盒形件拉深成形过程数值模拟的研究现状
盒形件拉深研究的进展

第二章 盒形件拉深研究的进展第二章 盒形件拉深研究的进展盒形件广泛应用于电子部件和汽车部件中,如电池盒、半导体盒和汽车反光镜、汽车油箱等。
在实际生产中拉深件多为非轴对称形状,而盒形件是典型的非轴对称形的拉深件,在盒形件拉深过程中材料的变形较为复杂,因此以盒形件为研究对象对拉深工艺作进一步的探讨更具有实际意义。
盒形件也是金属薄板拉深成形中较为典型的冲压件,其变形规律具有一定的典型性,研究这类件的成形规律,不仅对这类件成形工艺参数和工艺步骤的确定是至关重要的,同时也是进一步认识复杂件成形规律的基础。
在板料成形领域,拉深是最常用、最重要的成形方法。
在目前的理论研究中,对圆筒件拉深的研究可以说已经非常成熟,现在已经有几个比较成熟的评定参数来衡量拉深件的拉深能力,比如与工艺条件相关的极限拉延比(TLDR, Technological Limiting Drawing Ratio)[80][81]等。
但是,对于盒形件来说,由于成形情况较为复杂,既包括圆角部分的圆筒形拉深,又存在直边上的弯曲和拉延;另外,盒形件的应力应变状态也很难分析。
因此,人们在实验研究和经验分析的基础上对盒形件的拉深成形进行了大量的研究。
2.1 成形机理盒形件是一种非轴对称的零件,它的筒壁是由直边部分与圆角部分构成。
拉深变形时,应力、应变在变形区内沿周边的分布很不均匀,而且随着零件的几何参数、毛坯形状以及拉深条件的变化,其不均匀程度也会变化[21]。
此外还有板材本身的各向异性等,这些构成了盒形件拉深的一系列特点,也是盒形件拉深的难点所在。
因此,人们对于盒形件的成形机理,缺陷的分析,成形极限和材料各向异向性对拉深的影响等作了大量的研究。
由于盒形件形状的非轴对称性和自身结构的复杂性,决定了盒形件成形时不同于圆筒形件最大特点就是不均匀性,这种不均匀性主要体现在以38吉林大学硕士研究生学位论文下几个方面:1) 受力分布不均匀性盒形件拉深变形过程中,在法兰变形区,圆周部分的正应力沿切向和径向的分布、直边部分正应力沿横向和纵向的分布都是不均匀的。
椭圆盒拉深成形的数值模拟
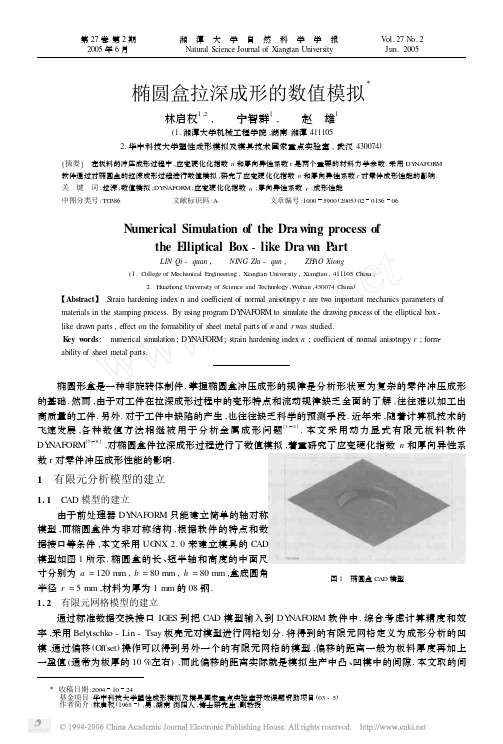
椭圆盒拉深成形的数值模拟Ξ林启权1,2, 宁智群1, 赵 雄1(1.湘潭大学机械工程学院,湖南湘潭4111052.华中科技大学塑性成形模拟及模具技术国家重点实验室,武汉430074)[摘要] 在板料的冲压成形过程中,应变硬化化指数n 和厚向异性系数r 是两个重要的材料力学参数.采用DY NAFORM软件通过对椭圆盒的拉深成形过程进行数值模拟,研究了应变硬化化指数n 和厚向异性系数r 对零件成形性能的影响.关 键 词:拉深;数值模拟;DY NAFORM;应变硬化化指数n ;厚向异性系数r ;成形性能中图分类号:TG 386 文献标识码:A 文章编号:10005900(2005)02013606Numerical Simulation of the Dra wing process ofthe E lliptical Box -like Dra w n P artLIN Qi -quan , NING Zhi -qun , ZH AO Xiong (1.C ollege of M echanical Engineering ,X iangtan University ,X iangtan ,411105China ;2.Huazhong University of Science and T echnology ,Wuhan ,430074China )【Abstract 】 S train hardening index n and coefficient of normal anis otropy r are tw o important mechanics parameters ofmaterials in the stamping process.By using program DY NAFORM to simulate the drawing process of the elliptical box -like drawn parts ,effect on the formability of sheet metal parts of n and r was studied.K ey w ords : numerical simulation ;DY NAFORM ;strain hardening index n ;coefficient of normal anis otropy r ;form 2ability of sheet metal parts..