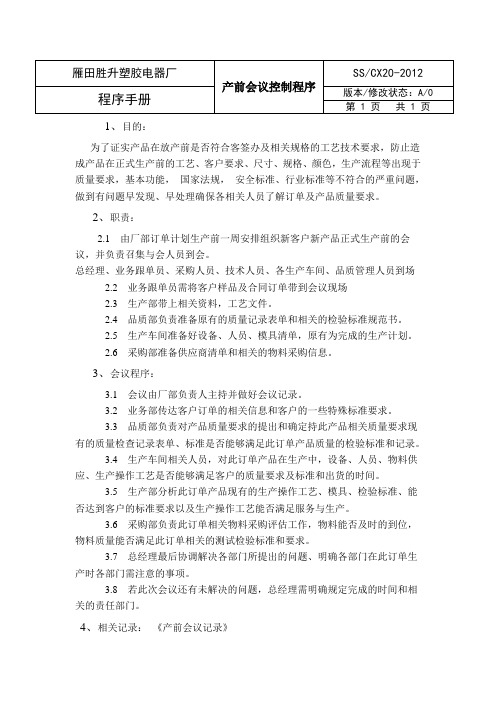
新产品导入试产前会议记录 WI-266-01A
PEWI-A-017新产品导入管理规定

文件名称新产品导入管理规定生效日期页码2/31、目的:1.1为更好的规范新产品从研发-试产-量产的过程,和各部门与相关人员的职责制定,提升产品的可靠性和稳定性,以及建立标准的产品资料档案,保障新品导入后能够顺利量产,使公司试产流程化2、范围:适用于本公司新机型性能试产3、定义:新机型性能试产:新产品开发阶段成熟以后,为验证新机型的产品结构功能、性能、及可靠性的小批量试做,称为新机型性能试产,它是为产品进入正式量产进行准备,因此试产主要是解决工艺中的问题及材料、结构功能等问题4、职责:工程部:试产报告的提出/生产流程图制作/生产作业指导书的制作/治夹具评估/包装规范制作采购部:新产品物料购入品质部:新产品样机确认/试产跟进/手板的设计测试报告制作研发部:手板制作/标准样板制作/试产跟进/试产资料输出(包括BOM,测试规格,原理图,PCB layout图,产品注意事项,安规清单,产品样机,机构图)到量产的全程跟踪。
5、工作程序:5.1 关于新机型、工艺、性能、结构的试产5.1.1 当新产品开发阶段成熟以后,工程部为确定产品的性能,工艺、结构及量产的可行性,必须进行小批量试制,试产前,研发提供封样样机给相关部门以供试产参考;研发﹑品管﹑工程部依据《新产品检查清单》进行产品检查并依据设计文件实现产品的制造,当检查出的问题必须改善关闭后方可申请试产,当检查通过评审后,此小批量试产的申请通知由研发部以书面形式知会PMC及采购等相关部门,。
5.1.2 PMC接到试产申请通知后,立即进行备料工作,跟进到料时间,并将这些结果书面或邮件反馈至各部门。
5.1.3试产前,研发提供2pcs最新半成品样机给到工程制作测试架及制作工艺文件。
5.1.4 工程部门在此备料期间,必须准备好相关的工艺流程文件、工装夹具、作业指导书、检验规范、软件、样机、测试规格书等。
5.1.5 试产物料在进料过程中,品质部必须对试产物料的品质进行严格控制,所有试产中的新料必须有样品承认书等进行规范检验。
试产前会议记录
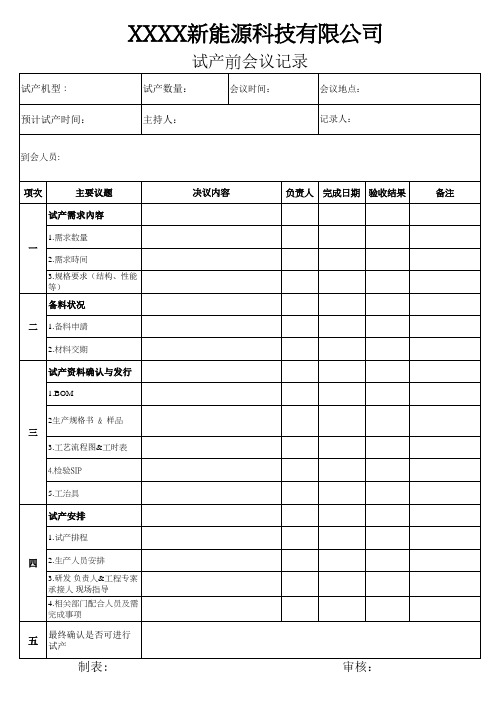
4.检验SIP
5.工治具
试产安排
1mp;工程专案 承接人 现场指导
4.相关部门配合人员及需 完成事项
五
最终确认是否可进行 试产
制表:
决议内容
负责人 完成日期 验收结果
备注
审核:
表单编号: LK-PE-QR-15 Rev:A/1
试产机型: 预计试产时间:
XXXX新能源科技有限公司
试产前会议记录
试产数量:
会议时间:
会议地点:
主持人:
记录人:
到会人员:
项次
主要议题
试产需求內容
1.需求数量
一
2.需求時间
