雷达天线罩装配工艺分析及设计
初探大阵面雷达天线高精度装配技术

初探大阵面雷达天线高精度装配技术摘要:随着雷达系统的增长,光纤数据网络也越来越复杂。
根据实际情况思考输电网的优化设计在工程实践中势在必行。
最终在成本、可靠性、产品质量等方面寻求最佳平衡。
本文对大阵面雷达天线高精度装配技术进行分析,以供参考。
关键词:大阵面雷达;天线阵面;装配技术引言随着操作环境越来越复杂,RCS的检测目的越来越少,对雷达的功率孔径积累、动态范围等也提出了更高的要求。
数字阵列雷达将数字技术与雷达阵列技术完美结合,在发射模式和接收模式下,用数字波束形成(DBF)取代传统的模拟波束形成(ABF)。
数字阵列雷达动态范围广,多径、制造型、系统工作可靠性高。
大星阵列数字摄影雷达以卫星为观测平台,不受视线限制,可以探测更远更小的RCS目标,在探测隐身目标等方面具有重要的应用价值。
1装配技术研究1.1确定基准平面具体使用雷达设备时,将进行一次基于雷达设备的有针对性的测量值测试,在第一种情况下,将安装在雷达设备上作为基础。
但雷达是一种机架,其设备平台是雷达设备所在的大型飞机,安装在较大的设备设施中,安装了多个固定孔,安装过程复杂,需要多人同时操作,现有安装设备不能满足使用要求。
此外,车轮的整体设计要求天线阵列必须安装在地面上,才能与设备平台一起安装。
因此,设备平台不能直接用作基础。
雷达站通过螺栓联接安装到天线架上,将天线架下的四个紧固管与紧固孔固定在一起。
对天线骨架进行全局分析后发现,虽然天线骨架的顶部和底部安装面不能用作扭曲的基础,但天线框架下的四个安装面并未变形,因此可以创建基座。
基准是水平基准和垂直基准。
水平基座是与雷达设备平行的平面,垂直于雷达设备平面。
因此,可以通过装配孔末端的中心来创建水平平面。
同时,为孔的前侧和后侧的中心点创建线束段,以确定中心点并将两个中心点连接为垂直基础。
1.2仪器测量在选择基准时,安装天线元件时,需要使用仪器来建立基准平面,以测量垂直和水平度、平面等。
仪器的测量精度决定了试验的精度,天线阵列的设计精度为10度,仪器的测量精度低于0.1mm。
雷达天线罩装配工艺分析及设计王青杰1

雷达天线罩装配工艺分析及设计王青杰1发布时间:2021-08-06T07:36:20.298Z 来源:《防护工程》2021年11期作者:王青杰1 胡建裕2[导读] 天线罩由三个玻璃钢复合材料罩体构成,每只罩体通过金属过渡件(金属条)与中心体螺接,而罩体与金属条也采用螺栓连接。
中国电子科技集团公司第三十八研究所安徽省合肥市 230000摘要:天线罩是某雷达的关键部件之一,由构造相同的三个单元组成一个大型椭球体透波罩。
天线罩主要承担雷达系统在运动过程中的气动载荷,并对罩内的天线阵面起保护作用。
关键词:雷达天线罩装配工艺分析及设计前言天线罩由三个玻璃钢复合材料罩体构成,每只罩体通过金属过渡件(金属条)与中心体螺接,而罩体与金属条也采用螺栓连接。
设计图纸提出的安装要求,就是将已成形的罩体毛坯件调整到相对于中心体的正确安装状态。
一、天线罩装配工艺中的技术1.罩体空间姿态的调整。
通过前面的介绍可以知道,整个装配工作的基准是接口工装。
当接口工装按其设计要求正确地安装好后,就可以通过经纬仪在装配现场建立起相应的基准坐标系统。
装配工作的重点也就是如何将罩体通过测量调整安置于基准坐标系统内的正确位置上。
在这个问题上外方专家曾先期提出了一个其大致思路为:罩体脱模后(立式状态),利用吊装工具翻转成卧式状态;将罩体与接口工装初步连接,将处于待命状态的罩体状态调整工装(简称定位工装)与罩体对接,利用定位工装五根支架上的夹紧机构夹持罩体;通过类似于夹紧机构的测量顶尖与罩体表面规定贴标点的间隙控制罩体相对于接口工装的空间位置。
通过分析,认为这套方案中存在诸多不易控制的环节和较为严重的问题:a)罩体与接口工装预连接后,在脱出吊装工具到定位工装与之接触期间,将把约15000N?m的扭矩施加在接口工装上,而接口工装是严格控制受载的制件,无法满足这一功能要求。
b)夹紧机构对罩体的支撑和调整是通过其与罩体表面的摩擦力来实现的。
而对于如此之大的非刚性体而言,仅通过分散的若干点接触较难达到准确调整其空间位置的目的;另外,此方案对五根支架的刚性提出了极高的要求,给工装系统的设计和制造增加了相当大的难度。