掌握椭圆盒冲压成形的规律是分析形状更为复杂的零件冲压成形的基础.然而,由于对工件在拉深成形过程中的变形特点和流动规律缺乏全面的了解,往往难以加工出高质量的工件.另外.对于工件中缺陷的产生,也往往缺乏科学的预测手段.近年来,随着计算机技术的飞速发展,各种数值方法相继被用于分析金属成形问题[1~4].本文采用动力显式有限元板料软件DY NAFORM [5~8],对椭圆盒件拉深成形过程进行了数值模拟,着重研究了应变硬化指数n 和厚向异性系图1 椭圆盒CAD 模型数r 对零件冲压成形性能的影响.1 有限元分析模型的建立1.1 C AD 模型的建立由于前处理器DY NAFORM 只能建立简单的轴对称模型,而椭圆盒件为非对称结构,根据软件的特点和数据接口等条件,本文采用UG NX 2.0来建立模具的C AD模型如图1所示.椭圆盒的长、短半轴和高度的中面尺寸分别为a =120mm ,b =80mm ,h =80mm ,盒底圆角半径r =5mm ,材料为厚为1mm 的08钢.1.2 有限元网格模型的建立通过标准数据交换接口IGES 到把C AD 模型输入到DY NAFORM 软件中.综合考虑计算精度和效率,采用Belytschko -Lin -Tsay 板壳元对模型进行网格划分.将得到的有限元网格定义为成形分析的凹模,通过偏移(O ffset )操作可以得到另外一个的有限元网格的模型,偏移的距离一般为板料厚度再加上一盈值(通常为板厚的10%左右),而此偏移的距离实际就是模拟生产中凸、凹模中的间隙.本文取的间第27卷第2期2005年6月 湘 潭 大 学 自 然 科 学 学 报Natural Science Journal of X iangtan University V ol.27N o.2Jun.2005Ξ收稿日期:20041024 基金项目:华中科技大学塑性成形模拟及模具国家重点实验室开放课题资助项目(03-5) 作者简介:林启权(1965),男,湖南浏阳人,博士研究生,副教授.隙值为1.1mm.由于本文研究的椭圆盒件不适合手动划分网格,所以采用自适应网格.参数设置:弹性模量为2.07×105MPa ,泊松比为0.28,屈服点σs =648MPa ,摩擦系数为0.3,板料厚度1mm.Dynaform 计算程序采用动力显式算法,稳定性条件的限制使计算时间步长不能太大,它是影响计算效率的关键因素.模拟实际的冲压过程,需要引人虚拟冲压速度或虚拟质量.本文取凸模运动速度为4000mm/s.虚拟质量对时间的缩放步长系数取10-6s ,采用定常压边力,压边力取50kN.2 数值模拟分析2.1 应变硬化指数对成形性能的影响表1给出了模拟成形中硬化指数n 的取值范围.表1 模拟成形参数硬化指数n压边力ΠkN 凸、凹模圆角半径Πmm 拉延筋摩擦系数虚拟冲压速度Πmm ・s -10.18505无0.1140000.20505无0.1140000.22505无0.1140000.24505无0.114000 拉深成形时对成形性的考察可以通过对拉深方向最大应力和最小厚度来进行.当最大应力过大而超过材料的极限值时就会发生拉裂现象.同样,当最小厚度太小,即减薄率太高,也越易拉裂.2.1.1 应变硬化指数对Z 方向应力的影响 图2为不同n 值时Z 方向应力场.(a )n =0.18 (b )n =0.20(c )n =0.22 (d )n =0.24图2 不同n 值时的Z 方向应力场从图2可以看出,最大应力都出现在凹模圆角下方的直壁部分,此处在拉深过程中容易出现拉裂现象.图3表示了n 对Z 方向最大应力的影响,由图可见,随着硬化指数的增大,最大应力逐渐减小,这就意味着越容易拉深成功,即拉深性能越好.731第2期 林启权等 椭圆盒拉深成形的数值模拟 图3 n 对Z 方向最大应力的影响2.1.2 硬化指数对制件厚度的影响 图4为不同n 值时厚度场分布图.(a )n =0.18 (b )n =0.20(c )n =0.22 (d )n =0.24图4 不同n 值时的厚度场分布图图5 n 对坯料最小厚度的影响从图4可以看出,最大减薄出现在与凸模圆角对应的部位,在拉深过程中此处也容易出现拉裂现象.