冷轧铝板带材生产的板形控制
铝板带冷轧机紧边板形控制的技术及策略
机械加工与制造M achining and manufacturing铝板带冷轧机紧边板形控制的技术及策略孙连勇(中铝瑞闽股份有限公司,福州 364000)摘 要:分析了铝板带冷轧机轧制过程中紧边产生原因;研究热油喷射及电磁感应加热的作用原理、结构位置,对两种边部加热方式的效果及经济对比。
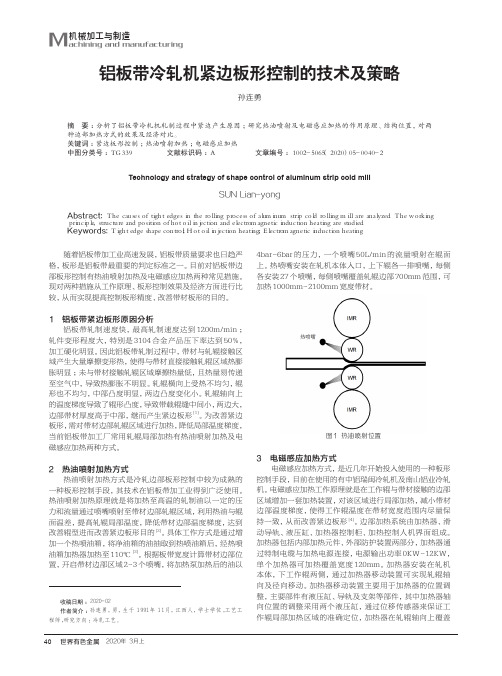
关键词:紧边板形控制;热油喷射加热;电磁感应加热中图分类号:TG339 文献标识码:A 文章编号:1002-5065(2020)05-0040-2Technology and strategy of shape control of aluminum strip cold millSUN Lian-yong(Chinalco Ruimin Co Ltd, Fuzhou 350015,China)Abstract: The causes of tight edges in the rolling process of aluminum strip cold rolling mill are analyzed. The working principle, structure and position of hot oil injection and electromagnetic induction heating are studied.Keywords: Tight edge shape control; Hot oil injection heating; Electromagnetic induction heating随着铝板带加工业高速发展,铝板带质量要求也日趋严格,板形是铝板带最重要的判定标准之一。
目前对铝板带边部板形控制有热油喷射加热及电磁感应加热两种常见措施。
现对两种措施从工作原理、板形控制效果及经济方面进行比较,从而实现提高控制板形精度、改善带材板形的目的。
1 铝板带紧边板形原因分析铝板带轧制速度快,最高轧制速度达到1200m/min;轧件变形程度大,特别是3104合金产品压下率达到50%,加工硬化明显。
冷轧产品板型控制技术浅析
冷轧产品板型控制技术浅析文中就冷轧产品板型控制技术,分析了影响带钢板型的主要因素,提出了冷轧板型控制的主要方法,并对轧制过程中板型控制进行了讨论。
关健词:冷轧;板型控制板型是冷轧产品质量的重要评价指标。
近年来,用户对产品不断提出新的要求,饱和的钢材市场更加促使了各大钢厂对产品质量的重视。
在冷轧板生产过程中,板型控制是提高和稳定产品质量的重要途径,是带钢平直度、凸度等指标的决定性因素。
1 影响板型的主要因素1.1 原材料来料为热轧卷,其主要缺陷多为带钢边部波浪和镰刀弯。
无论是边浪还是镰刀弯,经过冷轧工艺成型后,均会影响后续产品质量。
1.2 轧制壓下量压下量的均匀程度直接影响到带钢经轧制后沿纵向延伸量的均匀程度,若带钢中部压下量高于两边部,就会在产品中部生成鼓浪,当两边部压下量高于中部时,又会在带钢两边部产生边浪。
1.3 轧辊变形量在较高的轧制力作用下,轧辊会产生径向弹性变形,同时由于轧制过程产生的摩擦热和变形热,使得轧辊产生热变形,这两种变形量均会使得辊缝不匀,造成产品横向厚度分成不匀。
此外,轧辊本身质量问题(如辊面压痕、软点等)、轧辊磨损不匀等也会影响产品板型。
1.4 压扁量与金属横流动因素在轧制过程中,带钢两边部金属比中部更容易产生横向流动,使轧辊与边部带钢压扁量及带钢边部轧制力明显减小,增加了两边部的减薄量。