大尺寸高性能雷达天线罩的研制概要
())*年第.期/.$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$玻璃钢!复合材料大尺寸高性能雷达天线罩的研制舒卫国!杨’博&’北京航空制造工程研究所$北京’.)))(@摘要!本文主要介绍了大尺寸高性能雷达天线罩选用的材料体系(成型工艺和制造技术"研制的天线罩较好地通过了力学(电学性能测试和无损检测"关键词!雷达天线罩#复合材料#蜂窝夹层结构#力学性能测试_.’’文献标识码!A’’文章编号!.))3B)CCC$())*.B))/.B)3中图分类号!R,2()]2%).’前’言雷达天线罩是集电气性能(结构强度(刚度(气动外形和特殊功能要求于一体的功能结构件$其主要作用是改善飞行器的气动外形(保护天线系统免受外部环境的影响(延长整个系统的各部分寿命(保.*%雷达天线罩是提高护天线表面和位置的精度)艺方案和制造技术进行了系统的研究$研制了满足要求的复合材料天线罩%(’天线罩材料体系和制造工艺合适的天线罩材料体系为天线罩的研制提供了物质基础和可能$而合理的制造工艺使这种可能成如为现实%该天线罩的罩体剖面为蜂窝夹层结构$图.所示%综合火控系统作战能力的重要部件%所与提高雷达的性能相比$提高雷达天线罩性能能取得事半功倍(*%本文为某大型高精度雷达天线系统研的效果)大长径比制配套的天线罩%此天线罩具有大尺寸(和高性能的特点$对电学性能和力学性能要求高$有耐环境要求$气动外形有严格要求$这对天线罩的制造提出了一系列挑战$如在大尺寸的前提下保证平高精度尺寸要求和合理的制造工艺等%本文面度$对该天线罩所用的材料体系(模具设计(成型工图.’天线罩罩体结构"9I+.#:M-=5N76WL7W65#]"’材料体系及工艺要求所选用的材料体系如表.所示%表.’天线罩的材料体系R:K].&:7569:FNON75=-P:;75;;:6:M-=5材’料高强玻璃布!中温改性环氧胶膜&中温改性环氧!纱网’,?&^j蜂窝夹芯&,4#系列’[5kF:6纤维表面涂层用’途蒙皮及实心边条材料蒙皮和蜂窝芯的胶接罩体夹层材料,?&^j蜂窝芯的连接天线罩内外表面的保护电性能G@]3)’7IG)]).@+*G3])1’7IG)])((+*G.].)’7IG)]))3+*00’’天线罩要求平面度高(内外蒙皮表面光滑(厚度,?&^j蜂窝与内外蒙皮胶接无脱粘$并通过均匀(超声无损检测%#]#’成型工艺流程天线罩常用的成型方法有手工成型(烘箱成型严格的和热压罐成型%为了满足天线罩的高精度(外形尺寸和力学性能的要求$选用热压罐成型工艺$工艺流程如图(所示%图(’成型工艺流程"9I]($6-L5NNPF-<LQ:67收稿日期!())/0)/0)1作者简介!舒卫国&.C*@0’$男$高级工程师$主要从事树脂基复合材料功能结构件研究%"#$!%&’())*+,-+.大尺寸高性能雷达天线罩的研制/(())*年.月$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$#]!’模’具复合材料成型模具主要有凹模和凸模$而具体选用何种形式$主要取决于制品的结构(外形(尺寸公差及表面质量要求等%由于本天线罩纬向尺寸很小$而且外表面要求光滑$如果选用凹模成型$玻璃因为纬向尺寸小’$表面质布的铺叠操作很难进行&表面质量量难以保证%内蒙皮选用金属凸模成型$可得到保证$而且容易铺叠操作%由于内蒙皮采用了凸模成型$而天线罩要求外表面光滑(尺寸精确$所以在内蒙皮模具的基础上制造了外蒙皮复合材料出现贫胶$形成分层$不能保证其厚度+加流失过多$压过晚$树脂已进入凝胶玻璃态$使气体无法排出$孔隙多$结构疏松$力学性能低%加压时机取决于树脂基体的类型与铺层厚度$因此要根据改性环氧树脂的特性和蒙皮的厚度$确定加压时机和大小%3’结果与讨论对所成型的天线罩进行了一系列的测试$主要包括基本力学性能(罩体平面度(整体天线罩的无损检测(防护层电阻(表面质量和电性能测试等%基本力学性能见表(% 模具$其厚度为天线罩的厚度%由于外蒙皮模具是复合材料模具$不仅保证了外蒙皮的尺寸和精度$而且降低了模具制造的成本%#]$’蜂窝夹芯与蒙皮的胶接工艺,?