预热器及分解炉系统简介
日产3000吨水泥熟料窑尾预热器与分解炉系统设计

1前言1.1水泥产业发展概述我国是水泥生产大国,水泥工业是我国国民经济建设的重要基础材料产业,在国民经济可持续发展中具有举足轻重的地位。
随着现代化建设的持续、稳定发展,我国水泥工业正面临着更好更快地发展、完善自身、节能环保的重任[1]。
水泥生产过程中,最重要的工艺环节是将化学成分合格的生料煅烧成既定矿物组成的熟料的过程[2]。
此过程所使用的设备包括旋风筒预热器、分解炉、回转窑和篦冷机等,这些设备即为构成窑尾系统的主要设备。
伴随着水泥工业生产技术的发展,熟料煅烧设备经历了立窑、干法中空窑、湿法窑、立波尔窑、预热器窑以及预分解窑的变化。
对于水泥工业窑炉,国内外主要研究机构均依据水泥熟料形成热、动力学机制,研究水泥窑炉工艺过程,并对各设备子系统工作机理和料气运动、换热规律进行探讨[3]。
通过建立单级和多级粉体悬浮热交换器热力学理论模型和分解炉系统热稳定性理论模型,建立全系统的热效率模型,系统研究了悬浮预热器和分解炉的热效率及其影响因素、悬浮预热器系统特性组合流程、流场、温度场、浓度场的合理分布和碳酸盐分解及固液相反应动力学特性,并以此为理论指导,开发出新型干法水泥熟料生产技术装备[4]。
1.2国内外研究现状天津水泥工业设计研究院有限公司开发的TDF分解炉,具有三喷腾和碰顶效应、湍流回流作用强、固气停留时间比大、温度场及浓度场均匀、物料分散及换热效果好、阻力系数低等特点[5]。
交叉料流型预分解法在保证全系统固气比不变的前提下,可使每级预热器单体的固气比提高,从而提高系统的热效率。
采用这种生产方法可提高生料入窑分解率,降低预热器出口气体温度及分解炉操作温度[6]。
整个系统在相对低温下操作可以减少钾、钠、氯盐及一些低熔点矿物形成,有利于系统稳定操作,减少预热器及分解炉结皮堵塞。
如西安建筑科技大学徐德龙院士团队发明的悬浮态高固气比预热分解技术[7]。
以Prepol和Pyro⁃clon型炉[8]为代表的管道式分解炉,主要依靠“悬浮效应”加强气固换热,炉内湍流强度较小,一般以增大炉容为主要措施,保证分解炉的功效发挥,故其单位容积热负荷及单位容积产量相对其他炉型来说,都是比较小的。
日产3000吨水泥熟料窑尾预热器与分解炉系统设计
日产3000吨水泥熟料窑尾预热器与分解炉系统设计一、设计要求:1.设计日产3000吨水泥熟料窑尾预热器与分解炉系统;2.构建高效节能的系统,提高水泥熟料预热效率;3.确保系统运行稳定可靠,维持生产连续性;4.设计具备保护设备和人员安全的控制系统。
二、系统组成1.窑尾预热器:窑尾预热器的设计旨在利用熟料窑尾烟气的余热,预热水泥熟料,以提高窑炉热效率并降低燃料消耗。
预热器采用多级筒体结构,能够使空气与水泥熟料充分接触,高效传热。
在筒体内设置合适的反向风道,以保证水泥熟料在预热器内的逗留时间,控制预热温度。
2.分解炉:分解炉的设计旨在将高温、燃烧后的熟料在适当的环境下进行分解,使其物理化学性质发生改变。
分解炉采用上升流式结构,利用高温煤气与熟料的直接接触,实现熟料的分解。
