品保部-教育训练-basic connector knowledge ok(连接器知识TYCO)
(2020)年群光电子(东莞)有限公司品保部培训教材(DOC页)
群光电子(东莞)有限公司品保部培训教材(DOC页)3F品保部培訓教材一.X公司概況二.X公司品質/ESH政策、目標與X公司文化三.產品生產簡易流程四.物料料號及中英文對照作業流程五.產品編碼辦法六.工單編碼辦法七.人員管理相關要求八.現場管理與品質管制基本知識九.群光品質控制的相關要求十.品質定義、品質紀律與品質意識十一.常用英文單詞十二.ISO基本知識十三.SPC基本知識十四.QCC活動十五.新QC七手法十六.FMEA知識一.X公司概況:1.X公司名稱:群光電子(東莞)有限X公司(ChiconyElectronicsCo.,Ltd)2.含義:“群光”就是“群策群力,共創光明”的中文縮寫,X公司希望所有的干部員工都能夠貢獻出他們的智慧和力量,共同創造X公司的光明前程和美好未來.3.X公司簡介:3.1群光于1983年成立于台灣(CEC);【群光總X公司設在台北】3.21986年美國開廠(CAI);3.31987年設可攜式電腦事業部;3.41988年德國成立分公(CEG);3.51989年泰國工廠開始營養(CET);3.61995年英國開廠(CEK);3.71994年成立于東莞主山(CEMI);【ChiconyElectronicsMainland】3.81998年成立于東莞清溪(CEMII):●1999年10月份,增設MKB事業部門;●2002年5月份,增設DSC事業部;●2002年8月份通過ISO9001:2000認証;●2004年2月份通過ISO14001&OHASAS18001認證;4.X公司主要產品:4.1DKB(DesktopKeyboard):有線鍵盤,無線鍵盤(IR/RF);4.2MKB(MobileKeyboard):NotebookKeyboard,PDA(PersonalDigitalAssistant),TenKeyKeyboard,超薄型鍵盤;4.3DSC(DigitalStillCamera):PCC(PCCamera),DSC(DigitalStillCamera)EMC(EmbeddedMobileCamera),MPC(MobilePhoneCamera)5.X公司決策人物:X公司董事長:許昆泰先生X公司副董事長:林茂林先生(M.K.Lin)DKB事業部總經理:呂進宗先生(Roger_Lu)DSC事業部總經理:韋泉斌先生(James_Wei)MKB事業部總經理劉松平先生(Hank_Liu)CEMII協理:童錦泉先生(CCTung)CEMIII協理:王惠凱先生(Mike.Wang)6.X公司各部門:管理部(ADM):Administration生產部(PROD):Production品保部(QA):QualityAssurance工程部(ENG):Engineering企劃部(PMC):ProductionMaterialControl采購部(PUR):Purchase財務部(FIN):Financial資管部(MIS):ManagementInformationSystem關務部(CTA):7. CEM2組織架構8. 3F 品保組織架構:二.X 公司品質/EHS 政策、目標與X 公司文化1.品質政策:【QualityPolicy 】NoQuality,NoSales.以客為尊● TotalCustomerSatisfaction 全面性客戶滿意● EndlessImprovementAndInnovation 永無止境改進與革新2.品質政策之理解:2.1以客為尊:品質是客戶信心的必備基礎,沒有品質,客戶業務不保;實現符合客戶要求的品質管理系統,建立與客戶長久的業務伙伴關係.2.2全面性客戶滿意::品質、交期、成本、技術、服務等全方位考量客戶需求,確立達到客戶全面性滿意的目標.2.3永無止境改進及革新:持續不斷地創新生產技術;精進品質管理系統,預防品質缺點發生,追求零缺點的品質境界.3.