&^j蜂窝夹芯与蒙皮的胶接$常采用二次成型和三次成型%二次成型是先将外蒙皮&或内蒙皮’在模具上裱糊成型后进行第一次固化$然后与蜂窝芯胶接$并在蜂窝芯子上裱糊内蒙皮&或外蒙皮’$再进行第二次固化%三次成型是将外蒙皮在模具上裱糊后固化$ 然后将蜂窝芯子胶接在外蒙皮上进行第二次固化$最后在蜂窝芯子上裱糊内蒙皮$并进行第三次固化%实践证明$三次成型的质量优于二次成型的$但生产周期长$成本高)3*%无论是二次成型还是三次成型都不能同时保证内外蒙皮表面都光滑%本文采用两个模具$内外蒙皮可以分别铺叠固化$有效地保证了其表面质量和厚度$而且不增加制造成本%在内蒙皮上铺放胶膜和,?&^j蜂窝进行预粘$再铺放胶膜$装配外蒙皮$最终固化%采用这样的胶接工艺$有利于固化时低分子挥发份的排除$夹层内的成型质量也容易检查$缺陷可及时排除$保证了内外蒙皮和蜂窝的胶接质量%#]*’固化工艺对复合材料固化工艺而言$温度(时间和压力是3个息息相关不可分割的因素$而温度场的控制最为重要%由于本天线罩具有大尺寸(高性能的特点$只有严格的控制好温度场$才能保证热压罐成型过程中天线罩受热均匀$进而保证其力学性能(气动外形和平面度等%固化中充分考虑迎风和避风的情况$采用多根热电偶控制温度场$合理布置热电偶的位置$保证高低温差控制在较小的范围%加压时机的选择直接影响制件的成型质量%加压过早使树脂"#$!%&’())*+,-+.表(’蜂窝夹层结构和层压板力学性能R:K](’&5LQ:;9L:Fa56P-6=:;L5-PQ-;5OL-=KN:;M<9LQN76WL7W65测试项目性能值蜂窝夹层结构平拉强度!&$:32))hC)h层压板弯曲强度!&$:12)13.)hC)h层压板’弯曲模量!J$:(/]3(@]@)hC)h层压板’层剪强度!&$:1@]*13])层压板’拉伸强度!&$:/.)’’’’拉伸模量!J$:(3].’’天线罩外形与检测平台贴合良好$罩体无变形$轻压状态下贴合面间隙小于(==$符合要求%内外表面光滑平整(美观%罩体经超声无损检测$实心边条区无分层$罩体蜂窝区无脱粘情况%防护层的表面电阻值和电性能满足设计要求%@’结’语本文选用高强玻璃布!中温改性环氧(胶膜(,?&^j蜂窝夹芯和表面涂层体系$采用凸模在热压罐中固化成型和合理的胶接及固化工艺$研制出完全满足设计要求的大尺寸(高性能的雷达天线罩%’参考文献).*轩立新$李勇$高树理+机载雷达罩技术发展展望)A*+第十三届全国复合材料学术会议论文集)%*$())@+)(*赵渠森+先进复合材料手册)&*+北京!机械工业出版社$())3+)3*伍必兴+聚合物基复合材料及成型工艺)p*+北京航空航天大学一零四教研室+&下转第@@页’新型玻璃钢锚杆成型工艺研究@@())*年.月$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$$管锚尾玻璃钢锚杆的特殊结构决定的%这一结构是依靠间歇式拉挤锚尾后固化成型工艺实现的%在金属套管锚尾与玻璃钢杆体未发生相对滑动之前$锚直至达到峰杆的抗拉拔力可以一直保持上升状态$值抗拉拔力%一旦外部载荷超过该峰值$金属套管锚尾与玻璃钢杆体之间就会发生相对滑动$同时使它们之间的固结强度遭到一定程度的损失%但由于金属套管锚尾与玻璃钢杆体之间的连接较好$锚杆的抗拉拔力下降后还可使其强度保持在一个较高的.*水平)玻璃钢锚杆的%锚杆的抗拉试验结果表明$$$最小拉力仍能达到*2])>,破断拉力达试件脱离’$$到332]2(&$:达到杆体直径.*==破断力达到@)D*)>,的要求%表.锚杆拉伸实验数据结果编号.(3@直径!==横截面积!==.*.*.*.*().])*().])*().])*().])*破断力!>,1/])C3]/2(]/*2])破断应力!&$:313])(@*(]/@@.)]3(332]2()>,并有一定的延伸量$完全可满抗拉强度大于2$足煤帮锚杆的要求&煤帮锚杆抗拉强度一般要求为)(*’大于/)>,@’结’语间歇式拉挤锚尾后固化成型工艺很好地满足了玻璃钢结构及性能要求$与其它成型工艺相比还具有工艺简单$经济效益好等优点$实验结果表明$采用此成型工艺生产的玻璃钢锚杆各项性能指标均达到或超过国家标准%参考文献).*&A,9:;E95+RQ5;5<N76WL7W65-PP9K65IF:NN659;P-6L5MaF:N79LNK-F7)m*&1’++m-W6;:F-P%-:FXL95;L5u^;I9;5569;I%Q9;:’$())3$&)(*杨振茂$m*+马念杰等+玻璃钢锚杆试验研究)煤炭科学技术$(’+())($&!]