Q235钢氩弧熔覆铁基合金涂层的耐磨性研究_郭国林
Q235钢表面不同高分子涂层耐蚀性对比
Pergamon,1996: 483 - 488.
[5] Liu J, Chen S, Liu J, et al. Evaluation of Anti -
Weathering Performance of Different Construction Steels by
in - Door Cyclic Corrosion Tests[J]. Journal of Iron and
- 0. 77 - 0. 49
4. 71 × 10 - 7 6. 69 × 10 - 8
6. 41 × 104 4. 94 × 105
图 3 EP、PE 膜样品在 3. 5% NaCl 溶液 中的阻抗谱图 ( a) EP 膜样品
专业家具漆:http://www.sansenpaint.net
·84·
Steel Research,International,2007,14 ( 5,Supplement
1) : 296 - 300.
[6] 郑利云,曹发和,刘文娟,等. Q235 钢在模拟自然环境下
失效行为的电化学研究[J]. 装备环境工程,2011( 04) :
8 - 15.
[7] Hu R,Zhang S,Bu J,et al. Recent progress in corrosion
·83·
图 1 不同高分子膜样品扫描电镜照片( a) EP 膜样品; ( B) PE 膜样品
2. 2 动电位极化曲线
2. 3 电化学阻抗分析
图 3 给出了 EP、PE 膜样品在 3. 5% NaCl 溶液中不同浸
泡时间的交流阻抗谱图。从图 3a 可以看到,在浸泡初期 EP 膜试样的低频( 10 - 2 Hz) 阻抗模值为 4. 47 × 107 Ω·cm - 2 ,PE 膜样品为 108 Ω·cm - 2 以上,比 EP 膜样品高出 1 个数量级,
Q235钢堆焊工艺及性能研究
Q235钢堆焊工艺及性能研究摘要:堆焊是金属常见的表面处理方法,主要用于修复金属零件或者提高金属基体表面的硬度、耐磨性等,能够显著的提高基体的力学性能,延长使用寿命。
采用CO2气体保护堆焊工艺,在Q235B钢表面堆焊制备了E501T-1熔敷金属层,通过光学显微镜和显微硬度计,研究堆焊层不同部分组织的综合性能。
通过实验表明,当在堆焊电流为100A、电弧电压为13V、焊接速度10cm/min的工艺参数下获得了外形美观、金属层致密、结构较好、缺陷最少的熔敷金属层。
对堆焊层的化学成分和组织性能进行研究分析,测验其硬度,研究焊接电流、焊接电压对堆焊层的影响规律。
关键词:Q235B钢;CO2气体保护堆焊;熔敷层;影响规律;组织性能大量生产实践表明,Q235B钢在高温、高压、酸性、碱性、甚至是中性介质条件下使用时,都会发生严重腐蚀。
正是这些缺点的存在限制了Q235B钢在生活上的使用。
因此,我们在工业生产过程中,常采用以Q235B这种普碳钢为基体,在表面堆焊一种或几种金属,从而满足所需要的强硬度等性能,使其能够得到更广泛的应用,并且能够大幅度的降低成本。
正是堆焊工艺的存在,不仅使零件心部具有良好的塑性和韧性,而且在其表面还具有所需的高硬度、防磨损等性能,使Q235B钢在工业领域上能够占据更重要的地位,在生活中也能更加广泛地使用。
1.工艺流程Q235钢堆焊的实验流程为:试样处理→熔敷金属→金相观察→性能检测1.1试样处理试样处理流程:试样→打磨→除油由于基体表面存在大量的铁锈及其他氧化物,在实验前需要对试样表面进行机械打磨,同时为下一步熔敷金属做准备,保证钢板在焊接的过程中飞溅减小。
在打磨完之后进行除油,目的是去除试样表面油污,清洁试样表面,增强熔敷金属于基体的结合强度。
1.2熔敷金属将E501T-1焊丝通过焊接机器人熔敷在Q235钢基体上,在熔敷之前,进行预实验,调整好堆焊程序,在熔敷的过程当中,要保证CO2气体的充足,目的是隔绝空气中的氧气、氢气等,防止在焊接的过程中进入焊缝,形成缺陷,影响焊件的最终性能。
热等离子弧熔覆层的耐磨性研究
热等离子弧熔覆层的耐磨性研究
侯俊英;胡尔建;赵程;孙定国
【期刊名称】《青岛科技大学学报(自然科学版)》
【年(卷),期】2003(024)0z1
【摘要】运用热等离子弧熔覆法,在Q235基体表面熔覆了镍基合金,对合金的组织和形成原因及熔覆层和基体的界面进行了分析研究.实验表明,熔覆层有较好的耐磨性,主要是形成大量高强韧的镍基固溶体和耐磨的硬质相及表面形成的细小组织对耐磨性的贡献,并分析了磨损机理.