图5为应变硬化指数n 对坯料最小厚度的影响,由图可见,随着应变硬化化指数n 的增大,最小厚度逐渐增加,这就意味着拉深时的减薄现象缓和,即拉深性能逐渐变好.总之,通过分析,可以很直观地看出,n 对拉深成形的影响明显,高的应变硬化化指数对拉深是很有利的.2.2 厚向异性系数r 对成形性能的影响表2为模拟成形中厚向异性系数r 的取值范围.831 湘 潭 大 学 自 然 科 学 学 报 2005年表2 厚向异性系数r 的取值范围厚向异性系数r压边力ΠkN 凸、凹模圆角半径Πmm 拉延筋摩擦系数虚拟冲压速度Πmm ・s -11.4505无0.1140001.6505无0.1140001.8505无0.1140002.0505无0.114000本试验将从拉深方向最大应力和最小厚度来考察厚向异性系数对成形性能的影响.2.2.1 厚向异性系数对Z 方向应力的影响 图6为不同r 值时的Z 方向应力场,图7为厚向异性系数对Z 方向最大应力的影响.(a )n =0.14 (b )n =0.16(c )n =0.18 (d )n =0.20图6 不同r 值时的Z 方向应力场图7 厚向异性系数对Z 方向最大应力的影响从图7的曲线可以看出,随着厚向异性系数的增加,拉深方向的最大应力在逐渐增加.2.2.2 厚向异性系数对制件厚度的影响厚向异性系数r 是指板料厚度方向与板平面方向比较,其变形的难易程度.图8为不同r 值时的厚度场分布图.931第2期 林启权等 椭圆盒拉深成形的数值模拟 (a )n =0.14 (b )n =0.16(c )n =0.1.8 (d )n =0.20图8 不同r 值时的厚度场分布图从图8可以看出:r 值越大,表示板料越不易在厚度方向变形,也就是越不易变薄或增厚;反之,r 图9 厚向异性系数对坯料最小厚度的影响值越小,越易在厚度方向变薄或增厚.因此,若增大r 值,使板料易于在宽度方向变形,则可减少起皱,有利于拉延进行和产品质量的提高.同样,材料r 值大,板料受拉时,厚度不易变薄,因而也不易产生拉裂.为更形象的说明这个变化规律,图9为厚向异性系数r 对坯料最小厚度的影响.由上图的r 值与最小厚度试验曲线关系,可以说明r 值越大,椭圆盒的最小厚度就越大,因此,板料的拉深性能越好.3 结 论通过对椭圆盒形件所进行的一系列数值模拟,可得出了以下结论:a .应变硬化指数n 对拉深成形影响明显,高的硬化指数对拉深是很有利的;b .向异性系数r 对拉深成形影响也较显著,厚向异性系数愈高,对拉深愈有利.硬化指数n 和厚向异性系数r 越大,板料的拉深成形性能越好,这和理论结果相符.所以在实际生产中,可以在模具设计完成之后,先利用计算机进行数值模拟分析,调整各参数值,以求得较好的成形效果,从而获取满意的冲压成形制品.41 湘 潭 大 学 自 然 科 学 学 报 2005年参 考 文 献[1] 李硕本.冲压工艺理论与新技术[M].北京:机械工业出版社,2002.LI Shuoben.S tam ping F orming Theory and New T echnology[M].Beijing :China M achine Press ,2002.[2] 梁炳文,陈孝戴,王志恒.板金成形性能[M].北京:机械工业出版社,1999.LIANG Bing -wen ,CHE N X iao -dai ,W ANG Zh -iheng.Sheet M etal F orming Property[M].Beijing :China M achine Press ,1999.[3] 中国机械工业教育协会组编.冷冲模设计及制造[M].北京:机械工业出版社,2003.China M achine Education Ass ociation :C old stam ping die design and manu facture[M].Beijing :China M achine Press ,2003.[4] 钟志华,李光耀.薄板冲压成型过程的计算机仿真与应用[M].北京:北京理工大学出版社,1998.ZH ONG Zhihua ,LI G uangyao.Numerical S imulation And Application of Sheet M etal S tam ping[M].Beijing :Beijing Institute of T echnology Press ,1998.