线束设计流程
高铁高压线束设计流程-概述说明以及解释

高铁高压线束设计流程-概述说明以及解释1.引言1.1 概述概述高铁高压线束设计是指对高铁车辆的电气系统进行线束设计的过程。
高铁作为一种高速交通工具,其电气系统的可靠性和稳定性对于运行的安全性至关重要。
为了确保高铁车辆的正常运行,需要对高铁的高压线束进行科学合理的设计。
设计高铁高压线束需要综合考虑多个因素,包括电气系统的功能需求、高铁车体的结构特点、线束的材料和工艺等。
首先,设计人员需要根据高铁电气系统的功能要求,确定线束的布置位置、连接方式以及线束内部的分支结构。
其次,由于高铁车体具有狭小的空间和复杂的结构,线束的布置需要尽可能紧凑,并考虑到车体结构的特点来进行布置。
此外,线束的材料和工艺也需要选择合适的材料进行制造,并考虑到高铁运行过程中的震动、温度等环境因素。
高铁高压线束设计流程的核心要点包括设计方案的制定、线束布置的确定、连接方式的选择、线束材料的选取和工艺的优化等。
在设计方案的制定阶段,设计人员需要根据电气系统的功能需求和车体的结构特点,制定出合理的线束设计方案。
在线束布置确定阶段,设计人员需要根据车体结构和空间限制,确定线束的布置位置,以确保线束的紧凑性和方便性。
在连接方式选择阶段,设计人员需要根据不同的功能要求选择合适的连接方式,如插头连接、接线板连接等。
在线束材料的选取阶段,设计人员需要选择具有良好导电性和耐高压能力的材料,如高温耐压绝缘材料等。
最后,在工艺优化阶段,设计人员需要对线束的制造工艺进行优化,以提高线束的可靠性和稳定性。
综上所述,高铁高压线束设计流程涉及到多个环节和要点。
通过科学合理的设计流程,可以确保高铁电气系统的正常运行,提高高铁运行的安全性和可靠性。
在未来的研究中,可以进一步优化高铁高压线束设计流程,提高线束设计的效率和质量。
1.2文章结构文章结构部分的内容可以按照以下方式编写:1.2 文章结构本文按照如下结构进行叙述和分析:第一部分为引言部分。
在引言部分中,我们将对高铁高压线束设计流程进行概述,包括其重要性和应用领域。
汽车电气线束布线工艺流程
汽车电气线束布线工艺流程汽车电气线束是汽车的重要组成部分,它连接了车辆中的所有电气设备,并将它们的信号、电源和地线统一管理,实现车辆的正常运行。
汽车电气线束布线工艺流程是制造汽车电气线束的重要环节之一,下面我将详细介绍汽车电气线束布线的工艺流程。
1. 设计线束布线方案在开始布线工艺流程之前,首先需要进行线束布线方案的设计。
布线方案是根据车辆的电气系统和设备布局确定的线束走向、长度、接口位置等。
2. 准备布线工具和材料开始布线工艺流程之前,需要准备相关的工具和材料。
主要包括电线、接线头、保护套管、束线带、剥线针、压线钳等。
3. 将线束走向绘制在车身图纸上为了更好地进行布线操作,可以将线束走向绘制在车身图纸上,以便进行实际的布线操作。
4. 剥离电线绝缘皮将电线头放进剥线针中,根据设计方案上的要求,使用剥线针将电线绝缘皮剥离,露出电线内部的金属导线。
5. 合并电线并插入接线头将多根电线合并成一束,并将电线插入接线头中。
接线头的选择应根据实际需要,确保电线与接线头的连接牢固可靠。
