电脑横机软件提花编程
电脑横机软件工具列功能介绍

收针行数 收V领
绘制出来的图形 是否有色码填满
收针次数 收针针数
收二侧 织片宽
从该行后 开始收针
一个织片中可多次设 定收针,通过+ -选择
成形加收针:框选图形中有收针加针的区域,点击此图标,出 现下列对话框,在此对话框中输入数字,可自动在收针处设置 移针动作,完成收针。
图案上的 收针针数
1、收暗针:数字与图案的针数相同 2、收明针:图案的针数+有边数
图4
图5
透明:先选定一色码,(下例中选2号色为当前色), 设定框选区, 拖曳该框选区至合适位置,即出现以下效果。(即当前色变 成透明,其余的颜色被复制)见图6
图6
单色复制:先选定一色码,(下例中选2号色为当前色), 设定框选 区,拖曳该框选区至合适位置,即出现以下效果。(即当前色变 成复制,其余的颜色不被复制)见图7
外部区域清除:框选外部花样清除
全部清除:绘图区全部花样清除
铅笔:用于画点,拖曳鼠标,用当前的色码自由的绘制点或曲 线,单击一次为一个点,按住左键不放拖动光标则可以画出连 续绝无仅有,到目标位置释放。
用于画直线:光标移至起始点,单击左键后拖动光标至结束点 再单击左键完成。如果需要取消当前操作,在拖动光标后按键 盘上的ESC键,即可取消,一旦直线已绘制需要撤消则终须使 用撤消工具或删除工具。
选择区域填充:一般此图标用于填充不规则图形,见图8 操作步骤:1、圈选准备用作填充的图形
2、左键单击功能栏的复制图标(快捷键Ctrl+C) 3、移动鼠标,圈选待填充的区域 4、单击填充复制区图标 5、单击圈选区域中的某一待填充色块(不包含不 连续的同一色块)
选择填 充图
圈选区域内 填充色块
图8
双系统电脑横机上芝麻点提花的编织效率优化

DOI :10.19333/j.mfkj.20200302305双系统电脑横机上芝麻点提花的编织效率优化李㊀华,张伍连(惠州学院,广东惠州㊀516007)㊀㊀摘㊀要:为节省芝麻点提花的编织用时,根据织物特点,将导纱器由低号到高号按顺序进行排列,并对各颜色纱线进行相应编号,阐述了芝麻点提花反面各色纱线的编织规则,即在满足1个颜色纱线只使用1把导纱器㊁2个正面提花横列为1个提花编织循环的条件下,通过将导纱器合理放置在针床两侧,使横机机头左㊁右移动时,尽可能多地带动导纱器进行编织,避免了机头空行移动,最大限度地减少半空行移动,以提高各色提花的编织效率;说明了双系统电脑横机2~6色芝麻点提花的具体编织工艺㊂结果表明:编织2㊁4㊁6色提花的系统使用率均可达到100%,3色提花的系统使用率为75%,5色提花的系统使用率为83.3%㊂关键词:电脑横机;芝麻点提花;效率优化;双系统;编织工艺中图分类号:TS 186.3㊀㊀㊀㊀文献标志码:AEfficiency optimization of sesame dot jacquard on doublesystem computerized flat knitting machineLI Hua,ZHANG Wulian(Huizhou University,Huizhou,Guangdong 516007,China)Abstract :In order to improve the knitting efficiency of two-system computerized flat knittingmachine,the yarn guides were arranged from low to high and each color yarn was numbered according to the characteristics of sesame dot jacquard,and the rule of loop knitting with different colors of yarn on the opposite side was given.Under the condition that one guide was used for one color yarn and 2front jacquard rows were arranged as one knitting cycle,by reasonably placing the yarn guide on both sides of the needle bed,the yarn guide moved as much as possible for knitting when the head moves left or right,the empty running of the head was avoided and the half empty running of the head was minimized,the knitting efficiency of all kinds of jacquard was improved.Give the specific knitting process of 2-6color sesame dot jacquard on the double system computerized flat knitting machine.The results show that the system utilization rate of 2,4and 6color jacquard is 100%,that of 3color jacquard is 75%,and that of5color jacquard is 83.3%.The results provide a reference for sesame dot jacquard knitting on double system computerized flat knitting machine.Keywords :computerized flat knitting machine;sesame dot jacquard;efficiency optimization;dualsystem;knitting process收稿日期:2020-03-20第一作者:李华,高级实验师,学士,主要研究方向为横机针织产品开发与教学,E-mail:lihua@㊂㊀㊀在双系统电脑横机[1-2]上进行提花组织编织,是目前提花类羊毛衫[3-5]加工的主要方式,而芝麻点提花因不易露底的特点成为提花中的常用类型㊂在双系统电脑横机上进行芝麻点提花的编织,不同的编织工艺[6-8]对提花编织效率影响较大,因此,在确保成品品质的前提下,优化编织工艺是提高提花编织效率的关键㊂本文在阐述芝麻点提花反面编织规则的基础上,通过在针床两侧合理配置导纱器,使得机头在左㊁右移动时避免空行移动,且最大限度地减少机头半空行移动,以提高各色芝麻点提花的编织效率,本文研究2~6色5种芝麻点提花[9-10]的编织工艺,为双系统电脑横机芝麻点提花织物设计与生产提供参考㊂1㊀芝麻点提花的特点及反面编织规则1.1㊀芝麻点提花的特点设芝麻点提花的颜色数为x(2ɤxɤ6)个,芝麻点提花的主要特点包括:a.