计数型测量系统分析范例-大样法
合集下载
计量型测量系统分析与计数型测量系统分析(ppt 178页)

9
测量系统分析的目的
测量成本; 测量的容易程度; 最重要的是测量系统的统计特性。
10
测量误差的来 源
Discrimination 分辨能力 Precision 精密度 (Repeatability 重复性) Accuracy 准确度 (Bias偏差) Damage 损坏 Differences among instruments and fixtures (不同仪器和夹具间的差异) Difference in use by inspector 不同使用人员的差异(Reproducibility再现性) Differences among methods of use (使用不同的方法所造成差异) Differences due to environment (不同环境所造成的差异)
15
低质量数据的原因和影响
低质量数据的普遍原因之一是变差太大
一组数据中的变差多是由于测量系统及其环境的
相互作用造成的。
如果相互作用产生的变差过大,那么数据的质量
会太低,从而造成测量数据无法利用。如:具有
较大变差的测量系统可能不适合用于分析制造过程,因为 测量系统的变差可能掩盖制造过程的变差。
Reproducibility 再现性
Bias 偏倚( Accuracy准确性) Linearity 线性;
Stability 稳定性。
通常使用测量数据的统计特性来衡量测量系统的质量!
31
理想的测量系统
理想的测量系统在每次使用时: -- 应只产生“正确”的测量结果。 -- 每次测量结果总应该与一个标准值相符。 -- 一个能产生理想测量结果的测量系统,应具有零方
— 测量项目 — 人员 — 测量仪器 — 进行测量的环境条件
测量系统分析的目的
测量成本; 测量的容易程度; 最重要的是测量系统的统计特性。
10
测量误差的来 源
Discrimination 分辨能力 Precision 精密度 (Repeatability 重复性) Accuracy 准确度 (Bias偏差) Damage 损坏 Differences among instruments and fixtures (不同仪器和夹具间的差异) Difference in use by inspector 不同使用人员的差异(Reproducibility再现性) Differences among methods of use (使用不同的方法所造成差异) Differences due to environment (不同环境所造成的差异)
15
低质量数据的原因和影响
低质量数据的普遍原因之一是变差太大
一组数据中的变差多是由于测量系统及其环境的
相互作用造成的。
如果相互作用产生的变差过大,那么数据的质量
会太低,从而造成测量数据无法利用。如:具有
较大变差的测量系统可能不适合用于分析制造过程,因为 测量系统的变差可能掩盖制造过程的变差。
Reproducibility 再现性
Bias 偏倚( Accuracy准确性) Linearity 线性;
Stability 稳定性。
通常使用测量数据的统计特性来衡量测量系统的质量!
31
理想的测量系统
理想的测量系统在每次使用时: -- 应只产生“正确”的测量结果。 -- 每次测量结果总应该与一个标准值相符。 -- 一个能产生理想测量结果的测量系统,应具有零方
— 测量项目 — 人员 — 测量仪器 — 进行测量的环境条件
测量系统分析报告-大样法
基准
01
21 7
A-3
B-1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
0
0
1
1
0
0
1
1
1
1
1
1
0
0
0
0
1
1
1
1
1
1
1
1
0
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
总计 Kappa值 28
0.83
B
C
B-2
B-3
C-1
C-2
C-3
1
1
1
44 1
1
45 1
1
46 1
1
47 1
1
48 1
1
49 1
1
50 1
1
A与基准交叉表
0
计数值
A
A A-2
1 1 0 1 1 0 1 0 1 1 0 1 0 1 0 1 1 1 0 0 1 1 1 1 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
01
21 7
A-3
B-1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
0
0
1
1
0
0
1
1
1
1
1
1
0
0
0
0
1
1
1
1
1
1
1
1
0
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
总计 Kappa值 28
0.83
B
C
B-2
B-3
C-1
C-2
C-3
1
1
1
44 1
1
45 1
1
46 1
1
47 1
1
48 1
1
49 1
1
50 1
1
A与基准交叉表
0
计数值
A
A A-2
1 1 0 1 1 0 1 0 1 1 0 1 0 1 0 1 1 1 0 0 1 1 1 1 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