分解炉内部设置合理的板材和转动装置,以增加熟料与气体的接触面积和提高分解效率。
同时,设置排气系统,将分解后的气体及时排出,保证系统稳定运行。
3.控制系统:设计一套先进的自动控制系统,实时监测和调整窑尾预热器与分解炉的运行参数。
控制系统包括温度、压力、流量等传感器,PLC控制器,以及人机界面。
通过自动控制系统,实现燃烧过程的自动调整,提高系统的稳定性和能耗效率。
系统还要具备报警和安全保护装置,确保设备及人员的安全。
三、系统工作原理1.窑尾预热器工作原理:熟料窑尾的高温废气通过窑尾预热器进入多级筒体结构,与水泥熟料进行热交换。
同时,预热器内通过设置合适的反向风道,控制水泥熟料在预热器内的逗留时间和热风向上的流动方向。
通过热交换,把窑尾烟气中的余热传递给水泥熟料,使得水泥熟料的温度逐渐升高。
2.分解炉工作原理:经过窑尾预热器预热的水泥熟料进入分解炉内,在高温煤气的作用下完成分解过程。
分解炉内的高温煤气直接与水泥熟料进行接触,通过热量传导和导流作用,使水泥熟料中的矿物质发生分解反应,生成新的物质,提高熟料的活性和可磨性。
四、系统优势1.高效节能:通过窑尾预热器利用余热和分解炉的高温煤气,实现废热回收,提高熟料的热效率,降低能源消耗;2.环保节能:废气经过预热器与分解炉的处理,减少高温废气的排放;3.连续生产:系统能够保证稳定运行,实现连续生产;4.自动控制:系统设有自动控制装置,能够实现自动监测和调整参数,提高系统的稳定性和能耗效率。
预分解技术

NST-I型分解炉
NST-S型分解炉
RSP型分解炉
RSP分解炉是日本小野田水泥公司与川崎重工业公 司共同研制的。主要由涡流燃烧室SB、涡流分解室SC 和混合室MC三部分组成:
熟料
C1 C3 C5
煤喷嘴
生料
废气
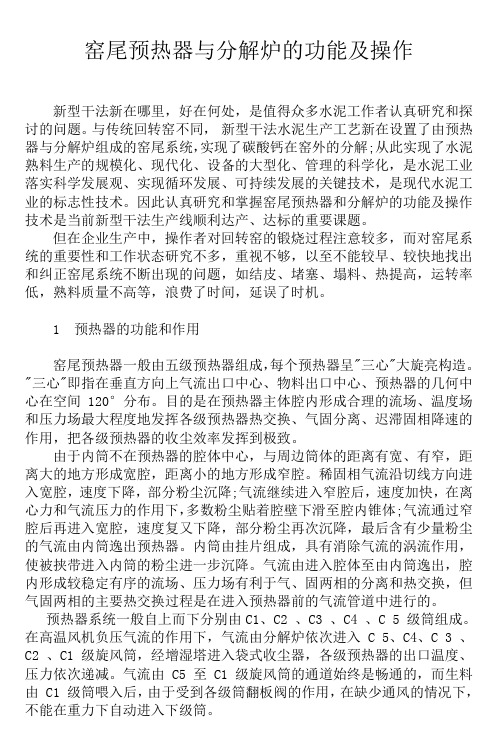
预分解窑的技术原理
C1
1.在悬浮预热器与回转窑之间增
设一个分解炉;
C2
2.在分解炉上适当位置装设燃料
喷嘴,喷入煅烧所需60%左右
C3
的燃料;
C4
3.使燃料燃烧的放热过程与生料
中碳酸盐分解的吸热过程,在
C5 分
分解炉中以悬浮态或流化态下
解 炉
极其迅速地进行;
三次风
燃烧器
料粉去C5
来自C4的料粉 燃烧器 三次风
窑气
TC型分解炉系列:TWD、TFD、TSD炉
带下置涡流预燃 室的组合分解炉
带旁置流态化悬浮 炉的组合型分解炉
带旁置旋流预燃室 的组合式分解炉
NC型分解炉系列
由南京水泥设计研究院在Prepol、Pyroclon等分解炉的基础上开发。 包括NST-I同线分解炉和NST-S半离线分解炉两种。
PrePol管道型分解炉系列
AT
AS
AS-MSC
TC型分解炉系列:TDF炉
由天津水泥院在DD分解炉的基础 上,根据我国燃料燃烧特性,研制开 发的TDF型分解炉。
TDF炉直接安装在窑尾烟室上,窑 气由炉底喷射入炉。炉中部设有缩口, 以产生二次“喷腾效应”。三次风由 下锥体上部两侧切线涡旋入炉;两个 三通道燃烧器分别设于三次风入口上 部,使燃料斜喷入三次风气流中迅速 起火燃烧。在炉下部筒体周围不同高 度设置四个生料喂料口,以利物料分 散均匀。