因此,部分带钢的边部厚度会实然变薄,即边部减薄现象。
为保产品质量,这种现象会使得切边量增加,成才率降低。
2 板型控制的主要方法之前,人们只重视冷轧产品板型在冷轧过程中的控制,主要包括轧制过程中轧辊磨损、设备的弹性变形、轧辊的轴向位移、乳化液辅助轧制效果、热凸度等方面。
其实除此之外,原材料质量、酸洗及轧制后的工序处理均与产品板型具有很大关系。
2.1 提高来料板型质量热轧时要合理控制钢坯来料温度及目标轧制温度,以有效控制终轧后钢带边部温度,从而确保边部组织晶粒成长均匀,改善热轧板的机械性能和板型。
浅谈冷轧带钢板型自动控制技术

高。因而影 响轧机 的生产能力 。此外 ,板形 不 良也使轧
机所 能轧 出的最薄规格受到限制 。
2 . 冷轧带钢板型的测量方法 :1 1 目测板形 。 在冷轧
机上 采用大张力轧制时 ,借助 于木棍打击低 速轧制 的带
钢 。根据木棍 打击带 钢 的声 音 和回弹检测 张应力 的分
布 。2 ) 用磁 力板形仪 进行测量 。 在带 张力冷轧 的情况 下 ,由于导致产生板形缺陷的不均匀延伸将使轧制张力 沿板 宽方 向的分布发生改变。非接触式的磁 力板形仪是 利用 带钢张力分布不均而引起导磁率变化的原理而制作 的仪器。仪器 的测定部分 由编成一组 的多对 探测头所组 成 ,探测头 的数 目根据板宽不 同可分为5 ~ 1 1 对。上探测
斜 调节量 ,由轧辊 压下位置进行调整 。( 2 ) 弯辊 和C VC 调节 :弯辊调节具有动作快 、简单 ,没有滞后 的特点 ,
所 以首先进行弯辊调节 。当二次板形缺陷分量在弯辊调 节能力4 0 ~ 8 0 %范围以 内时 ,单独进行弯 曲调节 。当超
出这个范围时 ,则要投入C V C 系统 ,共 同对二次板形缺
右 。同时也发现该 系统还有不完善的地方 ,如系统对板
均 ,每一段测量 出与其相接触的- -4 , 段带材( 2 5 ~ 5 0 毫米
宽) 中的张应力 ,据此反推板形并 实行控制。
二 、板 形 自动控 制 技术
板形 自动控制系统是 由板形检测装置 、控制器和板
冷轧机常见板型控制问题分析与处理

图1
同样我们也通过修改Lubrication level参数来改变冷却控制的效果。
当然也可以通过增加固定部分流量来增加总的流量,从而将高热合金轧制时产生的高热量带走。
0~20%是ABB工程师在现场调试时设定的值,此参数经过现场验证可以给到30%甚至40%,不过问题也是一样,将参数设定大了以后会降低冷却控制的效果,这也是一对矛盾。
我们现场观察流量设定不宜超过75%,如果轧制热量太高,需要从轧制工艺去考虑,比如减小压下量或降低速度。
因为冷却的能力或者冷却对板形调整的能力满足不了原来的轧制工艺。
在实际生产中发现润滑等级的值调到40%以上B列就处于全喷的状态,这样的情况对于轧制热凸度的控制较好,但是对板型的控制能力又会不足。
因此这个一般不进行设定。
这个设定是指从冷却中拿出一部分出来当润滑用,在生产过程中我们冷却一般都能力不足,本来的冷却量就不大,不需要再从冷却当中分出来给润滑。
因此此参数一般设定为零。
2.在线和离线板型不一致的问题
带材轧制过程中的实时板型通过板型仪的操作画面可以直观的进行观察,但是往往会出现我们在轧制过程中板型仪画面显示的带材实时板型很好,轧制完毕在下游工序进行生产时却会发现带材的实际板型和实时的在线显示的
YAN JIU。
冷轧带钢产品板形质量缺陷的分析与控制

130管理及其他M anagement and other冷轧带钢产品板形质量缺陷的分析与控制刘 涛(邯钢品质部用户服务中心,河北 邯郸 056000)摘 要:在冷轧产品中,板形质量缺陷是比较显著,也是客户反映比较多的质量问题。
