展开 图。图为CA6140型普通车 床的主轴箱展开图,它是 按主轴箱中各传动轴传递 运动的先后顺序,沿其轴 心线剖开,并将其展开在 一个平面上而形成的图。 展开图反映了各传动件 (轴、齿轮、离合器等)的 传动关系、各传动轴有关 零件的结构形状、装配关 系和尺寸以及主轴箱体有 关部分的轴向结构和尺寸。
数控机床的主轴部件
数控机床的主轴部件主轴部件由主轴的支承、安装在主轴上的传动零件及装夹刀具或工件的附件组成。
它的主要功用是①夹持工件或刀具实现切削运动;②传递运动及切削加工所需要的动力。
由于主轴是机床的一个关键部件,主轴部件质量的好坏直接影响加工质量。
因此,机床对其主轴部件的主要要求有:① 主轴的精度要高。
精度包括运动精度(回转精度、轴向窜动)和安装刀具或夹持工件的夹具的定位精度(轴向、径向)。
② 部件的结构刚度和抗振性。
③ 运转温升不能太高以及较好的热稳定性。
④ 部件的耐磨性和精度保持力量。
对数控机床除上述要求外,在机械结构方面还应有:① 刀具的自动夹紧装置。
② 主轴的准停装置。
③ 主轴孔的清理装置等。
1.主轴部件的结构主轴端部的结构形式端部用于安装刀具或夹持工件的夹具,因此,要保证刀具或夹具定位精确,装夹牢靠、坚固,而且装卸便利。
目前,主轴的端部外形已标准化。
图1 主轴端部的结构形式主轴部件的支承主轴上的切削力是通过支承而传递给机床基础件的,主轴部件支承的作用是在刀具或工件作回转运动时承受切削力(轴向、径向)、同时保证主轴运动精度,所以为了保证加工精度,必需保证其旋转精度和相应的承载力量,即有足够的轴向和径向刚度。
图2所示为主轴常用的几种滚动轴承。
图2 主轴部件的支承形式图(a)为锥孔双列圆柱滚子轴承,内圈为1∶12的锥孔,当内圈沿锥形轴颈轴向移动时,内圈胀大以调整滚道的间隙。
滚子数目多,两列滚子交叉排列,因而承载力量大、刚性好、允许转速高。
它的内、外圈均较薄,因此,要求主轴颈与箱体孔均有较高的制造精度,以免轴颈与箱体孔的外形误差使轴承滚道发生畸变而影响主轴的旋转精度。
该轴承只能承受径向载荷。
图(b)是双列推力向心球轴承,接触角为60°,球径小、数目多,能承受双向轴向载荷。
磨薄中间隔套,可以调整间隙或预紧,轴向刚度较高,允许转速高。
该轴承一般与双列圆柱滚子轴承配套用作主轴的前支承,并将其外圈外径做成负公差,保证只承受轴向载荷。
二、主要部件的构造
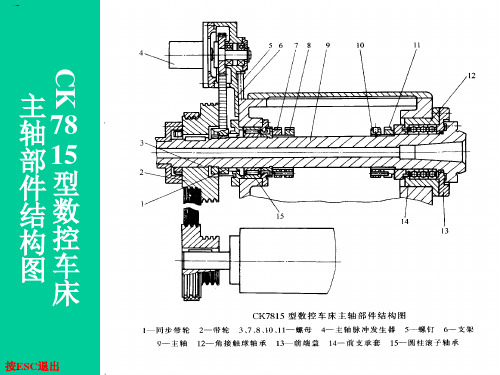
(二)主要部件的构造1. 主轴部件及送夹料机构(1)主轴部件双列向心短园柱,滚子轴承D级,间隙用螺母调,向心推力球轴承E级如图挂图P46,第三十一主轴为空心,中部为送料管,前部有送料夹头,夹料弹簧夹头;主轴用卸荷式皮带轮;后端定位,热伸长向前,加工精度↓,一般加工轴向尺寸短的零件,影响小。
(2)送、夹料机构挂图P46,第三十一主轴孔内装有送夹料头,送料管等机构A. 送料机构作用:当一个工件加工完后,将棒料从主轴孔中推出至一个工件加工所需的长度,作为下一个工件的毛坯。
结构、原理:送料头20前径向开有两条槽,孔径大于棒料,但在夹紧后热处理,故前端成扁形,比棒料直径小,靠由此产生的摩擦力送料。
送料头大小可更换。
它与送料管螺纹联接(孔径大于棒料)。
过程:送料时,分配轴上的时间轮→辅助轴的定转离合器→齿轮付→凸轮7转一转→杠杆8→滑座10往复一次,完成一次送料。
当弹簧夹头2松开时,送料夹头,送料管带棒料右移,靠夹头与棒料间的摩擦力,使棒料送进。
当弹簧夹头2夹紧棒料时,送料夹头与棒料间的摩擦力(弹簧夹头夹紧力)送料夹头沿棒料左移,准备下一次送料,棒料不动。