[5] DY NAFORM User ’s M anual.Engineering T echnology Ass ociates Inc.,1999.[6] 雷君相.球面形零件冲压成形皱曲和破裂三极限的预报与控制[J ].塑性工程学报,1999,6(3):63-68.LEI Junxiang.Prediction and control of the wrinkling and fracture three limits on spherical shell drawing[J ].Journal of Plasticity Engineering ,1999,6(3):63-68.[7] 谭晶,赵振铎,孙胜.抛物面零件拉延成形的工艺参数研究[J ].锻压机械,2001,36(3):13-16.T AN Jing ,ZH AO Zhen -duo ,S UN Sheng.S tudy on process parameters of deep drawing of parabolic shaped piece [J ].F orging Press M achine ,2001,36(3):13-16.[8] 王东哲,娄臻亮.板材变压边力拉深成形方盒件数值模拟[J ].上海交通大学学报,2001,35(10):W ANG D ong -zhe ,LOU Zhen -liang ,ZH ANG Y ong -qing ,et al.Numerical S imulation of Variable Blank H older F orce in Box Deep Drawing[J ].Journal of Shanghai Jiaotong University.2001,35(10):1543-1546.(上接第130面)5 结 论本文提出了由3个CCII 器件构成的电流模式三输入、单输出多功能滤波器电路,比同类的滤波电路要简单,且具有以下一些优点:a .要的元器件较少;b .能实现多种滤波功能;c .ω0,Q 值可实现独立可调,且它们对无源元件的灵敏灵低;所有的电阻、电容接地,因而易于集成;d .信号由Z 端出,具有较强的电流输出能力.参 考 文 献[1] Chang C M ,Chen P C.Universal active current filter with three inputs and one output using current convey ors[J ].Int J E lectronics ,1991,71(5):817-819.[2] Chang C M ,Chien C C ,W ang H Y.Universal active current filter with three inputs and using current convey ors -Part2[J ].Int J E lectronics ,1994,76(1):87-89.[3] 王春华,郑洁如.单CCII 电流模式滤波器[J ].固体电子学研究与进展,1998,18(1):86-93.W ang Chunhua ,Zheng Jieru.Current -m ode Filters using a single CCII[J ].1998.18(1):86-93.[4] Chang C M ,Lee M.-S :Universal V oltage -m ode Filter with Three Inputs and one Output Using Three Current C onvey ors and V oltage F ollower[J ].E lectron lett ,1994,30(25-:2112-2113.[5] 何怡刚,江金光,吴杰.一种新颖的基于电流传送器的三输入单输出多功能滤波器[J ].电子测量与仪器学报,1998,12(2):70-73.He Y igang ,Jiang Jinguang ,W e Jie.A new current convey or -based multiple functional filter with three inputs and one output[J ].Journal of E lectron 2ic M easuement and Instrument ,1998,12(2):70-73.141第2期 林启权等 椭圆盒拉深成形的数值模拟 。