正面1个提花横列,与反面x/2个提花横列相对应,每个颜色的纱线各进行1次横列的编织;b.每个反面提花横列包含2个颜色纱线形成的线圈1隔1交错排列,且连续2个反面提花横列上,同颜色纱线所形成的线圈不能相互串套,若1个颜色的纱线只使用1把导纱器进行垫纱,则m个颜色的纱线将使用m把导纱器,当各色纱线的导纱器选定后,可先将导纱器由低号到高号按顺序进行排列,由于导纱器存在多种排列可能,为了表达方便,将导纱器的排列序号统一为①号,②号, ,ʻm号导纱器,并将各导纱器所使用的纱线分别对应地设定为1号颜色纱线,2号颜色纱线, ,m号颜色纱线㊂本文各导纱器所使用的绿色纱线㊁黄色纱线与蓝色纱线分别对应设定为1号颜色纱线㊁2号颜色纱线㊁3号颜色纱线㊂1.2㊀反面编织规则芝麻点提花的反面出针编织规则可依据各色纱线的编号进行设定,具体包括2种情况:其一,为对于正面第1提花横列,正面按花型的要求进行编织,反面奇数号颜色纱线均在奇数织针上(反面指的是后针床,后针床织针与前针床上的织针相对应,在位置上与前针床上织针向右错开半个针距)进行编织,偶数号颜色纱线均在偶数织针上进行编织,对于正面第2横列,正面按花型的要求进行编织,反面奇数号颜色纱线均在偶数织针上进行编织,偶数号颜色纱线均在奇数织针上进行编织,其他正面提花横列,以正面第1与第2横列为循环进行编织,将该类芝麻点提花称为A型芝麻点提花㊂其二,对于正面第1提花横列,正面按花型的要求进行编织,反面奇数号颜色纱线均在偶数织针上进行编织,偶数号颜色纱线均在奇数织针上进行编织,对于正面第2提花横列,正面按花型的要求进行编织,反面奇数号颜色纱线均在奇数织针上进行编织,偶数号颜色纱线均在偶数织针上进行编织,将该类芝麻点提花称为B型芝麻点提花㊂设定上述芝麻点提花反面出针进行编织的规则,对于2㊁4㊁6色提花,由于正面1个提花横列与反面1㊁2㊁3个整数横列相对应,因此,反面不会出现非芝麻点提花状态,对于3色和5色提花,由于正面1个提花横列与反面1.5与2.5个非整数横列相对应,在反面提花横列上,可能会出现同一颜色线圈的横条,因此,若出现上述情况,需要注意对各颜色纱线的编织顺序进行调整,以确保提花为芝麻点提花的状态㊂另外,从芝麻点提花的反面出针进行编织的规则可以看出,该规则与各颜色纱线的编织顺序无关,使得机头在移动的过程中,有更多颜色纱线选择的可能,也为某些芝麻点提花的编织效率优化提供重要条件㊂2㊀芝麻点提花编织效率优化为满足连续编织的需要,在提花编织时,常以正面一定数量的提花横列数为编织循环,本文芝麻点提花的优化以2个正面提花横列数为编织循环,即当1个编织循环编织结束时,机头仍然处于最初机头的左侧位置(机头回位),原来处于针床左侧的导纱器或针床右侧的导纱器位置未变(导纱器回位)㊂芝麻点提花的编织效率可利用系统使用率概念表示[10],定义为:在1个编织循环内,系统使用率=机头实际参与编织的系统数/系统移动总数ˑ100%,数值越大,机头左㊁右移动过程中,系统的使用率越高,电脑横机的编织效率越高㊂芝麻点提花的编织效率优化,即在实际机头移动过程中,尽可能多地带动导纱器,使得系统使用率达到最大化,为此可采用以下2种措施,其一,将各编号的导纱器合理地安排在针床的两侧,使得机头在进行第1提花横列编织时,每次移动均可带动2把导纱器进行编织,或者对于3色或5色提花,使机头的第1编织系统进行第1提花横列中的最后1个横列的编织,而把第2编织系统预留给正面第2提花横列中的第1横列进行编织;其二,在进行第2提花横列编织时,机头尽可能多地带动同侧且在正面第2横列上还未进行编织的导纱器㊂本文各图中, s+数字 中的数字表示机头移动次数; s0 中的0表示编织前的状态; ѳ 与 ң 分别表示机头向左或向右移动;①②③④⑤⑥表示导纱器的编号; ә 表示三角系统,其中,上方有导纱器编号的表示该系统带动对应导纱器进行编织; 1㊁2㊁3㊁4㊁5㊁6 表示各颜色纱线所形成的线圈; T1 与 T2 表示正面第1与第2提花横列;A表示机头移动次数;B表示针床左侧的导纱器;C表示三角系统与导纱器的结合,及机头移动的状态;D表示针床右侧的导纱器;E表示第1与第2提花横列中导纱器移动的编织顺序(自下而上);F表示提花横列;G表示形成反面A型芝麻点提花的一个花型循环中各色纱线线圈排列状态;H表示系统使用率㊂各色芝麻点提花编织效率优化方法如下㊂2.1㊀2色提花2色芝麻点提花效率优化示意图见图1㊂由于在提花横列之前,机头一般处在针床的左侧,因此将①②号导纱器放在针床的左侧,当机头第1次(自左向右)移动时,可带动①②号导纱器进行正面第1提花横列中的2个横列的编织,机头第2次(自右向左)移动时,再次带动①②号导纱器进行正面第2提花横列中的2个横列的编织,这样机头移动2次,完成提花1个循环的编织,另外,机头每次移动时导纱器的编织顺序也可交换,而不会改变芝麻点提花正反面的纹路效果,系统的使用率为100%㊂图1㊀2色芝麻点提花效率优化示意图2.2㊀3色提花3色芝麻点提花效率优化示意图见图2㊂①②号导纱器放在针床的左侧,当机头第1次(自左向右)移动时,可带动①②号导纱器进行正面第1提花横列中的2个横列的编织,③号导纱器放在针床的右侧,机头第2次(自右向左)移动时,第1编织系统带动③号导纱器进行编织,以完成正面第1提花横列的编织,而第2编织系统所进行的编织为正面第2提花横列中的第1横列的编织,所带导纱器存在①号或②号2种选择㊂图2㊀3色芝麻点提花效率优化示意图其一,若选择②号导纱器,依据上述芝麻点提花反面进行编织的规则,2号颜色纱线形成的线圈将串套在3号颜色纱线形成的线圈上,机头第3次(自左向右)移动时,若机头带动③号导纱器进行编织,此时,3号颜色纱线形成的线圈将串套2号颜色纱线形成的线圈上,与正面第1提花横列中的3号颜色纱线所编织的线圈处于提花反面的同一横列上,即在提花的反面将出现3号颜色纱线形成线圈的横条,若机头不带动③号导纱器进行编织,机头只能空行移动,因此,会降低提花的编织效率㊂其二,若机头在第2次移动时,第2编织系统选择①号导纱器进行编织,完成正面第2提花横列中的第1横列的编织,机头第3次(自左向右)移动时,机头的第1或第2