6. 确定布线路径根据设计方案,确定线束的布线路径,并使用束线带将电线束固定在车身上。
7. 进行线束的绝缘处理为了保护线束不受到外界环境的影响,需要对线束进行绝缘处理。
可以使用保护套管对线束进行覆盖,有效地防止线束受潮、受磨损等。
8. 进行布线的标识为了便于后续的维护和排查故障,需要对布线进行标识。
可以使用彩色绝缘胶带进行标识,标明每根线的用途和连接位置。
9. 进行线束的测试和调试布线完成后,需要进行线束的测试和调试,以确保线束的质量和连接的可靠性。
可以使用万用表等测试工具对线束进行测量和检查,发现问题及时解决。
10. 进行线束的接入车辆系统线束测试通过后,可以将线束接入车辆的电气系统。
注意接线的正确性和牢固性,确保线束与车辆的其它部件的连接正常。
11. 进行线束的整理最后一步是对线束进行整理,将杂乱的电线束整齐地布放在车身上,避免电线间的相互干扰,并保持线束的清洁和整洁。
线束加工知识点
线束加工知识点线束加工是一种将多根电线或光纤捆绑在一起的加工方法,用于提供电力、信号传输或光纤通信。
它在各种领域中广泛应用,包括电子设备、汽车工业、航空航天、通信设备等。
本文将介绍线束加工的一些关键知识点。
一、线束加工的基本流程线束加工的基本流程包括设计、选材、剥皮、编织、绝缘、连接、测试等步骤。
首先,根据需求进行线束设计,确定需要的电线数量、类型和长度。
然后,选择合适的电线材料,包括导电材料、绝缘材料和保护材料。
接下来,进行剥皮处理,将电线的外皮剥离,露出导线。
然后,根据设计要求进行编织,将多根电线捆绑在一起,提高整体的耐用性和可维护性。
接下来,对电线进行绝缘处理,确保电线之间不会发生短路或漏电。
最后,进行连接和测试,确保线束的正常工作。
二、线束加工的工具和设备线束加工需要使用一些特定的工具和设备,包括剥线钳、剥线机、编织机、压接机、绝缘剥离机、测试仪器等。
剥线钳用于手动剥皮,剥线机可以自动剥皮,提高效率。
编织机可以将多根电线进行捆绑,提高整体的可靠性。
压接机用于连接电线,确保连接牢固可靠。
绝缘剥离机可以自动剥离电线的绝缘层,提高工作效率。
测试仪器用于测试线束的连通性和质量。
三、线束加工的注意事项在线束加工过程中,需要注意一些重要的事项。
首先,要根据具体需求选择合适的线束类型,包括单根线束、多根线束、高温线束等。
其次,要选择合适的材料,确保线束的耐用性和可靠性。
另外,要注意线束的布局和安装方式,避免不必要的干扰和损坏。
此外,线束加工过程中还需要注意细节,如剥皮长度、编织紧度、绝缘厚度等,确保线束的质量和性能。
四、线束加工的应用领域线束加工广泛应用于各个领域。
在电子设备中,线束加工用于连接电路板上的各个部件,提供电力和信号传输。
在汽车工业中,线束加工用于汽车内部的电路连接和信号传输,保证汽车的正常运行。
在航空航天领域,线束加工用于航空器的电力和信号传输,确保飞行安全。
在通信设备中,线束加工用于光纤通信和数据传输,提供高速稳定的网络连接。
整车线束设计开发流程图
整车线束设计开发流程本设计指南制定了公司乘用车一般整车线束设计开发流程1.1 该系统综述汽车整车线束,就是将汽车的电源和各用电器按照它们各自的工作原理特性及相互间的在联系,用导线连接起来所构成的一个整体。