《拼焊板方盒件拉深成形变压边力曲线预测》范文

《拼焊板方盒件拉深成形变压边力曲线预测》篇一一、引言随着现代工业技术的快速发展,金属板材的成形工艺在制造业中扮演着越来越重要的角色。
拼焊板方盒件作为其中一种常见的金属制品,其拉深成形工艺是制造过程中的关键环节。
在这一过程中,变压边力曲线的预测和控制对于保证产品质量、提高生产效率具有重要意义。
本文旨在研究拼焊板方盒件拉深成形过程中变压边力曲线的预测方法,以期为相关领域的科研和工程实践提供理论支持。
二、文献综述在过去的研究中,学者们对金属板材的拉深成形工艺进行了广泛的研究。
其中,变压边力曲线作为影响拉深成形效果的重要因素,受到了越来越多的关注。
目前,预测变压边力曲线的方法主要包括经验公式法、有限元模拟法等。
然而,这些方法在预测拼焊板方盒件拉深成形过程中仍存在一定局限性,如经验公式法难以准确反映实际工艺条件的变化,有限元模拟法计算量大、耗时等。
因此,本文将尝试采用新的方法对变压边力曲线进行预测。
三、方法与模型本文采用基于神经网络的预测模型对拼焊板方盒件拉深成形过程中的变压边力曲线进行预测。
首先,收集相关工艺参数和实验数据,包括板材厚度、模具形状、摩擦系数等。
然后,建立神经网络模型,将工艺参数和实验数据作为输入,变压边力曲线作为输出。
通过训练神经网络模型,使其能够根据输入的工艺参数预测出相应的变压边力曲线。
四、实验设计与结果分析为了验证模型的准确性,我们设计了一系列实验。
在实验中,我们改变了板材厚度、模具形状、摩擦系数等工艺参数,并记录了拉深成形过程中的变压边力曲线。
将实验数据与神经网络模型的预测结果进行对比,发现模型具有较高的预测精度。
此外,我们还分析了不同工艺参数对变压边力曲线的影响,为实际生产过程中的参数优化提供了依据。
五、讨论与结论通过本文的研究,我们发现基于神经网络的预测模型可以有效地预测拼焊板方盒件拉深成形过程中的变压边力曲线。
这一方法具有较高的预测精度和较好的泛化能力,可以应用于实际生产过程中的参数优化和质量控制。
板材变压边力拉深成形方盒件数值模拟
板材变压边力拉深成形方盒件数值模拟
王东哲;娄臻亮;张永清;何丹农
【期刊名称】《上海交通大学学报》
【年(卷),期】2001(35)10
【摘要】板料在拉深成形过程中的压边力是一个变化的量 ,其值大小是板材拉深成形中的重要工艺参数 .由于实验条件的限制 ,采用数值模拟方法研究了方盒件在变压边力加载条件下的拉深成形 ,通过对工件壁厚分布和成形极限图的数值模拟 .结果表明 ,变压边力拉深成形技术能够使恒定压边力条件下拉深失效的零件成功拉深 ,并可以充分利用板材 .通过控制拉深过程压边力值的大小和分布 ,能有效地控制金属的流动 ,提高板材的成形性能 .
【总页数】4页(P1543-1546)
【关键词】压边力;拉深;数值模拟;板材;方盒件
【作者】王东哲;娄臻亮;张永清;何丹农
【作者单位】上海交通大学模具CAD工程研究中心
【正文语种】中文
【中图分类】TG386.32
【相关文献】
1.方盒形件分区压边方式拉深压边力的数值模拟 [J], 黄国权;郝美刚;程立
2.矩形件拉深成形变压边力的数值模拟研究 [J], 张旭东;吴建军
3.基于压边力控制方盒形件拉深成形的数值模拟 [J], 黄国权;郝美刚
4.基于Dynaform的方盒形件拉深压边力的数值模拟 [J], 贺斌;邵世芬;罗丽
5.数值模拟波动压边力对拉深件成形质量的影响 [J], 王远钟;董定福;俞芙芳
因版权原因,仅展示原文概要,查看原文内容请购买。
方盒形件分区压边方式拉深压边力的数值模拟