预分解窑系统的组成

预分解窑系统的组成预分解窑系统是一种用于水泥生产的设备系统,由多个组成部分构成。
下面将详细介绍预分解窑系统的组成。
1. 窑体预分解窑系统的核心部分是窑体。
窑体通常由钢筋混凝土构成,具有较高的耐火性能和耐磨性能。
窑体内部分为多个区域,包括预热区、煅烧区和冷却区。
预热区用于将原料进行预热,煅烧区用于进行煅烧反应,而冷却区则用于将煅烧后的熟料进行冷却。
2. 窑头设备窑头设备主要包括煤粉仓、煤粉磨机和煤粉输送系统。
煤粉仓用于存放煤粉,煤粉磨机则将煤粉磨成所需的细度,最后通过输送系统将煤粉送入窑体。
3. 窑尾设备窑尾设备主要包括熟料冷却机和熟料破碎机。
熟料冷却机用于对煅烧后的熟料进行冷却,以提高熟料的质量。
熟料破碎机用于将冷却后的熟料进行破碎,以满足不同颗粒度要求的水泥生产工艺。
4. 窑内设备窑内设备包括煤粉喷燃器、预热器和分解炉。
煤粉喷燃器用于在窑体内部喷射煤粉并进行燃烧,提供热量供窑体内的反应进行。
预热器用于将煤粉喷燃后的高温烟气与未煅烧的原料进行热交换,提高窑体内部的温度。
分解炉则是窑体内的关键部分,用于进行煅烧反应,将原料分解成熟料。
5. 除尘系统除尘系统用于处理窑体产生的烟气中的灰尘和有害气体。
除尘系统通常包括电除尘器和袋式除尘器两种设备,可以有效净化烟气,保护环境。
6. 控制系统预分解窑系统还包括一个完善的控制系统,用于对整个生产过程进行监控和控制。
控制系统通常由PLC(可编程逻辑控制器)和DCS (分布式控制系统)组成,可以实现对窑体温度、煤粉供给、熟料质量等关键参数的自动控制。
总结起来,预分解窑系统的组成包括窑体、窑头设备、窑尾设备、窑内设备、除尘系统和控制系统。
这些组成部分密切配合,共同完成水泥生产的整个过程,确保生产过程的稳定性和水泥产品的质量。
预分解窑系统的应用不仅提高了水泥生产的效率,还减少了对环境的污染,具有重要的意义。
第三代TTF窑尾预热器系统简介

中天仕名科技集团有限公司 CEMTECK Group Ltd.
加强管道系统换热效果的措施 : a. 适当提高管道风速(15~18m/s)
(经计算当管道内风速由15.5 m/s增至18
m/s时,其换热效果增强12.7%) b. 适当加宽撒料板的撒料宽度,增加物 料在管道中的分散度从而提高换热效果; c. 撒料板伸入风管中长度略加长,增强 物料的分散效果; d. 合理布置下料点的高度,在保证物料 不短路的前提下,尽量缩短下料点与旋 风筒顶盖的距离,增加管道换热的有效 长度,延长气固换热时间,从而提高换 热效果。 e. 合理布置物料下料点,充分考虑旋风 筒中气流旋向对物料换热的影响。
C4料
C4料
三次风
煤粉 煤粉
窑气
中天仕名科技集团有限公司 CEMTECK Group Ltd.
对于烟煤采用常规两钵TDF分解炉,当燃料为较难燃烧的无烟 煤或劣质煤时,采用三钵TTF型式的分解炉,综上所述,本项目分解 炉的工艺特点如下: ●三喷腾:TTF炉固气停留时间比大,在相同炉容下,炉流场大大优化,气
中天仕名科技集团有限公司 CEMTECK Group Ltd.
