模具进度排期表
模具开发进度管理表

303113567891011121314151617181920212223252728301234
123451234512345预计开始日期模具
组
立3模具
加
工送 样
17月2日7月3日序号
工艺分析项 目
责 任 人
持 续时 间41设计担当
模具名称表单编号:
模 具 开 发 进 度 管 理 表
确认人签 名
模具
设
计23排样设计零件绘制送样日期送样数量制表日期
产品名称模具类型组立担当
插片端子
6月5日6月7日6月1日36月11日6月13日46月8日
6月11日
产品编号567预计完
成日期模具编号产品工程25月30日5月31日5月31日实际完成日期
客户名称完 成状 况36月1日6月5日26月3日6月5日模板绘制备料申请
简 图
46月5日模板备料钻铣加工热 处 理大 水 磨
线割加工模具组立6月8日76月16日6月22日26月14日6月15日6月23日6月28日备 注
追 踪 人赖 晨 晓
会签
模 具 设 计模 具 加 工模 具 组 立追 踪 人
批准
审核制表
试 模样品检测6月28日7月1日模具入库1
7月3日
7月4日
7月1日7月2日连续模
工程模。
模具计划实际进度排期表
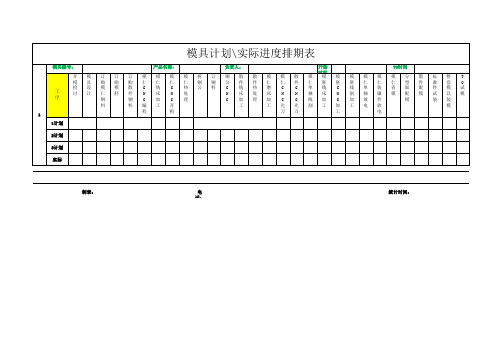
模具编号:
产品名称:
负责人:
开始
T0时间
时间 开模订订订模模模模拆订铜散散模模散模模模模模模模分散标整 T
模具购购购仁仁仁仁铜铜公件件仁仁件仁胚胚胚仁仁仁型件准套 0
检设模模散 C 铣 C 热公料 C 铣热磨 C C 单铣 C 线单装省面配件模试
工
讨计仁胚件 N 床 N 处
N 床处床 N N 独床 N 割独镶模配模试具模
序
钢
钢C加C理
C 加理加 C C 线加 C 加放件
模
装装
料
料编工开
工
工光光割工加工电放
模
1程粗刀刀工电1计划
2计划
3计划
实际
制表:
电 话:
统计时间:
模具开发计划进度表
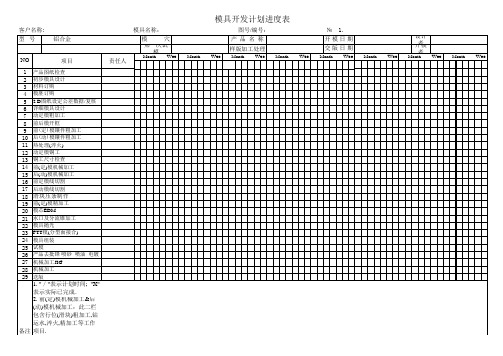
1 产品图纸检查 2 初步模具设计 3 材料订购 4 模胚订购 5 2 D图纸设定公差数据/复核 6 详细模具设计 7 动定模粗加工 8 前后模开框 9 前(定)模镶件粗加工 10 后(动)模镶件粗加工 11 热处理(淬火) 12 动定模铜工 13 铜工尺寸检查 14 前(定)模机械加工 15 后(动)模机械加工 16 前定模线切割 17 后动模线切割 18 滑块压条制作 19 前(定)模精加工 20 模芯EDM 21 水口及分流锥加工 22 模具抛光 23 FTT模(分型面接合) 24 模具组装 25 试模 26 产品去批锋 喷砂 喷油 电镀 27 机械加工JIG 28 机械加工 29 送版
模具开发计划进度表
客户名称:
型号
铝合金
NO
项目
模具名称:
图号/编号:
№ 1.
模
穴
第一次试
模
产品名称 样版加工处理
开模日期 交版日期
设计 开者模
者
责任人
Month Wee Month Wee Month Wee Month Wee Month Wee Month Wee Month Wee Month Wee
1. "/"表示计划时间; "X"
表示实际已完成. 2. 前(定)模机械加工&后
(动)模机械加工:此二栏
包含行位(滑块)粗加工,钻
运水,淬火,精加工等工作
备注 项目.
3.无论什么客户模具开模 都需填写此表,当进度有修 正时应及时更正,上传市场 部. 制表确 认
Re:A00
压铸模具生产进度表

