圆度圆柱度测量仪ppt课件
圆度圆柱度测量
圆柱度圆柱度是指任一垂直截面最大尺寸与最小尺寸差为圆柱度。
圆柱度误差包含了轴剖面和横剖面两个方面的误差。
.圆柱度的公差带是两同轴圆柱面间的区域,该两同轴圆柱面间的径向距离即为公差值。
圆柱度测量圆柱度(见形位公差)是圆柱体圆度和素线直线度的综合,因此圆柱度一般是在圆度仪上附加能沿被测圆柱体作轴向运动的精密直线导轨、电子计算机和相应的程序等来测量的。
测量时,长度传感器的测头沿精密直线导轨测量被测圆柱体的若干横截面,也可沿被测圆柱面作螺旋运动取样。
测得的半径差由电子计算机按最小条件确定圆柱度误差。
在配有电子计算机和相应程序的三坐标测量机上利用坐标法也可测量圆柱度。
测量时,长度传感器的测头沿被测圆柱体的横截面测出若干(取样)点的坐标值X、y,并按需要测量若干横截面,然后由电子计算机按最小条件确定圆柱度误差。
此外,还可利用V形块和平板(带有径向定位用直角座)等分别测量具有奇数棱边和偶数棱边的圆柱体的形状误差(见圆度测量),但这时V形块和平板的长度应大于被测圆柱体的全长。
测量时,被测圆柱体在 V形块内或带直角座的平板上回转一周,从测微仪读出一个横截面中最大和最小的示值,按需要测量若干横截面,然后取从各截面读得的所有示值中最大与最小示值差之半,作为被测圆柱体的圆柱度误差。
圆度误差的测量测量方法圆度误差的评定方法有4种:最小包容区域法,最小外接圆法,最大内切圆法,最小二乘法。
由于最小二乘法简便易行,长期以来甚为流行。
测量圆度误差的方法虽有多种,但最为合理、用得最多的是半径法。
为此,通过采用半径测量法在光学分度头上用千分表测量圆度误差,并对测量数据进行最小二乘法计算,以求得圆度误差值。
—测量时,将被测量工件顶在光学分度头的两顶尖间,将指示表置于被测量横截面上,测量其半径的变化量△r,即利用光学分度头将被测圆周等分成 n个测量点,当每转过一个0 =360°/n角时,从指示表上读出该点相对于某一半径R0的偏差值△r,由此测得所有数据△ri。
气缸体检测(圆度圆柱度测量)课件

协同合作
- 15 -
提醒
技能训练—气缸直径测量
检测气缸和活塞前,需清洁相应部件; 千分尺使用之前需要校零; 注意量缸表的组装; 测量气缸直径时,避免损坏气缸内壁;
汽缸圆度和圆柱度的测量
1、汽缸磨损的测量
① 清洁汽缸壁上的油污和积碳。 ② 根据汽缸的直径,选择合适的接杆,装入量缸表的下端。 ③ 校表。将外径千分尺校准到被测汽缸的标准尺寸,再将 量缸表校准到外径千分尺的尺寸,使伸缩杆有 1~2 mm的 压缩量,旋转表盘使表针对准“0”位。 ④ 在汽缸的上、中、下三个不同的平面,每个平面在纵向 和横向分别测量汽缸的直径。 ⑤ 用量缸表测量时,应使测杆与汽缸轴线垂直。当摆动量 缸表,其指针读数最小时,表明测杆与汽缸轴线垂直。 ⑥ 根据测量结果计算出汽缸的圆度、圆柱度。
测量仪器
常用工具(一套)
刀口尺
50~100mm量缸表
75~100mm外径千分尺 及支架
塞尺
游标卡尺
返回
量具使用练习—游标卡尺
读数: 12.00mm 12.02mm 12.04mm
工具使用练习—千分尺
18.5+43×0.01=18.93 mm
工具使用练习—量缸表
任务实施
技术标准
返回
任务实施
1
2
质量要求 参照厂家的质量标 准要求。
组织方式 自由搭配,每四位 同学为一组。
3
作业准备 (1)技术要求与标准 (2)设备器材 (3)场地设施:带消防设施的场地 (4)设备设施 (5)耗材:干净抹布、泡沫清洗剂
实施方案
任务 实施
小组长分工,讨论,制定气缸测量计划
分
1、操作员
2、辅助员
3、记录员 4、观察员
圆度仪圆柱度仪
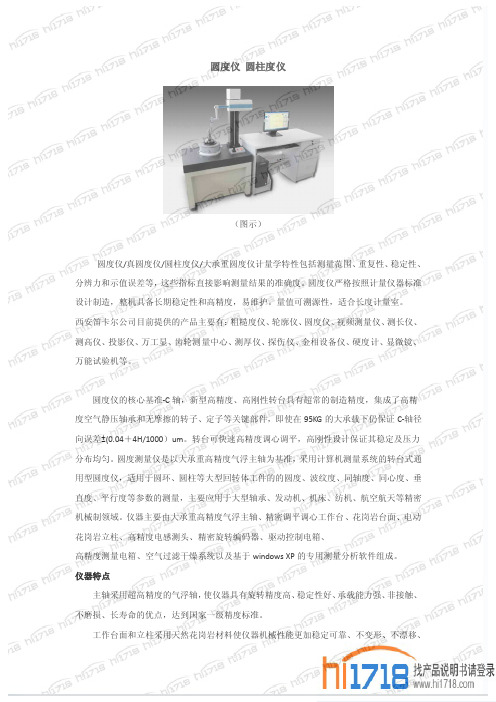