【总页数】3页(P80-82)
【作者】侯俊英;胡尔建;赵程;孙定国
【作者单位】青岛科技大学,机电工程学院,山东,青岛,266042;青岛新东机械有限公司,山东,青岛,266032;青岛科技大学,机电工程学院,山东,青岛,266042;青岛科技大学,机电工程学院,山东,青岛,266042
【正文语种】中文
【中图分类】TB331
【相关文献】
1.Setllite Ni60等离子弧熔覆层的磨损机理研究 [J], 侯俊英;田丰;赵程
2.热等离子弧熔覆层的耐磨性研究 [J], 侯俊英;胡尔建;赵程;孙定国
3.原位生成NbC增强YCF102熔覆层热力学与耐磨性研究 [J], 郗文超;宋博学;梁赢东;于天彪
4.硼碳过饱和马氏体激光熔覆层耐磨性研究 [J], 伍文星;邱长军
5.等离子熔覆-注射B_4C铁基熔覆层组织耐磨性研究 [J], 王新帅;静丰羽;张喜冬;赵靖宇;孙玉福
因版权原因,仅展示原文概要,查看原文内容请购买。
氩弧熔敷原位自生TiC/Ni60A复合涂层的滑动磨损特性
( p rme t fMaeil S in ea dEn iern De a t n tras ce c n gn eig,Heln j n n t ueo o i gi g Isi t f o a t c e c n c n lg , r i 5 0 7, ia S in ea dTe h oo y Habn 1 0 2 Chn )
王 振 廷 一 孟 君 晟 赵 国 刚
( 龙 江科 技 学 院 材 料 科 学 与工 程 学 院 , 尔 滨 10 2 ) 黑 哈 5 0 7
摘
要 : 利 用 氩 弧 熔 敷 技 术 , Ni A 自熔合 金 粉 、 粉 和 石 墨 粉 为 原 料 , 1 Mn钢 表 面 原 位 合 成 了 TC 以 6 0 钛 在 6 i
c m p st o tng y a g n a c c a di g o o iea g Z e tn M e g J n h n , a o a g n h n i g, n u s e g Zh o Gu g n
增 强 Ni 复 合 材 料 涂 层 以 提 高 基 体 的耐 磨 性 。 借 助 扫 描 电镜 、 基 x射 线 衍 射 仪 、 微 硬 度 计 对 复 合 涂 层 的 组 织 显 和性 能 进 行 了 分 析 。结 果 表 明 : 敷 层 与 基 体 呈 冶 金 结 合 , 裂 纹 、 孑 等 缺 陷 , i 颗 粒 弥 散 分 布 于 熔 敷 层 熔 无 气 L TC 中 ; 合 涂 层 有 很 高 的硬 度 , 室 温 干 滑 动 磨 损 试 验 条 件 下 具 有 优 异 的 耐 磨 性 能 并 随 着 ( i 复 在 r +c) 量 的增 加 r 含
Ab ta t sr c :To i p o h r a e it nc f1 m r vet e d y we rrssa e o 6M n s e l te ,N ib s d c m p st a i enf c d b C a tce — a e o o ie c tng r i or e y Ti p r il o wa e a e n t u f c f1 spr p r d o hes ra e o 6M n se lb e n r on a c ca dig tc i e wih t e aly d p t e y m a sofa g r l d n e hnqu t hepr — l e owde f o ro Ni 0 、 a d 6 A Ti n C . T h m ir s r c ur a d o p ris f he oai g e co tu t e n pr e te o t c tn w ee nv tg t d r i e ia e by c nig lc r s san n ee ton m ir c pe X— a fr come e a d coso , r y difa t t r n m ir h r e s e t r T h r s ls n c e h t c tn h s x eln c a dn s ts e . o e e u t idiat t at he oa ig a e c le t bo i e we n t o tng a d t 6M n se l u s r t n he c tng i io m ,c ntnu u nd am o td fc — ndng b t e hec a i n he 1 t e b ta e a d t o i sun fr s a o i o sa l s e e t fe nd t ril r ip r iey ds rbu e n h ld e o tng. The a go r ld c m p st oa ig a r e a he pa tce a e ds e sv l iti t d i t e ca d d c a i r n a c ca o o ie c tn h s hgh h r ne sa x eln a e itnc nd rdr l n we e tc n to .Fu t r o e, t h n ra eo i a d s nd e c le twe rr s a eu e ysi g arts o diins s di rhe m r wih t ei c e s f
高频感应熔覆NiTiFe合金涂层摩擦学性能研究
高频感应熔覆NiTiFe合金涂层摩擦学性能研究董建伟;郭岩宝;王德国;张政【期刊名称】《润滑与密封》【年(卷),期】2024(49)2【摘要】为增强金属材料表面的耐磨性能,采用高频感应熔覆技术,在HT300基底表面制备出NiTiFe合金涂层;利用扫描电子显微镜(SEM)、能谱仪(EDS)、显微硬度计和X射线衍射仪(XRD)对NiTiFe合金涂层的微观组织、元素组成、硬度、相组成和与基底的结合情况进行表征与分析;通过摩擦磨损试验机对涂层的摩擦学性能进行测试,对其摩擦磨损机制进行分析。