3.规格要求(结构、性能 等)
备料状况
二 1.备料申請
2.材料交期
试产资料确认与发行
1.BOM
2生产规格书 ﹠样品
三
3.工艺流程图&工时表
产前会议记录表-服装
:□已齐 □未齐 □未到 何时交:
:□已齐 □未齐 □未到 何时交:
:□已齐 □未齐 □未到 何时交:
:□已齐 □未齐 □未到 何时交:
大身布质量: □良好 □勉强用 □退回重整 □尚未验布
布质量: □良好 □勉强用 □退回重整 □尚未验布
质检 布料缩率、坚牢度、罗纹织带弹性 □已试 □未试
大身布、配布、罗纹对色: □OK □未对 □ 配、罗退回
客户:
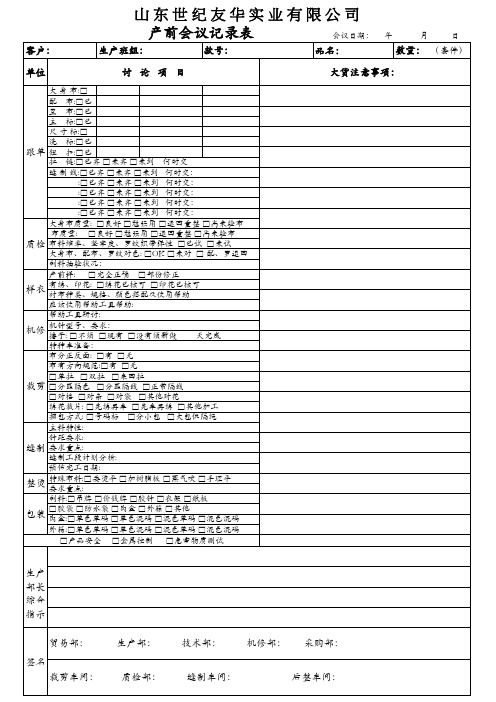
山东世纪友华实业有限公司
产前会议记录表
会议日期: 年 月
日
生产班组:
款号:
品名:
数量: (套件)
单位
讨论项目
大货注意事项:
大 身 布:□
配 布:□已
里 布:□已
主 标:□已
尺 寸 标:□
洗 标:□已
跟单 钮 扣:□已
拉 链:□已齐 □未齐 □未到 何时交
缝 制 线:□已齐 □未齐 □未到 何时交:
裁剪 □分匹隔色 □分匹隔线 □正常隔线
□对格 □对条 □对袋 □其他对花
绣花裁片: □先绣再车 □先车再绣 □其他加工
捆包方式: □号码标 □分小包 □大包但隔绳
主料特性:
针距要求:
缝制 要求重点:
缝制工段计划分析:
预估完工日期:
整烫
特殊布料:□要烫平 要求重点:
□加树脂板
□蒸气吹
□手理平
副料:□吊牌 □价钱牌 □胶针 □衣架 □纸板
副料抽验状况:
产前样: □完全正确 □部份修正
Байду номын сангаас样衣
有绣、印花: □绣花已核可 □印花已核可 衬布种类、规格、颜色搭配及使用帮助
应该使用帮助工具帮助:
产前会议记录模板
研发部门
品管科
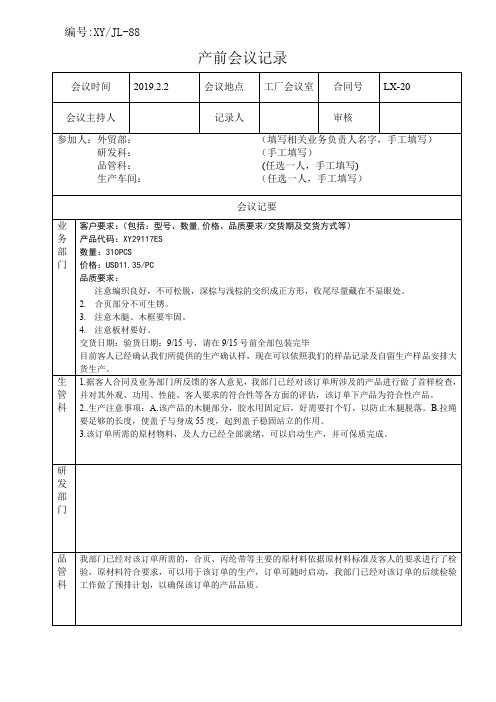
我部门已经对该订单所需的,合页、丙纶带等主要的原材料依据原材料标准及客人的要求进行了检验,原材料符合要求,可以用于该订单的生产,订单可随时启动,我部门已经对该订单的后续检验工作做了预排计划,以确保该订单的产品品质。
记录人
审核
参加人:外贸部:(填写相关业务负责人名字,手工填写)
研发科:(手工填写)
品管科:(任选一人,手工填写)
生产车间:(任选一人,手工填写)
会议记要
业
务
部
门
客户要求:(包括:型号、数量,价格、品质要求/交货期及交货方式等)
产品代码:XY2911C
我部门已经对该订单所需的合页丙纶带等主要的原材料依据原材料标准及客人的要求进行了检验原材料符合要求可以用于该订单的生产订单可随时启动我部门已经对该订单的后续检验工作做了预排计划以确保该订单的产品品质
编号:XY/JL-88
产前会议记录
会议时间
2019.2.2
会议地点
