计量型数据MSA
MSA术语

MSA - 测量系统分析MSA术语准确度Accuracy = 一观测值与可接受的参考值之间的一致接近程度。
变异数分析Analysis of Variance = 通常被用于实验设计(DOE)的一种统计方法(A NVOA)。
用来分析多个群体中的计量型数据,以便比较变异的意义和分析其来源。
可视分辨力Apparent Resolution = 测量仪器最小的增量大小即为可视分辨力。
该数值通常广泛的用在公告资料中,以划分测量仪器的等级。
数据的分类数可透过该增量大小除以预期的过程分布宽度(6sigam)来确定评价者变异Appraise Variation = 不同评价者(操作者)使用相同的测量方法,在一稳定的环境下,对相同零件(被测物)进行测量所得的平均值的变异。
评价者变异(AV)是测量系统变异(误差)的普通原因变异之一。
偏倚Bisa = 测量观测平均值(在重复条件下的测量)与一参考值之间的差异;历史上被称为准确度。
透过一个单值点是否落在测量系统工作范围内来评价和表述偏倚。
校准Calibration =在规定条件下,建立测量装置与一可追溯且已知参考值不确定度的标准之间关系的一整套操作活动。
校准可能包括以下步骤:检验、矫正、报告、或透过调整来消除被比较的测量装置在准确度方面的任何偏差。
校准周期Calibration Interval = 在两次校准之间的特定时间或条件设定。
在这段时间内,一测量装置的校准参数是被认为有效的。
能力Capability = 基于测量系统的一短期评估,对测量误差(随机的和系统的)的组合变异的一个估计值。
自信度区间Confidence Interval = 预期的包括了某一参数的真值的数值范围(在某些要求应用情况下被称为自信水平)。
控制图Control Chart = 在以时间为顺序所进行样本测量的基础上的一过程特性图。
它用来显示一过程的表现、识别过程变异的模式、评估稳定性,并显示过程的走向。
MSA计量型

MSA计量型1. 引言MSA(Measurement System Analysis)是一种用于评估和改善计量系统准确性和可靠性的方法。
在许多行业中,如制造业、实验室测试、医疗设备等,精确的测量是非常重要的。
MSA帮助确定和量化计量系统中存在的误差,并提供指导以改善测量结果的准确性。
在本文档中,我们将介绍MSA计量型的概念、目的及其在实际应用中的步骤。
2. MSA计量型的概念MSA计量型是MSA的一种类型,它主要关注测量系统的准确性。
它的目标是确定测量系统的偏差、稳定性和线性等特性,以便剔除由测量系统引起的误差。
MSA计量型通常用于严格要求准确性的测量系统,例如汽车制造业中的尺寸测量、医疗设备中的生命体征测量等。
3. MSA计量型的目的MSA计量型的主要目的是评估和改善测量系统的准确性。
它可以帮助我们确定测量系统的偏差和稳定性,以便在实际应用中减少测量误差并提高测量结果的可靠性。
通过进行MSA计量型,我们可以了解测量系统的性能,并采取相应的措施来减小由测量系统引起的误差。
4. MSA计量型的步骤MSA计量型通常包括以下几个步骤:4.1 收集数据收集一组测量数据,确保数据的多样性和代表性。
这些数据可以是来自实际生产过程的样本,或者通过模拟实验得到的数据。
4.2 分析数据对收集的数据进行分析,包括计算测量数据的平均值、标准差、偏差等统计指标。
此外,还可以通过绘制控制图等方法,观察测量数据的分布和变异情况。
4.3 评估测量系统的偏差通过比较测量数据和已知真值,评估测量系统的偏差。
可以采用t检验或方差分析等统计方法来判断测量系统的准确性。
4.4 评估测量系统的稳定性通过计算测量数据的重复性(Repeatability)和再现性(Reproducibility),评估测量系统的稳定性。
重复性指同一操作员在相同条件下进行测量时的测量结果的一致性。
再现性指不同操作员在相同操作条件下进行测量时的测量结果的一致性。
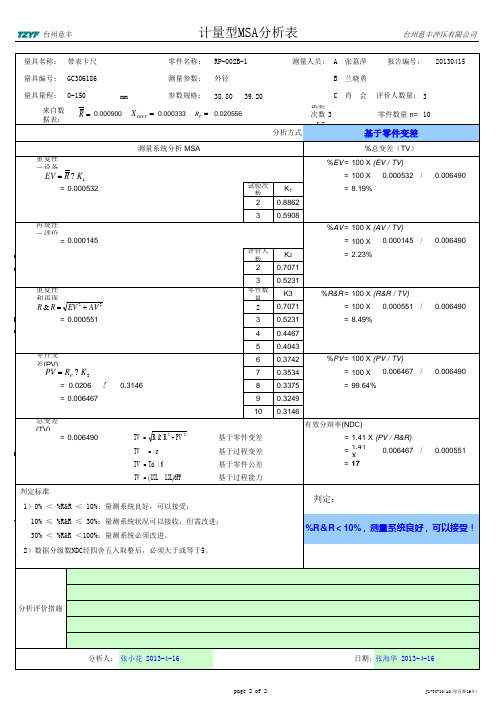
计量型MSA分析表
page 2 of 2
JL-TX-10/A0(保存期16年)
/
