宝元cNC
宝元数控精密股份有限公司LNC-M528A硬件说明书

A1 安川伺服接线范例 ............................................................................................................................................... 30 A2 松下伺服接线范例 ............................................................................................................................................... 32 A3 三菱伺服接线范例 ............................................................................................................................................... 34
A-系统架构图............................................................................................................................................................... 40 B-主动力线 ................................................................................................................................................................... 47 C-控制回路接线........................................................................................................................................................... 49 E- ONOFF ...................................................................................................................................................................... 50 F-主轴端子界面 ........................................................................................................................................................... 51 I-INPUT 接线 ................................................................................................................................................................ 52 O-OUTPUT 接线........................................................................................................................................................... 54 P-伺服主动力 ............................................................................................................................................................... 56 BK-伺服驱动器动力煞车 ........................................................................................................................................... 61
基于机器人控制的宝元系统数控雕铣机自动化改造设计
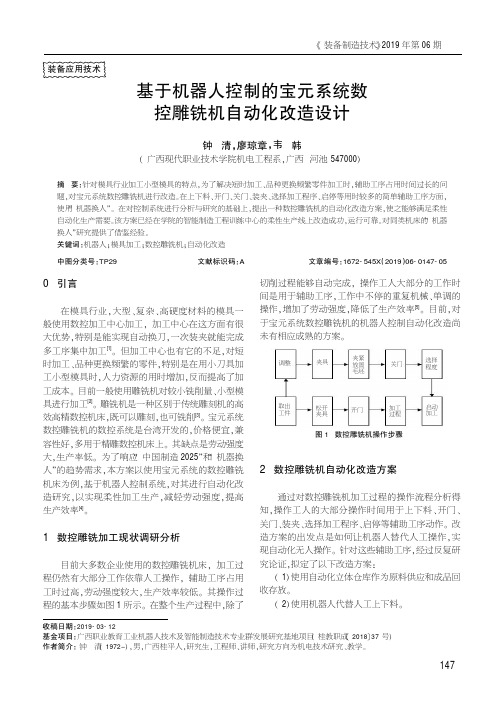
PMC 控制气动夹具把毛坯夹紧遥 夹具上的夹紧到位
传感器把夹紧信号通过 PMC 反馈到中央计算机袁中
央计算机接着上传加工程序到达机床的 CNC 系统袁
然后再发Байду номын сангаас一个选择程序的指令给 CNC袁 随后再发
一个启动加工指令袁 启动机床按预先上传的加工程
序进行加工遥
毛坯 出库
毛坯通过 倍速链输 送到位
自动选 择夹具
1 数控雕铣加工现状调研分析
目前大多数企业使用的数控雕铣机床袁 加工过 程仍然有大部分工作依靠人工操作袁 辅助工序占用 工时过高袁劳动强度较大袁生产效率较低遥 其操作过 程的基本步骤如图 1 所示遥 在整个生产过程中袁除了
切削过程能够自动完成袁 操作工人大部分的工作时 间是用于辅助工序袁工作中不停的重复机械尧单调的 操作袁增加了劳动强度袁降低了生产效率[5]遥 目前袁对 于宝元系统数控雕铣机的机器人控制自动化改造尚 未有相应成熟的方案遥
从自动化立体仓库出库袁 出库完成后发送指令给机
器人工作站遥 机器人根据毛坯参数选择合适的夹具袁
然后移送到相应的抓取位置袁 这个位置可以通过示
教编程确定遥 毛坯从倍速链输送到相应位置后袁由机
器人抓取毛坯袁 同时雕铣机床自动开门为机器人安
放毛坯做好准备遥 机器人放置毛坯到指定的位置后袁
系统发送指令给机床袁 机床收到指令后袁 由机床的
3 数控雕铣机自动化改造主要内容
3.1 自动化立体仓库 自动化立体仓库的作用是存放毛坯材料和成品
工件袁 由中央计算机控制毛坯的出库指令和成品的 入库指令遥 加工前袁能根据指令准确地从相应的库位 中取出所需毛坯曰加工完成后袁能按成品类别自动把 工件存放于相应库位遥 自动化立体仓库设计的主要 内容是 xz 轴坐标的伺服控制袁 每个坐标定为一个库 位袁要求能使叉车准确停靠在指定的渊 x袁z冤 平面坐标 上遥 本系统使用一台 S7-1200 PLC 和两台伺服控制 器进行两轴定位控制遥 3.2 机器人工作站
数控车床宝元系统操作方法
数控车床宝元系统操作方法
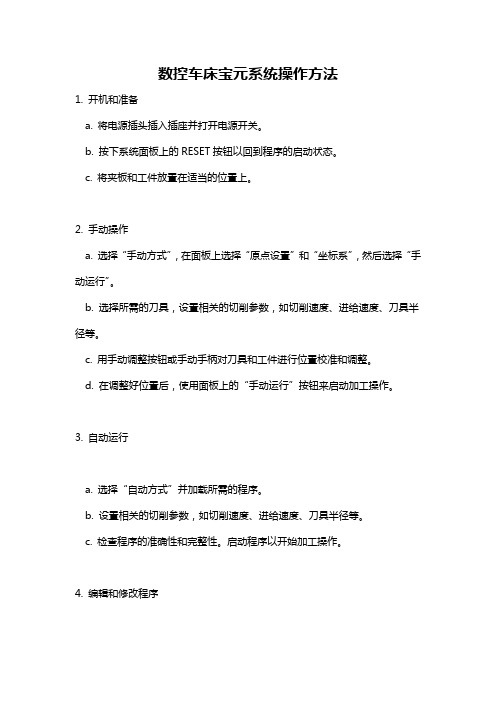
1. 开机和准备
a. 将电源插头插入插座并打开电源开关。
b. 按下系统面板上的RESET按钮以回到程序的启动状态。
c. 将夹板和工件放置在适当的位置上。
2. 手动操作
a. 选择“手动方式”,在面板上选择“原点设置”和“坐标系”,然后选择“手动运行”。
b. 选择所需的刀具,设置相关的切削参数,如切削速度、进给速度、刀具半径等。
c. 用手动调整按钮或手动手柄对刀具和工件进行位置校准和调整。
d. 在调整好位置后,使用面板上的“手动运行”按钮来启动加工操作。
3. 自动运行
a. 选择“自动方式”并加载所需的程序。
b. 设置相关的切削参数,如切削速度、进给速度、刀具半径等。
c. 检查程序的准确性和完整性。
启动程序以开始加工操作。
4. 编辑和修改程序
a. 使用编辑器在程序中插入或删除刀具号、路径、切削参数等代码。
b. 手动添加或删除切削路径,或对程序中的某些部分进行修改。
c. 检查程序准确性并保存修改后的程序。
5. 停机
a. 在完成加工任务后,关闭机床并将工件从夹板中取出。
b. 将机床清洁干净,并进行必要的维护和保养。
c. 关闭电源开关并拔出电源插头,完成操作。
宝元操作说明新版

1.1宝元528(5800)系统面板1.2功能区群组1.3模式功能区1.4按键区等2宝元528(5800)系统操作使用2.1一般操作流程:1)开机---回机床原点---工件分中----对刀-----拷贝加工程序----选择程序进行开档---切换到自动模式(自动模式)---手轮模拟(F2)-----启动(CYCLE START)2)回原点:ZRN---启动(CYCLE START)(直到面板上HOME指示类亮为止,表示回原点完成3)分中:补偿----座标系设定----矩形中心---设X1,X2,Y1,Y2,(为四面分中)对刀:补偿---座标系设定----一般设定---设Z。
5)拷贝程序:编辑模式---PROG—档案总管---复制档案----选择E或Z盘----选择要加工的文件名----确定文件名----将加工文件进行开档。
2.2常用命令:1)移动至要加工工件的中心点(下例为:G54座标系来说明的)按下《手动输入》输入“G54G0X0Y0”--按下《登录》--按下《启动(CYCLE START)》2)输入主轴转速手动输入—输入“M3S10000”---登录----启动(CYCLE START);M3表示主轴正转,S10000表示转速值为每分钟10000转。