方盒形件分区压边方式拉深压边力的数值模拟黄国权;郝美刚;程立【摘要】板料拉深成形是冲压生产中的一种少、无切削的先进加工方法,拉深成形的重要工艺参数之一是压边力,是保证零件成形质量的关键.根据方盒形件的拉深成形特点,将压边圈设计为直边区域、法兰转角区域及直边与转角交界区域的十六块分区压边方式,并对分区压边圈在不同压边力加载模式下进行了模拟分析.分析结果表明:对于方盒形件的拉深,将压边圈设计为适当的分区结构、各分区压边圈采取合理的变压边力加载模式可以充分改善板料的成形性能、达到抑制板料起皱和延缓破裂以及提高板料拉深成形质量.%Deep drawing sheet metal is advanced processing method with little or no cutting in stamping production.One of the important parameters in deep drawing process is blank-holder force, which is the key to ensure the quality of parts. According to the deep drawing characteristics of square box part, the mode of blank-holder is proposed,which is designed into the straight boundary,the corner part of flange and the sixteen segmented blank-holder mode.The simulation is made on the segmented blank-holder under the condition of different blank-holder forces.The analysis simulation results show that as to the design of blank-holder into the appropriate segmented structure, taking reasonable variable blank-holder force in each segmented blank-holder can give fully play to the sheet metal forming, achieving the effect of inhibiting wrinkling in sheet metal and delaying failure and improving the quality of sheet metal deep drawing.【期刊名称】《机械设计与制造》【年(卷),期】2012(000)009【总页数】3页(P190-192)【关键词】方盒形件;拉深;压边力;分区压边方式;数值模拟【作者】黄国权;郝美刚;程立【作者单位】哈尔滨工程大学机电工程学院,哈尔滨150001;哈尔滨工程大学机电工程学院,哈尔滨150001;中国电子科技集团公司第49所,哈尔滨150011【正文语种】中文【中图分类】TH16;TG3861 引言方盒形拉深工件是一种典型的非旋转体零件,拉深成形过程中变形区的应力、应变的分布比较复杂,沿周边是不均匀分布的。
《拼焊板方盒件拉深成形变压边力曲线预测》

《拼焊板方盒件拉深成形变压边力曲线预测》篇一一、引言随着现代工业技术的不断发展,金属板材的成形工艺在众多领域中得到了广泛应用。
其中,拼焊板方盒件的拉深成形工艺因其高效率、低成本及良好的产品性能等优点,成为了工业生产中的关键环节。
然而,该工艺的复杂性要求对变压边力曲线进行准确预测,以确保产品的成形质量和生产效率。
本文旨在研究拼焊板方盒件拉深成形过程中变压边力曲线的预测方法,以期为工业生产提供理论支持和实用指导。
二、文献综述在金属板材拉深成形过程中,变压边力曲线的预测是一个复杂而重要的环节。
过去的研究主要集中在通过数值模拟和实验研究来分析变压边力曲线的变化规律。
其中,数值模拟方法具有较高的预测精度和较快的计算速度,而实验研究则能提供更为真实的数据支持。
然而,由于拼焊板方盒件拉深成形的复杂性,这两种方法在预测变压边力曲线时仍存在一定的局限性。
三、拼焊板方盒件拉深成形原理及特点拼焊板方盒件拉深成形是一种利用模具将金属板材拉伸成特定形状的工艺。
该工艺具有高效率、低成本及良好的产品性能等优点。
然而,由于金属板材的物理特性和模具的几何形状等因素的影响,拼焊板方盒件拉深成形过程中存在着复杂的力学行为和变形过程。
因此,准确预测变压边力曲线对于控制产品的成形质量和提高生产效率具有重要意义。
四、变压边力曲线预测方法为了准确预测拼焊板方盒件拉深成形过程中的变压边力曲线,本文提出了一种基于数值模拟和实验研究相结合的方法。
