电力金具产品主要工艺流程图
29张电气工程施工流程的工艺示例图,现场就是这样干!
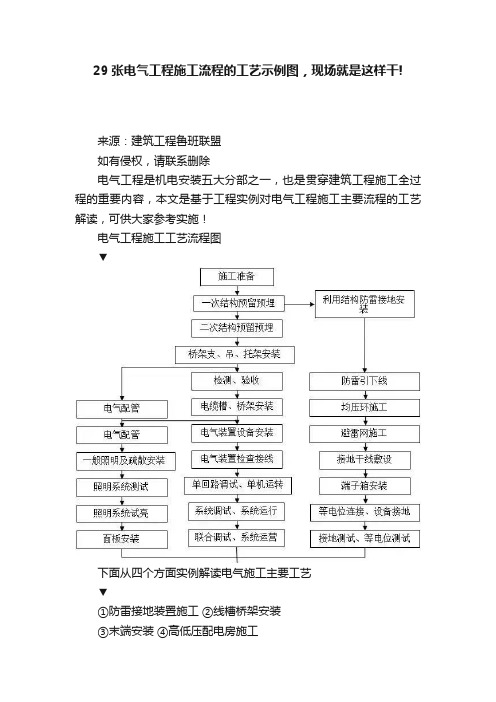
29张电气工程施工流程的工艺示例图,现场就是这样干!来源:建筑工程鲁班联盟如有侵权,请联系删除电气工程是机电安装五大分部之一,也是贯穿建筑工程施工全过程的重要内容,本文是基于工程实例对电气工程施工主要流程的工艺解读,可供大家参考实施!电气工程施工工艺流程图▼下面从四个方面实例解读电气施工主要工艺▼①防雷接地装置施工②线槽桥架安装③末端安装④高低压配电房施工一防雷接地装置施工1)防雷接地施工质量要求· 质量要求表注意:焊好后应清除药皮,焊接点除埋设在混凝土内的不作处理外,其余的焊点均需采取防腐措施:刷防锈漆一道,银粉漆两遍。
2)防雷引下线施工要点· 避雷引下线暗敷设做法利用结构柱内主筋作引下线时,每条引下线不得少于两根主筋,每根主筋直径不能小于Ф16㎜,防雷引下线位置最好对称,引下线间距不应大于25m。
按设计要求找出全部主筋位置,用油漆做好标记,距室外地面0.5m处焊接断接卡子,随钢筋逐层串联焊接至顶层,并焊接出屋面一定长度的引下线Ф12㎜的镀锌圆钢,以备与避雷带连接。
柱内引下线与梁内均压环可靠焊接,采用双面焊接,焊缝双面焊接长度大于6D,下端与建筑物桩基钢筋及基础底梁钢筋的两根主筋焊接。
每层各引下点焊接后,隐蔽之前,均应请现场施工员及监理进行隐检,同时应填写隐检记录。
3)防雷焊接要点· 卫生间等电位卫生间等电位用预留接地钢筋,与均压环可靠焊接· 引下线焊接引下线与梁内均压环可靠焊接4)屋面防雷安装工艺· 屋面防雷工艺节点平屋顶上所有凸起金属构筑物或管道等均应与避雷带连接5)避雷带(网)安装工艺· 屋面避雷带· 伸缩缝特殊处理A、屋面避雷带安装时应平直,无急弯,焊接处需做防腐且无遗漏;支架高度100mm,水平直线段支架安装间距1.5m,转弯处0.5m;避雷带在女儿墙上敷设位置要求:墙宽度≤300mm,避雷带置于女儿墙中间;墙宽度>300mm,置于距外边缘150mm处B、引下线处刷黄绿相间色,并贴好标示牌C、建筑伸缩缝处,应设置补偿装置;补偿器须作上翻弯6)接地干线安装工艺· 接地干线· 门槛接地A、接地扁钢表面沿长度方向,每段为15~100mm,分别涂黄色和绿色相间的条纹标色,接地扁钢安装前应调直、调平B、接地扁钢距地面高度为250~300mmC、接地扁钢与建筑物墙壁间的间隙为10~15mmD、金属门框与门分别用裸铜软线与接接地二线槽桥架安装1)线槽桥架支架设置· 桥架支架设置要点平直线段桥架吊架间距1.5m~2m,如果采用吊杆支架,吊杆直径不应小于8mm,且需在过梁处应设置固定支架转弯中间位置增设一组吊架;顶层桥架距楼板距离不小于150mm,上下层桥架间距不小于150mm;桥架标识清晰2)桥架跨接要点· 桥架支架跨接要点金属电缆桥架及其支架全长应不少于2处于接地干线相连接;桥架首尾两端需与配电柜外壳或地线排可靠连接非镀锌电缆桥架间连接板的两端跨接铜芯接地线,跨接地线一定要注意线槽桥架专用接地孔上,地线的最小允许截面积不小于4mm2;连接前剔除接地螺栓下方的绝缘层3)电缆桥架内敷设工艺· 电缆敷设电缆沿桥架或者托盘敷设时,应将电缆单层敷设,排列整齐;不得有交叉,拐弯处应以最大截面积电缆允许弯曲半径为准整齐、间距均匀、用扎带绑扎牢固、挂牌标示4)桥架封堵安装工艺· 