结果表明:涂层组织致密,无裂缝和空隙,成型质量良好,平均厚度达到0.7 mm,与HT300基底实现了冶金结合;涂层中主要包含Fe2Ti、Fe6.94Ti0.36和Ni3Fe三种相,Fe元素的加入使涂层的晶格发生畸变,硬度提高,平均硬度达到997.36HV,约为HT300基底平均硬度值的5倍。
通过摩擦磨损试验发现,试验前期,NiTiFe合金涂层与对摩副之间的摩擦因数较低,维持在0.2左右,对摩副的失效导致摩擦副之间的接触形式发生改变,摩擦因数产生阶跃;随着载荷的增加,涂层上呈现的磨痕宽度在不断增加,对摩副由于磨损造成的材料去除后暴露出的面积也在不断增大。
摩擦磨损试验后,NiTiFe合金涂层摩擦表面光滑平整,仅出现了轻微的磨粒磨损,磨损体积远小于对摩副,表现出优良的耐摩擦磨损性能。
【总页数】8页(P11-18)【作者】董建伟;郭岩宝;王德国;张政【作者单位】中国石油大学(北京)机械与储运工程学院【正文语种】中文【中图分类】TH117.1【相关文献】1.激光熔覆TiB2颗粒增强镍基合金复合涂层的微观组织与摩擦学性能研究2.高频感应熔覆WC增强Ni60合金涂层性能研究3.高频感应熔覆铁基合金涂层组织及性能研究4.Ti6Al4V合金表面激光熔覆复合涂层的高温摩擦学性能研究5.Inconel 718合金激光熔覆Stellite3/Ti_(3)SiC_(2)复合涂层摩擦学性能研究因版权原因,仅展示原文概要,查看原文内容请购买。
锅炉受热面NiCr涂层抗高温热腐蚀机制与性能的研究
锅炉受热面NiCr涂层抗高温热腐蚀机制与性能的研究林茂峻【摘要】针对电站锅炉受热面高温腐蚀的影响,通过采用电弧喷涂工艺,研究了Q235钢板表面电弧喷涂PS45、FeCrAl、4Cr13合金涂层后在高温条件下的热腐蚀机制与性能.热腐蚀动力学试验和分析结果显示,在700℃下腐蚀77 h、Na2SO4+ K2 SO4盐膜量为3~4 mg/cm2的试验条件下,测试得到的PS45、FeCrAl、4Cr13合金涂层的热腐蚀速度分别为v=0.38t-0.59、v=1.35t-0.12和v=1.79t-0.23.涂层表面的成分和组织分析结果表明,Q235钢板表面的PS45涂层之所以表现出比FeCrAl、4Cr13涂层更高的抗热腐蚀(Na2 SO4/K2 SO4)性能,其原因在于PS45镍基合金中含有最多的Cr,涂层表面的Cr2O3膜层具有较高的连续性、致密性和稳定性.【期刊名称】《沈阳工程学院学报(自然科学版)》【年(卷),期】2011(007)003【总页数】5页(P217-220,243)【关键词】锅炉;高温腐蚀;Ni-Cr涂层;电弧喷涂【作者】林茂峻【作者单位】大连海兴热电工程有限公司,辽宁大连116021【正文语种】中文【中图分类】TK224.9;TG174.4420 前言通常火电厂中锅炉设备的事故占全部设备事故的60%以上,而其中过热器管、再热器管和水冷壁管等高温受热面的爆漏又占锅炉事故的绝大部分[1],严重影响了电厂的安全和经济效益.由于锅炉燃煤的成分复杂,在燃烧过程中产生的烟气和灰中的某些成分,特别是其中的SO2和H2 S,会造成锅炉受热面的高温腐蚀,进而导致锅炉高温受热面事故[2].为了减缓锅炉的高温腐蚀和磨损,国内外采用了各种措施,如减小烟气流速、改变煤质、安装防护瓦、改变管道材质、对管道表面采用化学热处理、涂刷耐磨涂料及采用热喷涂技术等.在这些方法中,热喷涂作为一种经济、可靠的方法得到了最为广泛的应用[3-5].该试验就是针对我国锅炉管道的运行工况和广泛采用的电弧喷涂方法,对几种涂层材料抗高温热腐蚀性能进行实验研究.1 电站煤粉锅炉受热面高温腐蚀机理分析电站煤粉锅炉的水冷壁、过热器和再热器等高温受热面布置在炉膛高热负荷区附近,水冷壁区域的烟气温度可达1 300℃,炉膛附近高温过热器和再热器区域的烟气温度可达1 000℃以上,同时存在着较大的热偏差,高温受热面表面局部温度最高可达到650℃以上[6],此工作条件下,很容易发生受热面的高温腐蚀.1.1 煤粉锅炉受热面高温腐蚀的类型根据高温腐蚀发生的原因及腐蚀产物的成分差别,电站煤粉锅炉的高温腐蚀一般有硫酸盐型、硫化物型、氯化物型以及由还原性气体引起的高温腐蚀[7-8].首先分析电站锅炉燃煤的特性,煤中硫的含量一般在1% ~4%,极少数情况下可达到10%[9].而我国煤炭资源的特点是含氯量低于0.064%,含硫量均在1.2%以上,有的甚至高达2% ~3%,属于低氯高硫煤[10-11],而且随着矿井向深层的开采,含硫量越往下越高[12].目前我国动力用煤的含硫量有升高的趋势[13],高硫煤占相当的比例,含硫量大于1%的高硫煤占25%以上[12],四川、贵州、广西、山东、陕西等地的煤均属于高硫煤.其次分析燃烧产物积灰和烟气成分,燃煤中碱性氧化物含量较高,燃烧产物的积灰含有硫、钠、钾等对金属腐蚀性很大的产物[14],其中Fe2 O3、SO3、K2 O、Na2O等成分含量较高[15].由于燃煤中含硫量较高,烟气中SO2的含量也相当高[15],并且烟气中的SO2/SO3可导致锅炉管道上出现复杂的沉积物,如K3 Fe(SO4)3和Na3 Fe(SO4)3等,它们在593~760℃范围内呈液态,会加速对锅炉受热面的腐蚀[16-17].所以典型的合成灰通常含有 K2 SO4、Na2 SO4、Fe2(SO4)3、CaSO4、Fe2 O3等固体成分[17].另外,由于燃煤紧张,使得劣质煤、泥煤在电站燃煤中份额增加,而煤质差会导致煤的灰分和有害气体含硫量增多,使锅炉受热面玷污、积灰、腐蚀和磨损日益严重,由此燃用劣质煤带来的锅炉水冷壁高温腐蚀也格外突出[11-18].综上所述,我国电站煤粉锅炉受热面高温腐蚀的类型主要是硫酸盐型.1.2 硫酸盐型高温腐蚀的过程电站锅炉受热面金属管壁(用M表示)在工作环境中的氧化腐蚀反应式[10]有金属氧化保护反应:金属氧化腐蚀反应:在煤粉燃烧时,灰渣中的钠盐和钾盐在高温下分解生成K2O、Na2O,与烟气中SO3在高温下生成汽态硫酸盐[19-20],形成硫酸盐型腐蚀.