汽车整车线束由于各车型的结构型式,电器设备的数量,安装位置、接线方法不同而有差异,但有基本的规定A、单线制B、各用电器并联C、有保险装置以保护线路D、采用单色或双色导线、多色线1.2 适用围本指南适用于公司整车线束的开发。
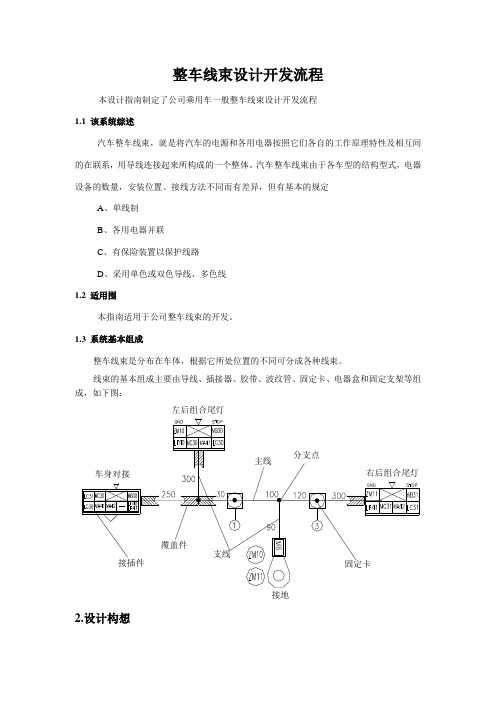
1.3 系统基本组成整车线束是分布在车体,根据它所处位置的不同可分成各种线束。
线束的基本组成主要由导线、插接器、胶带、波纹管、固定卡、电器盒和固定支架等组成,如下图:左后组合尾灯接地2.设计构想2.1 设计原则1、完整正确地体现整车电器系统的功能2、根据车型的需要设计成整体或分组分段的电线束3、根据汽车电线束所处的工作环境及在汽车的空间布置合理选择保护层和固定方式4、选择线束部的电线时要针对用电设备的负载合理选择电线截面积和颜色5、在设计过程中尽量减少连接点和过渡接头以提高线束质量、改善制造工艺6、为降低电线电阻和降低电线成本,设计时应避免重复布线,使线的长度最短7、对汽车上一些电器信号应增加防干扰措施2.1.1功能要求1、满足整车装配要求和布置要求2、为用电器提供电源和搭铁3、同汽车上某些开关及继电器结合起来实现对电器设备的功能控制4、把某些传感器和开关信号输送给汽车上的相应控制单元,并把控制单元的控制信号传递给相应的执行机构5、电器部的通讯(如CAN—BUS)2.1.2 顾客要求1、线束走向整洁、合理,安装牢固2、方便维修3、价格低,使用寿命长4、标识清楚2.1.3 性能要求使用寿命:用户正常使用不得少于50万公里或10年(以先到为限)连接可靠性:线束与线束之间、线束与用电器之间的连接可靠,满足Q/YYY.04.030中所规定工作温度:在-40℃~130℃中的不同温度能正常工作,高低温实验后,线束包扎紧密不松散,可弯曲,端子无退位。
汽车线束的生产流程
一.线束是由电线,密封件,盲拴,导管pvc、波纹管等,卡扣,胶带,接插器护套,接插件端子,双绞线等组成,是车辆电器元件的桥梁,
1.导线QVR-0.75R
2.密封件在发动机机舱内的护套必须用呆防水结构的护套,用密封件把端子与外界隔开.
3.盲拴用于塞在接插器上未插导线的插孔.起密封作用
4.pvc管其柔软和抗弯曲变形性好,但耐温性不高,一般在80摄氏度以下,用于线束拐弯的分支处,以便导线圆滑过渡.
5.波纹管特点:有较好的耐磨性,耐高温,阻燃性.耐温范围:-40至150摄氏度之间.所以线束包扎中一般占到60%左右
6.卡口用于将线束固定于汽车
7.胶带用于包扎线束表面
8.接插器护套:,接插件端子机械性,
护套:DJ7021-6.3-11;端子:DJ611-6.3耐腐蚀,,耐盐,dj代表产品代号,国标,
9.双绞线和屏蔽线:主要是用来传输模拟信号或数字信号,同时抵御外界电磁波的干扰热电已受到干扰
二.线束制作流程
1.下料:按工艺卡指示长度切断电线,在电线两端开剥口剥头长度根据不同线径、端子型
号等而定
2.分装:为压接做准备
3.压接这道工序是最重要
4.组装、总装
5.电检
6.外检
外检的工作就是检验电线束尺寸,外观等是否合格.