冷轧带钢常见的板形缺陷有褶皱、浪行、瓢曲等,其缺陷问题的产生与加工原料、轧制过程等都有密切的关系。
通过对缺陷产生原因的分析和对生产工艺的调整可以有效消除上述质量缺陷问题,提高客户对产品质量的满意度。
关键词:冷轧带钢;板形质量;缺陷问题;控制中图分类号:TG334.9 文献标识码:A 文章编号:11-5004(2021)12-0130-2收稿日期:2021-06作者简介:刘涛,男,生于1980年,宁夏中宁人,本科,研究方向:于冷轧产品的研发及售后。
随着我国加工制造业的快速发展,市场上对于各种规格高品质带钢产品的需求量越来越大。
冷轧板带及汽车板、家电板等深加工产品已成为钢铁企业当前主要的利润增长点,各钢铁企业围绕提高冷轧产品质量开展了一系列的技术研发和质量改进,以满足市场客户不断提高的要求。
冷轧带钢产品生产工序较多、工艺控制复杂、质量影响因素较多,任何一个环节出现问题都有可能导致产品的质量缺陷。
在冷轧产品中,板形质量缺陷是比较显著,也是客户反映比较多的质量问题。
冷轧带钢常见的板形缺陷有褶皱、浪行、瓢曲等,其缺陷问题的产生与加工原料、轧制过程等都有密切的关系。
通过对缺陷产生原因的分析和对生产工艺的调整可以有效消除上述质量缺陷问题,提高客户对产品质量的满意度。
本文对此进行了探讨。
1 冷轧带钢的板形控制冷轧是常温条件下,利用冷轧机按照一定的规格尺寸对钢板、热轧带钢等进行的轧制加工。
因此,作为一种物理式的加工方式,带钢的板形质量缺陷主要来自于轧件的机械性能,以及轧制加工的各项参数。
冷轧生产中由于各种原因造成的板带横断面形状和平直度不良问题,均可归结为带钢的板形缺陷。
板带横断面形状是指宽度方向上板带厚度的分布规律,由于冷轧时压扁变形远小于轧辊弯曲挠度,因此对于带钢横断面形状通常以凸度作为其描述特征和控制对象;平直度主要是指带钢翘曲,包括板带各种浪形,在轧制时应尽量排除。
冷轧铝板带材生产的板形控制
冷轧铝板带材生产的板形控制摘要:随着经济技术的发展,冷轧铝板带材生产的板形控制越来越受重视。
本文讲述了冷轧板形的定义和控制方法,研究了铝铸轧坯料板形、轧制油、轧辊粗度、道次加工率的分配、张力分配、弯辊控制、热凸度等因素对冷板板形的影响机理和相应的控制方法,通过控制达到改善冷轧板形的目的。
关键词:冷轧铝板;板形;影响因素;控制方法引言:冷轧铝板带材是建筑装饰板、PS印刷版、制罐板、铝箔等的上游产品,其板形质量好坏直接影响产品的档次,影响使用效果,特别是一些要求较高的行业,如PS印刷版、制罐板对板形质量的要求更严格,近年来铝板带应用范围的扩大和不断增强的质量需求对板形控制提出了更高的要求。
我国的冷轧设备装机水平相对较低,板形控制技术水平与国外同行业存在差距。
不断提高国产设备铝冷轧产品的板形控制水平,是目前铝板带加工厂家的共同追求。
一板形概念板形是指板带的翘曲度,是衡量冷轧板带材平整情况的重要参数。
铝板带材在轧制过程中,由于受到不同的局部应力,每一部分的延伸量都不一样,这种变形量的不均匀导致板带材变得凹凸不平。
如果把铝板带材切成条状,可以直观地反映出不同切条在长度上的差异。
差异小则说明板形良好。
一般采用相对延伸分布Δ1/L来表示翘曲度,根据铝板带材宽度方向上各部分的相对延伸分布Δ1/L,可以测量铝板带材的翘曲度。
对成品板带材的Δ1/L的指数为10-3~10-4,引入单位埃I=10-5则可以更方便地来表示翘曲度。
目前国内市场的铝板带板形质量情况:优良板形为7~15I,中等板形为20~40I,大于40I为差板形。
