角焊缝尺寸
焊缝外观质量验收标准及尺寸允许偏差

焊缝外观质量验收标准及尺寸允许偏差1。
依据《YB3301—2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.5中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm.且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2.依据《JGJ81—2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,
1)当间隙b≤1。
5时,He=0.7Hf,
2)当间隙1.5<b≤1.5时,He=0。
7(Hf—b),
综合上述公式得到角焊缝厚度计算He为0。
42t1和1。
05之最大,t1为腹板板厚,t2为翼缘板板厚.用于龙门埋弧焊的船型焊的焊缝测量.
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)
根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表
表A.0.1一级、二级、三级焊缝外观质量标准(㎜)
外观质量为:二级标准
对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表A.0。
2的规定表A.0。
2对接焊缝及完全熔透组合焊缝尺寸允许偏差(㎜)
部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表A.0。
3的规定
表A.0。
3部分焊透组合焊缝和角焊缝外形尺寸允许偏差(㎜)。
钢结构角焊缝
焊缝总长:
N≤ffwhelw
角钢肢背焊缝长:
k1N≤ffwhelw1
角钢肢尖焊缝长:
k2N≤ffwhelw2
(a) ×k1
k1N≤ffwhek1lw
(b)(a) ×k2
k2N≤ffwhe k2 lw
比较式(b)和(a),得
(a) (b) (c) (a)
(a)
lw1 =k1lw 比较式(c)和(a),得
焊缝强度验算公式。外力不一定是带斜角旳N,能 够是弯矩、剪力、轴力共同作用。
其中∥、 旳意义为:
(4)角焊缝受弯矩、剪力、轴心力共同作用 角焊缝受M、V、N共同作用(图3-16)。
a)
1
V
形心 o M N
b)
N f
M f
1
f ll
有效截面
f
N f
M f
图3-16 焊缝受M、V、N作用
剪力V与焊缝轴线平行,构成侧焊缝受轴力作用旳
能好、静力和疲劳强度 高、省材料。工艺较复
图3-10
杂、加工费时。
b)
盖板
力线
d)
f) K形焊缝
焊接接头旳型式
双层盖板对接特点:允许下料尺寸有较大偏差, 制造省工。缺陷是费钢费焊条,传力经过盖板应力集 中严重,因而静力和疲劳强度较低。
b)
盖板
力线
搭接连接旳特点和加盖板旳对接连接相同。
c)
d)
T型连接旳基本形式如e图,由双面焊缝构成。
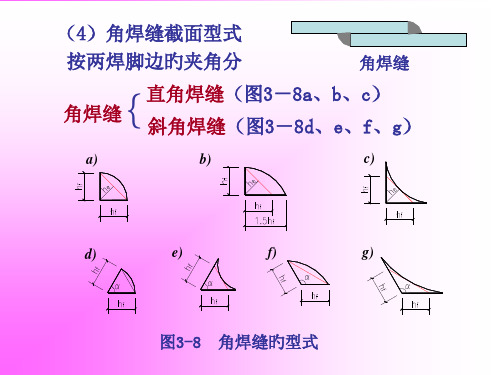
(4)角焊缝截面型式
按两焊脚边旳夹角分
角焊缝
{直角焊缝(图3-8a、b、c)
角焊缝 斜角焊缝(图3-8d、e、f、g)
a)
b)
c)
d)
T型接头角焊缝或部分熔透焊缝焊脚尺寸选择

T型接头角焊缝或部分熔透焊缝焊脚尺寸选择焊接连接是钢结构工程中一种重要的连接方式,焊接接头形式选用与焊接接头布置是钢结构焊接连接设计的最基本要素;焊接接头,在某些情况下,它是焊接结构的薄弱环节,因此掌握焊接接头的构造特点、工作性能,对正确设计、制造和使用具有重要意义。
常用焊接接头形式有对接接头、T形接头、搭接接头和角接接头。
在钢结构中,对接接头和T形接头使用较多。
对于对接接头,若要求接头与板材等强,则必须采用全熔透焊缝要求;若板件间焊接接头受力较小,可采用部分熔透的焊缝要求,坡口深度需根据实际受力情况计算确定;故本文将不再针对对接接头进行焊缝尺寸的计算。
对于T形接头,其组装焊缝分角焊缝、部分熔透焊缝和全熔透焊缝(如下图所示),当T形接头在动载下工作时,T形接头宜开坡口或用深熔焊工艺使之焊透。
T形接头是钢结构中应用最广泛的焊接接头形式,焊缝尺寸的大小不仅直接关系到结构件的机械性能和使用性能,同时也关系到钢结构的制造成本。
焊接接头是结构中的薄弱环节,传统观念认为焊缝尺寸越大越放心,针对这种保守理念,曾有人提出按等强度理论计算焊缝尺寸,这样不仅可以减小热影响区范围,还可以减少无谓的浪费;这一等强度理论一经提出便得到了普遍的认可,并已广泛应用于焊接结构的生产制造。