首先,通过有限元分析软件对拼焊板方盒件拉深成形过程进行数值模拟,分析不同工艺参数对变压边力曲线的影响。
其次,结合实验研究,对数值模拟结果进行验证和修正,以提高预测精度。
最后,根据数值模拟和实验研究的结果,建立变压边力曲线的预测模型,为实际生产提供理论支持和实用指导。
五、实验设计与结果分析为了验证所提出的变压边力曲线预测方法的准确性,我们设计了一系列实验。
首先,根据不同的工艺参数,制备了多个拼焊板方盒件样品。
基于Dynaform的盒形件拉深成形仿真技术研究
基于Dynaform的盒形件拉深成形仿真技术研究I. 前言- 研究背景和意义- 国内外研究现状II. 盒形件拉深成形仿真技术概述- 相关概念和定义- 成形工艺及其特点- 成形过程仿真技术的发展状况III. 基于Dynaform的盒形件拉深成形仿真技术研究方法- Dynaform仿真软件的基本原理与应用- 盒形件拉深成形仿真参数分析- 仿真结果的评价IV. 实验研究和结果分析- 实验材料与装置介绍- 不同参数对盒形件成形仿真结果的影响分析- 实验结果分析与讨论V. 结论与展望- 研究结果的总结- 存在的不足和改进方案- 未来研究的方向和意义注:Dynaform是一款工业成形仿真软件,可用于汽车、航空、电子等多个行业的产品设计和制造。
盒形件拉深成形是指在平面金属板上通过压力的作用将其拉伸成为三维盒状结构的成形过程。
第一章前言盒形件是目前工业制造中常用的形状之一,它具有结构稳定、装配简便等特点,在汽车、航空、电子等行业得到广泛应用。
其中,盒形件拉深成形是一种广泛应用的成形工艺,通过将平板金属拉深成为三维盒状结构,可以满足各种不同制造需求。
盒形件拉深成形技术的优化和研究对于提高制造质量和降低成本具有重要意义。
目前,工业领域中盒形件拉深成形仿真技术的研究和发展正在加速推进。
本研究将基于Dynaform工业成形仿真软件,探究盒形件拉深成形仿真技术的研究方法和实验结果。
通过分析盒形件拉深成形中的过程及其特点,探讨仿真技术在盒形件拉深成形中的应用,帮助企业提高盒形件的制造效率、降低成本和提高质量。
第二章盒形件拉深成形仿真技术概述2.1 相关概念和定义盒形件拉深成形是将平板金属拉深成为三维盒状结构的成形过程,这种成形方式具有成型精度高、制造周期短、使用范围广等优点。
盒形件拉深成形的关键技术是金属的可延性,也就是通过力的作用,将金属拉深到所需的形状。
2.2 成形工艺及其特点盒形件拉深成形是一种多工序的工艺,需要经过下料、折弯、切口等工序,其中最关键的是拉深成形工序。
《拼焊板方盒件拉深成形变压边力曲线预测》范文
《拼焊板方盒件拉深成形变压边力曲线预测》篇一一、引言随着现代工业技术的快速发展,金属板材的成形工艺在制造业中占据着越来越重要的地位。
其中,拼焊板方盒件的拉深成形技术是金属板材加工中的关键环节之一。
而在拉深成形过程中,变压边力曲线的预测对于提高产品质量、优化工艺参数以及降低生产成本具有重要意义。
本文旨在研究拼焊板方盒件拉深成形过程中变压边力曲线的预测方法,为实际生产提供理论依据和技术支持。
二、文献综述在拼焊板方盒件拉深成形过程中,变压边力曲线的研究已经引起了广泛关注。
前人通过实验和数值模拟等方法,对变压边力曲线的变化规律进行了深入探讨。
实验结果表明,变压边力曲线受多种因素影响,如板材的材质、厚度、表面处理等。
此外,模具的设计和工艺参数也会对变压边力曲线产生影响。
数值模拟方法则可以更直观地反映变形过程中的应力、应变等物理量变化,为预测变压边力曲线提供了一种有效手段。
三、材料与方法本研究采用数值模拟方法,通过有限元分析软件对拼焊板方盒件拉深成形过程进行建模。
在模型中,考虑到板材的材质、厚度、表面处理等因素,以及模具的设计和工艺参数等影响因素。
通过输入相应的材料参数和边界条件,模拟出拉深成形过程中的应力、应变等物理量变化。
在此基础上,进一步分析变压边力曲线的变化规律。
四、结果与讨论1. 模拟结果通过有限元分析软件的模拟,我们得到了拼焊板方盒件拉深成形过程中各阶段的应力、应变等物理量变化情况。
在此基础上,我们进一步得到了变压边力曲线的变化规律。
2. 结果分析(1)变压边力曲线的变化规律在拼焊板方盒件拉深成形过程中,变压边力曲线呈现出明显的阶段性变化。
