喷砂机安全操作作业指导书
喷砂机作业指导书
喷砂机作业指导书引言概述:喷砂机是一种常用于表面处理的设备,广泛应用于金属制品、建筑材料等行业。
为了确保喷砂作业的安全性和高效性,本文将为您提供一份喷砂机作业指导书,详细介绍喷砂机的操作步骤、注意事项以及维护保养方法。
一、操作步骤:1.1 准备工作:在进行喷砂作业之前,必须进行一系列的准备工作,包括检查喷砂机设备是否完好,准备好所需的砂料和其他辅助材料,确保喷砂作业区域的安全。
1.2 操作流程:喷砂机的操作流程一般包括以下几个步骤:首先,将工件放置在喷砂机的工作台上,并调整好工件与喷嘴的距离;然后,打开喷砂机的电源开关,启动喷砂机;接着,将喷砂枪对准工件表面,按下喷砂枪的扳机,开始进行喷砂作业;最后,完成喷砂作业后,关闭喷砂机的电源开关,清理喷砂机设备和作业区域。
1.3 安全措施:在进行喷砂作业时,必须严格遵守安全操作规程。
操作人员应佩戴防护眼镜、防护手套等个人防护装备,确保自身安全。
同时,喷砂作业区域应设置警示标志,防止他人误入作业区域。
在操作过程中,要注意喷砂枪与工件的距离,避免过近或过远造成喷砂效果不佳或工件损坏。
二、注意事项:2.1 喷砂材料选择:选择合适的喷砂材料对于喷砂作业的效果至关重要。
根据工件的材质和表面处理要求,选择适合的喷砂材料,如石英砂、钢砂等。
同时,要注意喷砂材料的粒度,过细或过粗的砂料都会影响喷砂效果。
2.2 喷砂压力控制:喷砂机的喷砂压力直接影响着喷砂作业的效果。
在进行喷砂作业时,应根据工件的材质和表面处理要求,合理调整喷砂机的喷砂压力。
过高的喷砂压力会导致工件表面受损,而过低的喷砂压力则会影响喷砂效果。
2.3 作业环境控制:喷砂作业应在通风良好的环境中进行,以防止喷砂产生的粉尘对操作人员和周围环境造成污染。
同时,作业区域应保持整洁,定期清理喷砂机设备和作业区域,以确保喷砂机的正常运行和作业质量。
三、维护保养方法:3.1 定期清洁:喷砂机设备在长时间使用后会积累一定的灰尘和砂料,影响喷砂机的正常运行。
作业指导书(喷砂)
作业指导书(喷砂)作业指导书(喷砂)引言概述:作业指导书(喷砂)是在进行喷砂作业时必不可少的工具,它包含了喷砂作业的流程、注意事项、安全措施等重要内容,能够帮助作业人员正确、高效地进行喷砂作业,确保作业质量和安全。
本文将详细介绍作业指导书(喷砂)的内容和重要性。
一、作业流程1.1 准备工作:包括准备喷砂设备、砂料、防护装备等。
1.2 检查设备:确保喷砂设备和相关工具完好,无损坏。
1.3 确定作业区域:清理作业区域,确保周围无人员和物品。
二、注意事项2.1 注意防护:佩戴防护眼镜、口罩、手套等防护装备。
2.2 控制喷砂压力:根据作业要求调整喷砂压力,避免过高或过低。
2.3 注意作业环境:避免在有风的情况下进行喷砂作业,以免砂料飞溅。
三、安全措施3.1 遵守操作规程:按照作业指导书的要求进行操作,不擅自更改。
3.2 定期维护设备:定期检查喷砂设备,确保设备正常运转。
3.3 防止静电:使用带有防静电功能的喷砂设备,避免静电引发事故。
四、作业技巧4.1 喷砂角度:掌握喷砂枪的角度,确保砂料均匀喷洒在作业物体上。
4.2 喷砂距离:控制喷砂距离,避免过远或过近导致作业效果不佳。
4.3 喷砂速度:根据作业物体的材质和要求调整喷砂速度,确保作业效果。
五、清洁与保养5.1 清洁设备:作业结束后及时清洁喷砂设备,避免砂料残留。
5.2 保养设备:定期对喷砂设备进行保养,延长设备使用寿命。
