新旧表面粗糙度与光洁度对照表-
表面光洁度与表面粗糙度对照表

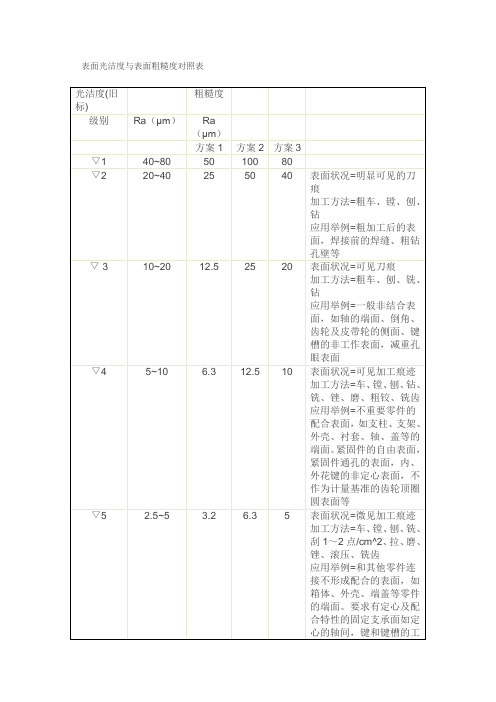
表面光洁度与表面粗糙度对照表光洁度(旧国标)粗糙度Ra (μm)级别 Ra (μm)方案1 方案2 方案3 ▽1 40~80 50 100 80▽2 20~40 25 50 40▽3 10~20 25 20▽4 5~10 10▽5 ~5 5▽6 ~▽7 ~▽8 ~▽9 ~▽10 ~▽11 ~▽12 ~▽13 ~▽14 >Ra:轮廓算术平均偏差值*.方案 1 的Ra 与旧国标各等级的平均值相近,能保证产品质量,建议用于重要表面.**.方案2 的Ra 比旧国标的各等级上限大25%,其经济性较好,建议用于不太重要的表面.***.方案3 的Ra 与旧国标各等级上限一致,当提高产品的制造精度有困难,而降低又不能保证功能时采用.****Ra 为μm 时,其符号如下,余类推.这是日本的光洁度的表示方法,三个倒三角形代表表面光洁度为三花级,Ra=~,有三个等级,即三花7(相当于)、三花8(相当于)、三花9(相当于),G表示研磨加工。
这个概念要讲详细点,首先三角是倒的,这个图应该是日本或者台湾的,现在日本和台湾用的是光洁度▽,▽▽,▽▽▽,▽▽▽▽。
▽▽▽▽对应Ra<;▽▽▽对应Ra=~;▽▽对应Ra=~;▽对应Ra=~50。
要到达▽▽▽▽至少要研磨,精度更高的话要超级加工〔例如工作时承受较大变应力作用的重要零件表面、保证精确定心的锥体表面、液压传动用的孔表面、汽缸套的内表面、活塞销的外表面、仪器导轨面、阀的工作面等〕。
研磨加工是应用较广的一种光整加工。
加工后精度可达IT5级,表面粗糙度可达~μm。
既可加工金属材料,也可以加工非金属材料。
研磨加工时,在研具和工件表面间存在分散的细粒度砂粒(磨料和研磨剂)在两者之间施加一定的压力,并使其产生复杂的相对运动,这样经过砂粒的磨削和研磨剂的化学、物理作用,在工件表面上去掉极薄的一层,获得很高的精度和较小的表面粗糙度。
研磨的方法按研磨剂的使用条件分以下三类:1.干研磨研磨时只需在研具表面涂以少量的润滑附加剂。
公差配合新旧标准对照表及表面光洁度标准与表面粗糙度标准对照表
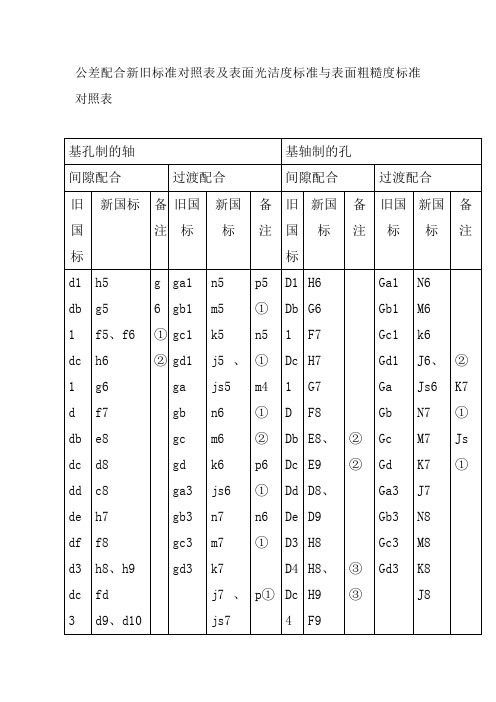