7.入库。
线束生产工艺流程
线束生产工艺流程线束是指由多根导线和连接件组成的电气元器件,用于连接电气设备中的各种传感器、开关、电机等。
线束生产工艺流程是指将导线、连接件等材料经过一系列工艺加工,最终组装成成品线束的整个生产过程。
下面将详细介绍线束生产工艺流程的各个环节。
1. 设计阶段。
线束生产的第一步是设计阶段。
在这个阶段,工程师根据客户的需求和产品的要求,设计出线束的结构、布局、导线规格、连接件等。
设计阶段需要考虑到线束的使用环境、电气特性、防水防尘等要求,确保设计出的线束能够满足客户的需求。
2. 材料准备。
在设计完成后,需要准备线束生产所需的材料,包括导线、连接件、绝缘套管、绝缘胶带等。
这些材料需要根据设计要求进行采购,并进行质量检验,确保材料符合要求。
3. 导线剥皮。
导线剥皮是线束生产的第一道工艺。
在这个环节,工人需要根据设计要求,将导线的外皮剥除,露出内部的金属导体。
导线剥皮需要使用专门的剥皮工具,确保剥皮的质量和速度。
4. 导线编织。
经过剥皮后的导线需要进行编织。
编织是指将多根导线按照设计要求进行组合和编织,形成线束的基本结构。
编织需要根据设计要求进行精确的排列和固定,确保线束的稳固性和电气性能。
5. 绝缘处理。
编织完成后的线束需要进行绝缘处理。
绝缘处理包括绝缘套管的安装、绝缘胶带的缠绕等工艺,确保线束在使用过程中能够有效地防水防尘,同时保护导线不受外部环境的影响。
6. 连接件安装。
线束中需要安装各种连接件,如插头、插座、端子等。
连接件安装需要根据设计要求进行精确的安装和固定,确保连接的可靠性和稳定性。
7. 终检。
线束生产的最后一道工艺是终检。
在终检环节,工人需要对线束进行外观检查、电气测试等,确保线束的质量和性能符合设计要求。
通过以上工艺流程,线束最终可以生产出符合客户要求的成品。
线束生产工艺流程需要严格按照设计要求和工艺标准进行操作,确保线束的质量和性能达到要求。
同时,线束生产工艺流程也需要不断改进和优化,以适应不同客户的需求和市场的变化。
客车线束设计流程与绘图方法

( h n tn s Ho d n .L d , L a c e g 2 2 0 Z o go g Bu l i g Co t . i o h n 5 0 0, C ia) hn
A bs r t The ut r n r d ce t e e i n t ac : a ho i t o u s h d s g pr e s f oc s o wi e r ha n s on bus s. di c s e t d a n me h ds f re s e s u s s he r wi g t o o c r u t r n i e i g a , ha ne s a o a d ic i p i c pl d a r m r s l y ut n wii di g a . rng a rm Ke wor y ds: bu e ; wi e a n s ss r h r e s; d s g p o e s d a ng e i n r c s ; r wi me h ds to
严 格 的要求 ,主要设 计 流程 如下 。 1 根 据 主 要 电 器 功 能 选 择 合 适 的 电 器 系 统 ) ( 统 继 电器 控制 系 统或 C 传 AN总 线 控 制 系 统 ) 确 定 , 主 要 零 部 件 的 型 号 , 如 仪 表 、 中 央 控 制 盒 、 后 控 制
客 车 的 电 路 原 理 图 是 用 电 器 图 形 符 号 表 示 .按
2) 绘 制 整 车 电 路 原 理 图 , 原 理 图 详 细 表 示 了
艺 的 支 持 。 线 束 的 制 作 工 艺 应 满 足 ( / 9 0 ~ ( QC T 2 1 6
20 04 汽 车低 压 电线 束 技术 条件 》 中 的相 关 规 定 , 线 束 制 作 完 毕 后 .必 须 经 专 用 的 导 通 仪 进 行 导 通 测 试 。 线 束 在 布 置 过 程 中 .走 向 、分 支 应 合 理 ,经 过
fakra线束加工流程
fakra线束加工流程Fakra线束加工流程主要包括设计、材料准备、线束加工、测试和质量控制等多个环节。
下面将详细介绍一下Fakra线束加工的流程。
首先是设计阶段。
在设计阶段,需要根据客户的要求和产品规格来确定线束的类型、尺寸、连接方式等。
同时,需要根据线束的用途和工作环境来选择合适的线材和配件。
接下来是材料准备。
在材料准备阶段,需要采购线材、连接器、保护套管等材料。
同时,需要对材料进行检验和筛选,确保其质量和可靠性。
然后是线束加工。
在线束加工阶段,首先需要根据设计要求对线材进行裁剪和剥皮处理。
然后,通过压接、焊接或插接等方法将线材连接到连接器上。
接下来,需要根据线束的布局和要求,使用保护套管、束线带和绝缘胶带等材料对线束进行固定和保护。
最后,需要对线束进行测试和质量控制,确保其电气性能和可靠性。
在测试阶段,需要使用测试仪器对线束进行电性能测试,如电阻、绝缘电阻和电容等。