5.3 存放注意:将喷砂设备存放在干燥通风的地方,避免受潮或损坏。
总结:作业指导书(喷砂)是喷砂作业中不可或缺的重要工具,正确使用作业指导书能够提高作业效率、保障作业质量,同时确保作业人员的安全。
作业人员在进行喷砂作业时,应严格按照作业指导书的要求进行操作,注意事项和安全措施,掌握作业技巧,定期清洁和保养设备,以确保喷砂作业顺利进行。
喷砂机作业指导书
喷砂机作业指导书一、引言喷砂机是一种常用的表面处理设备,广泛应用于金属加工、建造、船舶维修等领域。
为了确保喷砂作业的安全和效果,本文将详细介绍喷砂机的操作步骤、注意事项和维护保养方法。
二、操作步骤1. 准备工作a. 确保喷砂机的工作环境通风良好,并配备足够的灭火设备。
b. 检查喷砂机的电源线温和源管道,确保其正常工作。
c. 检查喷砂机的喷嘴、喷枪和喷砂材料,确保其完好无损。
2. 装载喷砂材料a. 打开喷砂机的料斗,将喷砂材料倒入料斗中。
b. 调整喷砂机的喷砂量,根据需要调整喷砂材料的流量。
3. 调整喷砂机参数a. 调整喷砂机的压力,根据工作需要选择合适的喷砂压力。
b. 调整喷砂机的喷嘴角度,根据工作需要选择合适的喷嘴角度。
4. 进行喷砂作业a. 穿戴好个人防护装备,包括防护眼镜、口罩、手套等。
b. 将喷砂枪对准需要处理的表面,保持适当的距离。
c. 按下喷砂机的启动按钮,开始喷砂作业。
d. 均匀地挪移喷砂枪,确保整个表面都能得到均匀的喷砂处理。
e. 注意保持喷砂枪与表面的垂直角度,避免过度斜置导致不均匀的喷砂效果。
5. 喷砂作业完成a. 住手喷砂机的工作,关闭喷砂机的电源温和源。
b. 清理喷砂机的喷嘴、喷枪和喷砂材料,确保其干净无杂质。
c. 将喷砂机放置在安全的位置,避免触碰和损坏。
三、注意事项1. 安全第一a. 在进行喷砂作业前,必须穿戴好个人防护装备,包括防护眼镜、口罩、手套等。
b. 喷砂作业时,应确保周围没有人员挨近,以免造成伤害。
2. 防火防爆a. 喷砂作业过程中,应保持工作环境通风良好,并配备足够的灭火设备。
b. 禁止在喷砂机附近吸烟或者使用明火。
3. 喷砂材料选择a. 根据需要选择合适的喷砂材料,确保其能够达到预期的处理效果。
b. 避免选择过于粗糙的喷砂材料,以免对表面造成损坏。
4. 喷砂距离控制a. 喷砂枪与表面的距离应保持适当,普通建议在20-30厘米之间。
b. 注意保持喷砂枪与表面的垂直角度,避免过度斜置导致不均匀的喷砂效果。
喷砂机作业指导书
喷砂机作业指导书一、引言喷砂机是一种常用的表面处理设备,可用于去除物体表面的污垢、氧化层、涂层等,以及增加物体表面的粗糙度。
本作业指导书旨在提供喷砂机的正确操作方法和安全注意事项,以确保作业的高效性和安全性。
二、设备准备1. 确保喷砂机的工作区域清洁整齐,没有杂物和障碍物。
2. 检查喷砂机的电源线和气源管路是否连接牢固,无损坏和漏气现象。
3. 检查喷砂机的喷嘴和喷砂材料储存器是否安装正确,喷嘴是否磨损或堵塞。
三、操作步骤1. 穿戴个人防护装备,包括安全帽、防护眼镜、防尘口罩、耐酸碱手套和防护服等。
2. 打开喷砂机的电源开关,确保电源指示灯亮起。
3. 打开气源开关,调整气源压力到合适的工作范围,一般为4-7巴。
4. 将喷砂材料(如石英砂、钢丸等)倒入喷砂机的储存器中,注意不要过量。
5. 调整喷嘴的喷砂角度和距离,根据作业需求和物体表面的材料来确定。
一般来说,角度为45度,距离为15-30厘米。
6. 按下喷砂机的启动按钮,开始喷砂作业。