公差配合新旧标准对照表及表面光洁度标准与表面粗糙度标准对照表基孔制的轴基轴制的孔间隙配合过渡配合间隙配合过渡配合旧国标新国标备注旧国标新国标备注旧国标新国标备注旧国标新国标备注d1 db 1 dc 1 d db dc dd de df d3 dc 3 h5g5f5、f6h6g6f7e8d8c8h7f8h8、h9fdd9、d10g6①②ga1gb1gc1gd1gagbgcgdga3gb3gc3gd3n5m5k5j5、js5n6m6k6js6n7m7k7j7、js7p5①n5①m4①②p6①n6①p①D1Db1Dc1DDbDcDdDeD3D4Dc4H6G6F7H7G7F8E8、E9D8、D9H8H8、H9F9②②③③Ga1Gb1Gc1Gd1GaGbGcGdGa3Gb3Gc3Gd3N6M6k6J6、Js6N7M7K7J7N8M8K8J8②K7①Js①d4 dc 4 de 4d5 d6 dc 6 dd 6 de 6 d7 dc 7 h10h11d11b11、c10、c11a11、b11h12-13b12、c12-13②②②②②De4D5D6Dc6Dd6De6D7Dc7D9、D10H10H11D11B11、C11A11、C11H12-13②②③④过渡配合过渡配合jb1jc1jdjejfjb3jc3s5r5s7、u5-6r6、s6r6u8s7s6①r6①②JdJeJb3U7、s7R7、R8U8②②① 仅1~3mm 尺寸段使用。
② 不同尺寸段分别与不同的新国标符号相近似。
③ 介于两者之间。
④ 没有适当的相近的符号。
附 录 A表面光洁度标准与表面粗糙度标准对照表 旧 标准(GB1031-)12234567891011121314新标准(GB1031-83)R a 第一种方式100502512.56.33.21.60.80.40.20.10.050.0250.012第二种5025 12.56.33.21.60.80.40.20.10.050.0250.012方式R z 或R y 第一种方式40020010050第二种方式200100502512.56.33.21.60.80.40.20.1 0.05。
表面光洁度与表面粗糙度对照表
2.5~5
3.2
6.3
5
表面状况=微见加工痕迹
加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿
应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。不重要的紧固螺纹的表面。需要滚花或氧化处理的表面
0.05
0.1
0.08
▽12
0.02~0.04
0.025
0.05
0.04
▽13
0.01~0.02
0.012
0.025
0.02
▽14
<0.01
0.006
0.012
0.01
Ra:轮廓算术平均偏差值
*.方案1的Ra与旧国标各等级的平均值相近,能保证产品质量,建议用于重要表面.