同时,还需要对线束的物理性能进行测试,如拉力、弯曲等。
在质量控制阶段,需要对线束进行外观检查和尺寸测量,以确保其符合产品规格和质量要求。
最后是包装和交付。
在包装阶段,需要根据客户要求和产品特点选择合适的包装材料和方式,确保线束在运输过程中不受损。
在交付阶段,需要将线束按照客户的要求和交货日期进行包装和发货。
以上是Fakra线束加工的基本流程。
不同厂商和客户可能会有不同的要求和流程细节,但总体而言,都以设计、材料准备、线束加工、测试和质量控制等环节为基础。
通过这些环节的有序进行,可以确保Fakra线束的质量和性能,以满足客户的需求和要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4,普通做线。(使用线束固定点)
放入线束固定点。
放入线束固定点。
单击
,出现
线束直径
。
转弯半径
松弛度
单击
,出现
。
单击
,出现
,
进行设置。
点选扎带。
点选下一个扎带。
单击 OK 。
可以单击 束分支。
进行线
也可以单击 进行确认。
Electrical Harness Assembly Electrical Harness Installation
可使用 Extract在新建的Product文件 中调出其他Product文件中的线束,进行单 独编辑。
可使用编辑已建立的线束的排布,形状等 的命令如下:
Flatten整平命令
Straighten拉直命令
Rotate弯曲命令
Roll整圆命令
Scale按尺寸拉长命令
SyUnlink 来连接断
可用 Add Support 和 Remove Support 命令来约束线束的排布。
可用 Add Local Slack命令使线束增长 放松或收紧拉直。
Electrical Harness Flattening 线束的展开
首先使用 Harness Flatting Parameters 命令定义整平参数。
Contact金属连接片或柱塞: a. 点击这个命令。 b.选择Part将其转化为金属连接片或柱塞。 C.在跳出的对话框中赋予名称。 注:它只包含一个终端,一个空位连接点和几 个线束连接点。
Shell壳子: a. 点击这个命令。 b.选择Part将其转化为壳子。 C.在跳出的对话框中赋予名称。 注:它可包含电器属性,含有一个空位连接点、 几个线束连接点、空位点和终端。与它的空位 点相配合连接的有Single Insert Connector(单一 对应接头)、 Stud (钮扣型接头)、 Terminal Block(块型接头)、Contact(金属连接片或柱 塞)和Filler Plug(塞子)的空位连接点。
Electrical Wire Routing电气导线布置
Electrical Harness Flattening电气线束展 平
Electrical Harness Installation电气线束 布置 Electrical Part Design电气零件设计
CATIA - Electrical CATIA - Electrical CATIA - Electrical CATIA - Electrical CATIA - Electrical
connecting(电器连接命令): a.点击该命令。 b.点击拥有相对应配合点的两个电器元件(其 后它们不仅会在位置上相互约束,且当两个电 器元件都带有电属性时,两个零件之间会导通。
disconnecting(电器分开命令) 用法同上(使用后不仅会使两者间位置约束去 除,还会使两者间电路断掉。) 注: connecting 和 disconnecting 命令只存在于电 器装配模块。
Cavity Connection Point(空位连接点): 注:它与 Cavity Point (空位点)的使用方法相 同。Cavity Connection Point与Cavity Point相互配 合约束(即其相对应约束要一致),使两者所 在的电器元件接合。
Connector Connection Point(连接器连接点): 注:它与 Cavity Point (空位点)的使用方法相 同。但其只存在于Single Insert Connector(单一 对应接头)且连接器连接点只与其它连接器连 接点相配合使用。
Back Shell Connection Point (后保护罩壳连接 点): 注:它与 Cavity Point (空位点)的使用方法相 同。它只存在于Single Insert Connector上和Back Shell上,且相对应的在Single Insert Connector上 和Back Shell的Back Shell Connection Point要相配 合使用。