3)加工前座标偏移(机床重启后数值不变,应注意在加工另一工序时改为0)补偿---座标系设定----移动光标至0座标系----输入您想要偏移的轴及值---确定(按回车键)(例如:输入“Z10”,表示在G54座标系的基础上将Z轴抬高10MM。
)4)加工中偏移座标(手轮中断,机床重启后自动归0)按下程序暂停(FEED HOLD,灯亮)---F3(手轮中断)---按下座标---按下《手轮中断》----用手轮移动你想要偏移的轴和值。
注:A:未重新启动时,这偏移值仍然有效,在加工另一工序时应用手轮中断功能将该手轮移动值移动为零。
B:手轮中断有模式控制锁定的,在自动模式(自动模式)下的程序暂停的情形下,按下操作面板上的F3才能启动手轮中断功能(手轮插入功能)。
宝元LNC 安川SimgaV参数设定调机说明

LNC調整YASKAWA Σ-V Series說明 1.0版賴宜宏注意:進行安川SigmaWin+ English Edition軟體前,請先確實依照『技術文件_M-II數位通訊功能_V0.1.doc』執行相關設定,確保【M-II伺服軸】【M-II主軸】相關參數的設定,【M-II伺服軸與主軸的SERVO ON/OFF控制】可以搭配PLC使用者參數的A bit做SERVO ON/OFF控制比較方便,如下圖:調機前相關說明:1.慣量比:每台CNC機床的X軸Y軸Z軸負載都不同,因此3軸的慣量比請使用SigmaWin+ 軟體去抓取各軸慣量比,各軸驅動器參數Pn103都不一樣。
2.安川驅動器參數設定:每台CNC機床的X軸Y軸Z軸剛性與反應都不同,通常使用SigmaWin+ 軟體抓取到的驅動器參數後,會將3個軸向之中負載最大的軸向當做基礎,也就是說如果Z軸的慣量比最大負載也就最重,那麼Autotunin g只要Z軸就可以了,因此請將X軸與Y軸驅動器參數所有全部參數都設成與Z軸伺服參數相同這樣加工才不會產生問題,除了剛剛所說的Pn103不一樣之外。
3. 調機前,請將控制器參數1932設為0,採用AI C,R10等級調機,建議如下參數數值參數數值參數數值參數數值408 10 701 35 705 200000 1004 10000000 422~424 100 702 0 710~712 400000 429 2 437~439 0 703 25 730 200000 407 0 700 100 704 1200000 731~733 95一、SigmaWin+ 連線1.點選,將USB調機線連接到驅動器的CN7。
2.Connect使用Online 搭配USB 再按下Search。
注意:如果沒有安裝SigmaWin+ USB驅動程式,則無法使用USB選項3.選取ΣV打勾,搭配USB在Search,等待掃描後會出現所連接的驅動器。
宝元系统 调机简易说明 铣床
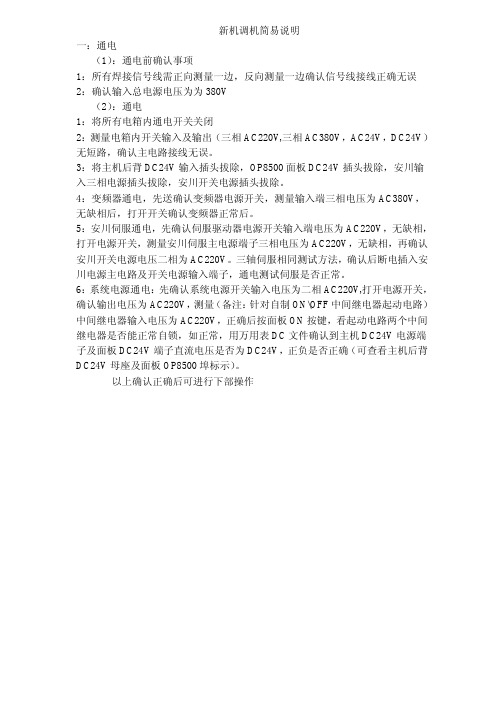
新机调机简易说明一:通电(1):通电前确认事项1:所有焊接信号线需正向测量一边,反向测量一边确认信号线接线正确无误2:确认输入总电源电压为为380V(2):通电1:将所有电箱内通电开关关闭2:测量电箱内开关输入及输出(三相AC220V,三相AC380V,AC24V,DC24V)无短路,确认主电路接线无误。
3:将主机后背DC24V输入插头拔除,OP8500面板DC24V插头拔除,安川输入三相电源插头拔除,安川开关电源插头拔除。
4:变频器通电,先送确认变频器电源开关,测量输入端三相电压为AC380V,无缺相后,打开开关确认变频器正常后。
5:安川伺服通电,先确认伺服驱动器电源开关输入端电压为AC220V,无缺相,打开电源开关,测量安川伺服主电源端子三相电压为AC220V,无缺相,再确认安川开关电源电压二相为AC220V。
三轴伺服相同测试方法,确认后断电插入安川电源主电路及开关电源输入端子,通电测试伺服是否正常。
6:系统电源通电:先确认系统电源开关输入电压为二相AC220V,打开电源开关,确认输出电压为AC220V,测量(备注:针对自制ON\OFF中间继电器起动电路)中间继电器输入电压为AC220V,正确后按面板ON按键,看起动电路两个中间继电器是否能正常自锁,如正常,用万用表DC文件确认到主机DC24V电源端子及面板DC24V端子直流电压是否为DC24V,正负是否正确(可查看主机后背DC24V母座及面板OP8500埠标示)。
以上确认正确后可进行下部操作二:参数汇入功能1:DOS下参数导入功能备注说明:插拔CF卡时请在关机壮态,不然会损坏CF卡或系统。
(1):开机时按显示器下方从左边数起第四个按键,不停的重复按下松开至到进入DOS,显示器显示C:\(510以下系列系统需要进入系统画面后,按相对标后输入$Q回车后进入DOS)(2):进入DOS画面后输入D:按回车(3):输入MP按回车,系统自动会上传备份文件到指定目录。
宝元程式操作说明书3