系统只能带动③号导纱器进行编织,完成正面第2提花横列中第2横列的编织,机头第4次(自右向左)移动时,机头的第1系统或第2系统只能带动②号导纱器进行编织,完成正面第2提花横列中的第3横列的编织,这样在1个编织循环中,机头移动4次,有2次半空行移动,系统的使用率为75%㊂2.3㊀4色提花4色芝麻点提花效率优化示意图见图3㊂①②号导纱器放在针床的左侧,当机头第1次(自左向右)移动时,可带动①②号导纱器进行正面第1提花横列中的2个横列的编织,③④号导纱器放在针床的右侧,第2次(自右向左)移动时,机头可带动③④号导纱器进行正面第1提花横列中的另外2个横列的编织,此时,机头处于针床的左侧,而③④号导纱器也处于针床的左侧,因此,第3次(自左向右)移动时,直接带动③④号导纱器进行编织,以完成正面第2提花横列中的2个横列的编织,机头第4次(自右向左)移动时,机头可带动①②号导纱器进行正面第2提花横列中的另外2个横列的编织㊂这样机头移动4次,完成提花的1个循环的编织,系统的使用率为100%㊂图3㊀4色芝麻点提花效率优化示意图2.4㊀5色提花5色芝麻点提花效率优化示意图见图4㊂①②号导纱器放在针床的左侧,当机头第1次(自左向右)移动时,可带动①②号导纱器进行正面第1提花横列中的2个横列的编织,③④号导纱器放在针床的右侧,机头第2次(自右向左)移动时,可带动③④号导纱器进行正面第1提花横列中的另外2个横列的编织,⑤号导纱器放在针床的左侧,当机头第3次(自左向右)移动时,第1编织系统需要带动⑤号导纱器进行编织,以完成正面第1提花横列中的最后一个横列的编织,而第2编织系统所进行的编织为正面第2提花横列中的第1横列的编织,所带导纱器存在③号或④号2种选择㊂其一,若选择③号导纱器,如图4(a)所示,机头第4次(自右向左)移动时,可带动①②号(或①⑤号或②⑤号)导纱器进行正面第2提花横列中的2个横列的编织,当机头第5次(自左向右)移动时,机头中只能有1个编织系统带动④号导纱器进行正面第2提花横列中的1个横列的编织,当机头第6次(自右向左)移动时,机头中也只能有1个编织系统带动⑤号导纱器进行正面第2提花横列中的最后1个横列的编织㊂其二,若选择④号导纱器,如图4(b)所示,机头第4次(自右向左)移动时,可带动①②号(或①⑤号或②⑤号)导纱器进行正面第2提花横列中的2个横列的编织,当机头第5次(自左向右)移动时,机头中也只能有1个编织系统带动③号导纱器进行正面第2提花横列中的1个横列的编织,当机头第6次(自右向左)移动时,机头中也只能有1个编织系统带动⑤号导纱器进行正面第2提花横列中的最后1个横列的编织,虽然上述各种方式所产生的反面芝麻点纹路存在某些差异,但编织效率相同,即机头移动6次完成1个循环的编织,其中,有2次机头半空行移动,系统的使用率为83.3%㊂图4㊀5色芝麻点提花效率优化示意图2.5㊀6色提花6色芝麻点提花效率优化示意图见图5㊂①②号导纱器放在针床的左侧,③④号导纱器放在针床图5㊀6色芝麻点提花效率优化示意图的右侧,⑤⑥号导纱器放在针床的右侧,机头移动3次,均可带动2把导纱器进行正面第1提花横列中6个横列的编织,在正面第2提花横列编织之前,机头处于针床的右侧,①②⑤⑥号4把导纱器也处于针床的右侧,当机头第4次(自右向左)移动时,第1与第2个系统存在6种导纱器可能的选择㊂其一,如图5(a)所示,机头第4次(自右向左)移动时,可带动①②号导纱器进行正面第2提花横列中的2个横列的编织,机头第5次(自左向右)移动时,可带动③④号导纱器进行正面第2提花横列中的另外2个横列的编织,机头第6次(自右向左)移动时,可带动⑤⑥号导纱器进行正面第2提花横列中的最后2个横列的编织㊂其二,如图5(b)所示,机头第4次(自右向左)移动时,可带动⑤⑥号导纱器进行正面第2提花横列中的2个横列的编织,机头第5次(自左向右)移动时,可带动③④号导纱器进行正面第2提花横列中的另外2个横列的编织,机头第6次(自右向左)移动时,可带动①②号导纱器进行正面第2提花横列中的最后2个横列的编织,其他情况包括机头第4次(自右向左)移动时,可带动①⑤㊁①⑥㊁②⑤与②⑥导纱器4种情况,虽然上述各种方式所产生的反面芝麻点纹路存在某些差异,但各种情况下的编织效率相同,即机头移动6次完成1个编织循环,系统的使用率均为100%㊂3㊀结㊀论本文通过将导纱器合理配置在针床的左㊁右两侧,在正面第1提花横列编织,让机头每次移动时,带动2把导纱器进行编织,或者对于3色或5色提花,让机头的第1编织系统进行正面第1提花横列中的最后1个横列的编织,而把第2编织系统预留给在正面第2提花横列中的第1横列进行编织,在第2提花横列编织上,由于芝麻点提花的反面出针进行编织的规则只与各色纱线有关,而与各色纱线的编织顺序无关,因此,使得机头移动时,有更多编号的导纱器可以选择,同时,让机头在每次移动中尽可能多地带动导纱器进行编织,使得各色芝麻点提花,在1个颜色纱线只使用1把导纱器且2个正面提花为1个编织循环的条件下,具有最大的编织效率,其中,2㊁4或6色提花的系统使用率均可达到100%,3色提花的系统使用率为75%,5色提花的系统使用率为83.3%㊂为不同颜色芝麻点提花高效的编织提供了可借鉴的方法㊂参考文献:[1]㊀袁菁红,胡毅.电脑横机织物组织创新设计与工艺开发[J].毛纺科技,2014,42(7):9-11.[2]㊀石林,王建萍,骆顺华,等.电脑横机针织提花花型处理难点分析[J].针织工业,2017(2):17-20. [3]㊀王新泉,董瑞兰,丁慧,等.电脑横机双系统编织优势及其存在问题[J].毛纺科技,2019,47(4):75-78. [4]㊀徐艳华,袁新林.提花时装毛衫设计与工艺[J].毛纺科技,2012,40(9):30-34.[5]㊀STOLL.电脑横机提花原理及其编织技术[J].丝绸技术,1995(2):4-10.[6]㊀熊秋元,周生力.毛衫仿手编花型创意设计与编织工艺[J].毛纺科技,2019,47(12):15-18. [7]㊀熊秋元.横机编织绞花复合纹样的创新设计与工艺[J].毛纺科技,2020,48(1):38-42.[8]㊀许吕崧,龙海如.针织工艺与设备[M].北京:中国纺织出版社,1998:18-22.[9]㊀龙海如.针织学[M].北京:中国纺织出版社,2008:54-58.[10]㊀宋广礼.电脑横机使用手册[M].北京:中国纺织出版社,2013:35-50.。
国STOLL电脑横机制版教程M1 M1PLUS 教程三
M1 PLUS 培训教程三----- 设计花型部分香港中大实业STOLL 电脑横机培训中心M1 Plus 教材前言本册教程,主要介绍了M1 Plus 的“模块排列”和“颜色排列”,是M1 Plus 在原有的M1 基础上新添的主要内容。