**.方案2的Ra比旧国标的各等级上限大25%,其经济性较好,建议用于不太重要的表面.
▽10
0.08~0.16
0.1
0.2
0.16
表面状况=暗光泽面
加工方法=超级加工
应用举例=工作时承受较大变应力作用的重要零件的表面。保证精确定心的锥体表面。液压传动用的孔表面。汽缸套的内表面,活塞销的外表面,仪器导轨面,阀的工作面。尺寸小于120mm的IT10~IT12级孔和轴用量规测量面等
▽11
0.004~0.08
▽8
0.32~0.63
0.4
0.8
0.63
表面状况=微辨加工痕迹的方向
加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压
应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面
表面粗糙度对照表

表面粗糙度对照表国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm)另附:粗糙度仪新旧标准参数变化对照表现将TR200粗糙度仪依据新标准更改参数的情况列表如下。
本表还适用于公司TR1系列粗糙度仪。
修改后可测量参数的总数没有变化,仍为13个参数,只是显示在不同的标准中,也就是粗糙度仪产品参数:涵盖新旧标准参数!(详见表)另附:表面粗糙度国际标准加工方法表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录:表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是:轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile;微观不平度十点高度(Rz)--the point height of irregularities;轮廓最大高度(Ry)--maximum height of the profile。
Ra--在取样长度L内轮廓偏距绝对值的算术平均值。
Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。
Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。
如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。
表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:① 表面粗糙度影响零件的耐磨性。
表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。
② 表面粗糙度影响配合性质的稳定性。
对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。
表面光洁度与表面粗糙度对照表

~
表面状况=不可辨加工痕迹的方向
加工方法=布轮磨、磨、研磨、超级加工
应用举例=工作时受变应力作用的重要零件的表面。保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的表面,如轴径表面、要求气密的表面和支承表面,圆锥定心表面等。IT5、IT6级配合表面、高精度齿轮的表面,与G级滚动轴承配合的轴径表面,尺寸大于315mm的IT7~IT9级级孔和轴用量规级尺寸大于120~315mm的IT10~IT12级孔和轴用量规的测量表面等
加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿
应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面
▽7
~
表面状况=可辨加工痕迹的方向
加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压
加工方法=粗车、刨、铣、钻
应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面
▽4
5~10
10
表面状况=可见加工痕迹
加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿
应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等
表面光洁度与表面粗糙度对照表
光洁度(旧标)
?
粗糙度
?
?
?
级别
Ra(μm)
Ra(μm)
?
?
?
?
?
方案1
方案2
方案3
?
▽1
40~80
50
表面粗糙度新旧、中美日对照表

Ra0.4 Ra0.8 Ra1.6 Ra3.2 Ra6.3 Ra12.5 Ra25 Ra50
精加工:精车\精刨\精铣\ 磨\铰\刮 精加工:精车\精刨\精铣\ 磨\铰\刮
美国标准 ( 微英寸 ) Ra 日本标准 表面 (微米 ),Ra ▽8 0.40 3.2 0.63 0.50 0.40 25 20 16 ▽ 500 ▽▽ ▽▽ ▽▽▽ ▽9 0.20 1.60 0.2 ▽10 0.100 0.80
表面光洁度 Ra 粗糙度 Rz
(微米 ),Ra 美国标准 ( 微英寸 ) Ra
光度描述
光洁度非常高,镜 面效果 光洁度较低,没有 砂纸纹 光洁度更低一级, 但没有砂纸纹
SPI(A2)
Ra0.01
SPI(A3)
Ra0.02