3.1 G代码概要3.2 定位(G00)3.3 直线切削(G01)3.4 圆弧切削/螺纹切削(G02、G03)3.5 无运动时间(G04)3.6 准确定位校验(G09、G61、G64)3.7 输入可编程数据(G10)3.8 软限程3.9 返回到工作原点(G28)3.10 自工作原点开始的返回(G29)3.11 返回到第2、第3、第4工作原点(G30) 3.12 选择机械坐标系(G53)3.13 选择工件坐标系(G54~G59)3.14 选择追加工件坐标系(G54.1)3.15 坐标旋转功能(G68、G69)3.16 使用测量结果坐标旋转(G168)3.17 绝对位置坐标指令与相对位置坐标指令(G90、G91)3.18 设定工件坐标系(G92)3.19 测量进给(G131、G132)3.20 攻丝转向的转换3.21 (G133、G134)G代码优先顺序3.1 G代码概要G代码以地址字母G后3位内的数字指令此程序段执行何种功能。
G代码有以下2种不同的有效范围。
有*的接通电源时即为常态。
(注)坐标计算功能在第6章说明。
(注)刀具直径补正在第4章说明。
有*的接通电源时即为常态。
(注)刀具长度修正在第4章中说明。
有*的接通电源时即为常态。
(注)固定循环在第5章中说明。
有*的接通电源时即为常态。
(注)G120~G129指令在操作说明书的选购的「自动测量」中说明。
3. 2 定位(G00)从现在位置到终点位置,各轴分别以快速进给方式移动。
也就是说,刀具的运动轨迹不一定是直线。
指令形式没有选购附加轴,而对附加轴发出指令时,发生报警。
刀具轨迹终点起点03L01.ai(注1)限定位置中校验是指确认现在位置是否在指定(终点)位置的范围之内。
(由机械参数设定各轴的限定位置中的范围。
)(注2)由机械参数设定各轴的快速进给速度。
也就是说,不能以F指令来指定快速进给速度。
3. 3 直线切削 (G01)从现在位置到终点位置以指定的进给速度作直线移动指令形式X 、Y 、Z 、A 、B 、C 轴内任意2轴可同时指令。
宝元系统基本操作精选文档

宝元系统基本操作精选文档TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-宝元系统基本操作一设定加工坐标系:1)OFFSET→坐标系→选择(G54 G55…Gnn)→1选择分中功能或教导输入或手动输入(数值前面要加X或Y或Z)二求落差:1)把刀尖移动到Z轴加工坐标点(一般是定在夹具表面)→MDI→PROG→输入G36→按复位键(RESET)→登录→按两下启动键(CYCLISTARET)。
注意:手动输入的程式必须按登录后方可执行三测量刀长:1)MDI(手动输入模式)→PROG→输入M06T1→登录→按启动2)如果是多把刀连在一起加工的程式,则可以在刀具(D)前面加M06Tn (n数值不能为0或同一个数值而且Tn与相邻Hn的n数值要一致)四打开加工程式:1)EDIT(程式编辑模式)→PROG→档案总管→选择需要加工的程式文件名→按回车键(确定)五启动加工:1)MEM(自动模式)→按启动键→执行加工六接点1)MEM→PROG→程式再启→输入断点序号→按回车键→重启搜寻→启动加工七按键的功能定义:1)POS:坐标群组2)PROG:程式群组(所有与程式有关的文件都在此群组内,包括程式档案手动输入程式等3)0FFSET:补正群组(包括G54 G55…分中教导输入坐标等)4)CAM:程式群组(用作图形辅助编辑加工,现不用)5)DGNOS:诊断功能及机械即时信息6)SOFTPL:软件面板开关选择(一般不用)7)PARAM:参数群组(包含所有的参数,如用户参数里的润滑泵开启与关闭的时间设定8)MPG:手轮模式9)CYCLESTART:程式启动按钮10)FEEDHOLD:程式停止11)CAN:删除键12)Space:空格键八本地网络设置:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.8轴向选择(AXIS SELECTION).........................................................................3-5
2.2.7 PARAM参数.............................................................................................2-34
3控制面板操作........................................................................................................3-1
LNC-M500系列
铣床控制器
操作手册
宝元科技股份有限公司
POU YUEN TECHNOLOGY CROP.