達成品質政策的具體作法:3.1達成”全面性客戶滿意”的具體作法:3.1.1以預防(事前控制)為導向:a.訓練及能力審核(人力方面);b.SPC識別圖及製程AUDIT(製造程序方面);c.文件及資料管制(品質系統方面);d.新產品試產(新產品開發方面);e.機器、儀器、設備確認程序(機器、儀器及設備方面);f.供應商審核及認可程序(物料方面);3.1.2偵測潛在性之問題:a.成品每天或周期性的實施可靠性的實驗;b.摸擬客戶抽驗;c.新產品于群光海外分X公司處在確認其品質OK後方可交至客戶手中.3.2達成”永無止境改進及革新”的具體作法:3.2.1以零缺點為目標;3.2.2不斷改進製程,設備及檢驗方式;3.2.3以市場為導向;4.品質目標:【NoQuality,No.Sales,以客為尊】●品質:以6σ為終極目標,每年改善50%不良率;【Quality:6σGoal,50%ImprovementYearly】●交期:提供客戶及時供貨的服務.【Delivery:ProvideJITLogisticsSupport】●生產力:每年提升15%的Gross、PPH(總產量).【Productivity:15%GrossPPHImprovementYearly】●庫存周轉率:達到壹周之庫存周轉率.【InventoryTurnoverDays:UnderOneWeek】共存關系:長期共同成長之承諾.【Relationship:CommitToContinueGrowingWithCustomer】5.品質目標的理解5.1“σ”是壹個希臘字母,讀音為“西格瑪”,源自于統計學,是用來表示事情(數據)之間變異性的壹個參數,故也稱為標準差.它與平均數的意義相反.σ越小表示數據越穩定,相互間的變異性越小;反之,則表示數據不穩定,變異性大.5.2“6σ”品質:表示此時的品質非常穩定,標準差(σ)非常小,品質的平均值需要加上或減去6σ之上,才能到達規格界限.而在壹般的情況(常態分配)下,超出平均數加上或減去6σ的機率僅為3.4PPM,這就意味著此時的品質超出規格界限的機率---即不良率僅為3.4PPM,幾乎接近為0.5.3當品質達到6σ時,T(全距)=SU(規格上限)-SL(規格下限)=12σ,故CP(制程精密度)=T/6σ=2,這表示此時的制程非常的穩定.5.4PPH:PiecesPermanHour表示”平均每人每小時產量”,它是壹個效率指標.6.X公司文化:紀律第壹,能力第二;以身作則,激發士氯;事前預防,不斷創新;就事論事,工作簡單;解決問題,壹石多鳥;結果導向,賞罰分明;專心積極,勤能補拙;溝通協調,人我雙贏;7.X公司文化的理解:7.1紀律第壹,能力第二:紀律是對每位員工在生活與工作上的行為的壹種制約.X公司對員工的評價首先见員工是否遵守紀律,服從安排;因為X公司是壹個整體,我們要在保證整體的運作、績效與利益的情況下,最在限度地發揮個人才能;而對員工能力的最基本要求,是见其在本職工作的了解、掌握的熟練程度以及績效的達成狀況.7.2以身作則,激發士氣:X公司管理層人員必須身先士卒,以身作則,帶頭遵守X公司的壹切規章制度;同時也要努力調動員工主動積極的工作精神,激發士氣,振奮精神,煥發吸引下屬的人格魅力,將他們團結在自己周圍,形成團體的綜合力和影響力.7.3事前預防,不斷創新:我們要樹立以預防為主的觀念,做到防患於未然.這里的“預防”主要是“生產預防”,“品質預防”,“安全預防”;“創新”就是“未來”,是企業經營管理過程中恆久不變的主旋律.組織的創新機制,團體的創新能力和員工的創新意識是“創新”三位壹體的基本結構;X公司更希望任何人對自己的本職工作有追求上進,不斷創新的精神.7.4就事論事,工作簡單:對某人某事的評價盡量采用公平、公正的客觀態度,就事論事,絕不讓個人私人感情與情緒影響工作和對問題的分析判斷;在與人溝通與配合的時候,尊重客觀事實,不將事情複雜化,在現有制度的情況下,尋求壹種最簡單的,雙方都能接受的方式,並高效地完成工作.7.5解決問題,壹石多鳥:解決問題時,我們要避免“頭痛醫頭,腳痛醫腳”的現象,我們需要找出問題的根本原因,從之入手解決,做到真正的治本,並同時將類以的問題共同解決.7.6結果導向,賞罰分明:對員工工作成績的評價主要以該員工之工作結果是否令人滿意為依據;根據工作結果的好壞給予優秀者獎勵,劣差者處罰.7.7專心積極,勤能補拙:任何人對工作必須認真積極,全身心投入;勤勞是能彌補先天不足的,也就是俗語的“笨鳥先飛”,“天道酬勤”,我們欣賞工作勤奮努力的人.7.8溝通協調,人我雙贏:人與人之間,部門之間應加強溝通協調,讓大家的思想行為達成統壹,為共同的目標服務.