注意保持均匀的喷砂速度和力度,避免过度喷砂造成物体表面的损坏。
7. 在喷砂过程中,不断调整喷砂角度和距离,以确保整个表面都能均匀喷砂。
8. 完成喷砂作业后,关闭喷砂机的电源开关和气源开关,等待喷砂机完全停止运行。
四、安全注意事项1. 在操作喷砂机之前,必须接受相关的培训和指导,了解喷砂机的工作原理和操作方法。
2. 在操作喷砂机时,必须穿戴个人防护装备,以保护自己的安全。
3. 在喷砂作业过程中,禁止将手指、手部或其他身体部位靠近喷嘴,以免发生意外伤害。
4. 在喷砂作业过程中,禁止将喷砂机的喷嘴对准人体或其他人员,以免造成伤害。
5. 在喷砂作业过程中,禁止喷砂材料直接接触皮肤、眼睛或口腔,以免引起刺激或损伤。
6. 在喷砂作业过程中,应保持作业区域的通风良好,以避免喷砂材料的粉尘积聚和呼吸道感染。
7. 在喷砂作业过程中,应定期检查喷砂机的电源线和气源管路,确保其安全可靠。
8. 在喷砂作业过程中,应定期清理喷嘴和喷砂材料储存器,以保持喷砂机的正常工作状态。
喷砂机作业指导书

喷砂机作业指导书一、引言喷砂机是一种常用于表面处理和清洁的机械设备,通过高速喷射砂粒或其他颗粒物料,可以去除表面污垢、氧化物、涂层等。
本指导书旨在提供喷砂机的操作指导,包括设备准备、操作步骤、安全注意事项等,以确保作业安全和效果。
二、设备准备1. 确保喷砂机处于良好的工作状态,检查设备是否有损坏或漏气现象。
2. 准备所需的砂粒或其他颗粒物料,确保其质量符合要求。
3. 检查喷砂机的喷嘴和喷枪是否干净,如有污垢应及时清洁。
4. 确保喷砂机的气源供应充足,并检查气源管道是否正常。
三、操作步骤1. 穿戴个人防护装备,包括安全帽、护目镜、防尘口罩、耳塞等。
2. 将喷砂机连接至气源管道,并打开气源开关。
3. 调整喷砂机的喷射压力和流量,根据实际需要进行调节。
4. 将砂粒或颗粒物料放入喷砂机的料斗中,并确保喷砂机的喷嘴和喷枪干净。
5. 按下喷砂机的启动按钮,开始喷砂作业。
注意保持喷砂枪与作业表面的适当距离,以避免过度磨损或损坏。
6. 在喷砂作业过程中,保持喷砂机的稳定,并适时调整喷砂枪的角度和距离,以获得理想的喷砂效果。
7. 定期检查喷砂机的工作状态,如有异常应及时停机检修。
四、安全注意事项1. 在操作喷砂机前,务必熟悉设备的使用说明书和安全操作规程。
2. 操作人员应经过专业培训,并具备相关的操作经验。
3. 在喷砂作业过程中,应保持作业区域的通风良好,避免吸入粉尘。
4. 在操作喷砂机时,应注意周围人员的安全,确保无人进入作业区域。
5. 喷砂作业时应佩戴个人防护装备,包括安全帽、护目镜、防尘口罩、耳塞等。
6. 操作人员应定期检查喷砂机的工作状态,如有损坏或故障应及时维修或更换。
7. 喷砂作业结束后,应及时清理作业区域,清除残留的砂粒和颗粒物料。
五、常见问题及解决方法1. 喷砂机喷射效果不理想:可能是喷嘴堵塞或砂粒质量不合格,应清洁喷嘴或更换砂粒。
2. 喷砂机漏气现象:可能是气源管道连接不紧或气源压力不足,应检查并解决问题。
喷砂机安全作业指导书
喷砂机安全作业指导书
1、目的
规范操作程序,提高产品质量确保使用者人身安全。
2、适用范围
适用于指导加工中心喷砂机的安全作业。
3、权责
喷砂机操作时须遵从此指导书,避免使用不当造成机器损坏以及人员安全,提高工作效益
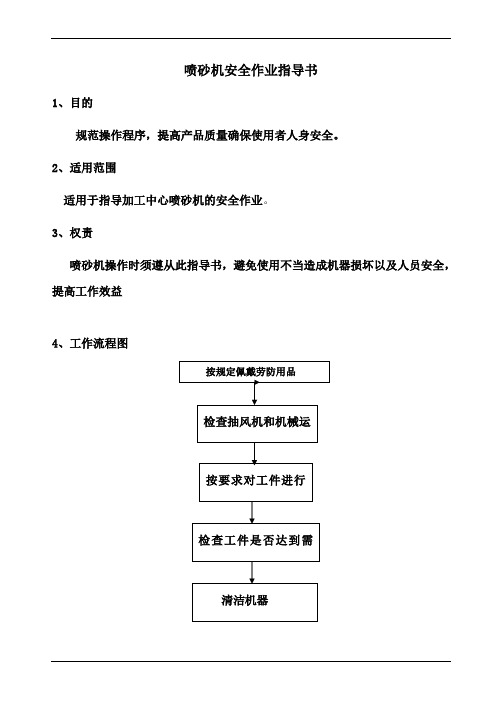
4、工作流程图
5、操作规程:
5.1按规定穿戴好劳动保护用品。