#’锚杆拉伸实验研究衡量锚杆力学性能好坏最重要指标是锚杆的抗拉伸能力%实验试件为本工艺制成的圆截面直杆$长度为3))==其中两端各.))==为夹具所夹持$$%试验在中间.))==为工作区$试件直径为.*==所得数据如表.所示%万能试验机上进行$通过对实验结果的分析得到$杆体直径为.*==即使是在试验发生意外的情况下&内锥套和$B)-.,!"’&$0/").)’4)**+31).&2!&/"$2%&+-0&-+$$l$m&A,9:;0E95ib9;I0=9;Ii^A908Q5;Q9;:S;9k56N97O-P&9;9;I:;MR5LQ;-F-IO59E9;I.)))23Q9;:&%$\$%’(56789:7Q5:W7Q-6aW7NP-6<:6M7Q5=-WFM9;I75LQ;-F-IO-P"#$K-F7<97Q:;5<N76WL7W65L:FF5MK:7LQaWF0!R76WN9-;:;Ma-N7LW65a6-L5NN-P97N5;MK:N5M-;7Q5:;:FON9N-PLQ:6:L7569N79LN:;M=-WFM9;I75LQ;-F-IO-P"#$K-F7+RQ55da569=5;79NM-;5-;7Q5K-F7KO7Q5=-WFM9;I75LQ;-F-IO+i77W6;N-W7:FF>9;MN-Pa56P-6=:;L565:LQ-6$7Q5=-WM9;I75LQ;-F-IO9N<-67Qa-aWF:6989;I:;M:aaFO9;I+NW6a:NN7Q5;:79-;:FN7:;M:6MN+i;:<-6M!"+K+=+K;<=>?8@6#$-F7-WFM9;I75LQ;-F-IO-F75;Ma-N7LW65&上接第/(页’+$%$(+0/)*.(+’$%!D$(",/!’/3$+*)+B("0$("&$""(+(,)B$X4ST590IW-A,J\-$b\59E9;IA56-;:W79L:F&:;WP:L7W69;IR5LQ;-F-IO#5N5:6LQi;N797W7559E9;I.)))(@Q9;:&$\$L’(56789:7Q5N5F5L79-;-P=:7569:FNON75=:;M=:;WP:L7W6575LQ;9‘W5-PF:6I5N985:;MQ9IQa56P-6=:;L5:;0!R75;;:6:M-=5:659;76-MWL5M9;7Q9N:679LF5+RQ56:M-=5=:M5-P7Q5N5F5L75M=:7569:FNON75=NWLL5NNPWFFOa:NN5M7Q5=5LQ:;9L:F:;M5F 5L769L:F75N7N+!6+L+Q+=;<=>?8@6:M-=5-=a-N975N-;5OL-=KN:;M<9LQN76WL7W655LQ:;9L:F75N7"#$!%&’())*+,-+.大尺寸高性能雷达天线罩的研制作者:作者单位:刊名:英文刊名:年,卷(期):被引用次数:舒卫国,杨博, SHU Weig-uo, YANG Bo北京航空制造工程研究所,北京,100024玻璃钢/复合材料FIBER REINFORCEDPLASTICS/COMPOSITES2006,""(1)4次1.轩立新.李勇.高树理机载雷达罩技术发展展望[会议论文] 20042.赵渠森先进复合材料手册 20033.伍必兴聚合物基复合材料及成型工艺1.期刊论文周祝林.钟天麟复合材料雷达天线罩的最优化设计 -纤维复合材料2004,21(4)从复合材料的基本力学、电性能出发,提出复合材料雷达天线罩的最优设计.本文是蜂窝夹层结构的雷达罩最优设计基础,今后还要介绍泡沫塑料夹层结构等,要不断完善复合材料雷达天线罩最优设计,以使我国的产品达到国际先进水平,随着我国综合国力的增长,我们的产品也将进入国际市场.2.会议论文白树城.嵇培军.温磊.张华.姜健数字化技术在大型雷达天线罩生产中的应用 2007针对大型雷达天线罩的设计要求,在研制生产中应用了数字化技术,说明了数字化技术对研制生产这类大型复合材料构件重要意义.3.期刊论文赵培聪.李瑞杰.李亨昭.孙红卫.秦德辉.Zhao Peicong.Li Ruijie.Li Hengzhao.Sun Hongwei.QinDehui 雷达天线罩应急修补技术 -宇航材料工艺2009,39(6)以战时雷达天线罩的快速抢修为背景,利用研制的室温快速固化胶黏剂J-232、补片材料对雷达天线罩可能出现的战时损伤进行了模拟修补和试验验证.结果表明:所采用的修补材料及补片胶接修补技术完全满足某型号雷达天线罩应急修补技术要求,并能延长雷达天线罩的使用寿命.4.会议论文鞠金山.陈学军.施陆益.佟文清雷达天线罩制造工艺技术初探 2000该文对天线罩制造工艺从选材到成型整个过程作一论述,结合具体产品试制,探讨有关制造工艺技术问题。