工厂会议室
合同号
LX-20
会议主持人
品质要求:
1.注意编织良好,不可松脱,深棕与浅棕的交织成正方形,收尾尽量藏在不显眼处。
2.合页部分不可生锈。
3.注意木腿、木框要牢固。
4.注意板材要好。
交货日期:验货日期:9/15号,请在9/15号前全部包装完毕
目前客人已经确认我们所提供的生产确认样,现在可以依照我们的样品记录及自留生产样品安排大货生产。
生管科
1.据客人合同及业务部门所反馈的客人意见,我部门已经对该订单所涉及的产品进行做了首样检查,并对其外观、功用、性能、客人要求的符合性等各方面的评估,该订单下产品为符合性产品。
产前会议记录
1、目的:为了证实产品在放产前是否符合客签办及相关规格的工艺技术要求,防止造成产品在正式生产前的工艺、客户要求、尺寸、规格、颜色,生产流程等出现于质量要求,基本功能,国家法规,安全标准、行业标准等不符合的严重问题,做到有问题早发现、早处理确保各相关人员了解订单及产品质量要求。
2、职责:2.1 由厂部订单计划生产前一周安排组织新客户新产品正式生产前的会议,并负责召集与会人员到会。
总经理、业务跟单员、采购人员、技术人员、各生产车间、品质管理人员到场2.2 业务跟单员需将客户样品及合同订单带到会议现场2.3 生产部带上相关资料,工艺文件。
2.4 品质部负责准备原有的质量记录表单和相关的检验标准规范书。
2.5 生产车间准备好设备、人员、模具清单,原有为完成的生产计划。
2.6 采购部准备供应商清单和相关的物料采购信息。
3、会议程序:3.1 会议由厂部负责人主持并做好会议记录。
3.2 业务部传达客户订单的相关信息和客户的一些特殊标准要求。
3.3 品质部负责对产品质量要求的提出和确定持此产品相关质量要求现有的质量检查记录表单、标准是否能够满足此订单产品质量的检验标准和记录。
3.4 生产车间相关人员,对此订单产品在生产中,设备、人员、物料供应、生产操作工艺是否能够满足客户的质量要求及标准和出货的时间。
3.5 生产部分析此订单产品现有的生产操作工艺、模具、检验标准、能否达到客户的标准要求以及生产操作工艺能否满足服务与生产。
3.6 采购部负责此订单相关物料采购评估工作,物料能否及时的到位,物料质量能否满足此订单相关的测试检验标准和要求。
3.7 总经理最后协调解决各部门所提出的问题、明确各部门在此订单生产时各部门需注意的事项。
3.8 若此次会议还有未解决的问题,总经理需明确规定完成的时间和相关的责任部门。
4、相关记录:《产前会议记录》。
WIS-PE01-A 新产品导入作业规范

件變更記錄1 目的Purpose1.1 本規範為提供正確完整的技術檔案資料及驗證新產品的成熟度,以確保產品能夠順利進行批量生產。
2 範圍Scope2.1 凡本公司導入未生產過的所有的新產品均屬之3 權責Responsibility3.1.1 製造工程(NPI / PE) :A. 負責整個新機種導入委外生產線過程。