Equipment(设备): a. 点击这个命令。 b. 选择Part或Product将它转化成设备。 c. 在跳出的对话框中赋予名称。 注:作为电器设备,它可含有一个空位连接点 ( Cavity Connection Point ) 只 能 和 Mounting Equipment 上 的 空 位 点 连 接 , 好 几 个 终 端 ( Termination )、空位点( Cavity Point )、和 线束连接点(Bundle connection Point)。与其 空位点相配合的是除了 Mounting Equipment 和 Equipment其它所有元件的空位连接点。
注:在线束装配模块所定义的零件电器属性只 在当前模块有用,当把装配中的零件单个调出 或插入其它装配则其电器属性将消失。在装配 件中要保留其电器属性的话只有双击装配中的 零 件 进 入 电 器 零 件 设 计 模 块 ( Electrical Part Design)进行定义。
用 Define Support 制线束的排布。
总结
首先用 Geometrical Bundle 给一个 Product定义属性,使其成为线束集合体。
然后可用 Multi-Branchable segment 或 Bundle segment 建立线束,(用 前者建立的线束可用 Add Branch Point 命令在其中添加支点)。
可用 Link 和 开线束。
点击Tools/Report/Define命令,选择 Electrical,再选择需要的参数,赋予报告 名称,save as生成xml报告文件。再点击 Tools/Report/Generate,在Report name中 插入报告文件,选择OK,选择需要的报 表save as 以csv为后缀名的报表文件。
Drafting 二维图
System Functional Definition (EFD) Part Design(EPD) Harness Installation (EHI) Wire Routing (EWR) Harness Flattening (EHF)
点击进入布线教程
用HD2(CATIA基本建模模块)设计插头、插座 等部位的零件 。
Stud :钮扣型接头。它只可包含一个空位连接 点、几个线束连接点和终端,没有空位点和其 他连接点。 External Splice :外衔接接头。它只可包含线束 连接点和终端。 Terminal Strip :带条型接头。它只可包含一个 空位连接点、几个线束连接点和终端。 Terminal Block:块型接头。它是一根线束对应 一个终端。它只可包含一个空位连接点、几个 线束连接点和终端。
Internal Splice :内衔接接头。它只含有终端。 它是同一根线束内,几个不同信号线(金属导 线)的桥接点。它只可在空的 Product下建立。 应用:从库中选择后拖到要建立的线束上,然后 在选择它在线束上的相对位置。
Filler Plug(塞子): a. 点击这个命令。 b.选择Part将其转化为塞子。 C.在跳出的对话框中赋予名称。 注:它作为塞子没有任何电器属性,只含有一 个空位连接点(Cavity Connection Point)。
Bundle Connection Point(线束连接点): a.点击这个命令。 b.选择要加线束连接点的零件。 c.在跳出的对话框中给点定义名称。 d.选择一个代表(就是要定义物体一个特征面 或点)。 e.选择线束连接点。 f.选择初位约束(一个面或一根轴) 注:它是创建线束的基本元素。
Back shell(后保护罩壳): a. 点击这个命令。 b.选择Part将其转化为壳子。 C .在跳出的对话框中赋予名称,并给出 Extra length。(注:这个长度指的是线束到接头的长 度,也就是线束在保护罩壳内的长度。) 注:它包含一个或几个空位点,一个或几个 后保护罩壳连接点,但只包含一个线束连接点。
CATIA线束教程
电气线束设计全流程
整车电路系统科
目录
电气系统开发一般流程
功能分解
功能设计
系统的连接设计
电路原理图
逻辑设计
3D配线设计 三维线束图
物理设计
线束展平设计
二维线束图
生产制造
涵盖线束开发全过程的集成环境
– Electrical System Functional Definition
Electrical Harness Installation
线束物理模型建模开始!
1,插入线束的依附物。
2,对
使用
命令,使产品
变成线束集合体
。
3,简易做线。(不使用线束固定点)
单击
,出现
线束直径
。
转弯半径
松弛度
单击
,出现
。
单击
,出现
,
进行设置。
按住 Ctrl, 单击线束依附 物,即出线线 束物理模型。
用 工具栏中的各个命令定义所制 作的零件的属性。
用 工具栏中的各个命令定义所制作 的零件的属性。
最后 用 用
进行电气连接。 进行电气断开。
Cavity Point(空位点): a.点击这个命令。 b.选择要加空位点的零件。 C.在跳出来的对话框中给空位点定义名称。 d .选择一个代表(就是要定义物体的一个特 征)。 e.选择一个接触特征约束(可以是个面,也可 以是个点)。 f.选择一个一直约束(可以是面、线、轴)。 g.选择一个方位约束(可以是面、线、轴), 在前几个约束可完全定位时可空选。