大型RCS测量雷达天线座钳装与工艺技术探讨
大型RCS测量雷达天线座钳装与工艺技术探讨邵忠伟【摘要】雷达设备中天线座装配技术一直是整机装配工作的重点和难点,天线座装配直接影响雷达战技术指标的实现。
大型雷达截面积(RCS)测量雷达天线座除具有多套天馈线及伺服系统外,还集成设计了高频接收、发射机等模块,结构复杂、集成度高,对安装精度、运动平稳性、散热性能。
结构抗震能力、电缆布放等装配性能均有较高的要求。
通过工艺分析和总结,制作了多种配套件和专用工装,并进行了实际验证,各项安装性能均满足设计要求。
%The assembling technique of antenna pedestal of radar is both important and difficult in o- verall assembling. The assembling of antenna pedestal will influence the realization of radar techni- cal and tactical indexes. The antenna pedestalof large-scale radar cross section (RCS) measurement radar not only consists of servo system and several sets of antenna systems and feeder systems, but also integrates high frequency receiver, transmitter and other modules. It has complex structure and high integration, so the demand to its assembling performance including installation accuracy, mo- tion stability, heat dissipation performance, structural shake-proof ability and cable layout, etc. is very high. After technics analysis andsummarizing,various kits and special equipment are made, and practical validation is performed, each installation performance can satisfy the design require- ments.【期刊名称】《舰船电子对抗》【年(卷),期】2012(035)006【总页数】4页(P117-120)【关键词】传动精度;运动平稳性;散热;结构抗震【作者】邵忠伟【作者单位】船舶重工集团公司723所,扬州225001【正文语种】中文【中图分类】TN820.820 引言雷达截面积(RCS)测量雷达主要用于测量飞机、箔条弹等目标的电磁散射特性,为目标RCS分析提供实际数据。
大阵面雷达天线高精度装配技术研究
大阵面雷达天线高精度装配技术研究摘要:随着相控阵天线技术的发展,不同形式、不同波段以及各种规模的相控阵天线不断开发与应用,与之相适应的各种校准和测量方法也在不断发展。
对于校准精度要求特别高的天线。
关键词:大阵面;雷达天线;高精度;装配技术前言通常认为,阵面等部件属于无源器件,具有一致性好、性能稳定等特点,一般不进行校准。
而在天线装配、测试和使用等实际使用过程中,因生产工艺及装配连接器等的差异,未作校准将会影响天线阵面的一致性,从而影响天线性能。