穿墙桥架封堵与土建配合,桥架穿越墙体、楼板等部位预先留孔A、线槽、桥架底板应与支吊架横担用金属螺栓固定(≤200mm,用一个螺栓固定;>200mm,距边1/4处两个螺栓固定)B、桥架穿越墙体及楼板,应用不燃材料封堵;穿越防火分区桥架内必须做防火封堵· 穿板桥架封堵将防火枕逐层按次序在楼板洞内及电缆桥架内摆放整齐,防火枕厚度与楼板平齐,要求表面平整美观防火泥填塞密实,防火泥表面平整5)特殊位置桥架安装工艺· 其他要点室外安装桥架安装高度不能低于积雪、积水高度,同时考虑选用防水型盖板,进出室外桥架、线槽,室内须高于室外,防止雨水流入室内桥架穿越伸缩缝位置做法按图所示三末端安装1)线缆、电箱安装要点· 线缆穿管线颜色选择:保护地线为黄绿相间色,零线为淡蓝色,A相为黄色,B相为绿色,C相为红色;配电箱内部接线要排列整齐,接线端子压接牢固金属导管内导线的总截面积不宜超过其截面积的40%,同一管内的导线总数不得超过8根;管内导线不得有接头、扭结;导线在引出部分应有防止损伤的措施(一般加塑料护口),穿线前清除管内杂物及积水2)插座、开关安装要点· 插座、开关安装同一室内插座,安装高度一致;相同型号并列安装及同一室内开关安装高度一致;接线规范、牢固(建议采用接线帽)不同作用,不同大小的照明开关、调节开关与温度器等面板底部标高保持一致;开关距地面在1.2m至1.35m之间3)灯具安装要点·灯具安装安装牢固,间距合理,整齐美观大型灯具安装前,应按灯具重量的2倍做过载试验四高低压配电房施工· 配电箱安装配电箱柜台箱盘安装垂直度允许偏差为1.5‰,相互间接缝不应大于2mm,成列盘面偏差不应大于5mm,标识清晰正确。
国家电网生产工艺流程
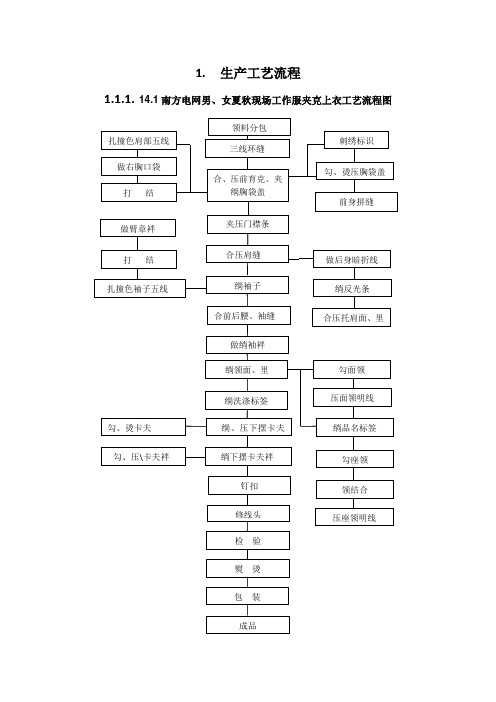
1.生产工艺流程1.1.1.14.1南方电网男、女夏秋现场工作服夹克上衣工艺流程图1.1.2.14.2南方电网男、女夏秋现场工作服夹克裤子工艺流程图1.1.3.14.3夏季夹克套装工作服生产工艺流程14.3.1原材料采购1.采购准备1.1采购规范制定由技术部规定各种面辅料的采购规范,规范可用实物的形式表现,也可用有关参数来说明。
对于目前已常规使用的面料用“布版”进行规定,常规的辅料,用实物配合文字说明。
1.2采购供方评审对于所有常规采购物品按物品的重要度分级表要求进行合格供方评审,对于小批零采购的物品,在对中间商采购时,用对小样确认的方法进行评审,并编制合格供方目录。
评审表应记载各供方所提供的产品目录。
1.3常规采购物品信息表的编制采购人员应编制所有“常规采购物品信息表”,信息表内容须包括:1.3.1物品名称、规格、质地、颜色(含本色、染色)及其它特征;1.3.2供应单位名称、地址、联系人、联系电话;1.3.3采购物品的质量状况;1.3.4成批采购的供货能力及供货方式;1.3.5单价及付款方式(含开票);1.3.6从通知日起至到货时间的最少周期;信息表一式三份,常务副总经理及财务部各一份,自存一份。
2采购活动实施2.1采购人员接到物流部通知后,应迅速确定采购对象及数量,并按“物流生产计划单”要求的时间采购,采购应核对库存,决定对数量的调整。
2.2采购应明确质量要求,对于服饰类产品要做到五“定”一“封”:定材料、定款型、定标识、定做工要求、定价格,做好“封”样。
2.3“封”样的确认由技术、检验部会同销售部进行,“封”样保存在技术部作为验收的依据,封样应注明编号、适用于哪一个工程,由技术部授权人签字。
2.4面料的采购按销售部传达的顾客要求,由技术部确认,予以采购。
2.5辅料的采购分两种,常规采购由采购人员按原“标”样进行,新增采购必须报技术部确认并封“样”。