C、锁风阀、点火烟囱等
结构简单、维护方便、锁风效 果良好的锁风阀 密封效果良好、可远程精 确控制的点火烟囱
中天仕名科技集团有限公司 CEMTECK Group Ltd. 代别 第一代 第二代 第三代
分解炉: 容积较小,对煤 质要求较严,主 要型式类似RSP 、NSF。 预热器: 700t/d~1000t/d 采用靴形扁内筒 和阻流型导流板 ,2000t/d采用直 形圆内筒和矩形 进风口的常规结 构。 分解炉: 早期采用对撞进风双喷腾 TDF型分解炉,后期根据 煤质情况,在主炉TDF炉 基础上分别采取下置旋流 预燃室、旁置旋流预燃室 、前置流态化预燃炉和后 置延伸管道等结构型式。 预热器: 早期采用直形圆内筒和二 心蜗壳结构,单体阻力高 和分离效率高。后期采用 直形圆大内筒,270°大 蜗壳、斜切角进气口, d/D适当放大,蜗壳为等 高变角度,优化内筒结构 ,采用耐热钢制的悬挂分 片式圆内筒。 分解炉: 采用双喷腾或三喷腾 TDF型分解炉适应各种 煤质,操作维护简单。 分解炉考虑燃料分级及 三次风分级,降低系统 NOx排放。 预热器: 采用直形圆内筒,270° 二心大蜗壳、斜切角进 气口,内筒和连接风管 风速优化考虑,优化内 筒结构,采用耐热钢制 的悬挂分片式圆内筒。
水泥预热器及分解炉的发展历史
水泥预热器和分解炉的发展历史新型干法水泥生产技术是20世纪50年代发展起来的新技术,到目前日本、德国等发达国家,悬浮预热和预分解为核心的新型干法水泥熟料生产装备率占95%。
我国第1台悬浮预热及预分解窑于1976年投产,目前这种新型干法水泥生产线生产能力达6000余万t。
(此为“九五”末数据)。
新型干法水泥生产技术发展的第一阶段为20世纪50年代初到70年代初,是悬浮预热技术诞生和发展阶段。
第二阶段是20世纪70年代初至今,是预分解技术诞生和发展阶段。
本文将分阶段叙述。
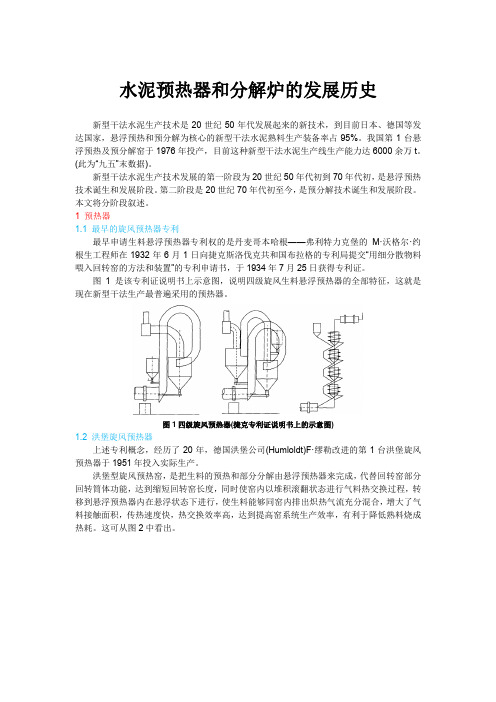
1 预热器1.1 最早的旋风预热器专利最早申请生料悬浮预热器专利权的是丹麦哥本哈根——弗利特力克堡的M·沃格尔·约根生工程师在1932年6月1日向捷克斯洛伐克共和国布拉格的专利局提交“用细分散物料喂入回转窑的方法和装置”的专利申请书,于1934年7月25日获得专利证。
图1是该专利证说明书上示意图,说明四级旋风生料悬浮预热器的全部特征,这就是现在新型干法生产最普遍采用的预热器。
图1四级旋风预热器(捷克专利证说明书上的示意图)1.2 洪堡旋风预热器上述专利概念,经历了20年,德国洪堡公司(Humloldt)F·缪勒改进的第1台洪堡旋风预热器于1951年投入实际生产。
洪堡型旋风预热窑,是把生料的预热和部分分解由悬浮预热器来完成,代替回转窑部分回转筒体功能,达到缩短回转窑长度,同时使窑内以堆积滚翻状态进行气料热交换过程,转移到悬浮预热器内在悬浮状态下进行,使生料能够同窑内排出炽热气流充分混合,增大了气料接触面积,传热速度快,热交换效率高,达到提高窑系统生产效率,有利于降低熟料烧成热耗。
这可从图2中看出。
图2 干法窑与一般悬浮预热器的比较洪堡旋风预热器见图3。
生料由最上部1级旋风筒连接风管喂入,喂入量1650g/kg熟料。
根据对四级旋风预热器的热工制度研究证明,80%的热交换在连接风管中进行,只有20%的热交换在旋风筒中进行。
窑尾预热器与分解炉的功能及作用
2分解炉的功能和作用