用 M 表示金属,其反应式有2 试样的制备及试验方法2.1 试样的制备基体材料为Q235钢板,喷涂材料为Φ2.0 mm的PS45、FeCrAl和 4Cr13丝材.将基体制成50 mm×50 mm×2 mm的试样,对其表面进行喷砂处理后,用XDP-5型喷涂设备进行电弧喷涂.喷涂材料的主要成分见表1.2.2 试验方法由于锅炉高温腐蚀速度最大时的温度为650~700℃[6],故实验温度选定为700℃,在XL-Ⅰ型箱式电炉中进行.为保持恒温,使用WKZ-5型微电脑时温控制仪控制温度.表1 喷涂丝材的化学成分成分含量%元素余量4Cr13 0.36 0.47 0.39 12.8 0.10 0.010 0.023 FeCrAl 18.54 8.6 0.67 19.76 5.2 0.16 0.0012 0.023 C Si Mn Cr Al Ti Ni S P PS45 40~45 ≤4使用自配的Na2 SO4+K2 SO4按7∶3摩尔比例配制成的饱和硫酸盐溶液(模拟实际电站锅炉表面灰层成分组成)作为腐蚀介质,将其刷涂于试样表面,盐膜量控制在3~4 mg/cm2.用精度为0.000 1 g的FA2004型电子分析天平测量试样涂盐前后的质量,通过计算其增加量来控制盐膜量,每1次刷涂称量时,在试样涂刷完腐蚀盐后,要在105℃的JB101A型恒温箱内进行烘干后再称重.采用不连续的增重法来定量地反应试样的腐蚀速度,每隔一定时间取出测定试样,测量增重量后再送回去,累计实验总时间为77 h.由于称量试样和坩埚在一起,为了在实验中避免取放装有试样的坩埚时掉入杂质影响称重的准确性,实验前应做一个放坩埚的架子用来遮挡杂质.实验完毕,采用扫描电镜(SEM)和能谱分析仪(EDS)对腐蚀试样进行腐蚀产物的形貌分析和元素组成分析.3 试验结果及分析3.1 热腐蚀动力学分析腐蚀动力学曲线是以腐蚀时间为横坐标、采用不连续称重法所测得的试样的单位面积的增重量为纵坐标而绘制得到的曲线[21-22].图1为实验条件下PS45、FeCrAl和4Cr13 3种涂层的热腐蚀动力学曲线,从中可以看出,3种涂层均随腐蚀时间的增加腐蚀增重逐渐增大,并且热腐蚀曲线基本上都呈抛物线规律.在开始阶段(0~10 h),腐蚀速度相对较高,10 h后,腐蚀速度开始出现不同程度的减慢,表明涂层表面在腐蚀实验中生成的氧化膜对热腐蚀的进程起到了抑制作用,实现了对基体材料的防护.另外,不同涂层的保护效果也不一样,FeCrAl和4Cr13涂层表面在实验结束时也有较为严重的变化,而PS45涂层在实验39 h后增重基本停止,说明其具有良好的抗高温硫酸盐型腐蚀性能.可见,PS45涂层抗高温硫酸盐型腐蚀的性能明显优于前2种涂层.根据动力学曲线的形状,以△W=aty(其中△W代表试样单位面积的增重量;t为热腐蚀时间;a、y为常数)为数学模型对高温热腐蚀动力学曲线进行非线性拟合,其数学表达式以及热腐蚀速度分别为:①4Cr13 涂层,△W4Cr13=2.327 3t0.77,υ=1.79t-0.23;②FeCrAl涂层,△W FeCrAl=1.536 9t0.88,υ =1.35t-0.12;③PS45 涂层,△W PS45=0.935 9t0.41,υ =0.38t-0.59.图1 涂层热腐蚀动力学曲线3.2 腐蚀物组织成分分析图2 PS45涂层表面腐蚀分析由图2可见,试样在700℃下腐蚀77 h后,PS45涂层表面组织中S占6.45wt%,Na占10.46 wt%,K占3.61 wt%,O占21.27 wt%,Cr占16.99 wt%,Ni占21.12 wt%,Na、K、S的含量表明涂层表面有硫酸盐腐蚀产物,但较多的O含量和Cr含量表明涂层表面具有丰富的Cr2O3,并形成了充分的Cr2O3保护膜,表面腐蚀非常轻微,内部组织得到了很好的保护,致使涂层腐蚀程度得到了很好的控制.由图3可见,在700℃下腐蚀77 h后,FeCrAl涂层表面组织中S占11.84 wt%,Na占12.25 wt%,K占7.63 wt%,O 占20.89 wt%,Cr占9.88 wt%,其中Na、K、S 较多的含量,表明其硫酸盐腐蚀产物较多,在其表面已经形成了较严重的腐蚀;Cr含量少,表面形成的氧化物很不连续,也不够致密,对涂层的保护作用甚微,因此可以看到有相当量的S元素已渗如涂层内部.图3 FeCrAl涂层表面腐蚀分析图4显示4Cr13涂层在热腐蚀实验后,腐蚀非常严重,腐蚀的厚度很深,其表面有大量的硫酸盐腐蚀产物,涂层基本消失,已形成致命的腐蚀损坏.虽然其有少量的Cr,但是Cr含量低于20 wt%时,不能保证形成稳定连续的Cr2O3保护层,在热腐蚀过程中Cr2O3氧化膜受到含S的腐蚀介质破坏,已经起不到保护作用.所以实际实验中,4Cr13很快就被腐蚀消耗,导致基体直接被腐蚀,腐蚀情况严重. 3.3 涂层腐蚀原因分析FeCrAl涂层的抗热腐蚀性能较差的原因,一方面是涂层含有一定量的Al元素,其在高温热腐蚀的条件下形成的Al2O3会使稳定的Cr2O3膜退化,从而导致涂层局部区域保护层遭到破坏,使得外界的硫和氧沿着这些被破坏的保护膜通道快速向内渗透,使基体产生局部的内腐蚀;另一方面是涂层制备过程中产生较多的涂层结构缺陷,如孔隙率高、氧化夹杂多,也使其抗热腐蚀性能较差,电弧产生的高温及喷涂中存在的氧化气氛使部分的Al、Cr氧化,造成了涂层中Al、Cr元素含量下降,导致涂层在腐蚀条件下难以形成厚实、致密的Cr2O3保护膜,从而不能有效地阻挡外界腐蚀介质的入侵,加剧了基体的腐蚀.