在初期阶段,由于板材的弹性变形,变压边力逐渐增大;随着变形的深入,进入塑性变形阶段,变压边力逐渐趋于稳定;当变形到达一定程度时,由于板材的破裂或模具的摩擦等因素,变压边力又会出现明显的波动。
(2)影响因素的分析通过对模拟结果的分析,我们发现板材的材质、厚度、表面处理等因素以及模具的设计和工艺参数等都会对变压边力曲线产生影响。
《拼焊板方盒件拉深成形变压边力曲线预测》
《拼焊板方盒件拉深成形变压边力曲线预测》篇一一、引言在金属板材加工中,深拉成形是一个常见的工艺,其中对材料、工艺参数及设备的选择具有重大影响。
随着科技的进步和产品结构的复杂性增加,拼焊板方盒件拉深成形技术在工业生产中得到了广泛应用。
变压边力(Tonn)作为一种重要的工艺参数,对成形过程及最终产品的质量起着决定性作用。
因此,预测变压边力曲线成为深拉成形工艺的关键。
本文旨在研究拼焊板方盒件拉深成形过程中变压边力曲线的预测方法。
二、材料与方法1. 材料准备本实验采用不同厚度、不同材质的金属板材作为研究对象,包括拼焊板方盒件等。
2. 实验方法(1)采用先进的深拉成形设备进行实验,包括设备参数的设定、模具的选择等。
(2)在实验过程中,通过改变变压边力的大小,观察并记录方盒件拉深成形的变化情况。
(3)采用数值模拟软件,对实验过程进行模拟,并建立数学模型,预测变压边力曲线。
三、结果与分析1. 实验结果通过实验和数值模拟,我们得到了不同条件下拼焊板方盒件拉深成形的变压边力曲线。
曲线表明,随着变压边力的变化,方盒件的形状、尺寸及质量均有所变化。
2. 数据分析(1)通过对实验数据的分析,我们发现变压边力对拼焊板方盒件拉深成形的影响显著。
在一定的范围内,增加变压边力可以改善方盒件的成形质量,但过大的变压边力可能导致板材破裂或过度变形。
(2)通过数值模拟软件建立的数学模型,我们可以预测不同条件下拼焊板方盒件拉深成形的变压边力曲线。
模型考虑了板材厚度、材质、模具形状、润滑条件等多种因素,提高了预测的准确性。
(3)对比实验结果与数值模拟结果,我们发现两者具有较高的一致性,验证了数学模型的可靠性。
这为实际生产过程中拼焊板方盒件拉深成形的变压边力选择提供了理论依据。
四、讨论本实验研究了拼焊板方盒件拉深成形过程中变压边力曲线的预测方法。
通过实验和数值模拟,我们得到了不同条件下拼焊板方盒件拉深成形的变压边力曲线,并分析了其对成形质量的影响。
基于dynaform盒形拉深件的数值模拟
基于 dynaform 盒形拉深件的数值模拟摘要:根据冲压课程教学中的拉深网格实验,采用板料成形数值模拟软件Dynaform对圆筒形零件拉深工艺过程进行了模拟,并将模拟结果与理论压边力和物理实验结果进行了比较。
验证了数值模拟结果与拉深网格物理实验的一致性,同时也验证了Dynaform板料成形模拟计算结果具有很高的可靠性,在实践中是可以应用的。
关键词:拉深盒型件压边力数值模拟引言在板料拉深成形过程中,影响板料成形质量的因素有很多,诸如压边力大小、凹凸模圆角半径、拉深材料性能、拉深模具参数、摩擦润滑条件以及坯料形状和大小等等都是重要的影响因素。
其中,压边力(BHF)的大小对板料拉深成形质量影响尤为明显田,且它也是最易于控制和调节的参数。
板材拉深的主要缺陷是起皱和破裂。
为了防止零件发生起皱,一般都采用压边圈和足够大的压边力,大的压边力尽管可以防止或消除起皱,但可能引起拉裂。
由于计算机仿真技术在薄板冲压成形中的应用,这一工程中的难题得到了有效的解决。
第1章有限元模型建立1.1 编辑零件名选择菜单“零件层”|“编辑”命令,分别修改毛坯零件文件名为“BLANK”,压边圈为“BINDER”,凹模零件为“DIE”。
1.2 零件单元网格划分选择“前处理”|“单元”命令,在弹出的“单元”对话框中单击“曲面网格划分”按钮,设置网格最大尺寸为4mm,其他参数采用默认设置,分别对DIE、BINDER、BLANK进行网格划分。
1.3 零件网格检查(1)选择“前处理”|“模型检查/修补”命令,在弹出的“模型检查/修补”对话框中单击“自动翻转单元法向” 按钮,使法线方向指向Z轴正方向。
(2)单击“显示边界”按钮,进行边界检查,观察单元网格是否有缺陷。
第2章传统设置2.1设置当前零件(1) 选择菜单“零件层”|“创建”命令,在弹出的“创建零件层”对话框中新建一个名为“PUNCH”的零件层,此时系统自动将新建的零件“PUNCH”设置为当前零件。