二板形控制的主要因素板形不良是指板面不平直,产生原因是轧件在轧制过程中,轧辊产生了过度变形,使辊缝形状不平直,轧件宽向上延伸不均而产生波浪。
板形控制的实质就是减少这类过度变形,因此从铸轧坯料、板形控制手段和工艺措施等主要影响因素进行分析,从而达到控制板形的理想效果。
1.铸轧坯料铸轧坯料板形对冷轧板形影响较大,衡量铸轧坯料板形主要参数有:中凸度、横向厚差、纵向厚差、翘边量等。
冷轧带钢的板形控制

测量辊是该系统最主要的组成,也是板形测量成功的关键。测量辊实际是由钢质芯轴和经硬化处 理的钢环组成,钢环内是传感器。测量辊分成多个测量圆环,每个测量圆环有4个传感器,传感器在每 个测量环的圆周上成900垂直安装。因此,测量辊每旋转一周可以对带钢平直度测量4次。它采用了大 量压磁式传感器,所有传感器的输出组合在屏幕上以曲线方式显示出平直度偏差。这为轧辊调整提供
6张力调节和压下率分配
6.1张力调节【4J
冷轧生产的特点之一就是张力轧制,受多种冈素干扰,张力值时有波动。生产中,必须保证张 力恒定,才能使轧制状态稳定。张力较大,可保证轧制稳定、板形良好,但超过一定值时容易造成 断带、薄料卸卷困难;张力过4,贝JJ会引起跑偏,因此,应根据材质、规格、钢种等情况选取张力值。 板形不同,其张力调节方式也不同:中浪应适当减小张力;两边浪可加大张力,使轧制力降低,减 小边部延伸。在生产中不能只依靠张力调节来控制板形,因为其对板形控制的程度有限。这些就要 靠操作工的经验和操作水平了。
_r
● _'
卜-
一个测量区域
、一 l
图3沿带钢宽度测量平直度的图形化显示
轧机主控室一共有两个控制柜:一个是sl,对应带钢经过l架后的平直度;一个是s5,对应带钢经 过5架后的平直度。
..128..
3自动板形控制系统(Al℃)
带钢平直度是由辊缝决定的,像温度、凸度等不平直因素,会引入带钢内部的应力,影响辊缝, 因此,调整辊缝时不管什么类型的平直度偏差都需要调整,使其达到要求的平直度。还有辊缝执行机 构对带钢平直度有影响,所以要把执行机构的动作组合起来,以抵消平直度偏差。这就是自动板形 控制系统(AFC)的功能和作用。
冷轧带钢的板形控制
作者: 作者单位:
铝板带冷轧生产的板形控制技术及策略

铝板带冷轧生产的板形控制技术及策略发布时间:2022-05-23T02:35:58.915Z 来源:《中国科技信息》2022年第2月3期作者:韦成强[导读] 本文从当前常见的铝板带冷轧生产技术问题入手,对当前造成铝板带冷轧板形不良韦成强广西柳州银海铝业股份有限公司广西柳州 545001摘要:本文从当前常见的铝板带冷轧生产技术问题入手,对当前造成铝板带冷轧板形不良、不满足品控要求的因素进行了分析,分析了各类技术在生产实践当中的关键点,同时结合当前比较流行的CVC六辊轧机,探讨应该如何在该设备条件与技术环境下实现冷轧板形控制,从而在丰富相关理论成果的同时,也为同业提供一定的参考。
关键词:冷轧生产;铝板带;板形控制1.板形控制对铝板带冷轧生产的重要性与影响因素对于采用冷轧工艺生产的铝板带来说,板形是否符合生产预期,是决定板带产品质量与外观是否合格的重要判断标准[1]。
而对铝板带冷轧生产板形存在影响的重要因素主要有下列几种:第一,热轧的原料板形。
只有在原料板形标准的情况下,冷轧铝板带才能够最终保证板形标准。
第二,工作辊的凸度,包括工作辊的长度、硬度,同时需考虑坯料合金、宽度以及进行轧制过程中受热的凸度变化等。
第三,正负弯辊对工作辊辊型的改变,最终对辊间缝隙实现变化。
第四,道次加工率。
每一道的加工率是否恰当,是轧辊的弹性变形以及辊间缝隙是否恰当的关键。
