计数型测量系统分析
计数型测量系统分析报告-KAPPA(适用10-50个样品)

料号量具编号量具名称测量者 A 品名量具类型评价人数测量者 B 特性状态定义重复次数测量者 C 零件数量报告人批准日期产品编号A-1A-2A-3B-1B-2B-3C-1C-2C-3真值(REF)12345678910111213141516171819202122232425262728293031323334353637383940414243444546474849501=合格 0=不合格计数型测量系统分析报告计数型#DIV/0!人员更换定期(校准/年度)修复后新购公差变化DataSummary/A*BA*CB*CA*RefB*RefC*Ref0*00000001*00000000*10000001*1000SelfagreementA B C 00A*B Cross01总计Po:#DIV/0!A0计数000期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数000期望值#DIV/0!#DIV/0!#DIV/0!B*C01总计Po:#DIV/0!B0计数00期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数0期望值#DIV/0!#DIV/0!#DIV/0!A*CCrosstabulC 01总计Po:#DIV/0!A0计数0期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数0期望值#DIV/0!#DIV/0!#DIV/0!总计计数0期望值#DIV/0!#DIV/0!#DIV/0!Reproduci bilityKappa 判定Kappa=(Po-Pe)/(1-Pe)A*REFCrosstabul1总计Po:#DIV/0!A0计数000期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数000期望值#DIV/0!#DIV/0!#DIV/0!B*REFCrosstabul1总计Po:#DIV/0!B0计数000期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数000期望值#DIV/0!#DIV/0!#DIV/0!真值#DIV/0!#DIV/0!#DIV/0!真值B C A*B B*C A*C #DIV/0!#DIV/0!#DIV/0!编制:审核:核准:。
计数型测量系统分析报告2024

引言概述:正文内容:1.系统功能分析1.1.计数型测量系统是如何实现计数功能的?1.2.系统能够处理的计数范围和精度是多少?1.3.系统具备哪些自动化控制特性?1.4.系统是否支持多通道计数?1.5.系统是否拥有远程监控和报警功能?2.应用领域分析2.1.在工业生产中,计数型测量系统的应用案例有哪些?2.2.计数型测量系统在科学研究中的应用有哪些?2.3.系统在质量检测和控制中的作用是如何体现的?2.4.系统在仪器仪表校准中的重要性是什么?2.5.系统在数据分析和统计中的应用有哪些独特之处?3.系统性能分析3.1.系统的测量精度和稳定性如何评估?3.2.系统的信噪比和分辨率是如何确定的?3.3.系统的抗干扰性如何进行测试和验证?3.4.系统的响应时间和采样频率有何关联?3.5.系统的可靠性和可维护性如何保证?4.系统优化建议4.1.如何通过硬件升级提升系统的测量精度?4.2.优化信号处理算法可以提高系统的性能吗?4.3.系统的自动校准和自适应控制如何实现?4.4.整合其他测量技术是否能够进一步完善系统?4.5.如何对系统进行定期维护和保养以确保其性能稳定?5.发展趋势和展望5.1.计数型测量系统在工业4.0时代有何新的应用?5.2.系统在物联网和大数据时代的发展前景如何?5.3.新兴技术对系统的影响和挑战是什么?5.4.基于的计数型测量系统有何突破?5.5.未来的研究和发展方向有哪些?总结:通过对计数型测量系统的分析,我们深入了解了系统的功能、应用领域、性能和优化方案。
我们还对系统的发展趋势和展望进行了探讨。
计数型测量系统作为一种重要的测量技术,在工业和科学领域的应用前景广阔。
我们建议用户在使用系统时,根据实际需求选择适合的硬件配置和算法优化方案,并定期对系统进行维护和升级,以提高系统的性能和可靠性。
计数型测量系统风险分析法最新

计数型测量系统风险分析法最新
标题:计数型测量系统风险分析法
摘要:
计数型测量系统常用于计算和测量数量,广泛应用于各行各业。
然而,由于测量系统的不确定性和外界因素的影响,计数型测量系统存在一定的