产品料号
产品材质及缩水
0.50%
模穴数
1X1
模具工程师
产品名称
内模件之钢材硬度参数: 前(定)后(动)模:HRC46-48
制表日期:
序
号
项目
计划与完成日期3月6号-3月20号
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
1
产品图
纸检查
计划
→
实际
☆
2
2D图纸数据复核
编制:
审核:
批准:
R-AD-CS-005
计划
→
实际
☆
3
模仁订购
计划
→
实际
☆
4
模架订购
计划
→
实际
☆
5
模具设计
计划
→
实际
☆
6
A仁开粗
计划
→
实际
☆
7
B仁开粗
计划
→
实际
☆
8
镶件开粗
计划
→
实际
☆
9
零配件开粗
计划
→
实际
☆
10
热处理
计划
→
实际
☆
11
电脑锣A仁铜公
计划
→
实际
☆
12
电脑锣B仁铜公
计划
→
实际
☆
13
铜公尺
寸检查
计划
→
实际
Tooling Schedule 模具排期进度表 中英文版

schedule
actual
schedule
actual
schedule
actual
schedule
actual
le actual schedule actual schedule actual schedule actual schedule actual schedule actual schedule actual schedule actual
GRINGING (磨床)
CNC MILLING (CNC锣)
EDM (电火花)
WIRECUT (线切割)
POLISHING (抛光)
MOULDBASE(模胚) ROUGH MILLING AND(铣床开粗)
DRILL COOLING LINE(钻水路)
WIRECUT (线切割)
组装Assembly Moid Measure
schedule actual schedule actual schedule actual schedule actual schedule actual schedule actual schedule actual schedule actual
schedule actual schedule actual
CNC MILLING (CNC精锣)
EDM (电火花)
WIRECUT (线切割)
POLISHING (抛光)
Core Insert(后模) ROUGH MILLING AND(铣床开粗)
DRILL COOLING LINE(钻水路)
CNC ROUGH (CNC开粗)
HEAT TREATMENT (热处理)
schedule actual schedule actual
10-3.模具、工装进度跟踪表-新品开发