这部分内容要求使用者已经能够较熟练的使用M1 或M1 Plus 制作基本的花型、成形程序。
并非常熟悉织物的结构和编织原理。
本教程由德国STOLL 公司提供,香港中大实业北京培训中心姜晓慧女士略做修改。
如有错误,欢迎指正。
非常感谢!香港中大实业北京STOLL 售后服务培训中心2008-4-20CHEMTAX/STOLL Training Center 教程三I目录第一章设计花型-------------------------------------------------------------1第二章模块排列(Module Arrangment)1. 从区域中创建模块排列------------------------------------------------------------- 32. 修改模块排列中的翻针顺序-------------------------------------------------- 43. 扩展选定区域---------------------------------------------------------------64. 在模块排列中选择区域---------------------------------------------------65. 结构模块的表现------------------------------------------------------------6第三章颜色排列编辑器(Color Arrangment Editor)1. 颜色排列的表现----------------------------------------------------------72. 基准行的内容和方式--------------------------------------------------------93. 带结构的颜色排列的举例------------------------------------------------114. 颜色排列的处理过程------------------------------------------------------125. 颜色排列的效果-----------------------------------------------------------126. 颜色排列编辑器中的工具-----------------------------------------------13第四章颜色排列举例一带颜色提花的结构花型-------------------------------------------------------14 1.画花型----------------------------------------------------------------------------------- 14 2.创建颜色排列--------------------------------------------------------------------------- 14 3.辅助行的说明--------------------------------------------------------------------------- 17 二带有Stoll 提花结构的提花颜色排列------------------------------------171. 改变颜色顺序------------------------------------------------------------------------- 172. 使用普通纱嘴编织嵌花-------------------------------------------------------18三更改颜色顺序并合并导纱器------------------------------------------------191. 改变颜色顺序------------------------------------------------------------------202. 合并导纱器--------------------------------------------------------------------20四嵌花中导纱器带入、带出-----------------------------------------------211. 导纱器带入的颜色排列-----------------------------------------------------212. 导纱器带出的颜色排列-------------------------------------------------22CHEMTAX/STOLL Training Center 教程三II五嵌花边缘交界颜色排列-------------------------------------------------231. 带有符号的颜色排列----------------------------------------------------232. 带有符号和结构的颜色排列---------------------------------------------243. 使用符号和颜色的颜色排列---------------------------------------------------- 254. 带有符号和的颜色排列-----------------------------------------------26六生成带辅助行的花型和颜色排列-----------------------------------27七颜色排列:辅助导纱器----------------------------------------------------- 291. 生成辅助导纱器的花型和颜色排列----------------------------------------------- 292. 生成带有结构自动翻针的颜色排列----------------------------------------------- 31 八颜色和模块排列: 影响翻针---------------------------------------------- 321. 用于结构和自动翻针颜色排列的花型--------------------------------------------- 322. 