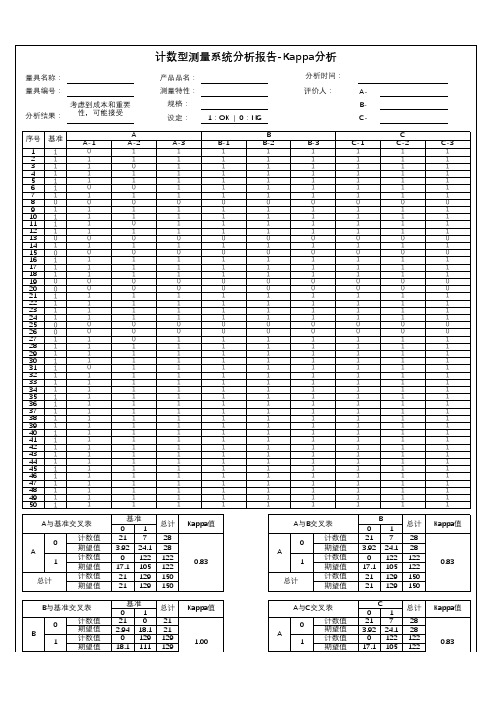
计数型分析表格-大样法

期望的计算 Kappa A B C
Kappa分析结果(要求:Kappa≥0.75)
结论: Kappa>0.75 分析结果表明评价人之间表现出的一致性良好。 备注: 期望值计算=总数之和×((总行数÷总数之和)×(总列数÷总数之和)) 期望值计算=总列数×(总行数÷总数之和) P0=对角线单元中计数值的和/总计数 Pe=对角线单元中期望计数值总和/总计期望数值 Kappa=(P0-Pe)/(1-Pe)
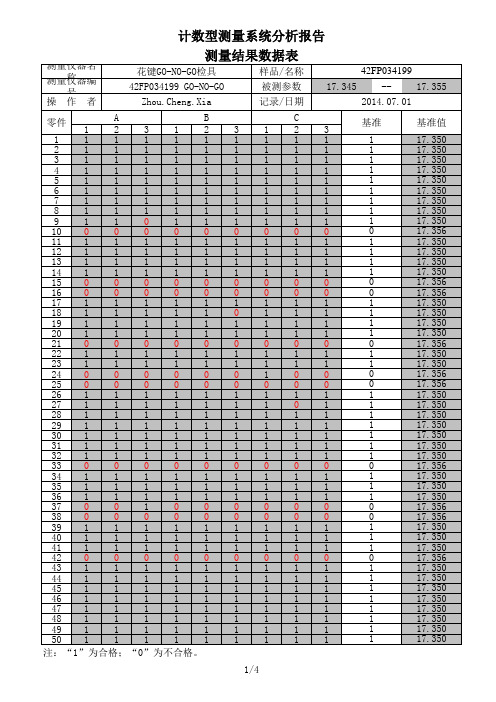
计数型测量系统分析(大样法)
量具名称: 量具编号: 零件 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 操作者A 1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0 2 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 0 1 1 1 0 3 1 1 0 0 0 0 1 1 0 1 1 0 1 0 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 0 1 1 1 1 产品名称: 被测参数: 操作者B 1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0 2 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 0 1 1 1 0 3 1 1 0 0 0 0 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 1 1 1 1 1 1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 0 1 1 1 0 操作者: 测量日期: 操作者C 2 1 1 0 0 0 0 0 1 0 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 0 1 1 1 0 1 1 1 1 3 1 1 0 0 0 0 1 1 0 1 1 0 1 0 1 1 1 1 1 1 0 0 1 1 0 1 1 1 1 0 1 1 1 1
计数型测量系统分析报告
参考 1 0
20.16 126 105.84 126 126.00 0.84
0 24 3.84 0 20.16 24 24.00
参考
1 0 20.16 126 105.84 126 126.00
0.16 B
1.00
0.84 C
1.00
一致性好
一致性好
C-3 参考 126 150 150
参考值 代码
Po: 1.00 Pe: 0.73
0
0
46
1
1
1
1
1
47
0
0
0
0
0
48
1
1
1
1
1
49
1
1
1
1
1
50
1
1
1
1
1
0
数据记录表
B-3 C-1
1
1
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
1
1
1
0
0
1
1
1
1
1
1
1
1
1
1
1
1
计数型MSA分析表(大样法)

REF 0.00 33 8.1 0 24.9 33 33.0 REF Count Expected Count Count Expected Count Count Expected Count 0.00 33 8.4 0 24.6 33 33.0 REF Count Expected Count Count Expected Count Count Expected Count A 0.93 Good A 50 46 92% Good 漏发 0.0% 0.0% 0.0% B 0.91 Good % Appraiser B 50 45 90% Good 0.00 33 8.4 0 24.6 33 33.0 C 0.91 Good C 50 46 92% Good 误发 3.4% 4.3% 4.3% 1.00 5 29.6 112 87.4 117 117.0 1.00 5 29.6 112 87.4 117 117.0 1.00 4 28.9 113 88.1 117 117.0
Part #/零件 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 A-1 A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-3 Ref/参考值
Total 37 37.0 113 113.0 150 150.0 Total 38 38.0 112 112.0 150 150.0 Total 38 38.0 112 112.0 150 150.0
Po: Pe:
0.97 0.64
B*REF Crosstabulation 0.00 B 1.00 Total
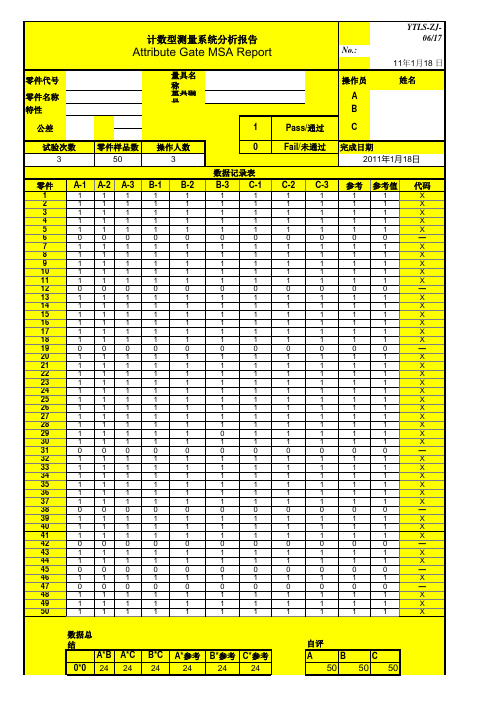