调整送料长度:图左下方,可转动螺杆11改变滑块9的位置,改变杠杆8的杠杆比,而改变滑座的行程。
B. 夹料机构:结构原理:弹簧夹斗(弹簧钢)热处理精加工制成。
内孔与棒料直径同。
径向开有三条槽,夹头前部硬而耐磨,中部较薄,有较大弹性,当外园锥面被锥套了压紧时,内径缩小,棒料被夹紧。
过程:分配轴上的时间轮→辅助轴上定转离合器→齿轮付→凸轮4转一转→杠杆5→滑套17往科长一次。
当滑套17左移(靠内锥面使)杠杆18绕支点转一角度→推动推管19锥套3右移→夹紧弹簧夹头2。
滑套17的内锥面在夹紧杠杆左端后即过渡到内园柱面,使夹头保持恒定夹紧力。
当滑套17右移→杠杆19左端放松→弹簧22使锥套3,推管左移(同时夹头2一直有张开趋势锥面也产生向左轴向力)→锥套3放开夹头2,棒料松开。
第三章-主轴部件

切
动压轴承和静压轴承两类。按照流体介质不同可分为
削
液体滑动轴承和气体滑动轴承。
机
(一)动压轴承
床
动压轴承按油楔数分为单油楔和多油楔。多油楔轴承
设
的轴心位置稳定性好,抗振动和冲击性能好。故多采
计
用多油楔轴承。
多油楔轴承有固定多油楔和活动多油楔两类。
返回本节
下一页
返回主页
退出
3.1.5 主轴滑动轴承
第 三
床
支承,中间支承为辅助支承,参见图2‐23; 也可以前、中支承为主要支承,后支承为
设 计
辅助支承,见图2‐29。且后者应用较多。
返回本节
下一页
返回主页
退出
图2‐23 卧式车床主轴箱展开图
中间支承为辅助支承 前后支承为主支承
图2‐29 加工中心主轴箱展开图
第 三
章
金 属 切 削 机 床 设 计
后支承为辅助支承 前中支承为主支承
《机械制造装备设计》
第三章 典型部件设计
主讲:王焱清
机械学院工业与制造工程系
3.1 主轴部件设计
退出
第
一、主轴部件应满足的基本要求
三 章
二、主轴部件的传动方式
金 属
切
三、主轴部件结构设计
削
机
四、主轴滚动轴承
床 设
计
五、主轴滑动轴承
返回本章
上一页
返
回
下一页
主
页
3.1.1 主轴部件应满足的基本要求
第 三
章
金 属 切 削 机
床
设
计
放在两个支承间靠近支承,受力情况良好, 最为常前见。
3.1.3 主轴部件结构设计
CK7815型数控车床主轴部件结构图
可能是主轴轴承磨损或主轴轴向间隙过大。应更换磨损的轴承,调整主轴的轴向间隙。
主轴重复定位误差大
可能是传动系统磨损或电气控制系统故障。应检查传动系统和电气控制系统,进行必要的维修和调整 。
其他常见故障与排除方法
主轴无法启动
可能是电源故障或主轴电机损坏。应检查电 源和电机,修复或更换损坏的部件。
如果主轴精度超差,需要进行修复或 更换相关部件,以确保加工精度。
根据检测结果,调整主轴轴承和传动 系统的间隙,以减小误差。
05 常见故障与排除方法
主轴轴承故障与排除方法
轴承过热
可能是轴承润滑不足或轴承座配合过 紧导致。应检查轴承润滑情况,确保 润滑良好,同时检查轴承座配合是否 合适。
轴承噪声过大
行。
更换后,检查主轴的旋转精度和 平衡性,确保满足加工要求。
主轴传动系统的定期检查
定期检查主轴传动带、齿轮和 链条的磨损情况,及时更换损 坏的部件。
检查主轴电机与主轴之间的连 接是否紧固,确保无松动现象。
检查主轴传动箱内的润滑油是 否充足,必要时进行补充或更 换。
主轴精度的定期检测与调整
使用专业的检测工具,定期检测主轴 的径向和轴向跳动误差。
和维护。
主轴轴承结构
主轴轴承是数控车床主轴部件 的核心部分,其作用是支撑主
轴并承受切削力。
主轴轴承通常采用滚动轴承或 滑动轴承,具有高精度和低摩 擦的特性,以确保主轴的高速
回转和精确控制。
滚动轴承由内圈、外圈和滚动 体组成,滑动轴承则由轴承座 和轴瓦组成。