5.2检查抽风机和其它机械运转是否正常,电气控制是否灵活,管道严防堵
塞。
5.3喷砂工作前检查回收除尘系统工作是否正常。
在喷砂过程中脉冲反冲装
置有效进行清除滤芯外壁集结的灰尘,在清理的时候无灰尘外溢。
5.4定期检查喷砂机喷枪、砂管等易损件的性能情况,若有损坏需及时更换
5.5喷砂箱经常保持严密封闭,以降低粉尘浓度
5.6每班喷砂工作结束。
人工清理前、后两端的舱体回收室,将洒落的砂子
清理干净。
喷砂机作业指导书
喷砂机作业指导书一、引言喷砂机是一种常用的表面处理设备,广泛应用于工业创造、汽车维修、船舶修理等领域。
本作业指导书旨在为操作人员提供喷砂机的正确操作方法和安全注意事项,以确保作业过程安全可靠。
二、作业准备1. 确保喷砂机及相关设备处于良好工作状态,如压缩空气供应、砂料供应等。
2. 确保操作人员穿戴好个人防护装备,包括护目镜、防尘口罩、耳塞、手套等。
3. 检查喷砂机周围环境,确保没有易燃、易爆物品,保持良好的通风。
三、操作步骤1. 打开喷砂机主电源开关,确保电源正常工作。
2. 调整喷砂机的喷砂压力和喷砂量,根据作业需要进行调整。
3. 将工件放置在喷砂机操作区域内,确保工件稳定,并根据需要使用夹具进行固定。
4. 按下喷砂机的启动按钮,开始喷砂作业。
5. 喷砂时,操作人员应保持适当的距离,避免过近接触喷砂喷嘴。
6. 喷砂方向应与工件表面垂直,均匀喷砂,确保喷砂均匀一致。
7. 定期检查喷砂机的砂料供应情况,及时补充砂料。
8. 喷砂作业完成后,关闭喷砂机主电源开关,并等待喷砂机住手工作。
四、安全注意事项1. 在操作喷砂机前,操作人员应接受相关的培训和指导,熟悉喷砂机的工作原理和操作方法。
2. 操作人员应穿戴好个人防护装备,包括护目镜、防尘口罩、耳塞、手套等,确保自身安全。
3. 在操作喷砂机时,应保持清醒状态,不得饮酒或者服用药物。
4. 喷砂机作业区域应保持整洁,避免杂物堆积,以免影响作业安全。
5. 喷砂机作业时,操作人员应保持适当的距离,避免过近接触喷砂喷嘴,以免受伤。
6. 喷砂机作业过程中,应注意周围人员的安全,确保他们远离作业区域。
7. 定期检查喷砂机的工作状态,如发现异常应及时停机检修。
8. 喷砂机作业结束后,应关闭主电源开关,并清理喷砂机及作业区域,确保设备和环境的整洁。
五、常见问题及解决方法1. 喷砂机喷砂不均匀:可能是砂料供应不足,需检查砂料供应系统。
2. 喷砂机喷砂压力不稳定:可能是压缩空气供应不稳定,需检查压缩空气供应系统。
喷砂机作业指导书
喷砂机作业指导书一、引言喷砂机是一种常用的表面处理设备,广泛应用于金属制造、汽车修复、建筑装饰等领域。
本作业指导书旨在提供喷砂机的正确操作方法,以确保操作人员的安全,并获得高质量的喷砂效果。
二、操作环境准备1. 确保操作区域内没有易燃物品和易爆物品,保持良好的通风。
2. 检查喷砂机的工作区域,确保地面平整,没有杂物。
3. 穿戴个人防护装备,包括安全帽、防护眼镜、耳塞、防尘口罩、防护手套和防滑鞋。
三、喷砂机操作步骤1. 检查喷砂机的工作状态,确保电源连接稳定,喷砂嘴和喷砂管道没有堵塞。
2. 打开喷砂机的压缩空气阀门,调整气压到合适的工作范围。
3. 将待处理的工件放置在操作台上,并确保固定牢固。
4. 按下喷砂机的开关,开始喷砂作业。
注意保持一定的距离和角度,以避免过度喷砂或喷砂不均匀。
5. 操作喷砂机时,要保持均匀的速度和力度,避免过度喷砂造成表面损坏。
6. 完成喷砂作业后,关闭喷砂机的开关,停止喷砂操作。