创建一个带结构翻针的颜色排列------------------------------------------------- 333. 做带自动翻针的颜色排列----------------------------------------------------34九颜色排列:转移翻针------------------------------------------------------------ 351. 创建用于翻针的花型和颜色排列------------------------------------------------- 352. 楔形的集圈连接------------------------------------------------------------------------ 37 十颜色排列:纱线桥接----------------------------------------------------------- 37 1.生成嵌花花型的颜色排列----------------------------------------------------------- 372. 修改前的颜色排列的总览----------------------------------------------------------- 383. 各个颜色排列的具体修改------------------------------------------------------------- 39十一多针距1:3 ----------------------------------------------------------------45十二颜色排列:衬纬技术-------------------------------------------------47十三颜色排列:成形收针-------------------------------------------------49十四颜色排列:直口袋----------------------------------------------------51十五袋鼠袋(斜开口)-----------------------------------------------55十六带有门襟和口袋的马甲---------------------------------------61CHEMTAX/STOLL Training Center 教程三1第一章设计花型进入花型时M1 Plus 可以选择“工艺花型”或“设计花型”,教程一和二主要介绍的是“工艺花型”方式,教程三介绍的是“设计花型”方式1. 画花型:进入新建,选择“设计花型”模式进入:注意此时花型只显示标志视图:2. 扩展花型:使用“处理步骤”工具栏中的符号:带模型时不带模型时这些图标含义如下表:(返回某一步时,可直接点击相应图标)CHEMTAX/STOLL Training Center 教程三2图标含义基础花型。
飞龙横机打版软件V2使用说明书
开元.横机制版软件V2 软件使用说明书至2011目录一、系统操作界面 (1)二、主工具栏说明 (2)1.1 新建图像 (2)1.2 打开图像 (3)1.3 保存图像 (4)2.1 图像剪切 (4)2.2 图像粘贴 (4)2.3 图像清除 (5)2.4 绘图撤消 (5)2.5 绘图重做 (5)3.1 视图缩放 (5)3.2 绘制控制区窗口 (5)3.3 窗口全屏 (5)4.1 图像参数设置 (6)4.2 系统选项设置 (6)4.3 显示的设置 (7)4.4 绘线选色 (7)4.5 图像解析 (10)4.6 编译输出 (10)三、绘图工具说明 (12)1. 基本绘图: (13)1.1. 画点 (13)1.2. 直线 (13)1.3. 曲线 (13)1.4. 矩形 (13)1.5. 画椭圆 (14)1.6. 多边形 (14)1.7. 填充 (14)1.8. 文本输入 (14)1.9. 选择换色 (15)1.10. 直接换色 (15)1.11. 矩形选择 (15)1.12. 任意选择 (16)1.13. 插针 (16)1.14. 删针 (17)1.15. 插行 (17)1.16. 删行 (17)2. 其它绘图: (17)2.1. 隔针换色 (17)2.2. 隔行换色 (18)2.3. 隔针插色 (18)2.4. 隔行插色 (18)2.5. 针床置换 (18)2.6. 选择置换 (19)2.7. 解分编织 (19)2.8. 绘制收针 (19)2.9. 收放针 (20)2.10. 平收放针 (21)2.11. 其它编织 (22)2.12. 表单成衣 (23)3. 复制与组织: (24)3.1. 保存印章 (24)3.2. 选取印章 (25)3.3. 线条印章 (25)3.4. 平铺印章 (25)4. 参数与数据: (26)4.1. 段数参数 (26)4.2. 排列纱嘴 (26)4.3. 检测纱嘴 (26)4.4. 提花纱嘴 (26)5. 其它的功能 (27)5.1. 光标 (27)5.2. 缩放 (27)四、其它说明 (27)1. 色表说明 (27)2. 信息状态框说明 (28)3. 状态栏说明 (28)4. 绘图画布区说明 (28)五、菜单说明 (28)1. 文件菜单 (28)2. 编缉菜单 (29)3. 图像菜单 (29)4. 视图菜单 (29)5. 帮助菜单 (29)六、绘图约定 (29)1. 区域约定 (29)1.1. 编织图约定 (30)1.2. 提花图约定 (30)1.3. 机器编织工作图约定 (30)2. 控制区约定 (31)3. 色号约定 (32)1.1. 基本编织色号 (32)1.2. 编织颜色 (32)1.3. 纱嘴颜色 (33)1.4. 收针颜色 (33)1.5. 平收针颜色 (34)1.6. 单次翻针收针颜色 (34)1.7. 其它收针颜色 (35)1.8. 翻针并编织功能颜色 (35)1.9. 绞花颜色 (36)1.10. 补充颜色 (36)4. 成衣约定 (37)1.1. 基本约定 (37)1.2. 收针约定 (37)1.3. 领子约定 (38)5. 工艺表单约定 (38)附录 (41)1. 快捷键一览表 (41)2. 调机默认密度参数 (41)一、系统操作界面运行系统后,系统进入操作主界面,如下图所示,系统界面分为:工具栏、绘图工具栏、色表、信息状态框、绘图区。
打版系统使用说明
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19.