2.6采购计划安排后应随时保持与物流部的沟通,通报进度情况,如发生意外,应采取措施,确保按期到货及生产正常进行。
电力工程施工工艺流程图

环网柜及电缆分支箱安装工艺流程
配电设备安装标准化作业流程图
召开班后
会及时总结当天工作、进行技术资料整理归档,并对本次作业进行评价。
对指导书的符合性、可操作性进行评估,提出改进意见。
总结阶段
准备阶段
作
业阶段
履行许可手续
布置现场施工安全措施。
开始作业并履行工作监护制度 作业结束,对作业现场检查验收无误后,拆除现场安全措施,清扫现场,撤离现场。
履行工作票终结手续
运行人员根据操作票恢复
送电
由运行单位(人员)根据操作票所列工作内容执行停电、验电、挂接地线。
召开班前会,进行“三交三查”。
提出作业任务并填报停电申请票。
填写线路一种工作票。
召开班前会学习本作业指导书。
根据本作业指
导书准备工具、材料。
修筑环网柜基础,现场检查其已符合图纸要求。
杆上配电柜施工工序 (1)工艺流程:
安装柱上断路器标准化作业流程图
⑩避雷器的试验
避雷器试验流程:。
金具及附件连接安装作业指导书
第8部分:配网工程金具及附件连接安装作业指导书编码:PWJX-06目次1适用范围 (61)2编写依据 (61)3作业流程图 (61)4安全风险辨析与预控 (61)5作业准备 (62)6 作业方法 (6)7 质量控制措施及检验标准 (9)1适用范围1.1电压等级35kV及以下配网工程。
1.2电气类别架空线路工程的导线附件连接安装。
2编写依据表2编写依据3作业流程图图3作业流程图4安全风险辨析与预控4.1 金具及附件连接安装作业前,施工项目部根据该项目作业任务、施工条件,参照《电网建设施工安全基准风险指南》(下简称《指南》)开展针对性安全风险评估工作,形成该任务的风险分析表。
4.2 按《指南》中与金具及附件连接安装作业相关联的《电网建设安全施工作业票》(编码:PWJX-06-01/01),结合现场实际情况进行差异化分析,确定风险等级,现场技术员填写安全施工作业票,安全员审核,施工负责人签发。
4.3 施工负责人核对风险控制措施,并在日站班会上对全体作业人员进行安全交底,接受交底的作业人员负责将安全措施落实到各作业任务和步骤中。
4.4 安全施工作业票由施工负责人现场持有,工作内容、地点不变时可连续使用10天,超过10天须重新办理作业票,在工作完成后上交项目部保存备查。
表 4.1作业任务安全基准风险指南5 作业准备5.1 作业前施工条件表5.1 作业前施工条件5.2 人员、主要工器具及仪器仪表配置表5.2 人员、主要工器具及仪器仪表配置6 作业方法表6 作业方法7 质量控制措施及检验标准7.1质量控制措施7.1.1现场负责人应根据现场情况安排技术人员负责质量监控。
7.1.2作业人员必须熟悉工程作业流程和质量检验标准;技术岗位人员必须持有与作业相应、有效的上岗证。
7.1.3现场负责人在进行安全技术交底时必须详细介绍本作业质量控制要点、常见的质量通病及其防治措施。
7.1.4作业现场必须有经审核批准的设计图纸和施工方案,作业人员必须按图施工。
110kV绝缘子及金具组装图标准化设计