0.006490
2 0.000 重复性和再现性 (R&R) 3
零件数量
R & R = EV 2 + AV 2
= 0.000551
2 3 4 5
/
0.006490
零件变差(PV)
6 7
PV = RP ´ K 3
= 0.0206 = 0.006467
/
0.006490
´
0.3146
8 9 10
总变差(TV) = 0.006490
台州意丰冲压有限公司
报告编号: 20130415
评价人数量: 3 零件数量 n= 10
R=
X DIFF = 0.000333
RP = 0.020556
基于零件变差
%总变差(TV) %EV = 100 X (EV / TV) = 100 X 0.000532
重复性-设备变差(EV)
EV = R ´ K1
TV = R & R + PV TV = TV = Tol / 6
2
2
基于零件变差 基于过程变差 基于零件公差 基于过程能力
= 1.41 X (PV / R&R) = 1.41 X = 17 0.006467
/0.000551来自TV = ( USL - LSL)/6PP
判定标准 1)0% < %R&R < 10%: 量测系统良好,可以接受;
= 0.000532
试验次数
/
0.006490
K1 0.8862 0.5908
= 8.19%
2 3 再现性-評价人变差 (AV) = 0.000145
MSA分析报告总结归纳
XXX 公司计量型MSA 分析报告日 期:实 施 人: 评 价 人:仪器名称: 仪器编号: 分析结论: 合格 不合格审 核: 批 准:计量型MSA 分析报告目录稳定性 ……………………………………………………………………………………… 1 偏倚 ……………………………………………………………………………………… 4 线性 ……………………………………………………………………………………… 7 重复性和再现性 (9)备注: 对于有条件接收的项目应阐述接受原因.2017年2月23日陈秋凤、雷丽花、欧阳丽敏 张志超数显卡尺(中间检验) XXX第一节稳定性分析1.1 稳定性概述在经过一段长时间下,用相同的测量系统对同一基准或零件的同一特性进行测量所获得的总变差,即稳定性是整个时间的偏倚变化。
1.2 试验方案2017 年 02 月份,随机抽取一常见印制板样品,让中间检验员工每天的早上及晚上分别使用数显卡尺对样品外形尺寸测量5次/组,共测量25组数据,并将每次测量的数据记录在表1。
1.3 数据收集表1 稳定性分析数据收集记录表1.4.1 不允许有超出控制限的点;1.4.2 连续7点位于中心线同一侧;1.4.3 连续6点上升或下降;1.4.4 连续14点交替上下变化;1.4.5 连续3点有2点距中心的距离大于两个标准差;1.4.6 连续5点中有4点距离中心线的距离大于一个标准差;1.4.7 连续15点排列在中心线的一个标准差范围内;1.4.8 连续8点距中心线的距离大于一个标准差。
1.5 数据分析图1 中间检验_数显卡尺 Xbar-R控制图从图1 Minitab生成Xbar-R控制图可知,没有控制点超出稳定性可接受判定标准,表明该测量系统稳定性可接受。
1.6 测量系统稳定性分析结果判定对中间检验_数显卡尺进行稳定性分析,分析结果表明该测量系统稳定性可接受。
第二节偏倚分析2.1 偏倚分析概述对相同零件上同一特性的观测值与真值(参考值)的差异。
MSA量测系统分析

真值取得之方式: a 使用标准片 b 使用更高级数的量测仪器量测,
实际产品取得真值
c 重复量测产品10次,取其平均值作 为真值
量测仪器实际操作者
1
操作方式
由一位作业者, 使用相同量测 仪器,以常规方 式对每件样本 或标准件量测 ≧10次
实际使用的仪器
1
Agenda:
• MSA概述 • 计量型数据MSA • --偏性 • --线性 • --稳定性 • --GRR • 计数型数据MSA
Process Variation
• Process Variation = 6σ
▲ %Bias = | Bias | Tolerance
X 100 (%Bias due to Tolerance) • Tolerance = USL - LSL