7. 关闭压缩空气阀门,切断电源,进行喷砂机的清洁和维护。
四、安全注意事项1. 操作人员应接受专业培训,了解喷砂机的操作原理和安全规范。
2. 在操作喷砂机时,应佩戴个人防护装备,包括安全帽、防护眼镜、耳塞、防尘口罩、防护手套和防滑鞋。
3. 在喷砂作业过程中,应保持安全距离,避免他人靠近操作区域。
4. 不得将手或其他物体伸入喷砂机的工作区域,以免造成伤害。
5. 喷砂机操作结束后,应切断电源,关闭压缩空气阀门,并进行清洁和维护工作。
6. 定期检查喷砂机的工作状态,如发现异常情况应及时修理或更换部件。
五、常见问题及解决方法1. 喷砂机喷砂不均匀:可能是喷砂嘴堵塞或喷砂管道有问题,应清洁或更换相关部件。
2. 喷砂机喷砂效果不理想:可能是喷砂介质选择不当或气压调整不准确,应根据实际情况进行调整。
3. 喷砂机噪音过大:可能是喷砂机的部件松动或磨损,应进行维修或更换。
4. 喷砂机出现故障:应立即切断电源,停止使用,并联系专业人员进行检修。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喷砂机安全操作作业指导书
1.0. 目的:
1.1. 为保证产品质量,规范喷砂机安全操作作业。
2.0. 适用范围:
2.1. 本程序适用于喷砂机作业以及新员工培训。
3.0. 设备操作步骤:
3.1. 开机前的检查、准备:
3.1.1. 检查电源线是否牢固安全与插座连接。
3.1.2. 按工作需要调节压力阀控制进入喷枪的压缩空气压力,工作压力可在2.8-7bar范
围内选择。
3.1.3. 根据加工需要选择适当的磨料装入旋风分离器下部的储箱内,磨料一次装入量为
5kg左右。
3.1.
4. 根据磨料的种类,调整进砂调节进气管的位置,使进气管端部露出适当长度的进砂
间隙,从而可以控制磨料进入输砂管的数量一般进砂间隙为6-7mm,也可以按实际
使用情况确定合理的数值。
3.1.5. 分离器进风口的调整;调整进风口的大小,控制返回分离器储箱磨料的粒度及数量,
根据实际的加工情况进行调整,达到满意的结果。
3.2. 开机操作:
3.2.1. 开启电源开关,照明灯亮,分离电机启动。
3.2.2. 打开工作舱,把待加工的工件放在机舱内的转盘上,数量不等。
3.2.3. 轻踩脚踏开关,压缩空气开通进入喷枪,磨料将按调定的喷射量从分离器储箱底被
引射到喷枪内,在压缩空气作用下高速喷射到被加工工件表面上。
3.2.
4. 喷砂加工过程中,一方面要保持喷枪与工件有适当的喷射距离及角度另一方面要使
喷枪与工件间作相对移动,使工件表面均匀地受到磨料的喷射加工,直到取得满意
结果。
3.2.5. 加工完毕后,脚必须从脚踏开关处移开,喷枪停止喷射磨料之后,才可打开工作舱
门,取出工件。
3.2.6. 如果还需要继续加工工件,中间不要关闭分离器及照明电源。
3.3. 工艺参数控制:
3.4. 停机操作:
3.4.1. 下班后停止工作,应关闭分离器和照明电源。
4.0. 维护及保养:
4.1. 每隔4-8小时清理一次灰尘,关闭电源开关,推拉振动阀1-2分钟,以使除尘布袋
振动抖落灰尘,然后打开除尘箱底部盖板,用容器盛住将灰尘倒掉。
4.2. 每月保养一次,更换易损件(橡胶手套、喷砂管)。
5.0. 安全注意事项:
5.1. 使用时禁止私自调整机台参数,违者严惩。
5.2. 操作过程当中,禁止将喷枪朝人喷射,以免发生人身安全事故。
5.3. 操作人员在操作过程当中,切忌打瞌睡。
3.3.1. 工作压力: 0.8±1Mpa.。