主轴轴承的润滑和冷却对于保 持轴承性能和延长使用寿命至 关重要。
可能是轴承损坏或轴承座固定螺栓松 动。应更换损坏的轴承,并拧紧轴承 座固定螺栓。
主轴部件结构图汇总
齿差调整式的滚珠丝杠螺母副
导轨部件结构图
直 线 滚 动 导 轨 副 结 构
滚动导轨预加负载的方法
直线滚动导轨副的固定
滚 动 导 轨 块
开 式 静 压 导 轨 工 作 原 理
闭 式 静 压 导 轨 工 作 原 理
工作台部件结构图
多齿盘分度工作台结构图
带交换托盘的多齿盘分度工作台
数控分度工作台
主轴部件结构图
CK
主 轴 78 部 15 件型 结数 构控 图车
床
NT-J A
主
轴 32
部0
件 结 构 图
型 数 控 铣
床
THK6380加工中心主轴部件结构图
主 轴 准 停 装 置 原 理 图
进给传动部件结构图
坐标轴进给传动系统 结构布置形式
电动机与丝杠直联式
步进电动机与丝杠的联接
轴 向 垫 片 调 整 法
TD
向 与 向 滑 台
回 转 立 柱 与 机 械 手 回 转 运 动
机械手臂结构图
换刀装置各部分位置关系图
检测装置结构图
直线感应同步器结构
按磁性标尺基体形状分类的各种磁尺
HEIDENHAIN增量式直线编码器
旋转变压器
光电脉冲编码器结构示意图
直线感应同步器安装总图
直线感应同步器 外形、安装尺寸和安装要求
周
向
弹 簧 错 齿 调 整 法
圆 柱 薄 片 齿 轮
简
图
可
调
拉 簧 错 齿 调 整 法
圆 柱 薄 片 齿 轮
简
图
斜 齿 轮 垫 片 、 压 簧 调 整
锥 齿 轮 弹 簧 调 整 法
齿轮齿条啮合齿侧隙消除法结构简图
主轴组件图库
角接触球轴承具有良好的高速性能,但它 的承载能力较小,因而适用于高速轻载或精密 机床,如高速镗削单元、高速CNC车床等。
• 返回
典型高速结构
MNC 300
SKF 1
SS 125
NDM-40
76_300
返回
• MNC 300 该高速CNC车床主轴前后轴承都采用两 联角接触球轴承,具有较高的转速。
速度刚度结构
FNR 140 FNC 200 H2_077 SAG 101 BTA_B
HF2
SDNC 560
TNC 131
TS_15
返回
• FNR 140 返回
• FNC 200 返回
• H2_077
返回
• SAG 101
返回
• BTA_B返回• Fra bibliotekF2返回
• SDNC 560 返回
• TNC 131
主轴组件图库
高刚度结构 高速结构 速度刚度结构 主轴组件典型实例
高刚度结构
• 前支承用双列圆柱滚子轴承承受径向载 荷和60°角接触双列向心推力球轴承承 受轴向载荷,后支承采用双列短圆柱滚 子轴承。
这种轴承配置的主轴部件,适用于
中等转速和切削负载较大,要求刚度高 的机床。如数控车床主轴、镗削主轴单 元等。
返回
• TS_15
返回
机床主轴实例
• 返回
该图为具有一级转速的变速箱展开
图。最下面的轴是电动机轴或运动输入 轴,最上面的轴是机床主轴,主轴的位 置主要由车床的中心高确定。
• 返回
该图是采用圆锥滚子轴承的主轴部件,结 构比采用双列短援助滚子轴承简化,承载能力 和刚度比角接触球轴承高。但是因为圆锥滚子 轴承发热大、温升高,允许的极限转速要低些。 适用于载荷较大、转速不太高的普通精度的机 床主轴。
数控机床主轴部件结构介绍ppt(36张)
机电设备安装与调试
第二章 数控机床机械结构的装配与调试
数控机床主轴部件结构介绍(PPT36页)
情景三 数控机床主轴部件结构
三、主轴零、部件
1、主轴零件 要求:尺寸参数、端部结构、
材料、轴颈精度
机电设备安装与调试 数控机床主轴部件结构介绍(PPT36页)
电主轴