B. 承接RD生產製造資料(NPI CheckList如附件一),必要物料準備,內部行文的確認,產線技術支援等。
C. 生產工裝治具的設計與製作,治具異常問題的處理與回饋。
D. 負責與R&D、PMC、物管、SMT 工程等溝通,試產產前會議主持;產後Open issue、DFM確認,產後檢討會議召開。
E. 製造設備清單、組裝清單(已有設備,新增設備採購計畫)。
F. 工藝標準及SOP的制定,產線操作人員的培訓。
G. 提高直通率和降低不良。
H. 首件樣品(FA: First Article)的製作。
3.1.2 供應鏈(PUR / PMC) :A. 負責生產排程擬定及料況的控制。
B. 試生產、量產原物料、輔料的採購。
C. 新專案原物料打樣,跟蹤。
(含報價,產能,交期,標準發放)D. 量產原物料請購,物料控制。
E. 生產完成情況匯總。
3.1.3 物流(物管/ 倉管) :A. 負責試產所需要各種物料準備與發料等。
B. 託外生產進貨入庫。
C. 負責客戶訂單處理,出貨安排。
3.1.4 品保(IQC / FQC) :A. 產品檢驗標準轉化,制定檢驗計畫,FAI的確認。
B. 產品特殊特性清單(產品重點控制尺寸、功能等)。
C. 原料、產品的尺寸、性能檢測及記錄。
D. 量具清單(已有量具,新增量具採購計畫)。
E. 主導QC控制計畫制定;參與PFMEA、Flow Chart的制定。
4 名詞解釋Definition4.1 新產品導入(NPI :New Product Introduction) : 為批量驗證產品的相關性能,並為生產累積經驗技術的驗證性、嘗試性生產。
产前会议记录-2

车间根据情况自定,不得耽误。 预计8-10人
生产部 生产部
3.检验测量人员安排
现场巡检1人
质量部
4.现场负责人安排
车间主任1人
生产部
其他 五
备注
说明:生产通知单下发后,生产会议需提前试生产1-2个工作日进行,会议需要输出各方面资源的 计划安排。
设备物料状况
二 1.设备配备 2.辅料情况
裁料锯、镂铣机、雕刻机、封边机、UV 生产部
采购中
采购部
3.物料到位时间
采购部
试产资料工具确认与下发 1.BOM表 三 2.作业指导书&样品 3.工艺流程图
已下发 已下发 已下发
工艺技术
部 工艺技术
部 工艺技术
部
4.测量器具、工装夹具
已下发
质量部
试产安排
1.生产排程 四 2.生产人员安排
表单编 号:
订单号:
决议事 项: 到会人员:
小批量试产□
产前会议记录
订单数量: 批量生产□✔
会议时间:
版本号: A-0 会议地点:会议室
预计投产日期:7
记录人:
项次
主要议题
决议内容
责任人
试产需求内容
一 1.需求数量
2.需求时间 3.规格要求(结构、性能 等)