控制列及数据列的识别
左边的白色区域 、定义为控制列 右边的浅绿色区域、定义为为花型数据区域
控制列的作用
• • • • • • • • • • • • • • • • • • 在FLOWER文件中的控制列、我们用L1,…L24来表示。下面我们来主要介绍一下控制列 作用 控制、速度、密度、移圈三角、后床横移以防、后床横移方向、后床横移针数、卷取方向、卷取量。 L1 ----集圈无密度控制、输入颜色1控制一系统前床、颜色2控制一系统后床、颜色3控制一系统前后床。 L2 ----集圈无密度控制、输入颜色1控制二系统前床、颜色2控制二系统后床、颜色3控制二系统前后床。 L5——控制机器运行速度。可输入颜色1,颜色2……颜色6中的一种来表示。数字越大速度越慢。 L7——控制前针床的织针编织密度“压针密度”可输入1– 64 种颜色来表示。数字越大密度越松。 L8——控制后针床的织针编织密度“压针密度”可输入1– 64 种颜色来表示。数字越大密度越松。 压针密度即为衣片密度,可输入1– 64 种颜色来表示。数字越大密度越松。前后针床密度一般都要支开,以方 便在横机上调出满意的衣片密度。 L11——控制移圈三角(即翻针)。可输入颜色1,颜色2,颜色3中的一种来表示。颜色1表示线圈从前针床 翻到后针床;颜色2表示线圈从后针床翻到前针床;颜色3表示线圈前后对翻。一般多用颜色3来控制。 L15——当摇床大于或等于2针时,方在此列点上颜色1。 L16——控制摇床方向。颜色1表示后针床向右移;颜色2表示后针床向左移。 L17——若花型需移整数针时,则由此列控制。颜色1表示移1针,颜色2表示移2针……依此类推。但最多只 可移12针。 L18——若花型需移非整数针时,则由此列控制。颜色1表示移1/2针;颜色2表示移1/3针;颜色3表示移2/3 针;颜色4表示移1/4针;颜色5表示移3/4针。 (注):1/2针用于1+1罗纹编织;1/3针等用于翻针编织。翻针编织中的几分之几并不表示一个绝对的数值, 而是保证花型中每颗针均能翻到的一个相对的位置。 L19——控制卷取方向。颜色1表示前进;颜色2表示后退。 L20——控制卷取量(即拉力)。可输入颜色1……颜色32中的一种来表示。数值越大拉力越大。此卷取为 间断性卷取。 L21——卷取连。与L20类似,唯一不同的是此卷取为连续不断的卷取。 (注):所有控制列中的颜色信息都对应着花型数据区域中的颜色信息。即遵循“一行对应一行”的原理。 • 在“新建”按纽的下面,有一个长方形的“颜色”控制面板。单击控制面板右边的黑色三角形可以弹出面 板菜单。您可以将它的滚动条上下拖动,以选择所需要的颜色。如下图所示:
电脑横机针法
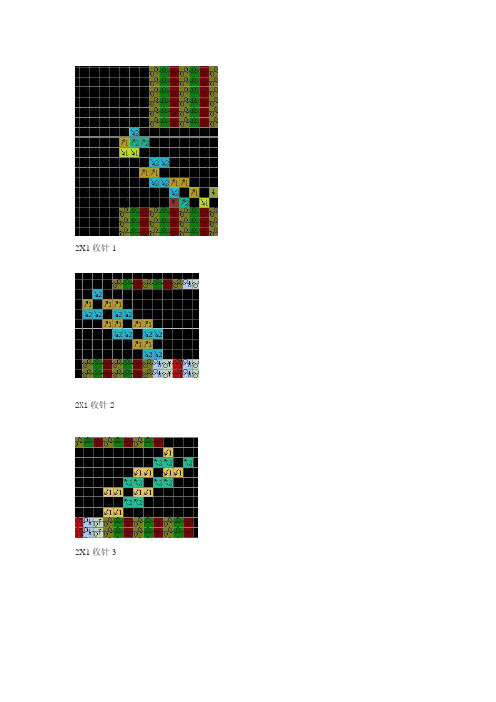
2X1收针1 2X1收针2 2X1收针3四平收针1 四平收针2四平收针3 图片:描述:图2图片:1.花样排列可以控制编织的区域,即在针床上可以设置起针点如:50针开展编织,毕卡索自动出带默认的是起针点为1,一般按顺读;2.如果客户想把排针去掉几针,就可以更改开始、结束值(指PAT花样),比如花样2111 111112,第一针各第十针反针不需要了,就把开始1改为2,结束10改为9;3.重复:用户可以自己把PAT花样,比如设计8*8花样测试机器是否乱花,花样就改16个色码,8个1、8个2,以12针为例满针排如图24. 可以排多条门巾;...其它功能有兴趣的可以自己上机试,但因版本不同未必能实现。
本测试有可能损坏机器,对此本人不负任何责任。
谢谢祝你好运的建议:坛主,我发现我们所交流的名词不是很统一,我现在在广东省,有时候说的人家都不懂,可以想办法统一一下吗?或是分一下区域什么的。
转贴请保留版权信息:本贴原创于中国针织技术网论坛-电脑横机针织技术论坛/bbs本贴原出处:/bbs/htm_data/16/0501/1064.html现在我们把它归类在一起,方便大家查阅、对照。