浙江省电力公司输电线路绝缘子及金具组装图标准化设计110kV分册浙江省电力公司二○○九年七月目录前言第一篇总论 (1)1.目的、意义和总体原则 (1)1.1标准化设计的目的和意义 (1)1.2标准化设计的总体原则 (1)1.3标准化设计的工作内容 (1)2.设计依据 (2)2.1设计依据性文件 (2)2.2主要规程规范 (2)2.3国家电网公司、华东电网公司、浙江的有关规定 (2)3.模块划分 (3)3.1设计模块的划分原则 (3)3.2设计模块的划分及编号 (4)4.主要设计原则和方法 (4)4.1设计气象条件 (4)4.2导线和地线 (5)4.3绝缘配合 (5)4.4绝缘子选择 (6)4.5金具 (7)5.标准化设计使用总体说明 (7)5.1标准化设计文件 (7)5.2杆塔名称查询说明 (7)5.3模块选用方法 (8)第二篇110KV绝缘子及金具串组装图标准化设计 .......................................... 96.设计说明 (9)6.1概述 (9)6.2导、地线 (9)6.3金具与绝缘子串配置 (9)6.4联塔金具 (10)6.5线夹的选择 (10)6.6特别说明 (10)7.1D-A模块 (12)7.1概述 (12)7.2组装图 (13)8.1D-B模块 (21)8.1概述 (21)8.2组装图 (22)9.1D-C模块 (30)9.1概述 (30)9.2组装图 (31)10.1B-A模块 (37)10.1概述 (37)10.2组装图 (38)11.1B-B模块 (42)11.1概述 (42)11.2组装图 (43)12.1B-C模块 (47)12.1概述 (47)12.2组装图 (48)第一篇总论1.目的、意义和总体原则1.1标准化设计的目的和意义推行电网工程标准化设计是浙江省电力公司全面贯彻落实科学发展观,建设“资源节约型、环境友好型”社会,履行社会责任,大力提高集成创新能力的重要体现;是实施集约化管理,标准化建设的重要手段。
电力金具铝合金压铸工艺流程简述
电力金具铝合金压铸工艺流程简述1.铝合金压铸工艺流程是先准备好铝合金材料和模具。
The process of aluminum alloy die-casting starts with preparation of aluminum alloy materials and molds.2.然后把铝合金材料加热至适当温度。
The aluminum alloy materials are then heated to the appropriate temperature.3.加热完成后,将熔化的铝合金注入模具中。
Once heated, the molten aluminum alloy is injected into the molds.4.在模具中冷却,直至铝合金凝固成型。
The aluminum alloy solidifies and takes shape within the molds as it cools.5.取出铝合金制品,进行去除余料和修整工作。
The aluminum alloy products are removed from the moldsand excess materials are trimmed and cleaned up.6.最后进行表面处理和检验。
Finally, the products undergo surface treatment andquality inspections.7.该工艺流程的关键是控制好铝合金的加热温度和注入速度。
The key to this process lies in controlling the heating temperature and injection speed of the aluminum alloy.8.合理的模具设计也至关重要,能影响最终产品的质量和形状。