以下是T形接头角焊缝和部分熔透焊缝尺寸的选取过程:1.角焊缝尺寸的选取角焊缝的受力比较简单,即通过两侧角焊缝的计算厚度(即有效厚度)来传递力——通过该断面的抗剪应力传递接头的剪应力和拉、压应力。
在钻机钢结构中T形接头角焊缝断面均为等腰直角三角形。
(1).接头传递拉、压应力时,等强计算:对于任何方向施加的载荷,角焊缝中的应力都应视为施加于有效面积上的剪力,因此当上述接头受拉、压时的计算公式如下:[][][]'222t K K σστ⨯=⨯+⨯∵[][][][]'2τσστ=⨯⇒=∴[][]2t K στ=⨯又∵[][]τσ=∴[][]22222t K K σσ⨯=⨯⨯⇒= 一般取0.75K t =[][]:t K στ腹板厚度,:钢材抗拉、压许用应力,:钢材抗剪切应力,:焊脚尺寸(2). 接头传递剪切应力时,等强计算:[][]22t K ττ⨯=⨯⨯2K ⇒= 一般取0.75K t =[]:t K τ腹板厚度,:钢材抗剪切应力,:焊脚尺寸(3).构件受压区域加劲板:构件受压区域加劲板主要是为防止腹板受压区失稳而设置的,它的焊缝一般不作受力计算,通常按加劲板板厚的0.5~0.6倍选取,一般不小于6mm 。
角焊缝的焊脚尺寸规定

角焊缝的焊脚尺寸规定
角焊缝的焊脚尺寸是指给定的焊缝的挤出高度或压缩深度,即焊缝两侧与基材之间的距离。
焊脚尺寸直接影响着焊接连接的强度和质量。
焊脚尺寸的规定需要根据具体的焊接要求和材料特性来确定。
在一般的焊接中,角焊缝的焊脚尺寸一般有以下几种情况:
1. 一般焊接情况下,焊脚尺寸一般为焊缝宽度的1/3到1/2,根据不同的焊接要求和材料特性灵活调整。
2. 对于特殊要求的焊缝,如角焊缝处于重要应力集中区域,需要承受较大载荷或弯曲等情况,焊脚尺寸一般增加到焊缝宽度的3/4。
3. 对于角焊缝的焊脚尺寸的规定,也需要考虑焊接过程中的热变形等因素。
在要求控制热变形的情况下,焊脚尺寸一般适当减小,以减小热输入和热影响区域。
4. 根据不同的焊接方式和材料特性,焊脚尺寸也有一些特殊的规定。
例如,对于激光焊接,焊脚尺寸一般为焊缝宽度的
1/10到1/20。
对于焊接异种材料,焊脚尺寸也需要根据不同材料的热膨胀系数来进行调整。
值得注意的是,焊脚尺寸的规定需要根据具体的焊接标准和规范来确定,不同的焊接标准和规范有不同的要求。
根据焊接件的具体要求和设计要求,通过合理的焊脚尺寸规定,可以保证
焊接连接的强度和质量,同时也能够控制焊接过程中的热变形和应力集中等问题。
角焊缝尺寸

角焊缝尺寸
角焊缝尺寸是金属制品在加工过程中常用的一种尺寸测量方法,主要应用于焊接铝板、钢板、铝锭及其他材料的表面处理和结构组装。
角焊缝尺寸与普通焊接尺寸不同,角焊缝处不仅要求焊缝的尺寸要满足规范的要求,还要要求角焊缝的斜口和斜缝的宽度要满足规范的要求。
角焊缝尺寸的测量主要有两种方法,一种是用直尺测量角焊缝的尺寸,一种是用游标卡尺测量角焊缝尺寸。
角焊缝尺寸用直尺测量时,可以采用向角焊缝周围圆形叠加的方法来直接测量角焊缝尺寸。
这种方法定位准确,测量结果准确,但有一定的技术要求。
游标卡尺也可用于角焊缝尺寸测量,它可以非常准确地测量角焊缝尺寸和斜口宽度,而且它的精度高,测量速度快,是目前角焊缝测量的常用方法。
角焊缝尺寸测量是根据焊接件的材料、厚度和结构等参数来确定的。
在确定角焊缝尺寸时,除了考虑表面处理质量,还要考虑温度、焊剂厚度和焊接结构的影响。
角焊缝尺寸测量的准确性和精度直接关系到焊接件的质量。
为了满足不同尺寸的需要,制造商们可以采用不同的测量工具和校正方法,以保证角焊缝尺寸的准确性和精度。
此外,角焊缝的处理工艺也非常重要,特别是焊接件的表面处理工艺,它可以直接影响角焊缝尺寸的准确性。
在焊接表面处理时,应
采用抛光处理,使焊接件表面光滑,消除焊缝斜口及斜缝部位错位,以保证角焊缝尺寸的准确性。
角焊缝尺寸是金属制品加工中重要的一个技术指标,无论是采用直尺测量方法还是游标卡尺测量方法都可以实现准确的角焊缝尺寸
测量,而且要考虑到结构等参数的影响,再结合正确的表面处理工艺,才能取得更好的效果。
以上就是关于角焊缝尺寸的相关介绍,希望对需要的朋友有所帮助。
角焊缝焊脚尺寸规定
角焊缝焊脚尺寸规定
角焊缝焊脚尺寸规定是指在角焊缝中,焊缝表面与母材的交接处之间的垂直距离。
角焊缝焊脚尺寸的规定是为了保证焊接质量和焊接强度,并且便于施工和质量验收。
按照规范的要求,角焊缝焊脚尺寸应符合以下规定:
1. 普通钢结构焊接的角焊缝焊脚高度一般为2-3mm,最小不应小于1.5mm,最大不应大于4mm。