例如:单面=单边=纬平针四平=双边=满针罗纹正针=前板=面针=表目反针=后板=底针=里目1行=1目=半专添纱=盖面=双梭=吭毛=拉架套针=拷针=平收元筒=空气层=空转罗纹空气层=四平空转提花=拨花=jacquard工艺=吓数作程序=制版集圈=吊目=打花=tuck密度=字码=度目=拉力拉字码=拉目牵拉梳=起底板嵌花=引塔夏=挂毛=intarsia绞花=扭绳=麻花=拧麻花=绞八结鸟眼=芝麻底=bird eye空气层双面提花=圆筒拨花横条提花=三平拨花抽条=坑条=正反针=正反组织=表里目=令士links下摆=罗纹=下兰贴=贴边=门襟=附件纱嘴=梭子头=喂纱器=导纱器=yarn feeder滑块=梭箱(纱嘴上面与轨道摩擦的那块塑料)波纹=扳花纱罗=挑花罗纹空气层= 四平空转滑针=架空编织单面有虚线提花=拨花单面无虚线=挂毛大葱提供:毛衫常用织法单边——单机板满针,左右起针三角控制键全开,字码适当。
(完整word版)电脑横机制版软件(word文档良心出品)
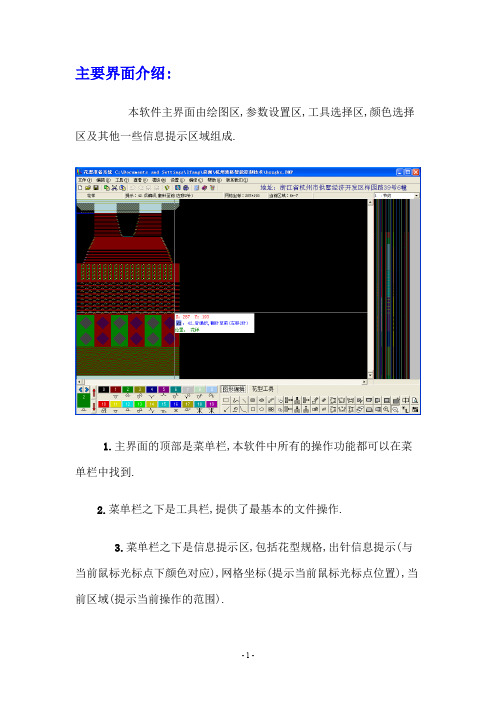
主要界面介绍:本软件主界面由绘图区,参数设置区,工具选择区,颜色选择区及其他一些信息提示区域组成.1.主界面的顶部是菜单栏,本软件中所有的操作功能都可以在菜单栏中找到.2.菜单栏之下是工具栏,提供了最基本的文件操作.3.菜单栏之下是信息提示区,包括花型规格,出针信息提示(与当前鼠标光标点下颜色对应),网格坐标(提示当前鼠标光标点位置),当前区域(提示当前操作的范围).4.中间最左侧是花型绘制区,所有的绘图工作在该区域中完成.5.中间最右侧是参数设置区域,与编织相关的参数(如密度,编织速度,使用的纱嘴等等).6.底部左侧是颜色选择区域,(本软件中每一种颜色代表一种出针信息,如"1"号色代表前编织,"3"号色表示四平针) 共256种颜色.7.底部右侧是工具选择区域,分为图形编辑和花型工具.(其中包括了"画笔","直线","矩形"等等操作工具).文件说明:花型经过编译编译后共产生*.BMP,*.INA,*.OPT,*.CNT,*.PAT,*.UWD,*.PXP,*.YSY,*.BTH,*.WOK 等10个文件,其中*.CNT,*.PAT和*.WOK为数据编译后产生的文件.各个文件的作用含义如下:*.BMP文件:花型位图文件,本系统只支持256色的BMP位图位图文件.它保存了您所设计的花型图样.您也可以打开用其他软件(如系统自带的画图板等)绘制好的图形(格式必须为256色BMP格式).*.INA文件:提花,嵌花相关信息文件,其格式也是256色的BMP 文件格式.其颜色没有特别含义.他记录了提花,嵌花或V领的相关信息.*.OPT文件:参数文件,它记录了编织物的相关参数(如密度,提花,沙嘴,速度,摇床等信息),此类参数以行为单位进行设置.*.CNT文件:动作信息文件,电脑横机最终根据该文件中的信息动作.该文件在数据经过编译后产生.*.PAT文件:花样信息文件,该文件记录了编织物的花样信息,该文件要配合*.CNT文件才有意义.该文件也是数据经过编译后产生.*.UWD文件:使用者信息文件,记录相关的使用者信息.*.YSY文件:纱嘴信息文件,该文件记录了各个纱嘴的初始位置信息,以及提花是用到的纱嘴组设置信息.*.WOK文件:编织参数信息文件,记录编织物的编织参数.以上文件中用户主要操作*.BMP,*.INA,*.OPT,*.YSY文件. *.CNT,*.PAT文件主要由计算机根据用户所操作的文件自动产生.当花型设计完成后用户只需要将*.CNT,*.PAT文件用U盘复制到电脑横机上即可.工具栏工具栏:从左到右依次为“新建工程”,“打开工程”,“保存工程”,“复制”,“剪切”,“粘贴”,“花型撤消”,“花型重复”,“参数撤消”,“参数重复”,“编译生成动作文件”,“查看动作文件”,“模拟线圈图”,“计数器”,“帮助文档”,“画图板”。