第五,进行冷轧生产时的前后张力,在张力变化的过程中,轧制力也会出现改变,最终通过轧辊本身的弹性变形来实现对轧辊间缝隙的改变。
第六,冷轧用油的冷却。
无论是任何材质的轧辊,都会因为轧制出现热膨胀,这种温度导致的变形会使铝板带的宽度方向的厚度变化不均,只有在冷轧用油能够冷却轧辊的时候,板形才能维持稳定。
在20世纪90年代末到21世纪初,我国常见的宽幅铝板带冷轧机械通常是四辊设计,轧机宽度最多见的都不足2000mm,板形主要是通过轧辊角度倾斜、正负弯辊调整工作辊、分段冷却等方式完成控制[2]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷轧铝板带材生产的板形控制
发表时间:2017-10-25T18:27:09.130Z 来源:《基层建设》2017年第17期作者:张洪岩
[导读] 摘要:随着经济技术的发展,冷轧铝板带材生产的板形控制越来越受重视。
东北轻合金有限责任公司黑龙江哈尔滨 150060
摘要:随着经济技术的发展,冷轧铝板带材生产的板形控制越来越受重视。
本文讲述了冷轧板形的定义和控制方法,研究了铝铸轧坯料板形、轧制油、轧辊粗度、道次加工率的分配、张力分配、弯辊控制、热凸度等因素对冷板板形的影响机理和相应的控制方法,通过控制达到改善冷轧板形的目的。
关键词:冷轧铝板;板形;影响因素;控制方法
引言:冷轧铝板带材是建筑装饰板、PS印刷版、制罐板、铝箔等的上游产品,其板形质量好坏直接影响产品的档次,影响使用效果,特别是一些要求较高的行业,如PS印刷版、制罐板对板形质量的要求更严格,近年来铝板带应用范围的扩大和不断增强的质量需求对板形控制提出了更高的要求。
我国的冷轧设备装机水平相对较低,板形控制技术水平与国外同行业存在差距。
不断提高国产设备铝冷轧产品的板形控制水平,是目前铝板带加工厂家的共同追求。
一板形概念
板形是指板带的翘曲度,是衡量冷轧板带材平整情况的重要参数。
铝板带材在轧制过程中,由于受到不同的局部应力,每一部分的延伸量都不一样,这种变形量的不均匀导致板带材变得凹凸不平。
如果把铝板带材切成条状,可以直观地反映出不同切条在长度上的差异。
差异小则说明板形良好。
一般采用相对延伸分布Δ1/L来表示翘曲度,根据铝板带材宽度方向上各部分的相对延伸分布Δ1/L,可以测量铝板带材的翘曲度。
对成品板带材的Δ1/L的指数为10-3~10-4,引入单位埃I=10-5则可以更方便地来表示翘曲度。
目前国内市场的铝板带板形质量情况:优良板形为7~15I,中等板形为20~40I,大于40I为差板形。
二板形控制的主要因素
板形不良是指板面不平直,产生原因是轧件在轧制过程中,轧辊产生了过度变形,使辊缝形状不平直,轧件宽向上延伸不均而产生波浪。
板形控制的实质就是减少这类过度变形,因此从铸轧坯料、板形控制手段和工艺措施等主要影响因素进行分析,从而达到控制板形的理想效果。
1.铸轧坯料
铸轧坯料板形对冷轧板形影响较大,衡量铸轧坯料板形主要参数有:中凸度、横向厚差、纵向厚差、翘边量等。
冷轧生产理论上是纵向上延伸,横向上基本上没有金属流动,如果铸轧坯料板形不理想,冷轧时就只能相应的进行弥补性轧制,若铸轧坯料板形的偏差太大则冷轧工序也难以纠正。
当铸轧坯料板形的中凸度大于1%,冷轧时易出现中部波浪过大的情况,造成板形不良;当铸轧坯料的横向厚差大于1%、纵向厚差大于1%,翘边量大于0.5%,根据相似性轧制原理,冷轧过程中很难通过弯辊、轧制油分段控制和轧辊倾斜值等手段来调整铸轧坯料所带有的板形缺陷,最终冷轧板易产生边部波浪,有时出现板形翘曲情况。