对于重要结构焊缝,焊脚高度应根据设计要求进行具体规定。
2. 对于焊脚尺寸超过3mm的角焊缝,应采用较大的焊接电流和电压,以确保焊缝的充实度和焊接质量。
3. 角焊缝的两个焊咀之间的距离不能太远,应保持相对稳定。
如果太远,会导致焊缝强度不均匀,容易发生变形和裂缝。
4. 焊缝的咬边应根据母材的厚度进行调整。
一般来说,焊缝的咬边宽度不应小于母材厚度的1/3,也不应大于母材厚度的
1/2。
5. 角焊缝的焊脚尺寸应根据结构的载荷和工作温度进行评估,并按此进行设计和施工。
在高温和高应力环境下,焊缝的焊脚尺寸应适当增加,以提高焊接强度和耐久性。
6. 在焊接过程中,应注意焊脚的几何形状和外观质量。
焊脚应平整、光滑,无明显的凹凸、裂纹和气孔等缺陷。
如果发现问
题,应及时进行修复和重焊。
总之,角焊缝焊脚尺寸规定是为了保证焊接质量和焊接强度,并且便于施工和质量验收。
根据不同结构和工作条件的要求,需要调整焊脚的高度、宽度和外观质量,以保证焊缝的可靠性和耐久性。
在施工过程中,需要严格按照规范的要求进行操作,确保焊接质量和安全性。
《钢结构设计标准》角焊缝的焊脚尺寸最大要求
《钢结构设计标准》角焊缝的焊脚尺寸最大要求【钢结构设计标准】角焊缝的焊脚尺寸最大要求作为钢结构设计的重要组成部分,焊接是连接构件的主要方式之一。
在钢结构设计标准中,角焊缝的焊脚尺寸是一个非常重要的参数,它在保证焊接质量和连接强度方面起着至关重要的作用。
本文将围绕钢结构设计标准中角焊缝的焊脚尺寸最大要求展开深入探讨,并分析其在实际工程中的应用。
一、角焊缝的焊脚尺寸概述1.1 什么是角焊缝?角焊缝是指通过对连接构件的边缘进行角焊形成的连接方式,其焊件在连接构件的两个表面上均有焊脚。
在钢结构中,角焊缝通常用于连接构件的T形槽钢、工字钢、角钢等。
1.2 焊脚尺寸的定义焊脚尺寸是指角焊缝焊接时,焊接接头与焊件表面之间的距离,也就是焊缝的宽度。
在钢结构设计标准中,焊脚尺寸通常有最大要求,即在保证焊接质量的前提下,焊脚尺寸应满足一定的规定。
1.3 角焊缝的焊脚尺寸最大要求在实际工程设计中,角焊缝的焊脚尺寸最大要求是非常关键的一个参数。
它能够保证焊接质量和连接强度,同时也能够避免焊接过多的焊料浪费,从而提高焊接效率。
在钢结构设计标准中,角焊缝的焊脚尺寸最大要求是根据实际情况和工程需求来确定的。
二、角焊缝的焊脚尺寸最大要求的具体规定2.1 钢结构设计标准中的规定根据《钢结构设计规范》,角焊缝的焊脚尺寸最大要求有明确的规定。
在一般情况下,角焊缝的焊脚尺寸不宜大于构件厚度的7/8;当受力情况较为复杂或重要结构部位时,焊脚尺寸不宜大于构件厚度的3/4。
2.2 规定背后的理念这样的规定并不是随意制定的,背后有着严谨的设计理念和实际的工程考量。
焊脚尺寸的最大要求能够保证角焊缝的连接强度,不至于由于焊脚尺寸过大而导致焊接质量下降。
焊脚尺寸的最大要求也可以避免因焊料过多而造成的浪费,从而降低工程成本。
2.3 实际工程中的应用在实际工程中,设计人员需要根据特定的工程情况和使用要求,合理选择角焊缝的焊脚尺寸。
通常情况下,在一般结构部位,可以按照《钢结构设计规范》中的规定进行设计;而在受力复杂或重要结构部位,则需要根据具体情况进行综合考虑,选择合适的焊脚尺寸。
焊缝外观质量验收标准及尺寸允许偏差
焊缝外观质量验收标准及尺寸允许偏差1.依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2.依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,
1)当间隙b≤1.5时,He=0.7Hf,
2)当间隙1.5<b≤1.5时,He=0.7(Hf-b),
综合上述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)
根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表
表
外观质量为:二级标准
对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表
表
部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表
表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
角焊缝尺寸
网友常用标签(共0个):
问题1:什么因素决定了角焊缝的尺寸?