分解炉的作用主要有三个:一是使燃料在炉内具有充分的燃烧时间,理论燃烬度应达到100%,以使燃料的热量得到最大释放。二是通过激烈的旋流、喷腾,使物料的分散度达到最大,促使其在分散悬浮状态中与热气体进行充分的热交换三是促使碳酸钙的快速分解,分解率应达到90%以上。
对于分解炉来说,分解率达到90%以上应该说已基本满足工艺要求,在分解炉已达到90%以上时,不应再追求更高的分解率。如追求更高的分解率,势必要提高分解炉的温度。炉温过高,将导致液相矿物C3A和C4AF的过早、过多产生,将造成C3、C4\C5级筒翻板阀板面因积料而动作失灵,也是C5级筒易发生结皮、堵塞的另外一种原因(原料与燃煤中的有害成分是正常因素)。
如C1、C2、C3、C4,C5级筒的收尘效率下降,将使本级筒内已进行充分热交换的生料又返回上级筒与低温稀固相气流混合,造成热量的损失和浪费。所以各级预热器的收尘效率是影响窑尾系统正常、高效运行的重要参数。从理论上讲各级预热器的收尘效率应当是越高越好,但追求过高的收尘效率将使系统阻力增加,导致过多的压力损失,窑尾风机功率的增加,同样是一种能量的损失。设计中已对预热器系统的阻力和风机功率进行了恰当配置保持收尘效率设计参数的稳定是十分必要和重要的。在正常生产中,影响各级预热器收尘效率的因素主要是内筒的长短,挂片的完好程度以及翻板阀的工作状态等,此外风量的变化,给料量的变化也都对收尘效率有或多或少的影响,因此提高操作水平,保持各级预热器较高的收尘效率是水泥企业生产管理上的一个重要课题。在预热器设计参数确定之后,内筒尺寸长短的变化将决定预热器的收尘效率。一般说,内筒长度不变,收尘效率不变,由于磨损、烧失,长度变短,收尘效率将随之呈线性下降,挂片磨损、烧失,部分进口气流易从出口短路,收尘效率则有较大的下降。
分解炉的工作原理与结构(二)
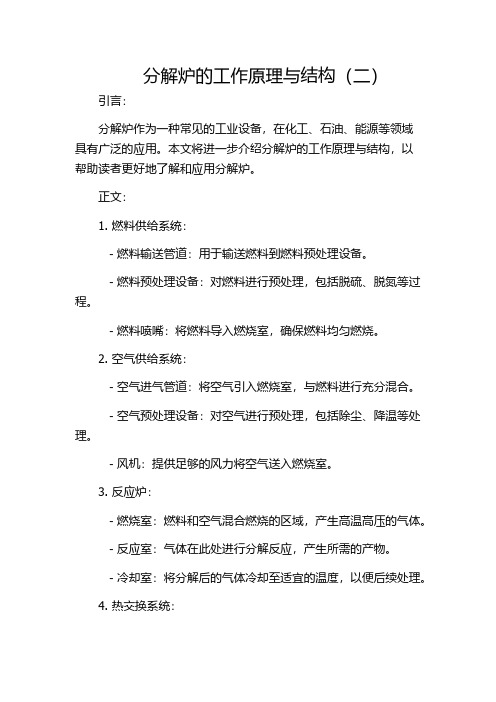
分解炉的工作原理与结构(二)引言:分解炉作为一种常见的工业设备,在化工、石油、能源等领域具有广泛的应用。
本文将进一步介绍分解炉的工作原理与结构,以帮助读者更好地了解和应用分解炉。
正文:1. 燃料供给系统:- 燃料输送管道:用于输送燃料到燃料预处理设备。
- 燃料预处理设备:对燃料进行预处理,包括脱硫、脱氮等过程。
- 燃料喷嘴:将燃料导入燃烧室,确保燃料均匀燃烧。
2. 空气供给系统:- 空气进气管道:将空气引入燃烧室,与燃料进行充分混合。
- 空气预处理设备:对空气进行预处理,包括除尘、降温等处理。
- 风机:提供足够的风力将空气送入燃烧室。
3. 反应炉:- 燃烧室:燃料和空气混合燃烧的区域,产生高温高压的气体。
- 反应室:气体在此处进行分解反应,产生所需的产物。
- 冷却室:将分解后的气体冷却至适宜的温度,以便后续处理。
4. 热交换系统:- 冷却水系统:通过冷却水对炉体进行冷却,同时回收部分热量。
- 加热系统:通过燃料燃烧产生的热量对炉体进行加热,保持反应温度。
- 废热回收系统:对废气进行热回收,提高能源利用效率。
5. 控制系统:- 温度控制:监测和调节反应炉内的温度,确保反应过程的稳定性。
- 压力控制:监测和调节反应炉内的压力,确保操作的安全性。
- 流量控制:对燃料和空气的流量进行控制,保证燃烧和反应的平衡。
总结:通过对分解炉的工作原理与结构进行详细介绍,我们了解到燃料供给系统、空气供给系统、反应炉、热交换系统和控制系统五个大点对于分解炉的工作起到重要作用。
深入了解和熟练运用分解炉,将为化工、石油、能源等领域的生产提供更高效的工具和技术支持。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