风险。
为了有效管理和减轻这些风险,本文提出了一种最新的计数型测量
系统风险分析法。
该方法通过识别和评估潜在风险,并制定相应的风险控
制措施,以确保计数型测量系统的准确性和可靠性。
1.引言
2.风险识别
3.风险评估
4.风险控制措施制定
针对评估出来的高风险,制定相应的风险控制措施。
例如,设计并执
行操作规程、加强设备维护和保养、提供培训和教育等。
5.风险监控
建立风险监控机制以及反馈机制,定期对计数型测量系统进行风险监控。
通过监控,及时发现和解决潜在的风险。
6.风险应急预案
针对不可预见的风险事件,制定相应的应急预案。
预案应涵盖如何应
对风险事件、如何恢复计数型测量系统等方面。
7.案例分析
通过实际案例分析,展示计数型测量系统风险分析法的应用效果。
通过对案例的分析,总结出经验和教训,为将来的风险分析提供参考。
8.结论
通过引入计数型测量系统风险分析法,能够有效识别、评估和控制潜在的风险,提高计数型测量系统的可靠性和精确性。
这将对各行业的生产和决策提供有力支持,降低潜在风险带来的影响。
计数型GRR-KAPPA(MSA第四版-测量系统分析)全公式

9
预期 16.3 34.7
计数
6 93
预期 31.7 67.3
计数 48 102
预期 48.0 102.0
合计
51 51.0
99 99.0 150 150.0
Kappa A B C
基准
A — 0.86 0.78 0.88
B 0.86
— 0.79 0.92
C 0.78 0.79
— 0.77
有效率 漏失率 误判率 A 84.0% 6.3% 4.9% B 90.0% 6.3% 2.0% C 80.0% 12.5% 8.8%
预期 16.0
计数
9
预期 35.0
计数 51
预期 51.0
合计 1
5 47 31.0 47.0
94 103 68.0 103.0
99 150 99.0 150.0
B
0
1
合计
B、基准-交叉表
基准
0
1
计数 45
2
预期 15.0 32.0
计数
3 100
预期 33.0 70.0
计数 48 102
预期 48.0 102.0
1
1
1
1
1
0
1
1
1
1
1
1
1
1
1
1
1
0
0
0
0
0
0
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
0
0
0
msa计数型的实施步骤
MSA计数型的实施步骤概述MSA(测量系统分析)是一种用于评估测量系统的准确性、重复性和可再现性的工具。
它能够帮助我们确定测量系统中存在的偏差和变异,并为改进测量系统提供方向。
本文将介绍MSA计数型的实施步骤,以帮助您进行高质量的测量系统分析。
步骤一:确定评估对象首先,我们需要确定要评估的测量系统。
这可以是一个特定的设备、方法或过程。
确保评估对象具有一定的测量范围和精度,以使MSA分析具有实际意义。
步骤二:制定测量计划在开始测量前,我们需要制定一个完整的测量计划。
这包括确定测量的目的、测量方法、测量设备和测量员工等。
确保所有的测量条件和参数都能够准确地复制和记录。
步骤三:收集测量数据在这一步骤中,我们需要进行实际的测量,并记录测量结果。
根据测量计划,挑选一定数量的样本进行测量,确保样本数量足够大以覆盖整个测量范围。
步骤四:计算测量系统的能力指数在这一步骤中,我们需要计算测量系统的能力指数。
这包括计算GRR(测量系统的可重复性与再现性)指标,如Gage R&R、可重复性方差和再现性方差等。
确保准确计算这些指标,以评估测量系统的准确性和重复性。
步骤五:分析数据通过对测量数据的分析,我们可以得出一些结论。
比如,我们可以评估测量系统的稳定性、精确度和可靠性。
同时,我们还可以检查是否存在系统性偏差和变异,并考虑如何提高测量系统的性能。
步骤六:制定改进计划根据数据分析的结果,我们可以制定改进计划。
这包括提出改进测量设备、调整测量方法和执行员工培训等措施。
确保改进计划能够解决测量系统中存在的问题,并提高测量的准确性和重复性。
步骤七:实施改进计划在这一步骤中,我们需要实施制定的改进计划。
这可能涉及到购买新的测量设备、培训测量员工和更新测量方法等活动。
确保改进计划的顺利实施,并监控改进效果。
步骤八:验证改进效果最后,我们需要验证改进计划的效果。
这可以通过重新进行MSA分析来评估测量系统的准确性和重复性是否得到改善。
计量型和计数性测量系统分析

限
1
• 控制区内表示测量灵敏度
(噪声)。大约一半或更
多的均值应落在控制区外,
那么测量系统能够充分探
测零件之间的变差并能提
供对过程分析和过程控制
有用的信息。
-1