图4 4Cr13涂层表面腐蚀分析4Cr13涂层抗热腐蚀性能较差的原因是其Cr含量低,并且在喷涂过程中又损耗一些,不能保证Cr2O3氧化膜稳定;同时其内部组织空隙大,杂质多于其他2种涂层,使腐蚀成分得以很快进入内部组织,损耗掉保护元素后,不仅涂层自身遭到了严重腐蚀,又会使腐蚀成分进一步渗入内部,加剧基体的腐蚀程度.4 结论1)经电弧喷涂后,Q235钢板表面的PS45涂层表现出比FeCrAl、4Cr13涂层更为优异的抗热腐蚀能力,经700℃ 下腐蚀 77 h,在 Na2SO4+K2 SO4盐膜量为3~4 mg/cm2的试验条件下,3种涂层的热腐蚀速度分别为υ =0.38t-0.59、υ=1.35t-0.12和υ =1.79t-0.23.2)Q235钢板喷涂PS45、FeCrAl和4Cr13的涂层表面形成了一层Cr2O3保护膜,使之具有非常好的抗热腐蚀(Na2 SO4+K2 SO4)性能.PS45涂层表面的Cr2O3膜层显示出其具有更高的稳定性和致密性,主要原因是与Fe-CrAl和4Cr13相比,PS45镍基合金中含有更多的Cr,更易于形成连续和致密的Cr2O3保护膜.参考文献[1]杜新明.秦岭发电厂近10年锅炉四管爆漏情况分析及对策[J].西北电力技术,1997(5):49-53.[2]殷红,刘万庆.300MW电站锅炉再热器和水冷壁频繁爆漏原因与对策[J].山东电力技术,2006(2):35-38.[3] Hidaka K,Tanaka K,et al.Hot corrosion resistance of a chromium-based alloy coating[A].Proceedings of ITSC'95[C],Kobe,Japan,1995,609 -614.[4] Herth G R,Polak R,et al.Development of reliable spray and fuse coatings for boiler protection[A].Thermal pray:Practical Solutions for Engineering Problems,Materials Park[C].Ohio-USA:ASM International,1996,21 -28.[5]韩志海,陈华,周永兴,等.几种耐热钢管材热腐蚀试验及涂层防护技术的应用[J].中国电力,1997,30(3):53-56.[6]徐宾士,刘世参,张振学,等.电站锅炉水冷壁管道热腐蚀及高速电弧喷涂防护新技术[J].中国电力,2000,33(3):13-16.[7]岑可法,樊建人,池作和,等.锅炉和热交换器的积灰、结渣、磨损和腐蚀的防止原理与计算[M].北京:科学出版社,1994:3-4.[8]赵虹,魏勇.燃煤锅炉水冷壁烟侧高温腐蚀的机理及影响因素[J].动力工程,2002,22(2):1700 -1704.[9] James P J,Pinder L W.Corrosion/97.Houston:NACE International,1997:133.[10]樊宏钟,刘宏波,田勇,等.电站锅炉过热器高温腐蚀成因分析[J].工业加热,2004,33(3):34 -36.[11]郭鲁阳,孙旭光,刘志超,等.锅炉水冷壁高温腐蚀原因分析及预防对策[J].中国电力,2000,33(11):17 -20.[12]周一工.我国动力用煤特点和燃煤电站锅炉环保措施[J].上海电机学院学报,2007,10(1):13 -19,29.[13]赵虹,章勤,吴广君,等.锅炉水冷壁在不同浓度SO2气氛下高温腐蚀的热分析动力学研究[J].电站系统工程,2005,21(6):32 -34,37.[14] Lai G Y.High-temperature Corrosion of Engineering Alloys.ASM International,1990:145.[15]弓学敏,张文忠.锅炉受热面高温腐蚀的机理及防范措施[J].电力科学与工程,2007,23(2):72 -76.[16] Rehn I M .EPEI,Palo Alto.California CS-1653,1980.[17]赵双群,谢锡善.粉煤燃烧环境中过热器管材的高温腐蚀[J].特殊钢,2003,24(6):36 -39.[18]陈红菊,陈文彤,孙艳华.火电厂锅炉水冷壁热腐蚀机理的研究现状[J].电力建设,2000(2):17-20,36.[19]高全,张军营,丘纪华,等.燃煤电站锅炉高温腐蚀特征的研究[J].热能动力工程,2007,22(3):292 -296.[20]韩奎华,路春美,李官鹏,等.大型锅炉水冷壁防腐现状与防腐措施探讨[J].电站系统工程,2004,20(2):37 -39.[21]翟金坤.金属高温腐蚀[M].北京:北京航空航天大学出版社,1994:125-137.[22]李美栓.金属的高温腐蚀[M].北京:冶金工业出版社,2001:30-40.。
反应等离子熔覆高铬铁基金属陶瓷增强耐磨涂层组织与性能
反应等离子熔覆高铬铁基金属陶瓷增强耐磨涂层组织与性能王立梅【摘要】利用反应等离子熔覆技术、以Fe-Cr-C-W-Ni合金粉末为原料,在Q235钢表面制得了Cr7C3高铬铁基金属陶瓷增强耐磨复合涂层.利用SEM、EDS和X射线衍射分析了涂层的显微组织,在室温干滑动磨损试验条件下测试了涂层的耐磨性.结果表明:反应等离子熔覆CE7C3高铬铁基金属陶瓷增强耐磨复合涂层硬度高、组织均匀、与基材之间为完全冶金结合;涂层在室温干滑动磨损试验条件下表现出优异的耐磨性,涂层磨损的质量损失随载荷增加十分缓慢,涂层具有优异的载荷特性.