GO-NO-GO检具大样法
系统有效得分 (所有评价人自己保持一致)
50 45 90.0%
系统有效得分与计数 (所有评价人与基准一致)
50 45 90.0%
A B C
结论:
有效性 ≥90% 96.0%
98.0%
96.0%
漏发警报的比例 ≤2%
2.00%
误发警报的比例 ≤5%
4.00%
0.00%
4.00%
2.00%
4.00%
基于上述信息,判定该测量系统中,评价人ABC均接受,该测量系统符合要求
评
批
价
准:
4/4
38 0 0 0 0 0 0 0 0 0
39 1 1 1 1 1 1 1 1 1
40 1 1 1 1 1 1 1 1 1
41 1 1 1 1 1 1 1 1 1
42 0 0 0 0 0 0 0 0 0
43 1 1 1 1 1 1 1 1 1
44 1 1 1 1 1 1 1 1 1
45 1 1 1 1 1 1 1 1 1
计数型测量系统分析报告
A 总计
B 总计
C 总计
0.00 1.00
0.00 1.00
0.00 1.00
(评价人与基准交叉分析)
A 与 基准判断交叉表
0.00
基准
1.00
计算
26
期望的计算
6.0
4 24.0
计算
1
119
期望的计算 计算
24.0 30
96.0 120
期望的计算
30.0
120.0
B 与 基准判断交叉表
计数型测量系统分析报告
测量仪器名 测量仪称器编
号 操作者
测量结果数据表
计数型MSA有效性分析(大样法)

Judgment modes/ 1 判断方式 0 Appraiser-Trail/作业员及其试验结果 B-1 B-2 B-3 1 1 1 1 1 0 1 1 1 0 0 0 1 1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 0 1 1 1 1 1 1 1 1 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 0 0 0
Count Expected Count Count Expected Count Count Expected Count
பைடு நூலகம்
Count Expected Count Count Expected Count Count Expected Count
Po: Pe:
Count Expected Count Count Expected Count Count Expected Count A*B 0.840 Good
A-1 1 1 1 0 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
A-2 1 1 1 0 1 0 0 0 0 0 0 1 1 1 0 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
计数型MSA分析表(大样法)教学文稿
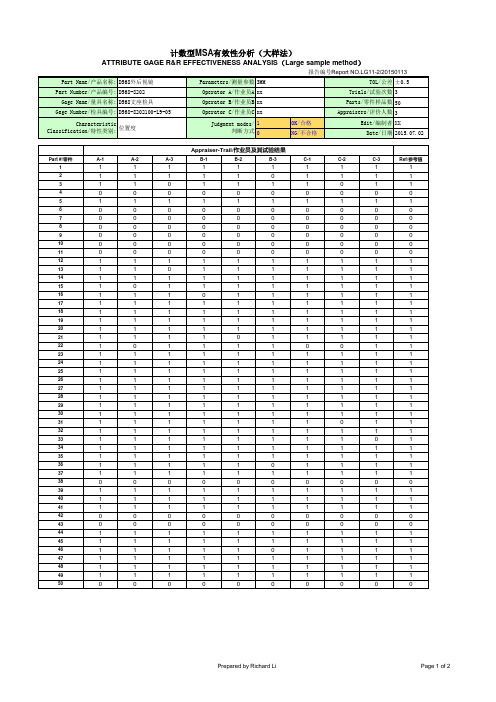
计数型MSA有效性分析(大样法)
ATTRIBUTE GAGE R&R EFFECTIVENESS ANALYSIS(Large sample method)
报告编号Report NO.LG11-2/20150113
Part Name/产品名称: D568外后视镜
Parameters/测量参数 3MM
0.00
1.00
33
5
8.4
29.6
0
112
24.6
87.4
33
117
33.0
117.0
Total
38 38.0 112 112.0 150 150.0
C*REF Crosstabulation
0.00 C
1.00
Total
Count Expected Count
Count Expected Count Count Expected Count
0
0
0
0
11
0
0
0
0
0
0
0
0
0
0
12
1
1
1
1
1
1
1
1
1
1
13
1
1
0
1
1
1
1
1
1
1
14
1
1
1
1
1
1
1
1
1
1
15
1
0
1
1
1
1
1
1
1
1
16
1
1
1
0
1
1
1
1
1
ATTRIBUTE GAGE R&R EFFECTIVENESS ANALYSIS(Large sample method)
报告编号Report NO.LG11-2/20150113
Part Name/产品名称: D568外后视镜
Parameters/测量参数 3MM
0.00
1.00
33
5
8.4
29.6
0
112
24.6
87.4
33
117
33.0
117.0
Total
38 38.0 112 112.0 150 150.0
C*REF Crosstabulation
0.00 C
1.00
Total
Count Expected Count
Count Expected Count Count Expected Count
0
0
0
0
11
0
0
0
0
0
0
0
0
0
0
12
1
1
1
1
1
1
1
1
1
1
13
1
1
0
1
1
1
1
1
1
1
14
1
1
1
1
1
1
1
1
1
1
15
1
0
1
1
1
1
1
1
1
1
16
1
1