偏性操作
准备项目 样本
操作人员 量测仪器
条件 取已知真值的样本或标准件1pcs
Small Histogram (PQE.STA 16v*345c) Bias y = 298 * 10 * normal (x, -2.115436, 4.422915)
252
234
216
各適當刻度的零件加以量 198 180 162
144
126
108
90
測分析,可決定線性
72 54 36
18
0 <= -20
稳定性操作
准备项目
条件
样本
标准件或实际产品1pcs
操作人员 量测仪器实际操作者
量测仪器 实际使用的仪器
数量
操作方式
1
1. 取一個標準件或實
際產品“定時”量
測3~5次視為一回
2. 密集量測30點(縮
MSA管理规定---计量型_计数型_复杂型_量化过度型等4种测量系统分析

MSA管理规定---计量型_计数型_复杂型_量化过度型等4种测量系统分析1.⽬的保证公司有效展开测量系统分析(MSA)⼯作,保证测量系统的可靠性,提⾼测量数据的质量,并为改进提供⽀持。
2.适⽤范围在控制计划中所要求的⽤于测量产品的特性与性能的测量系统。
3.引⽤⽂件《测量系统分析》第三版。
4.术语定义4.1.测量:赋值(或数)给具体事物以表⽰它们之间关于特定特性的关系。
4.2.量具:任何⽤来获得测量结果的装置,经常⽤来特指⽤在车间的装置,包括⽤来测量合格/不合格的装置.4.3.测量系统:⽤来对被测特性赋值的操作、程序、量具、设备、软件以及操作⼈员的集合,⽤来获得测量结果的整个过程.4.4.稳定性:是测量系统在某持续时间内测量同⼀基准或零件的单⼀特性时获得的测量值总变差.偏倚:是测量结果的观测平均值与基准值的差值.4.5.线性:是在量具预期的⼯作范围内,偏倚值的差值.4.6.重复性(EV):是由⼀个检验员,采⽤⼀种测量仪器,多次测量同⼀零件的同⼀特性时获得的测量值变差.4.7.再现性(AV):是由不同的检验员,采⽤相同的测量仪器,测量同⼀零件的同⼀特性时测量平均值的变差.4.8.零件变差(PV):不同零件之间的变差,零件在多⼈多次同⼀个量具测量出的平均值的变差。
4.9.总变差(TV):测量值与真值(基准值)之间的总变差。
4.10.检具能⼒:由检测设备的测量不确定度与检验特性的公差的⽐例关系确定.5.职责5.1.质量部负责并组织研发、⽣产等测量系统涉及⼈员实施测量系统分析5.2.新产品开发APQP⼩组成员评价测量系统的可接收性,并对存在的问题采取纠正措施,根据测量,在检验基准书上配置合适的量检具6.⼯作程序6.1.测量系统的分类6.1.1质量部组织确认测量系统类型,类型包括计量型测量系统、计数型测量系统、复杂测量系统、量化过度测量系统。
6.1.2质量部组织确认需要研究的范围计量型测量系统研究稳定性、偏倚、线性、重复性和再现性。
质量管理工具-品质管理资料-MSA
1
量具再现性与再生性之资料集(20)
1. 将作业者分为 A、B、C 三人,零件 10 个,但作业者无法看到零件号。 2. 准备所需之测量具。 3. 使作业者 A 依随顺序量测 10 个零件并由另一观者在第 1 行填入量测 数据,请作业者 B、C 量测相同的 10 个零件,但不使他们看到他人的量 测值,将量测分别记入第 6 行及第 11 行。(表 1) 4. 重复这个循环但以不同的随机顺序进行量测。将数据填入第 2、7 及 12 行之适当列中。例如第一个被量测为 7 号零件,则在第 7 例中记录量 测值,如须第三次量测,则重复此循环并将结果记入第 3、8 及 13 中。 (表 1)
重復性 再現性
Width Error 寬度變差
i.e. Spread of measurement - Precision 測量的分佈 - 精密度
量测系统之变异 1. 重复性(Repeatability) 2. 再现性(Reproducibility) 3. 偏倚(Bias) 4. 稳定性(Stability) 5. 线性(Linearity) 6. 零件变异(Part Variation)
•测量怎样进行?手动,在传送带上,线下的,还是自动的? 零件定位和固定可能是变差源?接触或不接触?