因此,理想铸轧坯料的中凸度应小于1%,横向厚差小于1%、纵向厚差小于1%,翘边量小于0.5%,这样在冷轧生产时板形较好控制,易生产出板形良好的冷轧板。
2.冷轧轧制油
冷轧轧制油是冷轧时用的纯油冷却液,主要由高品质、粘温性能好的高粘度指数石蜡基础油和添加剂组成,它的作用主要是:(1)冷却轧辊和铝轧制料(2)将金属颗粒冲出系统(3)起润滑作用,将摩擦降至控制范围(4)避免过多金属由轧制金属传递到工作辊。
它对板形的控制作用,主要是通过添加剂的影响和分段冷却的调整来体现。
3.轧辊粗糙度
轧辊粗糙度是描述轧辊表面光洁度的参数。
一般认为,低粗糙度的轧辊表面将会轧出高表面光洁度的轧件。
当轧辊粗糙度Ra小于0.35时,轧辊表面在生产过程中因不断磨损而变得光滑,轧制系统的摩擦系数也就相应减小,由于不能建立正常的摩擦条件,轧制系统也就无法正常工作,出现打滑产生震纹,甚至发生无法咬入或轧件不动而轧辊啃轧件的情况。
而轧辊粗糙度Ra大于0.5时,轧制生产过程中会产生大量的摩擦热,导致整个轧制系统热量的不均衡,使轧辊热凸度发生大幅增加而无法有效控制,影响板形。
通过生产实验分析,板带材的轧辊粗糙度Ra一般控制在0.35~0.5之间对生产工艺控制比较有利。
当然,随着设备和工艺参数配置的不同,各厂家对轧辊粗糙度的控制也应根据自身的实际情况进行相应的调整。
4.张力配置
张力是指前后卷筒给带材的拉力,由卷筒出辊或入辊带材的速度差而形成。
张力在冷轧生产中起到降低轧制力、加强塑性变形、建立稳定的轧制过程、使金属流动更均匀、防止跑偏等作用。
一般来说后张力大可以防止跑偏、断带、降低轧制力、增大中凸度;前张力大则有利于金属流动的均匀性,但易造成断带。
在生产实际中,前张力大产生的板形为中部松时瓢曲较大,后张力大中部松时标曲相对要小,相对均匀性要好得多,在横氏精整时可矫性较好。
为避免下一道次开卷、卷取时层间错伤,本道次卷取的张力应小于或等于上一道次的开卷张力。
生产中采用的张力分配一般是在遵循以上原则的基础上逐道次递减,具体数值根据道次的多少和道次加工率的分配梯度给定。
对于普通的冷轧机列,成品道次使用较小的张力配置,操作手控制板形相对容易,前张力比后张力小5%~10%,板形调整比较理想,如果前、后张力差超过15%,会造成轧制系统的不稳定,使板带材在纵向上的厚度变化过大。
5.弯辊的使用
弯辊是利用安装在轧辊轴承座内的液压缸的压力,使工作辊产生附加弯曲,实现辊形调整的方法。
弯辊分为轧辊正弯、负弯两种,是对称调整板形的比较有效直接的方式。
正弯是指弯辊力与轧制力的方向相同的弯辊方式,它增大了轧辊中凸度,作用的重点是板带的中部,对边部过松有直接改善;负弯是指弯辊力与轧制力的方向相反的弯辊方式,它减小了轧辊中凸度,作用重点则是对称的两个边部,对中部过松有改善。
相对于轧制油冷却对板形的调整而言,弯辊的作用可以说是立竿见影的。
弯辊在板厚大于1mm时作用较明显,在板厚小于1mm时作用不如轧制油冷却效果好。
结语
综上所述,在冷轧生产中影响板形的因素较多,这些因素相互影响、相互干扰,必须视实际生产中的具体情况,综合协调好各项控制技术,充分发挥各自的特点,合理配置各种控制参数,实现最佳组合,满足对冷轧铝板带材生产的板形控制要求。
我公司通过设备改造、
工艺优化、板形攻关,生产出了板形为20~40I的优质铝板带材。
参考文献:
[1]肖亚庆.铝加工技术实用手册〔M〕.北京:冶金工业出版社,2005.
[2]李越,钟利铝板带冷轧机高精度厚度和板形控制技术〔J〕.轻合金加工技术,2003,(8):22-24.
[3]江志邦铝板带冷轧工艺润滑剂的研究〔J〕.轻合金加工技术,2005,(3):24-29.。