1
0
1
1
1
1
1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Po: Pe:
0.94 0.62
B*C Crosstabulation 0.00 B 1.00 Total Count Expected Count Count Expected Count Count Expected Count
0.00 33 9.6 5 28.4 38 38.0 C
1.00 5 28.4 107 83.6 112 112.0
计数型MSA有效性分析(大样法)
ATTRIBUTE GAGE R&R EFFECTIVENESS ANALYSIS (Large sample method)
报告编号Report NO.LG11-2/20150113 Part Name/产品名称: D568外后视镜 Part Number/产品编号: D568-8202 Gage Name/量具名称: D568支座检具 Gage Number/检具编号: D568-8202100-L9-05 Characteristic 位置度 Classification/特性类别: Parameters/测量参数 3MM Operator A/作业员A xx Operator B/作业员B xx Operator C/作业员C xx Judgment modes/ 1 判断方式 0 Appraiser-Trail/作业员及其试验结果
1 1 1 0 1 0 0 0 0 0 0 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
1 1 1 0 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
A*C 34 4 3 109 C 46
B*C 33 5 5 107
A*Ref 33 0 4 113
B*Ref 33 0 5 112
C*Ref 33 0 5 112 C 46 Total 37 37 113 113 150 150 Total 38 38 112 112 150 150 Total 37 37 113 113 150 150 A*C 0.876 Good
1 1 1 0 1 0 0 0 0 0 0 1 1 1 0 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
1 1 0 0 1 0 0 0 0 0 0 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
Part #/零件 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 A-1 A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-3 Ref/参考值
1 0 1 0 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 0 1 1 1 0 0 1 1 0 1 1 1 0
1 1 1 0 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
With reference/与基准一致 A B 46 45 B
Count Expected Count Count Expected Count Count Expected Count
0.00 33 9.4 5 28.6 38 38.0 C
1.00 4 27.6 108 84.4 112 112.0
1 1 0 0 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
1 1 1 0 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
Po: Pe:
0.93 0.62
A*C Crosstabulation 0.00 A 1.00 Total Reproducibility Kappa Conclude
Kappa=(Po-Pe)/(1-Pe)
Count Expected Count Expected Count Count Expected Count A*B 0.840 Good B*C 0.824 Good
1 1 1 0 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0
Prepared by Richard Li
Page 1 of 2
Data Summary/数据总结 A*B 0*0 33 1*0 5 0*1 4 1*1 108 Self agreement/自评 A B 46 45 A*B Crosstabulation 0.00 A 1.00 Total
TOL/公差 ±0.5 Trials/试验次数 3 Parts/零件样品数 50 Appraisers/评价人数 3 OK/合格 NG/不合格 Edit/编制者 XX Date/日期
1 1 1 0 1 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 1 1 1 0