圆度仪圆柱度仪(图示)圆度仪/真圆度仪/圆柱度仪/大承重圆度仪计量学特性包括测量范围、重复性、稳定性、分辨力和示值误差等,这些指标直接影响测量结果的准确度。
圆度仪严格按照计量仪器标准设计制造,整机具备长期稳定性和高精度,易维护。
量值可溯源性,适合长度计量室。
西安笛卡尔公司目前提供的产品主要有:粗糙度仪、轮廓仪、圆度仪、视频测量仪、测长仪、测高仪、投影仪、万工显、齿轮测量中心、测厚仪、探伤仪、金相设备仪、硬度计、显微镜、万能试验机等。
圆度仪的核心基准-C轴,新型高精度、高刚性转台具有超常的制造精度,集成了高精度空气静压轴承和无摩擦的转子、定子等关键部件,即使在95KG的大承载下仍保证C-轴径向误差±(0.04+4H/1000)um。
转台可快速高精度调心调平,高刚性设计保证其稳定及压力分布均匀。
圆度测量仪是以大承重高精度气浮主轴为基准,采用计算机测量系统的转台式通用型圆度仪,适用于圆环、圆柱等大型回转体工件的的圆度、波纹度、同轴度、同心度、垂直度、平行度等参数的测量,主要应用于大型轴承、发动机、机床、纺机、航空航天等精密机械制领域。
仪器主要由大承重高精度气浮主轴、精密调平调心工作台、花岗岩台面、电动花岗岩立柱、高精度电感测头、精密旋转编码器、驱动控制电箱、高精度测量电箱、空气过滤干燥系统以及基于windows XP的专用测量分析软件组成。
仪器特点主轴采用超高精度的气浮轴,使仪器具有旋转精度高、稳定性好、承载能力强、非接触、不磨损、长寿命的优点,达到国家一级精度标准。
工作台面和立柱采用天然花岗岩材料使仪器机械性能更加稳定可靠、不变形、不漂移、造型美观。
两级内置空气过滤器、一个保护压力继电器和一个油水分离器装置,使压缩空气工作气压稳定、干净、干燥,确保气浮主轴旋转稳定性好,精度高。
主轴电机采用高精度调速电机,使仪器主轴旋转平稳可靠传感器垂直和水平运动采用直线电机驱动,使仪器操作方便,调整精准。
圆度、圆柱度测量仪ppt课件

二级 0.5
三级 0.8
四级 1.0
➢室内周围应无影响测量的灰尘、振动、噪音、较强的磁场 等
➢受检仪器在室内连续恒温时间应不小于24小时,标准器具 在室内恒温时间应不小于4小时
整理版课件
5
三、主要计量性能要求
整理版课件
6
整理版课件
7
四、仪器示值误差
测量 方法
圆度仪
超精密微动台法
椭圆标准器法
圆柱度仪 标准圆柱体
圆度、圆柱度测量仪
Measurement Standard Instrument of Roundness and
Cylindricity
整理版课件
1
一、概述
基准:
圆度仪
圆柱度仪
回转测量基准
直线测量基准
精密回转中心
精密直线运动导轨
整理版课件
2
一、概述
原理:
圆度仪:通过传感器测量被测件不同转角位置上的实际轮 廓到回转中心半径的变化量。
8
四、仪器重复性
测量方法
圆度仪
圆柱度仪
在椭圆标准器的同一截面上连 续测量5次,得到5个测量结果
用截面法在100mm高度内取至 少5个截面进行圆柱度测量,重
复5次
五、检定结果的处理
➢检定合格的圆度、圆柱度测量仪发给检定证书; ➢检定不合格的发给检定结果通知书,并注明不合格项 目
内容
用驱动器驱动工作台使传
感器在量程范围内等间距 移动10个位置
圆度标称值分别为 0.5μm,1μm,2μm,
4μm,5μm
用截面法在100mm高度 内取至少5个截面进行圆 柱度测量,重复5次,其
平均值作为测得值
圆度圆柱度计量基础

fghijk
平面度测量
平面度测量
fghijk
平面度测量
fghijk
最小二乘参考平面
平面度 P-V
fghijk
不圆度的影响
振动
AA A A
B BB B
fghijk
不圆度的影响
振动 磨损
AA A A
B BB B
主菜单
振动 磨损 噪声
fghijk
不圆度的影响
AA A A
B BB B
fghijk
圆度的测量方法
工作台方法
• 三点法
– 简单,但 ...