• 同时,可以分析出分析评
价人之间的差异。如有基
准值则可分析出各评价人
-2
的整体偏倚倾向
评价人A 评价人B 评价人C
UCL LCL
极差图
1.0
零件 16 均值
(Xp) .169 -0.851 1.099 0.367 -1.06 -0.186 0.454 17 R==(R-a+R-b+R-c)n =0.3417 18 X-DIFF=MaxX-—MinX- =0.4446 19 UCLR=R=D4 =0.3417*2.58=0.8816
20
8 -0.31 -0.2 -0.17 -0.227 0.14
3)将数据按时间顺序画在X-R控 制图上;
4)结果分析 建立控制限并用标准控制图分 析评价是否稳定
注:如果测量过程是稳定的,数据可 以确定测量系统的偏倚和测量系 统重复性的近似值
5)如不稳定, 需实验设计或其他 分析技术查找原因
稳定性分析示例
工艺小组在工艺中程附 近选择了一个零件,送 测量室测量,确定基准 值为6.01。小组每班测 量这个零件5 次,共测 量4周(20个子组)。 数据收集后作X——R控 制图。
12 2.40 3.80 6.10 7.70 9.40
计算偏倚和均值
使用统计软件计算最佳拟合线:Y=0.7367-0.1317X
X
X
X
X
X
X
X
X
X
计数型测量系统分析

0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 48 96.0%
0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 1 1 0 1 45 47 90.0% 94.0%
3 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 3 2.4%
0 0 0
0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 3
第 1 页,共 2 页
测量项目: 外观判断 测量方法: 目测
测量日期: 被测产品: 零件数量: 50
2 0 0 0 0 0 0 0 0 0 1 0 0 0 0 1 5 4.1%
2 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 6 4.9%
1 4.2%
1 4.2%
0 0.0%
结论 可接受 可接受 可接受 误判率 ≤5% 5%~10% ≥10%
接受- 接受可接受 可接受 可接受 可接受 需改善 需改善
测量者A: 测量者B: 测量者C:
计数型数据测量系统分析
测量者A 测量者B 测量者C 零件 第一次 第二次 第三次 第一次 第二次 第三次 第一次 第二次 第三次 33 0 0 0 0 1 0 0 0 1 34 1 1 1 1 1 1 1 1 1 35 1 1 1 1 1 1 1 1 1 36 1 1 1 1 1 1 1 1 1 37 1 1 1 1 1 1 1 1 1 38 1 1 1 1 1 1 1 1 1 39 1 1 1 1 1 1 1 1 1 40 0 0 0 0 0 0 0 0 0 41 1 1 1 1 1 1 1 1 1 42 1 1 1 1 1 1 0 1 1 43 1 1 1 1 1 1 1 1 1 44 1 1 1 0 1 1 1 1 1 45 1 1 1 1 1 1 1 1 1 46 0 0 0 0 0 0 0 0 0 47 1 1 1 1 1 1 1 1 1 48 1 1 1 1 1 1 1 1 1 49 1 1 1 1 1 1 1 1 1 50 1 1 1 0 1 1 1 1 1 基准 1 1 1 1 1 1 1 0 1 1 1 1 1 0 1 1 1 1 A*基准 有效性 B*基准 有效性
计数型测量系统分析报告_KAPPA
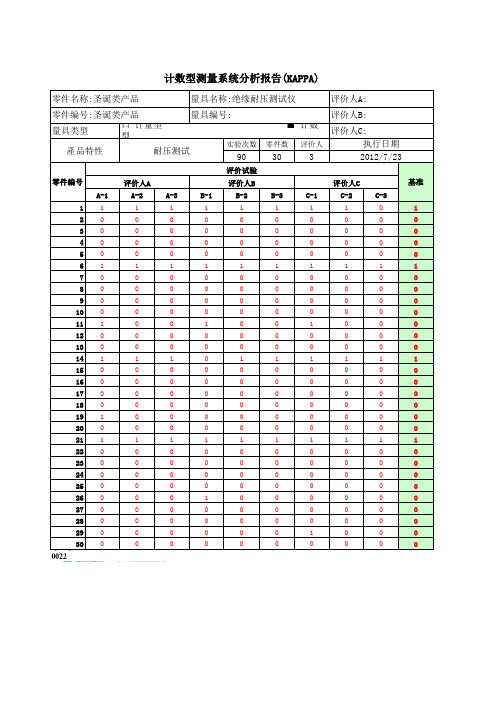
量具名称:绝缘耐压测试仪 量具编号:
评价人A: 评价人B:
口 计量型 耐压测试
■ 计数型 评价人C: 实验次数 零件数 评价人 执行日期 90 30 3 2012-7-23
自评 (自己三者间的比较) A B C 28 27 27 A与B交叉表 0 A 1 计算 期望的计算 计算 期望的计算 计算 期望的计算 B 0 75 65.0 2 12.0 77 77.0 C 0.00 75 65.9 2 11.1 77 77.0 C 0.00 75 65.0 2 12.0 77 77.0 B*C 0.820 Good 1.00 1 11.0 12 2.0 13 13.0 A*C 0.869 Good 1.00 2 11.1 11 1.9 13 13.0 1 1 11.0 12 2.0 13 13.0 总计 76 76 14 14 90 90 总计 77 77 13 13 90 90 总计 76 76 14 14 90 90