开发周期
项目负责人
项目小组成员
60天
郭浩验证
2018年5月4日 31天
合格
2018年5月5日 32天 需改良
2018年5月6日 33天
2018年5月7日 34天
2018年5月8日 35天
2018年5月9日 36天
2018年5月10日 37天
2018年5月11日 38天
2018年5月12日 39天
2018年5月13日 40天
2018年5月14日 41天
2018年5月15日 42天
2018年5月16日 43天
2018年5月17日 44天
2018年5月18日 45天
2018年5月19日 46天
2018年5月20日 47天
2018年5月21日 48天
2018年5月22日 49天
30天
工装验证 待完成 待完成 待完成 待完成 待完成 待完成 待完成 待完成 待完成 待完成 待完成 待完成
备注
完结
Q5E型卡簧
标准件、五金件 采购
电子元件采购
对应图号
模具制作日期 2018年4月5日 2018年4月6日 2018年4月7日 2018年4月8日 2018年4月9日 2018年4月10日 2018年4月11日 2018年4月12日 2018年4月13日 2018年4月14日 2018年4月15日 2018年4月16日 2018年4月17日 2018年4月18日 2018年4月19日 2018年4月20日 2018年4月21日 2018年4月22日 2018年4月23日
模具制作进度
交付期限 30天 30天 30天 30天 30天 30天 30天 30天 30天 30天 30天 30天 30天 30天 30天 30天 30天 30天 30天
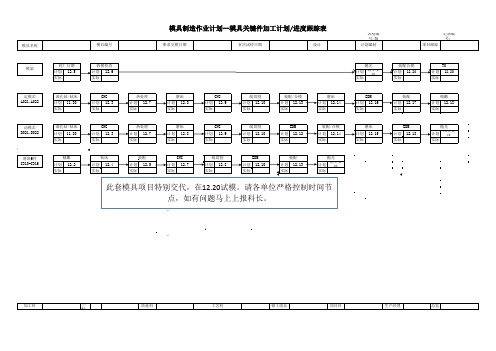
模具加工计划进度跟踪表
抛光
计划
钳工安 排
实际
滑块6件 C310-C316
精雕 计划 12.2 实际
钻床 计划 12.4 实际
装配 计划 12.5 实际
CNC 计划 12.7 实际
线切割 计划 12.8 实际
EDM 计划 12.10 实际
装配 计划 12.13 实际
抛光
计划
钳工安 排
实际
此套模具项目特别交代,在12.20试模。请各单位严格控制时间节 点,如有问题马上上报科长。
动模芯 B021.B022
深孔钻/钻床 计划 11.30 实际
CNC 计划 12.3 实际
热处理 计划 12.7 实际
磨床 计划 12.8 实际
CNC 计划 12.9 实际
线切割 计划 12.10 实际
EDM 计划 12.12 实际
装配/合模 计划 12.14 实际
磨床 计划 12.15 实际
EDM 计划 12.18 实际
加工科
生产 科
质量科
工艺科
钳工组长
项目科
生产经理
总监
模具名称
模具编号
模具制造作业计划--模具关键件加工计划/进度跟踪表
要求交模日期
首次试样日期
设计
表格编 号/版
计划编制
项目跟踪
记录编 号:
模架
到厂日期 计划 12.5 实际拆模检源自 计划 12.6 实际抛光
计划
钳工安 排
实际
装配合模 计划 12.20 实际
T0 计划 12.20 实际
定模芯 A021.A022
深孔钻/钻床 计划 11.30 实际
CNC 计划 12.3 实际
热处理 计划 12.7 实际
很好的进度表模具制作进度表

客户名称(Customer)制品名称(Part Name)制品代号(Part Number)试模时间♀1234567891011121314151617181920212223242526272829301234567891011121314151617181920212223242526272829303112345678910111213141516171819202122232425262728293031预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实試模备注(Remarks)母模电极加工公模电极加工滑塊系統加工對合頂出系統冷却系統零配件加工配模\合模組立仕上打光鑽孔CNC 加工放電加工仕上打光热流道板加工公模仁热流道模胚鑽孔CNC 加工放電加工2D 图面完成母模仁备料公模仁备料热流道模胚备料母模仁設計/備料采购母模公模其它母模数模完成公模数模完成公模仁采购6月7月8月表达方式(Express 杭州迅达模塑有限公司正常(In gear):紧张(Strein):实际完成日期(Finished) ▲落后(Draggle):担当人签字:正落紧预实表达方式(Express 日程预含模模工程類別担当人签字:备注: 1)产品事前作风险评估,模流分析,形成式样书, 提出改善计划并成立专案项目小组,排定项目开发计划.2)开发过程中项目工程师须全程跟踪模具进度,以控制时间点.3) 生管须排定模具加工程序,如时间未能达成,分两步处理,①模具厂早晚班进行加工,②同时运用外协来缩短加工时间.4)编程刀路的行径程序制定参考附图.并运用设计来优化减少加工及电火花的时间.或采用外协资源.5) 电火花依作业指导书来加工,并采用标准件治具以石墨电极放电来缩短放电时间.6) CNC 加工完成须送至CMM 来测量确保尺寸的精准,并形成点检报告书.7) 模具组装前所有配件到位.并分早晚两班来组立.一斑两人(一套模具)8)采购须对供应商签定时间节点合同,如模架,热流道, 五金配件,模具材料等等...,包含签定外加工时间节点,以确保.。