1天线阵面安装精度测量与控制1.1平面度测量原理对于大型天线阵面精度测量,相比于传统的经纬仪、全站仪测量方法,数字摄影测量具有快速、高效、高精度的特点,适合大平面非接触测量[7]。
原理是基于数码相机图像的三维重构,数学上是求解物体三维空间到数码相机二维CCD 平面的映射关系。
主体包括高分辨率数码相机、定向反光标志(靶标)和数据处理软件3部分。
根据本天线阵面的结构特点及要求的测量精度,采用数字摄影测量系统对天线阵面安装过程中进行精度测量。
1.2测量过程阵面平面度的测量过程可以概括如下:a)首先在天线阵面上线阵安装点附件粘贴反光标志(靶标)和编码标志;b)对天线阵面上粘贴的所有靶标进行拍照;C)对采集到的图像分析计算,并根据得到的靶标三维坐标拟合目标平面,确定天线线阵安装点螺柱的调整量;d)根据第(3)步中得到的调整尺寸对天线进行图5数字摄影测量设备组成及测量原理调整并重复测量,直到满足天线安装面的平面度小于0.5mm。
2激光跟踪仪在飞机总装配测量中的应用以雷达天线面板底座测量为例:2.1建站以雷达天线面板底座的测量为例,在地面上选择4个地标点作为基站。
要求4个点均匀地分布在飞机左右两侧,且两两不能共线。
当激光跟踪仪位于飞机右侧时,首先建立站点1。
对飞机上12框和57框右侧的点、55框下方的点进行测量,分别命名为R12、R57、M55,再对地面上的地标点进行测量。
机载雷达天线罩的设计与制作
机载雷达天线罩的设计与制作作者:薛彦来源:《硅谷》2012年第03期摘要:选择某一机载雷达天线罩,根据其外形尺寸进行厚度设计,使用HFSS仿真软件对所得的天线罩进行电磁仿真。
天线罩使用玻璃纤维增强环氧树脂作为主要材料,为控制天线罩的厚度等尺寸精度,采用RTM成型工艺进行天线罩的制作,设计与制作合格的天线罩。
关键词:机载天线罩;RTM;仿真中图分类号:TP391.72 文献标识码:A 文章编号:1671-7597(2012)0210071-010 前言飞行器天线罩主要用来保护天线罩内的雷达系统以及一部分收发设备,使其免受环境暴露之害。
同时,天线罩还保证了飞行器具备优良的空气动力学特性。
但由于天线罩的存在,降低了天线电性能,导致天线主瓣衰减,副瓣升高,并产生瞄准误差,严重影响了飞行器雷达作用距离和制导精度。
采用数值分析方法对带罩天线远场辐射特性进行仿真,是分析天线罩对天线电性能影响的一种重要手段。
由于机载雷达天线罩特殊的外形要求,导致电波在传输的过程中,在天线罩不同位置对应不同的入射角,故在给定的天线罩外形方程下,需要对天线罩的壁厚进行计算,得到天线罩内壁的曲线方程,这就意味着不同的位置将对应不同的厚度。
运用射线轨迹法对不同入射角下厚度进行计算,并对最终的天线罩性能进行仿真。
天线罩理论设计的完成仅仅完成了天线罩研制的一半,如何制作高精度的天线罩至关重要。
此天线罩选择树脂基复合材料作为主体,树脂选用多官能团环氧树脂,纯树脂体系下其玻璃化转变温度可达230℃以上。
天线罩的制作采用RTM工艺一次完成,使得实际精度达到设计值。
1 天线罩性能设计1.1 天线罩壁厚设计图1为天线罩的外形结构图,根据此外形尺寸,对天线罩进行区域划分,以确定其不同区域对应的入射角,入射角主要集中在0~60°范围内,应用射线轨迹法确定不同入射角下最佳的天线罩壁厚,厚度的确定以最小反射率为原则,进而得到天线罩内壁曲线。
1.2 天线罩整体性能仿真天线罩的仿真计算在天线罩的设计过程中扮演着重要的角色,通过对天线加罩后远场的方向图直接进行模拟,对比原来天线的远场方向图,可以直接获得天线罩的损耗、相位偏差以及副瓣抬高等电性指标。
关于蜂窝夹层结构雷达罩连接的分析
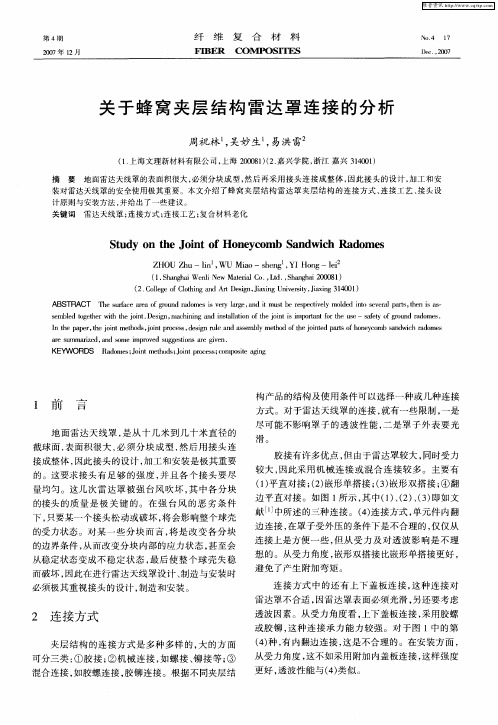
sm l gte wt e o tD s , ah igad i tlt no e o ts m ot t o t s —sf yo g u drdm s e b dt e r i t i . ei m c i n s l i fh i pr n f eue a t f r n o e . e o h h h jn n g n n n aa o t jn ii a r " h e o a
维普资讯
第 4期
20 07年 l 2月
纤
维
复
合
材
料
NO 4 .