1-2
1 LNC 500概要........................................................................................................1-1
2.2.1显示画面的布置.......................................................................................2-3
2.2.2各机能群组功能.......................................................................................2-4
1-3
1.3 G码表
表1-3 G码表
G码功能说明群组
G00快速定位01
G01直线插值01
G02顺时钟圆弧插值01
G03逆时钟圆弧插值01
G04暂停00
G09正确停止00
G10资料输入设定00
G15极座标指令取消17
G16极座标指令17
G17 XY平面选择02
G18 ZX平面选择02
G19 XZ平面选择02
3.9主轴操作键(SPINDLE ROTATION)..................................................................3-5
3.10过行程释放(OT RELEASE).............................................................................3-6
显示器5.7"STN液晶显示器
动态存取记忆体(DRAM RAM) 32M bytes或以上
CF卡32M bytes或以上
软式磁碟机3,5" 1.44 M bytes
PC主机板(CPU BOARD)工业级PC板
主轴系统提供Pulse控制加DA输出
讯号输入点/输出点(最大) 144 Input / 144 Output(串列输出)
G20英制指令06
G21公制指令06
G22刀具行程极限ON 00
G23刀具行程极限OFF 00
G27参考点复归检查00
G28,G29参一参考点自动复归00
G30第二,三,四参考点自动复归00
G40刀鼻半径补正取消07
G41刀鼻半径补正偏左07
G42刀鼻半径补正偏右07
G43刀长补正正方向08
G44刀长补正负方向08
3.5 LED灯号(LED SIGNAL)................................................................................3-3
3.6模式选择(MODE SELECT)...............................................................................3-3
1.1硬体规格.........................................................................................................1-1
1.2软体规格.........................................................................................................1-2
3.1电源开/关....................................................................................................3-1
3.2紧急停止键(EMG-STOP)................................................................................3-1
0.001mm
0.0001 inch
0.001 deg
1-2
1.2软体规格
表1-2软体规格
LNC M500规格
作业系统DOS
档案格式DOS FAT
程式规格一般G,M码程式
巨集程式机能
模式种类EDIT (程式编辑模式)
MEM (自动模式)
MDI (手动输入模式)
JOG (连续寸动模式)
MPG (手摇轮模式)
3.11切削水开关(COOLANT SUPPLY)......................................................................3-6
3.12刀塔(TOOL MAGAZINE )................................................................................3-7
1.4一般M码机能表
表1-4一般M码机能表
M码机能备注
2.2.5补正机能(OFFSET).............................................................................2-21
2.2.6诊断机能(DGNOS)...............................................................................2-24
3.3程式启动(CYCLE START)...............................................................................3-2
3.4程式暂停(FEED HOLD)..................................................................................3-3
G68座标旋转指令16
G69座标旋转指令取消16
G73,G74,G76,
G80~G89
固定回圈切削(钻孔,攻牙) 09
G90绝对指令03
G91增量指令03
G92坐标系统设定00
G94每分钟进给量设定mm/min. 05
G95每分钟进给量设定mm/rev. 05
G98复归到初始点10
G99复归到R点10
3.15轴速率调整钮..................................................................................................3-8
1-3
4附录一...................................................................................................................4-1
1.3 G码表..............................................................................................................1-3
1.4一般M码机能表...............................................................................................1-4
2.1.1操作装置介绍..........................................................................................2-1
2.2画面及功能说明...............................................................................................2-3
RAPID (快速定位模式)
HOME (回参考点模式)
画面群组机能(POS)座标位置机能
(PROG)程式机能
(OFFSET)补正机能
(DGNOS)诊断机能
(PARAM)参数机能
MLC(Machine Logic Controller) I/O/C/S/A BIT
计时器/计数器/暂存器
使用语文繁体中文/简体中文/英文
3.13附加功能选择..................................................................................................3-7