织带提花写花打版设计软件上机高级教程精选

鴻圖寫花製版系統使用說明書(1) 系統介紹及要求“FCW2000 SYSTEM”你可將此軟件載入IBM原裝機或PC兼容機即可輕易地設計及生產商標(織造)。
“FCW2000 SYSTEM”電腦織造設計系統又名電腦劃花系統,其實這個系統不單只包括寫花,還包括畫花功能輸出控制織機的程式。
主要是利用電腦畫花系統的獨特功能,從而方便由掃瞄,繪畫到輸出電腦訊號碟等功能。
整個系統包括電腦、系統和操作軟件三個部份。
FCW2000是一個最先進的32 bit電腦Cad System,最基礎的是一個486或以上的硬件,操作系統是Microsoft Window 9X:(A) (基本電腦硬件) 486, P5或Pentium II CPU(B) (基本操作系統) Windows 9X(C)(應用軟件) FCW2000基本電腦硬件電腦中央處理器1 X 586 166 mhz32 MB RAM 主版記憶1 X 2.1 GB 硬碟機1 X Winfast 280顯示咭1 X Acecad 12 x 12數字化儀感應筆壹套1 X 3.5” 1.44 MB磁碟機 (TEAC)1 X 101鍵盤彩色高分辨顯示屏1 X 20”彩色影像掃瞄系統1 X A4 size (EPSON GT-610c或HP 5P)彩色噴墨打印機 1 X A4 size (Epson color stylus 660)這些電腦硬件都是市面上能隨便買到的,中央處理器本身的速度則可直接控制以後你操作軟件速度。
*其中硬盤儲藏量大小,是可以控制你的儲藏花的容量。
*(應用軟件) FCW2000控制游標的方法可採用數位板或滑鼠,數位板除可以控制準確的劃圖位置外,還可以有較好的速度,但滑鼠則是在市面上比較流行而較為多人習慣的工具,價錢亦比較便宜。
數位板上有筆或鍵鼠形的控制器,這是用來控制游標的位置。
筆或鍵鼠移動時,游標亦會跟著移動。
在筆上有兩個制,一個是按鈕式筆頭和一個在筆杆上的按鈕,這兩個制可以在畫圖時作出很多的功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•双面提花的背台组织介绍
–全选(统吃,全吃),每次编织过程中所 有的后床针都参见编织 图例
1 2 3 4 1 2 3 4
2 3 4 1 2 3 4 1 3 4 1 2 3 4 1 2
4 1 2 3 4 1 2 3
• 适用范围 :三色以上
注:5色以上隔针多易漏针
• 袋(空气层提花):按花纹要求如前床编 织则对 应的后床针不织;反之如在前床不织则对应后床编 织。
图例
编织示意图
• 适用范围 :只用于两色提花
注:边缘会出现开口现象。 解决办法 1 在边针上画芝麻点 2在前床编织的主纱要穿在大号纱嘴上 (在做纱嘴交换时不要搞混)
• 袋+鹿子:在编织袋的基础上做芝麻点出针 编织
编 织 示 意 图
1 2
适用范围 2~ 6色
1X1—A(鸟眼,芝麻点):前床按花纹要求出针, 后床1针隔一针出针参加编织,下一行的后床针 交换出针 例 两色1X1 背台组织 意 主色=1 2 1 匠 配色=2 1 2 图
三色1X1背台组织
意 匠 图 2 3 3 1 1 2 主色=1 配色=2,3
例 四色1X1 背台组织 意 匠 图 3 4 1 2 主色=1 配色=2
适用范围 : 2~6色
• 1X1A与1X1B的区别
– 背台出针方式一样但先后顺序不同,1X1A 第一针吃主色,1X1B第一针吃配色
2 1 1 2
1X1A
1 2 2 1
1X1B
主 色 = 11 配色=2
• 鹿子:后床以1针隔(n-1)只针参加编织, 背面成斜纹图案
注:n=提花颜色数 例:三色鹿子背台组织 1 2 3 1 2 3 意 匠 2 3 1 2 3 1 图 3 1 2 3 1 2 四色鹿子背台组织 主色=1 配色=234 主色=1 配 色 = 2 ,3