(详见生产单) 参见样品及图纸
业务部
业务部 工艺技术 部
新产品试产会议记录

两片黑色刺的圆型搭扣,十字订要订牢不脱落。
3.印花帽子上红色、白色针刺棉需打回车,通过15磅拉力。
会 4.头部处里层是白色平板布印花,平车拼中间拼缝,缝位朝内。头部外层面是黑色平板布复合 议 黑色无纺衬,平车拼中间拼缝,缝位朝内,外面做光,按点样平车压两边红色眼睛,止口为 主 0.1cm,止口线要配色圆顺。平车拼下脚小插角,再黑色拷边。头顶前方边沿按刀眼位平车折 要 裥,裥位相对靠中间。里外两层外沿边平车定位,然后黑色三线拷外沿边。外沿边前上顶中间
刺反面毛。
8.后腰按位置平车均匀压1/4"黑色松紧,上下各两条松紧。
9.后背两侧装饰片,按位置两端头平车来回压线固定,长为1CM。
10.后领开叉左边离中2.5CM处订主唛洗唛,试主生唛产上日洗程唛下。
部门 工作内容 1月7日 1月8日 1月9日 1月10日 1月11日 1月13日
业务部 客户沟通
→
仓库 库存盘点
检验及检测要求
1.面料检验依据《面料检验作业指导书》,辅料检验依据《辅料与包材检验作业指导书》;《 面料检验作业指导书》、《辅料与包材检验作业指导书》没有规定的或者不符合国家、出口地 检验标准的,则依据国家、出口地检验标准。 2.面料、辅料和试产成品的检测依据《测试作业指导书》;《测试作业指导书》没有规定的或 者不符合国家、出口地检验标准的,则依据国家、出口地检验标准。
6.在试生产过程中,品质科应做好过程检验,及时反馈生产品质,以便于及时纠正、预防本次
试生产中重复出现同类品质问题。
会议签到
→
裁剪
裁剪
→
→
技术科 试生产
→
→
→
材料检验
→
品质科 过程检验
→
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
新产品导入试产前会议记录
第一页,共二页
模号
机种
客户
开会日期
地点
一楼会议室
1.成型
2.清洗
3.烤漆
4.镭雕
5.电镀
6.印刷
7.水转印
8.组装
备注:所需要的工艺选项打“√”
二.产品重点尺寸及要求
WI-266-01A保留一年
东莞**电子科技有限公司
新产品导入试产前会议记录
六.文件状况
1.PMP完成日期_______
2.SOP完成日期_______
3.SIP完成日期_______
4.识别卡完成日期_______
WI-266-01A保留一年
第二页,共二页
三.外观标准
四.试模及送样阶段问题点﹕
五.治具状况
需要不需要
1. 量测治具
已验证可投入使用
治具明细
正在处理中及进度
2.夹治具
已验证可投入使用
治具明细
正在处理中及进度
3.机械手治具(做全自动治具)
已验证可投入使用
治具明细
正在处理中及进度
4.喷油治具:OK,可以使用飞油,不可使用
品保主管确认:烤漆主管确认: