JL-ER-015-1.0 新产品试产后量产会议记录表
check list 计划质量 准备会议记录(点检表)

计划会议 参会人员 会议日期 参会人员 各部门长 时间 地点 主持人 主题
机型名称 生 产 计 划 生 产 计 划 批量 试产 物料齐套日期 生产类型 客户联络接口人 量产
计划安排 物料仓备料/投料 SMT装料 设备调机(胶纸板) IPQC检验首件 预计生产结束
计划完成时间
实际完成时间
责任人
余刚
生产制程/锡膏(有无客供) SMT 后焊 组装 测试
项目
项目
样品
项目细分
完成状况
责任人完成时间品质控上线前品 BOM版本,图纸 质确认 检验标准,作业指导书 有无客供清单及要求 QA 软件 试验清单 是否为正式出货标准
烧录软件,版本/校验码
BOM版本,元器件位置图 工程管控 工艺要求 工装治具 生产工艺流程,要求(SOP) 要求 质量控制点及重点工位 生产难点/注意事项
生产管控
生产管控
物料齐套问题 点检结论 全程汇总 点检结论 补充说明 可生产; 需延后生产;延后上线时间:
会议确认签名:
部质量准备会议记录(点检表)
编号:GC-FR193 版本:0/A
责任人
余刚
追踪情况
APQP产品和过程确认阶段评审会议记录表

记录人会议时间会议地点序号解决方案完成时间完成状态责任人跟进人备注1234会议记录表
主持人产品质量策划总结和认定讨论零件承认资料PSW;讨论现有制程能力可否满足需求原因探讨事项
产品和过程确认阶段评审会议主题:产品和过程确认阶段评审会议
出席人员:
联函:
缺席:
一、 同意过程设计之以
下事项;
1.MSA分析报告
2.Cpk/Ppk制程能力分析报告
3.生产件批准(PSW)
3.试产报告
4.产品质量策划总结
和认定
5.APQP资料移交
二、同意进入量产;同意进入量产阶段﹗多方论证小组讨论试生产过程中问题;。
试生产记录
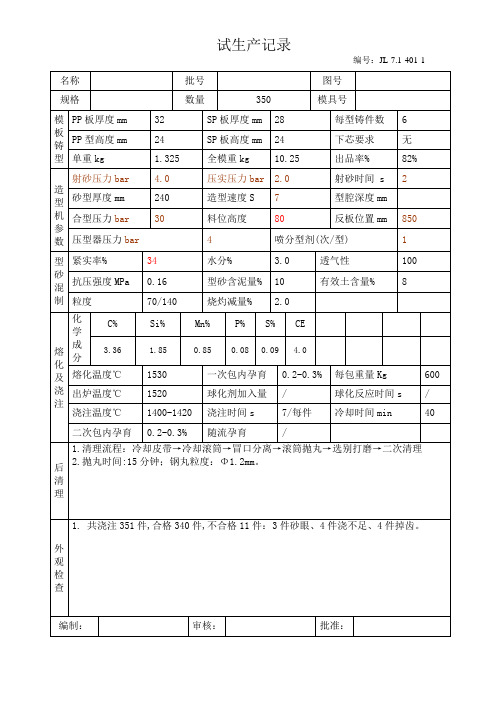
1.共浇注351件,合格340件,不合格11件:3件砂眼、4件浇不足、4件掉齿。
编制:
审核:
批准:
30
料位高度
80
反板位置mm
850
压型器压力bar
4
喷分型剂(次/型)
1
型
砂
混
制
紧实率%
34
水分%
3.0
透气性
100
抗压强度MPa
0.16
型砂含泥量%
10
有效土含量%
8
粒度
70/140
烧灼减量%
2.0
熔化及浇注
化
学
成
分
C%
Si%
Mn%
P%
S%
CE
3.36
1.85
0.85
0.08
0.09
4.0
熔化温度℃
名称
批号
图号
规格
数量
350
模具号
模
板
铸
型
PP板厚度mm
32
SP板厚度mm
28
每型铸件数
6
PP型高度mm
24
SP板高度mm
24
下芯要求
无
单重kg
1.325
全模重kg
10.25
出品率%
82%
造
型
机
参
数
射砂压力bar
4.0
压实压力bar
2.0
射砂时间s
2
砂型厚度mm
240
造型速度S
7
型腔深度mm
合型压力bar
1530
一次包内孕育
0.2-0.3%
每包重量Kg
量产前会议记录

1、注意包边时线的松紧度
2、针车直立时上下边距要一致
厂长总结:
在试做会议后请各部门主管将会议内容传达到现场相关人员,在量产操作时要按照样品标准操作,技转部门要准备好制造说明书,技术部可切割生产板,生管部排出进度,此型体可量产。
开料组:
1、注意开料后鞋面刀口要平顺
2、绒面皮绒头、颜色、羊毛倒向及毛面颜色要一致
3、马克接口处绒面皮软硬度要一致
4、鞋面画线要清晰
5、注意开料时鞋口位置不可有松面及白边现象
面部前段:
1、注意针车针距、边距要一致
2、鞋口包边后要平顺
3、注意配双及清洁度
面部后段:
1、鞋面与中底固定时按照中底记号点固定
COSTCO 62158/62160型体量产前会议记录
会议时间
2012-3-5
会议地址
张总办公室
会议主持
开发部
记录人
贾晓娜
参会人员
鞋厂业务、开发及生产部门课长级别以上人员
会议容
各部门通报试做情况:
准备组:
1、注意后套面绒头及颜色的配双
2、后套面及后套港宝压机后要粘紧不可有空隙、鼓起现象
3、羊毛垫与中底贴合时一圈宽度要一致,不可有宽窄不一致现象
2、鞋头面包缝时分三段包缝
3、后跟定型时注意时间及温度
成型:
1、贴底后边缘不可有溢胶、少胶现象
2、鞋面贴好底后要平顺
3、鞋面入楦情况良好,没有问题
开发部经理:
1、鞋面缩头时注意松紧度
2、注意鞋口包边的松紧度
生管部经理:没有问题
生产部经理:
没有问题,此型体是旧型体,但是现场各部门操作时也不能大意,注意品质
新产品试制前准备状态检查记录表

质管部负责人:
检查组组长: 会签:
生产设备、工艺装备状态是否完好齐套,是否满足产品
4
生产所需的功能和精度要求;
□满足 □不满足
5
工作环境满足生产环境要求;
□满足 □不满足
计量器具和检测设备是否满足产品精度要求,且在检定
6
有效期内
□满足 □不满足
7
外购零(组)件、外协加工件等检验是否合格;
□满足 □不满足
不合格 项目
检查结论
检查组 成员 研发部负责人:
新产品试制前准备状态检查记录表
产品名称
产品型号检查日期ຫໍສະໝຸດ 项目负责人序号检查项目
检查结果
1
设计图样、设计方案等文件是否齐套、签署完整;
满足 □不满足
工艺规程、外协技术协议等工艺技术文件是否齐套,签
2
署完整,技术状态标识正确;
□满足 □不满足
3
参与试制的各类人员是否具有上岗资格,关键岗位的操 □满足 □不满足 作人员是否经过培训、考核合格;
新产品试产管理制度
文件制修订记录1.0目的对新产品小批量生产,以验证和确认新开发的产品是否适合批量生产;确保问题点能在放产前被发现、处理或提供良好的预防措施。
2.0适用范围适用需在公司进行量产的任何新开发的产品试产作业(对本公司原产品进行局部变更而产生的新产品,作工程更改即可,无需试产)。
3.0职责:3.1开发部:负责新产品的开发、相关技术资料制定、样品鉴定会组织、设计问题的改进、主导推进试产的进行;同时,处理试产中的异常状况,主导产前会议和试产报告会议召开。
3.2 项目工程师负责新产品作业指导书制作,标准工时的制订,并与生产部门安排工艺流程;试产过程中问题的总结。
3.3 质检部:QC负责记录并监控试产中之品质状况,QA负责收集并分析试产记录及相关资料。
3.4 采购部:负责试产产品物料的采购及安排有关的技术支援;外协加工件的收发发外及追踪。
3.5生产部:试产安排及通知各生产车间,试产执行和试产情况的记录,监管产品进度计划。
4.0定义试产:指新产品在正式生产前所进行的小批量生产,其数量为10-50双之间。
5.0内容5.1新产品试产要求:5.1.1试产时间:按不同产品所订立产品进度计划执行,一般地,在正式向客户提供承认样品后进行。
5.1.2试产数量:10-50双。
5.1.3文件发放:所有相关试产用文件必须加盖试产专用章后发放。
5.1.4样品发放:由开发部提供试产用签样一套和加盖了试产确认书,交质检部作试产检验依据。
5.1.5试产后可转为批量生产的品质要求:合格率达到80%或以上,低于80%的合格率需在评审后进行改善,并在改善完成后安排改善确认和第二次试产。
5.2试产准备5.2.1试产前,由开发部组织质检、生管、采购、货仓等相关人员召开“新产品试产会议”,会议主要包括:产品结构、产品工艺流程、重要作业方法及检测方法等的介绍,并将会议结果列入《会议记录》中,会议所记录各事项由项目工程师跟进.5.2.2生管综合生产能力、生产进度在新产品试产会中规定试产期限并安排新产品试产,生管将具体试产时间列入《生产计划》中发至各相关部门,并用《试产通知单》通知质检部、生产部、开发部、采购部。
APQP所有记录表

XXX 有限公司新产品制造可行性报告评估部门:评估日期:年月日第 页共页PPP-2-01A0-1XXX 有 限 公 司 新 产 品 制 造 可 行 性报 告(续)评估部门: 评估日期: 年 月 日第页共页PPP-2-01A0-2XXX 有限公司新产品制造可行性报告(续)评估部门:评估日期:年月日第页共页PPP-2-01A0-3XXX 有限公司新产品制造可行性报告(续)评估部门:评估日期:年月日第页共页PPP-2-01A0-4XXX 有限公司产品成本核算报价表报价部门:报价编号:报价单位:人民币(元)报价日期:年月日8 / 148XXX 有限公司合同 / 订单评审表部门:日期:年月日PP-703-2-03A0XXX 有限公司新产品项目开发申请单申请部门:申请日期:年月日XXX 有限公司多方论证小组成员及职责表制定部门:制定日期:年月日XXX 有限公司新产品项目 APQP 开发计划制定部门:制定日期:年月日13 / 148PPP-2-04A0-1K C E 有限公司新产品项目 APQP 开发计划(续上页)制定部门:制定日期:年月日14 / 14815 / 14816 / 148 PPP-2-04A0-2K C E 有限公司新产品项目 APQP 开发计划(续上页)制定部门:制定日期:年月日PPP-2-04A0-3K C E 有限公司新产品项目 APQP 开发计划(续上页)制定部门:制定日期:年月日17 / 14818 / 14819 / 148 PPP-2-04A0-4K C E 有限公司新产品项目 APQP 开发计划(续上页)制定部门:制定日期:第 5 页,共 5 页PPP-2-04A0-5 20 / 148XXX 有限公司设计和开发评审记录表制定部门:制定日期:年月日PP-706-2-02A0XXX 有限公司新产品开发设计目标制定部门:制定日期:XXX 有限公司产品初始材料清单制定部门:制定日期:XXX 有 限 公 司产 品 过 程流 程 图制定部门:技术部 制定日期: 2001 年PPP-2-07A0XXX 有限公司产品和过程特殊特性制定部门:制定日期:年月日XXX 有限公司产品保证计划制定部门:制定日期:年第1页,共2页PPP-2-09A0-1XXX 有限公司产品保证计划(续上页)制定部门:制定日期:年PPP-2-09A0-2 XXX 有限公司管理者支持XXX 有限公司DFMEA框图/环境极限条件表制定部门:制定日期:年月日PP-707-2-01A0XXX 有限公司潜在的失效模式及后果分析34 / 148XXX 有限公司设计 F M E A 检查表制定部门:制定日期:年月日35 / 148PPP-2-11A0 36 / 148XXX 有限公司设计和开发确认记录表制定部门:制定日期:年月日XXX 有限公司产品可制造性和装配设计PPP-2-12A0-1 XXX 有限公司产品可制造性和装配设计(续上页)XXX 有限公司控制计划第页,共页42 / 148PP-711-2-01A0XXX 有限公司控制计划检查清单制定部门:制定日期:年月日43 / 148PPP-2-13A0K C E 有限公司样件试作和试验验证计划制定部门:制定日期:年月日44 / 14845 / 148PPP-2-14A0 46 / 148XXX 有限公司样件检验和确认记录表检验部门:检验日期:年XXX 有限公司试验报告试验部门:试验日期:年月日PP-726-2-04A0XXX 有限公司设计和开发验证记录表制定部门:制定日期:年月日。
产品质量会议记录

产品质量会议记录产品质量会议记录范文2012年8月23日,针对灭活苗生产部出现的产品质量问题,公司召开了专题分析会议,崔萱林董事长、卢文兵总经理、周玉双副总经理、生产总监陈清、质保总监石宝兰及质检部、QA部、禽苗销售部、物流部、工程部、灭活苗生产部负责人及主管参加。
会议由崔董事长主持,他首先指出目前灭活苗滴度水平始终下降、致使公司销售工作因产品质量受到影响,有关部门必须尽快端正态度,分析原因,解决问题。
生产总监陈清、质保总监石宝兰、周玉双副总经理以及生产、质检、QA等部门先后从不同的角度对质量事故产生的原因进行了初步分析。
在听取了大家的分析后,崔董事长要求:1、现在产品质量出现了问题,这是客观存在的现实,大家必须齐心协力、狠下功夫查出并彻底分析清楚产生问题的原因,不能再有任何含糊麻痹的思想。
2、从现在起进入应急状态,整个公司上下尤其管理人员必须本着对企业负责的态度,高度重视,做好以下几方面的工作:(1)周总总负责,陈总为第一负责人,使用排除法,向2015年还原,一周内(即下周四{8月30日}为截止日期)必须把相关实验做完,并拿出分析报告;(2)质检部要全面配合生产部门,如生产上有相关样品,必须立即检测、及时报送检验报告。
(3)从现在起灭活苗生产部经理及班组主管必须全天跟班工作;部门经理必须每天进车间,生产重要环节一定要亲自参加,做好每个过程详细记录。
(4)如果因设备、原辅材料影响产品质量,立即更换。
(5)人事行政部发挥监督功能。
(6)继续加强产品宣传,鼓足信心。
质量分析会会议纪要2016-12-22 10:52 | #2楼会议名称:产品质量分析会会议时间:2012年8月18日会议地点:南二楼会议室会议主持人:总经理曹国锋会议参加人:吴春节、董瑞峰、邱艳春、刘满先、王德友、吴广强、刘建国、郝文霞、薛强会议记录:周卓越2012年8月8日质量事件提要:2012年8月8日公司一二车间前道开始生产,生产过程中,产品因为前期发酵不成功(产品不发毛、发黄、发粘、起泡),对产品质量产生了一定影响,这种情况一直持续到8月14日,8月15日恢复正常。