%A wear resistant high chromium iron based ceramic reinforcing wear-resistance coating was fabricated on substrate of a Q235 steel by plasma cladding using the Fe-Cr-C-W-Ni alloy powders. Microstructure of the coating was characterized by OM, SEM, EDS and XRD. Wear resistance of the coating was tested under dry sliding wear condition at room temperature. Results indicate that the plasma clad high chromium iron based ceramic reinforced wear-resistance composite coating has a rapidly solidified homogeneous microstructure consisting of Cr7C3 ceramal primary particles uniformly distributed in the Cr7C3/γ-Fe eutectic matrix and is metallurgically bonded to the Q235 steel substrate. The plasma clad composite coating has high hardness and excellent wear resistance under dry sliding wear test conditions. Wear mass loss of the coating is increased slowly with the load increased and it has excellent load characteristic.【期刊名称】《实验技术与管理》【年(卷),期】2011(028)004【总页数】3页(P49-51)【关键词】金属涂层;反应等离子熔覆;高铬铁基【作者】王立梅【作者单位】潍坊学院,信息与控制工程学院,山东,潍坊,261061【正文语种】中文【中图分类】TB333Abstract:A wear resistant high chromium iron based ceramic reinforcing wear-resistance coating was fabricated on substrate of a Q235steel by plasma cladding using the Fe-Cr-C-W-Ni alloy powders.Microstructure of the coating was characterized by OM,SEM,EDS and XRD.Wear resistance of the coating was tested under dry sliding wear condition at room temperature.Results indicate that the plasma clad high chromium iron based ceramic reinforced wear-resistance composite coating has a rapidly solidified homogeneous microstructure consisting of Cr7C3ceramal primary particles uniformly distributed in the Cr7C3/γ-Fe eutectic matrix and is metallurgically bonded to the Q235steel substrate.The plasma clad composite coating has high hardness and excellent wear resistance under dry sliding wear test conditions.Wear mass loss of the coating is increased slowly with the load increased and it has excellent load characteristic.Key words:clad;reactive plasma cladding;high chromium iron based近年来,反应熔覆技术受到了国内外的普遍关注[1]。
氩弧熔覆原位自生(Ti,Nb)C增强镍基复合涂层的抗磨性能
氩弧熔覆原位自生(Ti,Nb)C增强镍基复合涂层的抗磨性能王永东;李柏茹;金国;郑光海;刘爱莲【摘要】Ni60A composite coating and C-Ti-Nb-Ni reinforced Ni-based composite coating were fabricated on the surface of 16Mn steel by means of argon arc cladding technique using pre-alloyed powders of Ni60A and Nb, Ti and C powders as raw materials. The microstructure, phase constituent, micro-hardness, wear properties of these two kinds of composite coatings were investigated through OM, SEM, XRD, HV2000 Micro-hardness tester and MMS-2B ring block wear test machine, and the wear mechanism was also explored. The results show that excellent metallurgy bonding is formed at the interface between the coating and substrate, there are no pores and cracks in the interface. The micro-hardness of Ti-Nb-C