第二章 数控机床机械结构的装配与调试
电数控主车轴床液压卡盘
第二章 数控机床机械结构的装配与调试
数控机床主轴部件结构介绍(PPT36页)
情景三 数控机床主轴部件结构
三、主轴零、部件
5、主轴其它结构——主轴准
机电设备安装与调试 数控机床主轴部件结构介绍(PPT36页)
电加主工轴中心准停
第二章 数控机床机械结构的装配与调试
数控机床主轴部件结构介绍(PPT36页)
②、电动机经同步齿形带传动主轴
主轴电动机
机电设备安装与调试
第二章 数控机床机械结构的装配与调试
情景三 数控机床主轴部件结构
二、主传动系统的配置
③、电动机经齿轮变速传动主轴
主轴电动 机
机电设备安装与调试
第二章 数控机床机械结构的装配与调试
情景三 数控机床主轴部件结构
① 主轴电动机直接驱动(一体化主轴,电主轴)
情景三 数控机床主轴部件结构
阅读分析数控机床主轴箱装配图
机电设备安装与调试
第二章 数控机床机械结构的装配与调试
情景三 数控机床主轴部件结构
阅读分析数控机床主轴箱装配图
机电设备安装与调试
第二章 数控机床机械结构的装配与调试
情景三 数控机床主轴部件结构
一、对数控机床主传动系统的要求
①具有更大的调速范围并实现无级调速。 ②具有较高的精度与刚度,传递平稳,噪声低。 ③良好的抗振性和热稳定性 ④在车削中心上,要求主轴具有C轴控制功能。 ⑤在加工中心上,要求主轴具有高精度的准停功能。 ⑥具有恒线速度切削控制功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
周
向
弹 簧 错 齿 调 整 法
圆 柱 薄 片 齿 轮
简
图
可
调
拉 簧 错 齿 调 整 法
圆 柱 薄 片 齿 轮
简
图
斜 齿 轮 垫 片 、 压 簧 调 整
锥 齿 轮 弹 簧 调 整 法
齿轮齿条啮合齿侧隙消除法结构简图
滚 珠 丝 杠 结 构
螺纹滚道的结构形式简图
垫片调整式的滚珠丝杠螺母副
螺 纹 调 整 式 的 滚 珠 丝 杠 螺 母 副
TD
向 与 向 滑 台
回 转 立 柱 与 机 械 手 回 转 运 动
机械手臂结构图
换刀装置各部分位置关系图
检测装置结构图
直线感应同步器结构
按磁性标尺基体形状分类的各种磁尺
HEIDENHAIN增量式直线编码器
旋转变压器
光电脉冲编码器结构示意图
直线感应同步器安装总图
直线感应同步器 外形、安装尺寸和安装要求
CK
主 轴 78 部 15 件型 结
主
轴 32
部0
件 结 构 图
型 数 控 铣
床
THK6380加工中心主轴部件结构图
主 轴 准 停 装 置 原 理 图
进给传动部件结构图
坐标轴进给传动系统 结构布置形式
电动机与丝杠直联式
步进电动机与丝杠的联接
轴 向 垫 片 调 整 法
齿差调整式的滚珠丝杠螺母副
导轨部件结构图
直 线 滚 动 导 轨 副 结 构
滚动导轨预加负载的方法
直线滚动导轨副的固定
滚 动 导 轨 块
开 式 静 压 导 轨 工 作 原 理
闭 式 静 压 导 轨 工 作 原 理
工作台部件结构图
多齿盘分度工作台结构图
带交换托盘的多齿盘分度工作台
数控分度工作台
加 工 中 心 回 转 工 作 台
工 作 台 夹 紧 机 构
夹 紧 环 联 轴 器 结 构 图
刀架和机械手部件结构图
立 式 四 方 刀 架 结 构
回 转 刀 架
刀 库 种 类
链 式 刀 库 换 刀 位 置
各种链式刀库
单臂单手式机械手
手臂和手爪结构
加工中心自动换刀装置
刀 库 结 构
定、滑尺四角间隙差的测定
定尺安装面挠曲度
感 应 同 步 器 直 接 安 装
LB326编码器外形图
LB326编码器 安装方案
分段校正法
旋转变压器的安装
角度编码器 安装形式