fghijk
工作台方法
• 三点法
– 简单,但 ... – 有局限性
参考圆
fghijk
圆度 = R
R 最大内接圆
主菜单
最小外切圆
参考圆
R
fghijk
更进一步信息
圆度 = R 最小外切圆
fghijk
偏心和跳动
偏心 同心度
偏心
数据图形 中心
180 E = 偏心值 O = 偏心角
(在此情况下为130度)
fghijk
90 E
O 0
基准点
270
90°
fghijk
180°
fghijk
测量到的 最大移动量
工件的垂直移动量
fghijk
我们如何测量圆度
fghijk
我们如何测量圆度
fghijk
我们如何测量圆度
我们如何测量圆度 fghijk
在车床上测量圆度 偏心误差无法去除
fghijk
我们如何测量圆度
主轴
GAUGE SPINDLE AND COLUMN
圆柱度测量方法ppt课件

LOGO
第 10 页
①分项测量
作分项测量时有两种方案,其一为在若干横向截面内测量圆 度误差.同时分解出素线对轴线的平行度误差;其二,在横向 截面内测量圆度误差,并在轴向截面内测量素线对轴线的平 行度误差,按某一横向测量截面,当被测零件在V形座上回 转时找出该截面轮廓的最高点,过最高点的轴向截面内布点 采样,对各采样点处测得的示值中取最小示值为最低点。 ②叠加评定圆柱度误差
的回转运动误差。将上述误差相分 离, 并依据最小二乘圆心进行重构出 实际圆柱面轮廓, 然后采用国标规定 的误差评定方法得到被测圆柱面的 圆柱度误差。
LOGO
第7 页
3、两点法:
按下图所示方法测出各 给定横截面内零件回转 一周过程指示表的最大 示值与最小示值, 并以
所有各被测截面示值中 的最大值与最小值的一 半作为圆柱度误差值。
利用圆度仪测量圆柱度时, 将被测圆柱体工件沿垂直轴 线分成数个等距截面放在回转台上, 回转台带动工件一 起转动; 3个传感器安装在导轨支架上, 并可沿导轨做上 下的间歇移动, 逐个测量等距截面, 获取含有混合误差 的原始信号(测量原理图如下图所示)。
LOGO
第6 页
测量传感器拾取的原始信号中不仅
包含有被测工件的各个截面的圆度 误差母线的直线度误差, 而且还含混 入了导轨的直行运动误差及回转台
值,以及素线对轴线的平行度误差值两者叠加而 得。
End,谢谢
LOGO
形状公差之
圆柱度测量
LOGO
第2 页
圆柱度(符号 ): 形状公差中的一类,指任一垂 直截面最大尺寸与最小尺寸差 为圆柱度。圆柱度误差包含了 轴剖面和横剖面两个方面的误
差。
LOGO
第3 页
圆柱度测量方法 :
圆度、圆柱度测量仪

圆柱度仪
在椭圆标准器的同一截面上连 续测量5次,得到5个测量结果
用截面法在100mm高度内取至 少5个截面进行圆柱度测量,重
复5次
计算公式
即为检定结果
五、检定结果的处理
检定合格的圆度、圆柱度测量仪发给检定证书; 检定不合格的发给检定结果通知书,并注明不合格项
目
六、检定周期
圆度、圆柱度测量仪的检定周期一般不超过1年。
室内周围应无影响测量的灰尘、振动、噪音、较强的磁场 等
受检仪器在室内连续恒温时间应不小于24小时,标准器具 在室内恒温时间应不小于4小时
三、主要计量性能要求
四、仪器示值误差
测量 方法
圆度仪
超精密微动台法
椭圆标准器法
圆柱度仪 标准圆柱体
内容
用驱动器驱动工作台使传 感器在量程范围内等间距
移动10个位置
4、径向误差 将标准球放置在距工作台台面不低于200mm位置进行。 用标准半球时,标准短测杆的斧形测头中部应在距托座肩约3mm~5mm
处与标准半球接触,
1、外观和各部分的相互作用 仪器可动部分在规定的范围内均应平稳的运动; 各种按钮操作键和限位装置应动作灵活、作用可靠、功能正常
; 仪器的测量方向应通过主轴的回转中心。
圆度标称值分别为 0.5μm,1μm,2μm,
4μm,5μm
用截面法在100mm高度 内取至少5个截面进行圆 柱度测量,重复5次,其
平均值作为测得值
计算 公式
Δ示值=
结果
取各档示值误差中绝对值最大的作为检定结果
Δ示值为该次测量的示值 误差,最后取其绝对值
最大的作为检定结果
四、仪器重复性
测量方法
圆度仪
圆柱度仪:通过位于直线运动导轨上的位移传感器,测量 圆柱体表面若干截面在不同转角位置上的实际轮廓到回转
圆度、圆柱度测量仪 PPT

——仪器径向误差 ——测得值
传感器回转式 工作台回转式
二、检定条件
温度:(20±5)℃
湿度:≤65% RH
➢室内周围应无影响测量的灰尘、振动、噪音、较强的磁场 等 ➢受检仪器在室内连续恒温时间应不小于24小时,标准器具 在室内恒温时间应不小于4小时
三、主要计量性能要求
四、仪器示值误差
测量 方法
圆度仪
超精密微动台法
椭圆标准器法
一、概述
基准:
圆度仪
圆柱度仪
回转测量基准
直线测量基准
精密回转中心
精密直线运动导轨
一、概述
原理:
圆度仪:通过传感器测量被测件不同转角位置上的实际轮 廓到回转中心半径的变化量。
圆柱度仪:通过位于直线运动导轨上的位移传感器,测量 圆柱体表面若干截面在不同转角位置上的实际轮廓到回转 中心半径的变化量。
按基准回 转轴线形 成方式
圆柱度仪 标准圆柱体
内容
用驱动器驱动工作台使传
感器在量程范围内等间距 移动10个位置
圆度标称值分别为 0.5μm,1μm,2μm,
4μm,5μm
用截面法在100mm高度 内取至少5个截面进行圆 柱度测量,重复5次,其
平均果
取各档示值误差中绝对值最大的作为检定结果
Δ示值为该次测量的示值 误差,最后取其绝对值 最大的作为检定结果
四、仪器重复性
大家学习辛苦了,还是要坚持
继续保持安静
五、检定结果的处理
➢检定合格的圆度、圆柱度测量仪发给检定证书; ➢检定不合格的发给检定结果通知书,并注明不合格项 目
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4、径向误差 将标准球放置在距工作台台面不低于200mm位置进行。 用标准半球时,标准短测杆的斧形测头中部应在距托座肩约3mm~5mm处 与标准半球接触,
1、外观和各部分的相互作用 仪器可动部分在规定的范围内均应平稳的运动; 各种按钮操作键和限位装置应动作灵活、作用可靠、功能正常; 仪器的测量方向应通过主轴的回转中心。
——仪器径向误差 ——测得值
此课件下载可自行编辑修改,供参考! 感谢您的支持,我们努力做得更好!
圆柱度仪:通过位于直线运动导轨上的位移传感器,测量 圆柱体表面若干截面在不同转角位置上的实际轮廓到回转 中心半径的变化量。
按基准回 转轴线形 成方式
传感器回转式 工作台回转式
二、检定条件
温度:(20±5)℃ 仪器准确度级别 一级 每小时温度变化量 0.3
湿度:≤65% RH
二级 0.5
三级 0.8
圆度标称值分别为 0.5μm,1μm,2μm,
4μm,5μm
用截面法在100mm高度 内取至少5个截面进行圆 柱度测量,重复5次,其
平均值作为测得值
计算 公式
Δ示值=
结果
取各档示值误差中绝对值最大的作为检定结果
Δ示值为该次测量的示值 误差,最后取其绝对值 最大的作为检定结果
四、仪器重复性
测量方法
圆度仪
圆度、圆柱度测量仪
Measurement Standard Instrument of Roundness and
Cylindricity
一、概述
基准:圆度仪Fra bibliotek圆柱度仪
回转测量基准
直线测量基准
精密回转中心
精密直线运动导轨
一、概述
原理:
圆度仪:通过传感器测量被测件不同转角位置上的实际轮 廓到回转中心半径的变化量。
圆柱度仪
在椭圆标准器的同一截面上连 续测量5次,得到5个测量结果
用截面法在100mm高度内取至 少5个截面进行圆柱度测量,重
复5次
计算公式
即为检定结果
五、检定结果的处理
检定合格的圆度、圆柱度测量仪发给检定证书; 检定不合格的发给检定结果通知书,并注明不合格项 目
六、检定周期
圆度、圆柱度测量仪的检定周期一般不超过1年。
四级 1.0
室内周围应无影响测量的灰尘、振动、噪音、较强的磁场 等
受检仪器在室内连续恒温时间应不小于24小时,标准器具 在室内恒温时间应不小于4小时
三、主要计量性能要求
四、仪器示值误差
测量 方法
圆度仪
超精密微动台法
椭圆标准器法
圆柱度仪 标准圆柱体
内容
用驱动器驱动工作台使传
感器在量程范围内等间距 移动10个位置