预热器及分解炉系统
P R E H E A T E R A N D
P R E C A L C I N E R S Y S T E M概述CDI在消化、吸收引进的预分解系统(特别是山西水泥厂的FR系统)技术基础上,通过对引进技术的理论研究、冷模试验,经过多年的努力,开发出由CNC预热器和CDC分解炉组成的预热预分解系统,形成了从700 t/d、1000 t/d 、1500 t/d 、2000 t/d 、2500 t/d 、3500 t/d 、4000 t/d 、5000 t/d等规模和高海拔型、无烟煤型、湿磨干烧型的系列预分解系统。
CDC分解炉以旋流和喷腾结合的C-SF分解炉技术为核心,并结合了其它炉型的优点,合理匹配和优化窑尾上升管道、分解炉、旋风预热器、联结风管和翻板阀、撒料板等子系统,注重物料在系统中停留时间、分离效率和系统阻力之间的最优化,强化系统对燃料变化的适应性,确保系统的达产达标。
通过青海水泥厂2000 t/d 、双马水泥厂1500 t/d 、金昌水泥厂1000 t/d等近年来一系列工程项目投产达产,表明了CDI开发的预热器及分解炉系统生产稳定可靠、技术合理先进。
CDI继续致力于窑外分解技术研究和发展,密切关注国内外窑外分解技术的发展动向,在总结提高的基础上不断推出更多新型的CDI窑外分解系统,满足顾客的不同需求,服务于社会。
主要指标系统阻力≤4500P a
C1分离效率≥95%
C a C O3表观分解率≥93%
主要规格参数规模(t/d)70015001000200025003500 40005000C1(m m)Φ3500Φ6200Φ39002-Φ39002-Φ43002-Φ55302-Φ43002-Φ4300
C2(m m)Φ4000Φ6700Φ4600Φ5900Φ6500Φ85002-Φ58002-Φ6400 C3(m m)Φ4000Φ6700Φ4600Φ5900Φ6500Φ85002-Φ58002-Φ6400 C4(m m)Φ4300--------Φ5000Φ6400Φ7100Φ85002-Φ63002-Φ6900 C5(m m)Φ4300--------Φ5000Φ6400Φ7100Φ85002-Φ63002-Φ6900 C a l.(m m)Φ3900Φ6100Φ4500Φ5700Φ6300Φ7480Φ7700Φ7700 C D C分解炉特点旋流(三次风)与喷腾流(窑气)形成的复合流,兼备旋流与喷腾流的特点,二者强度的合理配合,强化了物料的分散。
炉体的结构特征是“径出戴帽加缩口”,即径向出风,柱体设缩口,出风口与炉顶部预留物料返混的空间,料气停留时间比大,并具有低阻特性。
分解炉流场合理,炉容大,物料停留绝对时间长,适合煅烧低挥发分煤,煤粉燃烧完全。
C4料从炉锥部和窑尾上升烟道两处加入,降低了烟道处的温度,减少了此处结皮堵塞的危险。
分解炉出口与C5进口设置较长的连接风管,扩大了分解区域,延长了物料的停留时间。
炉出口向下布置的连接风管,从结构上降低了窑尾框架高度。
C N C旋风筒特点
旋风筒采用三心
270°包角蜗壳,气流平缓旋入筒内,阻力低。
进口采用等角度变高度的切向进口蜗壳,顺应流体运动方向,可减小流体阻力,提高分离效率。
C4、C5下料口采用膨胀仓,防止气流变向引起二次飞扬,分离效率较高,人工捅料方便。
出风口设置“脉动”风管,避免了低风速下物料的短路,增强了物料的分散。