Proper mold design is also crucial, as it can affect the quality and shape of the final product.9.在铝合金压铸工艺中,还需要注意材料的选择和后期处理工艺。
电力变压器直角铜铝排加工工艺流程图

退供应商
FQC O K
包装
入仓
OQC
O K 出货
N G
N G
运输
交付
注意 事项:
1:抛 光时不可 倒角
2:折 弯时不可 有裂痕, 尺寸与图
首检
生产 O K
外发电镀 电镀回货
纸相 符。
3:刮 披锋不可 以用抛光 机。
4:外 发电镀时 须注明电 镀要求,
并发 4PCS测试 板。
5:电 镀回货时 IQC须检 查是否有 三
款报 告(镀层 膜厚报 告,高温 测试
报告 以及盐雾 测试报 告)。
6;包 装时产品 之间须用 白纸隔开 。
产品:直 角铜铝
原材料收 货
存放在 待检区
生 产工
INQGC
O K 入仓
MRB REJ UAI
领料
剪料
N G
首检
O K 生产
抛光
N G
首检
O K
生产
退供应商
定长
首检
O K 生产
刮披锋
首检
O K 生产
IPQC O K
包装
折弯
N
G
入仓
存放在 待检区
N G
N G
N G
IQC NG
施工流程图--建筑电气工程--2.7.5照明电器安装工艺流程图
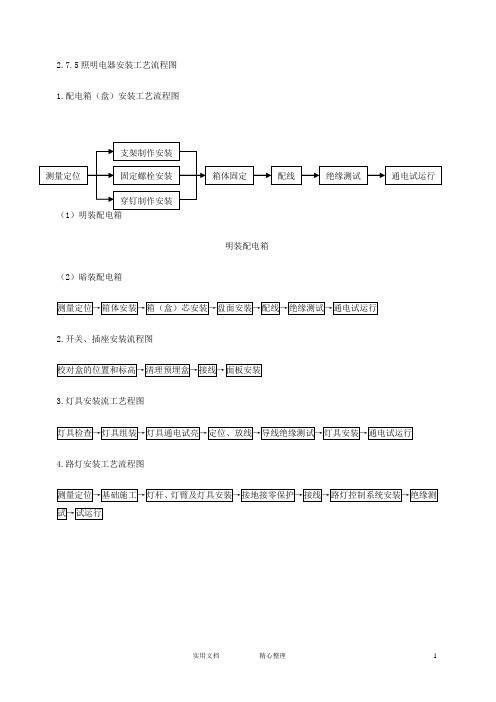
3.灯具安装流工艺程图
灯具检查→灯具组装→灯具通电试亮→定位、放线→导线绝缘测试→灯具安装→通电试运行
4.路灯安装工艺流程图
测量定位→基础施工→灯杆、灯臂及灯具安装→接地接零保护→接线→路灯控制系统安装→绝缘测 试→试运行
实用文档
精心整理
1
2.7.5 照明电器安装工艺流程图 1.配电箱(盘)安装工艺流程图
支架制作安装ຫໍສະໝຸດ 测量定位固定螺栓安装穿钉制作安装 (1)明装配电箱
箱体固定
配线
绝缘测试
通电试运行
明装配电箱
(2)暗装配电箱
测量定位→箱体安装→箱(盒)芯安装→盘面安装→配线→绝缘测试→通电试运行
2.开关、插座安装流程图
校对盒的位置和标高→清理预埋盒→接线→面板安装
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附件1-1
企业生产电力金具产品主要工艺流程图
第1页共3页
企业申请填写内容
企业名称南通赛博通信有限公司填写日期2017年2月10日产品单元
铝铜铝类(悬垂线夹)
工艺流程
图(以框图+箭头方式表述企业生产该产品的实际工艺流程、并以“★”在相应的框图上表示关键工序、质量控制点、特殊过程):
悬垂内外绞丝生产工艺流程图:
★
合格铝合金丝→调试成型机→绞丝下料成型→检验→冲定长→磨二端R →清洗→喷安装标识→编组→组装(套壳、绞丝、胶瓦)→检验→入库
铝壳生产工艺流程图
选材合格铝锭→炉前准备→熔炼→浇铸→开型清理→检测→铸件清理→打磨→钻孔→铆接→检验→入库
★为关键工序、质量控制点
为特殊过程
现场核实后填写内容
审查组核实确认经核实,该企业生产电力金具产品上述生产工艺流程描述与实际相符,企业对关键工序、质量控制点、特殊过程进行了识别,检查组予以确认
注:1.如产品单元生产工艺不同均应分别绘制;
2.如采用非典型工艺的企业,应提交采用非典型工艺的说明;明示所采用的工艺流程、设备工装、加工制作方法等情况,陈述与典型工艺的主要差别(如有)。
.。