•测量怎样校准?与其他测量过程比较吗?谁对校准标准负责?
•何时、何地进行测量?零件是干净的,有油,热的?
測量系統的變差種類
穩定性 偏倚 線性
Location Error 位置變差
i.e. Average measured value Vs Actual value 平均測量值 Vs 基準值
MSA(计量型)

5
测量误差
Y=X+ε
Y: 测量值 X:真实值 ε : 误差
造成测量误差的可能因素来自测量的各个方面, 可通过以下方面寻找误差的来源: 标准; 工件; 仪器; 程序和人; 环境
Amphenol Phoenix Hangzhou
Confidential,©2011
Mobile Consumer Products
Amphenol Phoenix Hangzhou
Confidential,©2011
Mobile Consumer Products
14
线性
线性(Linearity): 在全部测量范围内,偏倚的变化量
量具1:线性有问题
Confidential,©2011
Amphenol Phoenix Hangzhou
要求: 散布误差满足要求(精确度)
重复性和再现性误差满足要求 研究时机:
测量仪器分辨力满足要求和测量系统稳定之后进行
Amphenol Phoenix Hangzhou
Confidential,©2011
Mobile Consumer Products
18
测量系统误差的来源
测量系统引起的误差
量具引起的误差
Amphenol Phoenix Hangzhou
Confidential,©2011
Mobile Consumer Products
20
重复性概念
重复性(Repeatability):
同一个人员用同一个量具多次重复测量同一个产品质量特征,多次测量之 间的差异称为重复性变差,由于此种变差被认为主要是由于测量设备引起 的,所以也叫做设备变差(Equipment Variation),简称“EV“。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Variable
N
Mean Median StDev
Delta
10
-0.410 -0.400
0.387
Copyright 2000-2002 Sigma Breakthrough Technologies, Inc. Used with permission. Copyright 2004 Cummins, Inc. All Rights Reserved.
019 MSA-10
Effective Date: 2/2004
LSL
USL
产品公差 Product Tolerance
观察到的流程变差
Observed Process Variation
P/T = 10%
%R&R = 20%
P/T = 20%
%R&R = 40%
P/T = 50%
%R&R = 100%
This standard deviation is called the Standard Error f还是再现性?
Which does this primarily represent, Repeatability or Reproducibility?
019 MSA-11
Effective Date: 2/2004
GR&R 矩阵
GR&R Metrics
P/T
Ratio
%R&R
Red
Yellow
30%
30%
主要问题 – 我的测量系统是否适用于我的项目
Main Question - Is my measurement system okay to use on my project?
%R&R = 50%
P/T = 200%
%R&R = 100%
测量系统变差 measurement system variation
Copyright 2000-2002 Sigma Breakthrough Technologies, Inc. Used with permission. Copyright 2004 Cummins, Inc. All Rights Reserved.