l 7
I B Ⅷ ER Co I . I [ 】 OS 1 P ES
De . 2 0 c .0 7
关 于 蜂 窝 夹 层 结 构 雷 达 罩 连 接 的 分 析
周祝 林 吴妙 生 易洪雷 , ,
Z H0U u一 1 . U io— s e g . n Zh i W n M a h n YIHo g— li e
( .h n h i ni e tr l o , t. S a g a 2 0 8 ) 1 S ag a We l N w Maei . Ld ,h h i 0 0 1 aC n ( C l g fCohn n r D s n,i igUnvri ,ixn 10 ) 2. ol eo l iga dA t ei Ja n iest J ig34 01 e t g x y a
地面雷达天线罩课程设计
地面雷达天线罩课程设计一、课程目标知识目标:1. 学生能理解地面雷达天线罩的基本概念、分类和作用;2. 学生掌握地面雷达天线罩的材料特性、结构设计及其对雷达性能的影响;3. 学生了解地面雷达天线罩在军事、民用领域的应用及发展趋势。
技能目标:1. 学生能够运用所学知识分析地面雷达天线罩的设计原理和性能要求;2. 学生具备利用软件或工具对地面雷达天线罩进行简单设计和性能评估的能力;3. 学生能够通过查阅资料、课堂讨论等方式,解决与地面雷达天线罩相关的问题。
情感态度价值观目标:1. 培养学生对国防科技、雷达技术及其应用的兴趣,激发学生的爱国情怀;2. 培养学生严谨、客观、创新的科学态度,提高学生的团队合作精神和沟通能力;3. 培养学生关注国家战略需求,认识到科技发展对社会进步的重要性。
本课程针对高年级学生,结合学科特点和教学要求,以实用性为导向,注重理论知识与实践技能的结合。
通过本课程的学习,使学生不仅掌握地面雷达天线罩的相关知识,还能够将其应用于实际问题的分析和解决,培养具备创新精神和实践能力的优秀人才。
1. 地面雷达天线罩的基本概念- 雷达天线罩的定义、功能与分类- 地面雷达天线罩的构造及其工作原理2. 地面雷达天线罩的材料与性能- 常用材料及其特性- 天线罩性能参数及其影响3. 地面雷达天线罩的设计与应用- 设计原则与方法- 典型地面雷达天线罩的设计案例分析- 地面雷达天线罩在军事、民用领域的应用4. 地面雷达天线罩的发展趋势与新技术- 国内外发展现状及趋势- 新材料、新工艺在天线罩领域的应用5. 实践教学环节- 地面雷达天线罩设计软件实操- 性能评估方法与案例分析- 学生团队设计与展示本教学内容根据课程目标,结合教材相关章节,系统地组织和安排。
通过理论与实践相结合的方式,使学生全面掌握地面雷达天线罩的知识体系,提高学生在实际应用中的分析和解决问题的能力。
同时,注重引导学生关注行业动态,培养学生的创新意识和实践技能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
雷达天线罩装配工艺分析及设计
摘要:某型飞机大曲率V形结构天线罩在结构装配及使用维护中存在诸多缺陷,本文通过对天线罩装配过程中紧固件不匹配、天线罩与机体结构连接不合理、天线罩装配过程不协调等问题进行优化完善,从而提高了某型飞机天线罩装配、
维护质量,并为后续类似飞机结构装配提供了一定的依据。
关键词:天线罩,装配,优化
引言
天线罩是在保证天线系统功能的情况下,保护其不受机体外部环境影响的结
构件,在军事设施中有着广泛的应用,飞机上的天线罩还起到保证飞机的气动外形,减小飞机阻力的作用。
在飞机起飞、降落和飞行过程中,因受高速气流、沙
粒等空气中颗粒物的冲击,易造成天线罩损伤,降低罩体的机械强度、刚度和透
波系数。
同时,飞机在高速飞行时与空气等剧烈摩擦而产生的静电会干扰无线电
导航、制导和通信设备的性能发挥。
为保证飞机的气动性能、结构强度等因素,
飞机上基本上采用流线型较好的天线罩,且在飞机使用过程中,为保证天线罩时
刻具备良好的电磁特性,须对天线罩定时进行拆卸维护,便会加大飞机天线罩的
装配难度。
1陶瓷质天线罩胶接用粘接剂的分类
陶瓷天线罩粘结区设计温度一般低于350℃,所用胶粘剂根据化学成分分为
有机硅橡胶胶粘剂和环氧胶粘剂两类。
硅橡胶胶粘剂采用硅橡胶制成,材料具有
一定的弹性,粘结强度一般在2 MPa ~ 5 MPa之间,耐高温性较好,耐高温性大
于200℃,抗老化性能较高,使用寿命可达环氧树脂粘附物是以环氧树脂为基础的,在硬化剂作用下,使用环氧按钮固化反应。
胶粘剂粘结强度高,常温下可达
20MPa以上,耐温性能良好,局部改性胶粘剂短时间内可承受250℃以上。
硅橡
胶胶粘剂根据硫化化学反应模式分为可伸缩硅橡胶胶粘剂和模塑硅橡胶胶粘剂。
环氧树脂粘结强度较高,材料体强度较高,经改性后可承受250 c以上高温。
环
氧树脂胶粘剂在陶瓷天线掩模上的应用主要集中在耐高温耐磨性环氧树脂上。
2施工方法