718SUPRE 300HB ME SPI(B1) SPI(B2) SPI(B3) Ra0.05 Ra0.1 Ra0.2 没有光亮度,有轻 微3000#砂纸纹 没有光亮度,有轻 微2000#砂纸纹 没有光亮度,有轻 微1000#砂纸纹 不辨加工痕迹的方 向 微辨加工痕迹的方 向 可辨加工痕迹的方 向
表面粗糙度Ra、Rz数值与光洁度对照换算关系
光洁度与粗糙度Ra、Rz数值对照换算表(单位:μ m)
中国旧标准 光洁度
中国新标准 Ra
▽1
50 200
▽2
25 100
▽3
12.5 50 12.5
▽4
6.3 25 8.00 6.30 320 250 ▽▽▽ ▽11 0.050 0.40 0.05
▽5
3.2 12.5 5.00 4.00 3.20 200 160 125 ▽▽▽ ▽12 0.025 0.20
▽6
1.60
中国表面粗糙度对照表

中美表面粗糙度对照表
中国旧标准(光洁度)中国新标准(粗糙度)Ra美国标准(微米)Ra美国标准(微英寸),Ra
▽4 6.3 8.00 320 6.30 250
▽5 3.2 5.00 200 4.00 160 3.20 125
▽6 1.6 2.50 100 2.00 80 1.60 63
▽70.8 1.25 50 1.00 40 0.80 32
▽80.4 0.63 25 0.50 20 0.40 16
国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm)
:面粗糙度国际标准加工方法
粗糙度仪新旧标准参数变化对照表
现将TR200粗糙度仪依据新标准更改参数的情况列表如下,如有问题,由时代公司负责解释。
本表还适用于公司TR1系列粗糙度仪。
修改后可测量参数的总数没有变化,仍为13个参数,只是显示在不同的标准中,也就是说:时代粗糙度仪产品参数:涵盖新旧标准参数!(详见表)
如有侵权请联系告知删除,感谢你们的配合!。
表面光洁度与表面粗糙度对照表

~
%
表面状况=不可辨加工痕迹的方向
加工方法=布轮磨、磨、研磨、超级加工
应用举例=工作时受变应力作用的重要零件的表面。保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的表面,如轴径表面、要求气密的表面和支承表面,圆锥定心表面等。IT5、IT6级配合表面、高精度齿轮的表面,与G级滚动轴承配合的轴径表面,尺寸大于315mm的IT7~IT9级级孔和轴用量规级尺寸大于120~315mm的IT10~IT12级孔和轴用量规的测量表面等
▽10
~
表面状况=暗光泽面
加工方法=超级加工
应用举例=工作时承受较大变应力作用的重要零件的表面。保证精确定心的锥体表面。液压传动用的孔表面。汽缸套的内表面,活塞销的外表面,仪器导轨面,阀的工作面。尺寸小于120mm的IT10~IT12级孔和轴用量规测量面等
▽11
~
~
▽12
~
]
▽13
~
▽14
<
Ra:轮廓算术平均偏差值
表面状况=看不清加工痕迹
加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿
应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面
▽7
~
:
表面状况=可辨加工痕迹的方向
加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压
表面光洁度与表面粗糙度对照表
光洁度(旧标)
粗糙度
级别
Ra(μm)
Ra(μm)
~
方案1
方案2
方案3
▽1
…
40~80
50
100
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
新旧表面粗糙度
参考资料
1、表面粗糙度与光洁度对照表
2、国内表面光洁度与粗糙度数值换算表
3、表面粗糙度国际标准加工方法
4、表面粗糙度代号标注示例
5、表面粗糙度在图样上的注法
6、表面粗糙在不同的加工方法中的参考应用
表面粗糙度与光洁度对照表
?轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,
不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,
轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
?轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,
不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,
轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙度符号
符号意义
基本符号,单独使用没有意义。
基本符号上加一短横,表示表面粗糙度是用去除材料的方法获得,例如:车、铣、钻、磨、剪切、腐蚀、电火花加工等。
基本符号上加一小圆,表示表面粗糙度是用不去除材料的方法获得,例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。
或者是用于保持原供应状况的表面(包括保持上道工序的状况)
表面粗糙度高度参数Ra值的标注符号意义
用任何方法获得的表面.Ra的最大允许值为微米
用去除材料方法获得的表面.Ra的最大允许值为微米
用不去除材料方法获得的表面.Ra的最大允许值为微米
用去除材料方法获得的表面.Ra的最大允许值(Ramax)为微米,最小允
许值(Ramin)为微米
表面粗糙在不同的加工方法中的参考应用
详细资料。