reinforced Ni-based coating is about 5 times higher than that of the substrate, and 0.45 time than that of Ni60A coating. At room temperature, the wear property of Ti-Nb-C reinforced Ni-based coating is 6 times higher than that of the substrate, and 2 times higher than that of Ni60A coating. Severe abrasive wear and adhesive wear occur on the surface of 16Mn steel and abrasive wear is the main wear mechanism occurred in the surface of Ni60A composite coating. The wear mechanism of Ti-Nb-C reinforced Ni-based coating is microscopic abrasions wear.%以Ti、C、Nb粉和Ni60A合金粉末为原料,采用氩弧熔覆技术在16Mn钢基材表面分别制备(Ti, Nb)C颗粒增强Ni60A复合涂层(C-Ti-Nb-Ni60A涂层)和Ni60A涂层。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中图分类号: TG174.4
文 献 标 识 码 :A
文 章 编 号 :1000-8356(2012)06-0674-03
Investigation on Wear Resistance of Fe-based Alloy Coating Prepared by Argon Arc Cladding on Q235
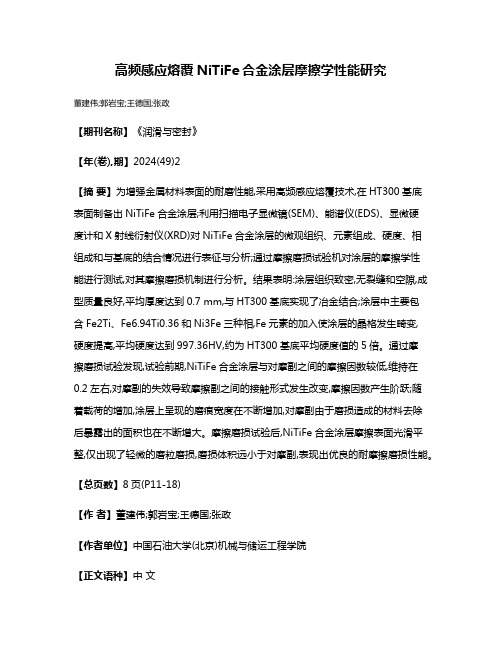
图 3 熔覆涂层显微硬度分布曲线 Fig.3 Microhardness distribution of cladding layer
2.3 涂层的耐磨性能分析 低碳钢试样经氩弧熔覆处理前后的磨损试验结果
如表1所示。 可以看出,Q235钢表面氩弧熔覆铁基合金 粉末后,涂层具有优良的耐磨性,约 为Q235钢 基 体 耐 磨性的8倍。 由于B、Si能与合金中的Fe、Cr、Ni等生成多 种金属间化合物以及硼碳化物, 以硬质相弥散分布在 合金中,这些硬质相硬度极高,从而提高了熔覆层合金 的硬度和耐磨性,对熔覆层有硬化、强化作用。
摘 要: 利用氩弧熔覆技术,选择合适的工艺参数,在 Q235 钢材表面熔覆了铁基合金耐磨涂层。通过金相显微镜和 SEM 分析了熔覆涂层的显微组织,并测试了涂层的显微硬度和耐磨性。结果表明,在 Q235 钢表面制备了以马氏体组织和 γ(Fe-Cr-Ni-C)合金固溶体为基体,以(Cr,Fe)7C3、Fe3C、Fe2B 等化合物为增强相的合金涂层;涂层的显微硬度可达 600 HV;涂层 的耐磨性较基体提高近 8 倍。在低碳钢表面熔覆一层耐磨材料,既保留了低碳钢较高的塑、韧性,又提高了表面层的硬度和 耐磨性。
·676·
FOUNDRY TECHNOLOGY
Vol. 33 No. 6 Jun. 2012
几乎没有什么变化,维持在200 HV左 右 ,说 明 熔 覆 时 的稀释率较小。 结合层处硬度开始有所上升,达到276 HV。 由于结合层为奥氏体平面晶,没有共晶体、碳化物 和硼化物析出,硬度较低。 熔覆层底部是固溶体区,马 氏 体 组 织 和γ-(Fe-Cr-Ni-C)合 金 固 溶 体 相 的 混 合 组 织 中存在着少量的花状和枝晶状的共晶体,硬度也不高。 从熔覆层中部到表面,硬度持续增加,越接近熔覆层表 面,硬度越大。近表层为等轴晶,析出较多的碳化物、硼 化物高硬度的块状、条状共晶体,硬度达到600 HV,大 约是基体硬度的3倍。
覆了铁基合金,能实现基体和熔覆层冶金结合,且具有 良好的成型性。 本文利用氩弧熔覆技术在Q235基体表 面制备了铁基合金涂层,并对合金涂层的成分、组织和 性能进行了分析,为实际生产应用提供理论依据。
1 试验方法
1.1 试验材料 试验用基体材料为Q235钢,试样尺寸为60 mm×60
mm×6 mm,表面除油除锈。 熔覆材料为Fe-Cr-Si-B合金 粉末,其成分w(%)为:20 Cr,2.9 C,2 W,5 Ni,2.5 Si,1.2 Mn,1 B,其余为Fe。 用水玻璃将Fe基粉末调成糊状, 均 匀涂敷于试样表面, 厚度约2.5 mm, 并置于220 ℃箱式 电阻炉中烘干。 1.2 熔覆工艺
·674·
铸造技术 FOUNDRY TECHNOLOGY
●材料保护及表面工程 Materials Protection and Surface Engineering ●
Vol. 33 No. 6 Jun. 2012
Q235 钢氩弧熔覆铁基合金涂层的耐磨性研究
郭国林 1,张 娜 2,王俊杰 1,李 刚 2 (1.常熟理工学院机械工程学院,江苏 常熟 215500;2.华北水利水电学院机械学院,河南 郑州 450011)
பைடு நூலகம்
构件表面磨损失效是工程结构常见的失效形式之 一,每年因磨损、报废或更换零部件所造成直接和间接 经济损失约占国民经济总产值的4%[1]。 振动分析筛广泛 应用于冶金、建材、化工、耐火、水泥、粮食、食品等各行 各业中,因其工作环境恶劣,磨损破坏严重,致使其使用 寿命太短。 在低碳钢筛板表面熔敷一层耐磨合金层,既 保留了低碳钢塑、韧性极佳的优点,又增强了其表面耐 磨、耐冲击的能力,具有较好的经济性。 在金属材料表面 改性处理技术中,氩弧熔有热量集中,保护效果好,设备 简单,操作灵活等优点,因此氩弧熔覆技术成为近几年 表面工程研究热点之一。 杨莉教授研究了钨极氩弧硬化 工艺参数对硼铸铁表面组织和性能的影响[2]。 汪选国通 过试验研究了电弧电流、电压以及熔覆速度对涂层的组 织及硬度的影响[3]。 文献[4~10]在普通碳钢表面氩弧熔