019 MSA-2
Effective Date: 2/2004
简单测量分析- 续
Simple Measurement Study - continued
Variable Delta
N 10
Mean Median StDev -0.410 -0.400 0.387
• 使用上面的标准差,什么是测量分布的良好估计值
LSL
USL
产品公差Product Tolerance
观察到的流程变差 Observed Process Variation
P/T = 20%
%R&R = 20%
P/T = 50%
%R&R = 50%
P/T = 100%
%R&R = 100%
测量系统变差
Copyright 2000-2002 Sigma Breakthrough Technologies, Inc. Used with permission. Copyright 2004 Cummins, Inc. All Rights Reserved.
Addresses what percent of the total variation is taken up by measurement error
• 同时包含了重复性和再现性
Includes both repeatability and reproducibility Operator x Unit x Trial experiment
简单测量分析- 续
Simple Measurement Study - continued
• 使用描述性统计, 计算Delta 的标准差
Using Descriptive Statistics, calculate the standard deviation of Delta
• 这个标准差被称为测量标准误差
操作者 x 单位x 试验次数
• 最佳情况 Best case: 10% ; 可以接受 Acceptable: 30%
注意:6.0标准差代表了99.73% 的测量系统变差。记住在做测量系统和以前分析结果的计算
时,要经常检查这个值。 这里用的6.0 是AIAG 的工业标准。
Note: 6.0 standard deviations accounts for 99.73% of MS variation. Always check the value used when making comparisons between measurement systems or previous analysis calculations. The use of 6.0 is the AIAG industry standard. Copyright 2000-2002 Sigma Breakthrough Technologies, Inc. Used with permission.
Copyright 2000-2002 Sigma Breakthrough Technologies, Inc. Used with permission. Copyright 2004 Cummins, Inc. All Rights Reserved.
019 MSA-6
Effective Date: 2/2004
测量能力指数- % GR&R
Measurement Capability Index - % GR&R
% R& R
MS T o ta l
100
通常以百分比表示 Usually expressed as percent
• 描述有多少总变差比率是由测量系统误差造成的
计量性数据MSA
Copyright 2000-2002 Sigma Breakthrough Technologies, Inc. Used with permission. Copyright 2004 Cummins, Inc. All Rights Reserved.
019 MSA-1
Effective Date: 2/2004
019 MSA-3
Effective Date: 2/2004
简单测量分析- 续
Simple Measurement Study - continued
Variable Delta
N 10
Mean Median StDev -0.410 -0.400 0.387
这个比率被称为精确度和公差比率 (P/T). 这个例子中P/T 比率是:
测量系统变差 measurement system variation
Copyright 2000-2002 Sigma Breakthrough Technologies, Inc. Used with permission. Copyright 2004 Cummins, Inc. All Rights Reserved.
This is interpreted as: “46% of the specification tolerance is taken up by measurement error”
Copyright 2000-2002 Sigma Breakthrough Technologies, Inc. Used with permission. Copyright 2004 Cummins, Inc. All Rights Reserved.
019 MSA-7
Effective Date: 2/2004
%重复性和再现性
% Repeatability & Reproducibility
Observed Process Variation
%R&R = 20%
测量系统变差
measurement system variation
%R&R = 75%
Copyright 2004 Cummins, Inc. All Rights Reserved.
019 MSA-5
Effective Date: 2/2004
精确度和公差比率
Precision to Tolerance Ratio
LSL
Product Tolerance
USL
P/T = 20%
测量系统变差
Using the standard deviation above, what would be a good estimate of measurement spread?
Precision Precision Precision
= 6 * = 6 * 0.387 = 2.32
• 假设公差是5 (上限-下限)
measurement system variation
019 MSA-9
Effective Date: 2/2004
LSL
USL
产品公差 Product Tolerance
观察到的流程变差 Observed Process Variation
P/T = 50%
%R&R = 25%
P/T = 100%
操作者 x 单位x 试验次数
• 作为一个目标,我们期望%R&R < 30%
As a target, look for %R&R < 30%
Copyright 2000-2002 Sigma Breakthrough Technologies, Inc. Used with permission. Copyright 2004 Cummins, Inc. All Rights Reserved.