869计算期望的计算计算期望的计算期望的计算计算期望的计算计算a与b交叉表b与c交叉表总计总计a计算期望的计算总计总计a与c交叉表kappa?40评价人之间的一致性差kappa7575?kappa40评价人之间有很好的一致性评价人之间有好的一致性
计数型测量系统分析报告(KAPPA)
零件名称:圣诞类产品 零件编号:圣诞类产品 量具类型 產品特性
评价人A A-2 1 0 0 0 0 1 0 0 0 0 0 0 0 1 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 A-3 1 0 0 0 0 1 0 0 0 0 0 0 0 1 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 B-1 1 0 0 0 0 1 0 0 0 0 1 0 0 0 0 0 0 0 0 0 1 0 0 0 0 1 0 0 0 0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Po: Pe:
0.95 0.56Po源自 Pe:0.97 0.57
Po: Pe:
0.90 0.56
评价人与参考之间一致性评价 A Kappa 0.89 判定 一致性好
B 0.92 一致性好
C 0.77 一致性好
计数型测量系统分析报告 Counter Type MSA Report
有效性评价 评价人有效性评价 变差来源 总检查数 正确判断的零件数 错误的接收/漏发警报次数 错误的拒收/错(虚)发警报次数 错误判断的零件数 计算所得的有效性结果 测量系统有效性评价 检查总数 一致的数量 计算所得总的有效性结果 评价人% B 50 45
OP16-C0711 No. 年 + + + + + + 月 + × + + + + 日
自评 A 43
B 45
C 40
与基准一致 A B 43 45 总计 51 51.0 99 99.0 150 150.0
C 40
A×B交叉表 B 0 A 1 总计 B×C交叉表 C 0 B 1 总计 数量 期望的数量 数量 期望的数量 数量 期望的数量 0 42 16.0 9 35.0 51 51.0 1 5 31.0 94 68.0 99 99.0 总计 47 47.0 103 103.0 150 150.0 数量 期望的数量 数量 期望的数量 数量 期望的数量 0 44 16.0 3 31.0 47 47.0 1 7 35.0 96 68.0 103 103.0
OP16-C0711 No. 年 月 日
A 50 43
C 50 40
86%
90%
80%
结果%与参考的比较 A B C 50 50 50 43 45 40 2 3 6 5 2 9 7 5 15 86% 90% 80% 系统有效的结果与参考的比较 50 39 78%
系统有效的结果 50 39 78%
判定准则: 决定测量系统 评价人可被接受 评价人可能被接受-需要改 进 评价人不可被接受-需要改 进 结论: 评价人 A B C 有效性 86% 90% 80% 漏发警报率 4.17% 6.25% 12.50% 错(虚)发警报 4.90% 1.96% 8.82% 判定 可被接受 不可被接受 不可被接受 有效性 下限 上限 85% 80% 0% 100% 100% 80% 漏发警报率 下限 上限 0% 0% 5% 5% 5% 100% 错(虚)发警报 下限 上限 0% 5% 10% 5.00% 10.00% 100% 备注 各条件同时满足 单一条件不满足 时
计数型测量系统分析报告 Counter Type MSA Report
零件代号 零件名称 检查特性 试验次数 3 A A-1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0 1 1 0 1 0 1 A-2 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 0 1 1 1 0 1 1 0 1 0 1 A-3 1 1 0 0 0 0 1 1 0 1 1 0 1 0 1 1 1 1 1 1 0 0 1 1 0 0 1 1 1 0 1 1 1 1 1 0 0 1 0 1 B-1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0 1 1 