答:角焊缝尺寸由焊缝尺寸中最短的焊脚高来决定,见图20。
l 问题2:角焊缝的尺寸在焊缝符号上是如何标注的?
答:角焊缝尺寸用焊脚高表示,焊脚高尺寸标注在角焊缝符号的旁边,如图21所示。
l 问题3:角焊缝的长度如何确定?
答:角焊缝是一条从一端到另一端连续的焊缝,除非有尺寸限制。
如果焊缝不要求是连续的,在角焊缝符号右边应标注一个数码,提示操作者焊缝的长度,如图22所示。
焊接符号(四)
发表时间:2008年07月27日08时40分评论/阅读(0/15)
本文地址:/blog/441767146-1217119236
角焊缝尺寸由焊缝尺寸中最短的焊脚高来决定,如图20
角焊缝尺寸用焊脚高表示,焊脚高尺寸标注在角焊缝符号的旁边,如图21
角焊缝的长度确定:角焊缝是一条从一端到另一端连续的焊缝,除非有尺寸限制。
如果焊缝不要求是连续的,在角焊缝符号右边应标注一个数码,提示操作者焊缝的长度,如图22
断续焊缝的焊缝符号标注:
断续焊缝是指丛接头的一端到另一端非连续进行的焊缝。
断续焊缝较短,焊缝之间有一定的间隔。
断续角焊缝有两种类型,并列断续角焊缝和交错断续角焊缝。
并列断续角焊缝由一系列两侧互相对称布置、长度大致相等的断续角焊缝组成。
交错断续角焊缝由一个系列两侧互相交错布置、长度大致相等的断续角焊缝组成。
图23为断续焊缝及符号的标注。
对塞焊焊缝尺寸的规定主要是沉入角度和焊缝填充深度,如图24
开槽焊缝测量尺寸的根据是开槽的宽度,长条槽是开在被焊工件的结合面上。
焊接符号上标有开槽的长度,一般在焊缝符号的右边。
可以在塞焊焊缝或开槽焊缝是底部施焊一层焊道,但是这道焊缝实际上是在塞焊或开槽焊缝中的角焊缝,不能被称为塞焊或开槽焊缝。
这种情况下形成的焊缝及符号如图25
表面焊道是指那些堆焊在工件表面以改善抗磨损性、增加表面硬度或具有耐蚀性的金属。
为了改善表面硬度或抗磨损性而采用的填充金属称为表面堆焊。
这种工艺经常用于推土机刃板、铲斗以及岩石破碎设备。
堆焊焊道的尺寸是从工件表面到焊道面,也是堆焊材料的高度。
堆焊焊道尺寸及符号如图26
角焊缝尺寸
l 问题26:什么因素决定了角焊缝的尺寸?
答:角焊缝尺寸由焊缝尺寸中最短的焊脚高来决定,见图20。
l 问题27:角焊缝的尺寸在焊缝符号上是如何标注的?
答:角焊缝尺寸用焊脚高表示,焊脚高尺寸标注在角焊缝符号的旁边,如图21所示。
l 问题28:角焊缝的长度如何确定?
答:角焊缝是一条从一端到另一端连续的焊缝,除非有尺寸限制。
如果焊缝不要求是连续的,在角焊缝符号右边应标注一个数码,提示操作者焊缝的长度,如图22所示。