根据一般天线的特点,应考虑是否可以利用天线的俯仰运动,即使是作为提
升天线外壳中主要结构部件的一种手段。
要使用天线的这种特性,天线上必须有
绳位此位置高于所有已更换的结构件的位置,在天线处于90天状态时,反射表
面中已更换的结构件可以升高(或分散),在天线的切向位置处,已更换的结构件
可以从以下位置转移(或升高)天线处于天空状态时,二级反射面支承三脚架是整
个结构系统的最高位置,位于进料面和二级反射面上方,因此可以在支承三脚架
上选择合适的位置来捕捉绳子。
为了进行升降和放权工作,需要将要更换的结构
构件转移到主反射面,光靠天线的俯仰运动是不够的,还需要使用其他起重工具。
手提式提升机是常用的提升机,但根据测量,在天线的俯仰状态下,二次反射面
主张三脚架的高度仅为地面14.5米,因此手提式提升机不能满足跑步高度和可
靠性辅助提升机的使用要求,具有很大的安全风险电动葫芦可以满足升降高度的
升降要求,但普通电动葫芦(标称起重重量1t)重(约0.12t),如何将如此重的葫
芦悬挂在二级反射面以支撑三脚架是一个新问题。
为了将葫芦挂在辅助反射面上
以支撑三脚架,场地可以考虑先用手拉葫芦,将辅助反射面放在电源天花板上的
三脚架上固定,使葫芦脱离悬置位置,然后倾斜天线,利用葫芦的升降能力提升
自己。
3天线罩粘接装配技术与装备开发
3.1连续纤维增强预制体
在纤维增强方面,应用较多的纤维为石英纤维和玻璃纤维。
俄罗斯早在2005
年就已展示了采用玻璃纤维制成的多种型号导弹天线罩。
采用玻璃纤维缠绕成形
的天线罩主要有波音飞机公司“波马克”导弹CIM⁃10、美国的霍克导弹和前苏联
的SA⁃6导弹。
国内有航天材料及工艺研究单位较早对天线罩结构材料进行了研究,目前已能独立自主地设计和制造各类天线罩。
已成功研制并应用于多种型号上的
天线罩,较多采用石英纤维作为核心纤维材料,针刺织物、三向正交织物作为增
强体,树脂、二氧化硅作为基体。
如国内发明了一种适用于先进航空器及航天飞
行器雷达罩的最佳透波材料,将各种形式的石英纤维材料采用针刺技术制成3D
预制件,最终制备成复合材料。
连续纤维增强有着增韧、增强的作用,克服了陶
瓷基体对裂纹和热冲击的敏感性,近年来研究热度居高不下。
但因在导弹天线罩
上应用的特殊性,较少能查询到相关的应用情况。
整体上与国外相比,我国连续
纤维增强的氮化物体系才刚起步,尤其是在纤维增强体的工艺技术方面,与国外
仍存在较大差距,需要不断学习国外先进经验,促进技术不断改进,使新型陶瓷
材料逐步在导弹天线罩上得到广泛应用。
3.2无机盐溶液浸渍固化法
无机盐聚合法制备陶瓷基复合材料的过程中,涂料主要应用于石英纤维或氧
化硅纤维织物,真空状态下应用于浸渍处理的磷化溶液;将温度提高到150°c
至200°c的范围内,并将压力提高到1 MP a至1.5 MPa的范围内,可使相应的
预成型凝固。
采用上述工艺得到的陶瓷基复合晶须具有理想的电气性能稳定性和
相对较高的弯曲强度,可在1200℃下正常使用。
通常,当环境温度稳定在
1500°c至1800°c以下时,基于此复合材料的电缆护套可提供最佳性能。
3.3陶瓷天线罩胶接结构设计
粘合剂不仅在护盾和陶瓷结合环的装配过程中粘接固定,而且起到一定的保
温作用,在操作条件之间的机械变化中起着一定的作用。
因此,为了提前测试胶
层间隙、同心度等,通常需要在设计过程中进行仿真,同时考虑涂抹时脉冲变化
对粘接强度的影响,并考虑粘接区域的热状态。
粘合剂的导热性比陶瓷小得多,
胶层厚度的增加可以有效地减少传热,降低内部金属连接区域的温度,减少金属
连接环的热膨胀。
但是,随着接头之间的间隙增大,粘结缺陷增加,胶体压缩量
相应增加,屏蔽和连接环的安装尺寸会发生显着变化,从而产生粘结效果。
粘贴
酚醛树脂时通常使用较小的粘接间隙、较大的压强,粘贴过程中的操作相对较高,使用难度较大。
贴上的结果会有很大差异,从较好的作业到较不成功的作业。
500℃以上的粘结剂一般用作无机盐胶粘剂。
磷酸盐粘合剂的热膨胀系数低,可
以减小或缓冲金属结合环的热膨胀,减少体积变化引起的热应力问题,并且更能
抗高温粘结剂。
结束语
总之,陶瓷基复合材料不仅耐高温、耐高温、耐磨性强、耐磨性强,而且有
效地克服了陶瓷的易损性,因此在目前的氡制备中得到了应用。
采用无机浸渍法、有机先锋机构浸渍法和无机盐溶液浸渍聚合法,可以制备基于陶瓷基复合材料的
晶状体,特别是陶瓷基复合材料的优化具有。
参考文献
[1]蒋苏苏,沈红祥,李兴勇,张兰兰,杜方辉.热力学仿真在天线罩热防护设计
中的应用[J].机械制造与自动化,2019,48(06):139-141.
[2]俞阳椿.膜式天线罩组合结构协同变形研究[D].南京理工大学,2020.
[3]练志峰.天线罩电性能设计与优化关键技术研究[D].南京航空航天大
学,2020.
[4]海兆成.浅析天线罩等效样件的电性能测试[J].电子制作,2018(10):20-
21+49.。