0 1 0 1 零件样品数 50 操作人数 3 数据记录表 零件序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 B B-2 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 0 1 1 1 0 1 1 0 1 0 1 B-3 1 1 0 0 0 0 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 0 1 1 0 1 0 1 C-1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 0 1 1 1 0 1 1 0 1 0 1 C C-2 1 1 0 0 0 0 0 1 0 1 1 1 1 0 1 1 1 1 1 1 1 1 1 1 0 0 1 1 1 0 1 1 1 1 1 0 0 1 0 1 C-3 1 1 0 0 0 0 1 1 0 1 1 0 1 0 1 1 1 1 1 1 0 0 1 1 0 1 1 1 1 0 1 1 1 1 1 1 0 1 0 1 1 0 Pass/通过 Fail/未通过 量具名称 量具编号 A B C
Po: Pe:
0.93 0.56
Po: Pe:
0.91 0.56
A×C交叉表 C 0 A 1 总计 数量 期望的数量 数量 期望的数量 数量 期望的数量 0 44 17.3 7 33.7 51 51.0 1 7 33.7 92 65.3 99 99.0 总计 51 51.0 99 99.0 150 150.0
OP16-C0711 No. 年 操作员 月 姓名 日
完成日期
参考 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0 1 1 0 1 0 1
参考值 + + + + + + + + + + + + + + + + + + + + + + + + + + + +
代码 + + × × + + + × + × + + + + + + × × + + × + + + × + + + × + × + +
计数型测量系统分析报告 Counter Type MSA Report
41 42 43 44 45 46 47 48 49 50 + 1 0 1 1 0 1 1 0 1 0 允收 数据总结 0×0 0×1 1×0 1×1 A×B 44 7 3 96 B×C 42 5 9 94 A×C 44 7 7 92 A×参考 B×参考 C×参考 46 45 42 5 2 9 2 3 6 97 100 93 1 0 0 1 0 1 1 0 1 0 1 0 1 1 0 1 1 0 1 0 1 0 1 1 0 1 1 0 1 0 拒收 1 0 1 1 0 1 1 0 1 0 1 0 1 1 0 1 1 0 1 0 × 1 0 1 1 0 1 1 0 1 0 可疑待定 1 0 1 1 0 1 1 0 1 0 1 0 0 1 0 1 1 0 1 0 1 0 1 1 0 1 1 0 1 0
分析人:
审批:
Kappa判定准则:Kappa大于0.75表示有很好的一致性,小于0.4表示一致性不好,Kappa最大为1。 A×参考 交叉表 参考 0 A 1 总计 B×参考 交叉表 参考 0 B 1 总计 C×参考 交叉表 参考 0 C 1 总计 数量 期望的数量 数量 期望的数量 数量 期望的数量 0 42 16.3 6 31.7 48 48.0 1 9 34.7 93 67.3 102 102.0 总计 51 51.0 99 99.0 150 150.0 数量 期望的数量 数量 期望的数量 数量 期望的数量 0 45 15.0 3 33.0 48 48.0 1 2 32.0 100 70.0 102 102.0 总计 47 47.0 103 103.0 150 150.0 数量 期望的数量 数量 期望的数量 数量 期望的数量 0 46 16.3 2 31.7 48 48.0 1 5 34.7 97 67.3 102 102.0 总计 51 51.0 99 99.0 150 150.0
Po: Pe:
0.91 0.55
计数型测量系统分析报告 Counter Type MSA Report
评价人之间一致性评价(再现性) A×B Kappa 0.85 判定 一致性好 B×C 0.79 一致性好 A×C 0.79 一致性好
OP16-C0711 No. 年 月 日
Kappa=(Po-Pe)/(1-Pe) Po:检查的一致性,对角线总和/总数 Pe:预期的一致性,对角线总和/总数