Abstract: By plasma cladding technology,a wear resistant coating with Fe-based alloy was prepared on the surface of Q235 steel. The microstructure of the bonding coating was investigated by optical microscope and scanning electron microscope. The microhardness and wear resistance performance of the coating was tested. The results show that the alloy coating on the surface of Q235 is conposed of the matrix of martensitic structure and γ- (Fe-Cr-Ni-C) alloy solid solution,and the reinforcing phases of (Cr, Fe)7C3/Fe3C/Fe2B and other compounds. The microhardness of the coating can reach 600 HV and the wear resistance is about 8 times higher than that of Q235 steel substrate. When deposited a wear-resistant layer on the surface of mild steel, the high plasticity and ductility of mild steel can be preserved, and the hardness and wear resistance of the cladding layer can also be improved greatly. Key words: argon arc cladding; microstructure; microhardness; wear resistance
试样类型 基体
熔覆层
表 1 磨损试验结果 Tab.1 Wear test results 磨损前质量/mg 磨损后质量/mg
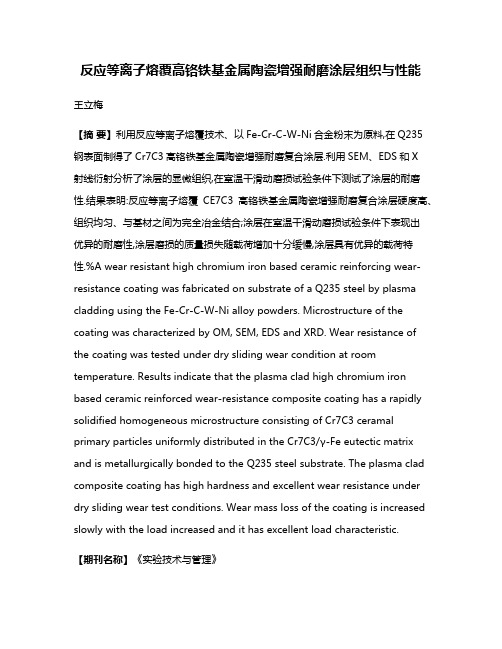
状、块状析出相组成。 能谱分析表明,熔覆合金层的基 体为马氏体组织和γ-(Fe-Cr-Ni-C)合金固溶体相 。 [12] 熔
Fe)7C3、Cr23C6、Fe3C、Fe2B、Mn2B、Fe3Si等碳化物、硼化物 以及金属间化合物析出相 。 [13]
覆合金中之所以会形成马氏体, 是因为Ni是形成和稳 2.2 涂层的硬度测试
2 试验结果与分析
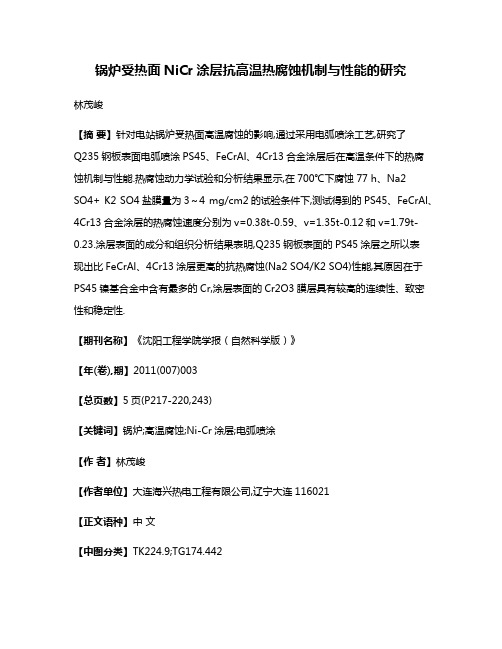
2.1 涂层组织分析 图1为氩弧熔覆涂层横截面的金相组织。 可以看
出,基体材料的组织为珠光体+铁素体,由于基体材料 为Q235,含碳量仅为0.2%,珠光体的立 体 形 态 为 铁 素 体薄层和渗碳体薄层交替重叠的层状混合物。 熔覆层 表面组织比较细小、致密、均匀,无裂纹等缺陷。熔覆层 与基材界面处是宽度约为3 μm 的白亮区,它是基材表 面微熔区以平面晶的形态生长形成的, 表明熔覆层与 基体实现了冶金结合。界面结合处之所以呈白亮色,是 因 为 低 碳 钢 基 体 固 溶 了 大 量 的Cr,极 易 耐 蚀 的 结 果 。 由 熔覆层金相组织可知,采用这种配比的铁基合金粉末, 对Q235钢表面进行氩弧熔 覆 处 理 所 得 熔 覆 层 表 面 和 内部无气孔、裂纹等缺陷。
图 1 基体和熔覆层显微组织 Fig.1 Microstructure of substrate and cladding layer
图2熔覆层表面的SEM照片观察到,熔覆层表面的 以 马 氏 体 为 主 ,其 余 为γ-(Fe-Cr-Ni-C)合 金 固 溶 体 ,同
过 共 晶 区 由 比 较 致 密 的 放 射 状 基 体 组 织 和 大 量 的 条 时含有少量的奥氏体。 白亮色条状和块状物相为 (Cr,
GUO Guo-lin1, ZHANG Na2, WANG Jun-jie1, LI Gang2
(1.School of Mechanical Engineering, Changshu Institute of Technology, Changshu 215500, China; 2.School of Mechanical Engineering, North China University of Water Resources and Electric Power, Zhengzhou 450011, China)
熔覆层组织可以分为固溶体带、亚共晶区、共晶区 和过共晶区。界面前沿是一条固溶体带,紧挨固溶体带 的是亚共晶区,以树枝状和块状固溶体初晶为标志。中 间的共晶区主要由固溶体和碳化物、硼化物组成。熔覆 层的表面是过共晶区,由γ固溶体和大量的块状的碳化 物、硼化物强化相组成。 γ固溶体中分布着各种金属间 化合物以及碳化物、硼化物的共晶体 。 [11]
收 稿 日 期 :2012-03-05;
修 订 日 期 :2012-04-10
基 金 项 目 :江 苏 省 科 技 支 撑 计 划 资 助 项 目 (BE2011048)
作者简介:郭国林(1976- ),男,山西晋城人,讲师,硕士. 主要从事材料表