只有這樣,大家才有可能走向成功的道路.8.X公司ESH政策與目標8.1ESH政策:●遵守環保及安全健康法令;●預防環保及安全事故發生;●持續改善環保及安全健康,滿足社會及客戶需求;8.2ESH目標:●重傷、重災為0例●職業病發病率為0例●廢物處理100%合法或妥善處理●千人月輕傷率低於2/1000●食堂廢氣排放量優於GB18483-2001●95%員工接受相關ESH培訓●建立安全責任制三.群光X公司產品生產簡易流程:1.DKB/MKB產品生產簡易流程:注:IQA:In-comingQualityAssurance進料品質保證AI:AutoinsertTU:TouchupKT(Keytop):鍵帽線AP(AutoPrinting):自動印刷FA(FinalAssembly):終段組裝線OQA(Out-goingQualityAssurance):成品出貨品質保證2.DSC產品生產簡易流程:四.物料料號及中英文對照表:五.產品編碼辦法:1.DSC產品編碼辦法:DC-357020301000其他,如無特別定義,以0補之客戶代碼:100代表Chicony,200代表NoBrand劃素(PIXEL)碼:030代表30萬畫素攝像元件碼:1代表CCD,2代表CMOS產品代碼:第壹碼3代表2003年;第二碼5代表EMC產品(1代表PCC,2代表DualMode,3代表DSC);第三~四碼70-代表產品順序產品大分類碼:DC-代表數位相機產品2.MKB產品編碼辦法:MP-01153US387客戶代碼語言別:如,US,J0,LA,E0等機種別:如,0118,0123,9925等MKB產品大分類碼,MP-代表普通鍵盤KU-代表USB鍵盤,KB-代表PS2鍵盤六.工單編碼辦法:1.DSC工單編碼原則:DOA4 F002流水號月份(6月)年份(2004年)站別(Ass’y)工單別(DO正常工單)(DR返工工單)(DS試產工單)2.MKB工單編碼原則:MOF0 4E001流水號月份(5月)年份(2004年)站別(FA站)工單別(MO正常工單)(MR返工工單)(MS試產工單)七.MKB/DSC人員管理相關要求:1.儀容儀表準則:1.1員工進入車間,壹律穿工衣,戴防塵帽,帽子戴正于頭上,夏天衣鈕扣須扣好,冬裝工衣拉鏈要拉至胸口,袖口須全部扣好.1.2員工進入車間,均須換穿工鞋,且工鞋不得穿離車間或辦公區域以外.1.3男員工不可穿西式短褲進入車間.1.4員工廠證配戴注意事項:員工進入車間,壹律需配戴廠證.廠證正面朝外掛廠證處,不可翻掛,更不可掛于他處.(如工衣左臂無掛勾,則掛于左邊衣領下方.)1.5員工壹律不可戴手表、戒指進入車間或其他工作區域,如有發現,則作沒收處理.1.6任何員工均不可留長指甲,亦不可涂指甲油.1.7男員工不準留長發(以不蓋住兩耳為宜)及長胡子.1.8女員工頭發長過15cm時,進入車間前必須扎好放于背後.1.9員工不宜穿褲腳過長的褲子.如褲腳過長,可適當卷起,但不可卷得過高,亦不可將褲腳扎入襪子內.1.10員工工作中,應保持坐姿端正,服裝整齊.站立時亦應保持良好的站姿,不可東倒西歪.1.11員工壹律不允許在車間內梳頭.2.紀律要求:2.1上班需提前五分鐘至工作崗位.2.2每天早晨提前10分鐘集合開早會.2.3上班期間壹律不許擅自離位,必須以過組長許可,作好離位登記,戴好離位卡方可,時間不得超過十分鐘,違者5元/1次2.4有事請假須事先得到組長同意,嚴禁先斬後奏或請人代請,違者以曠工論處,且第壹次罰款20元,第二次罰款50元;第三次開除,病假需有廠醫或公立醫院證明.3.檢查員如何做好品質:3.1按照規定之作業方法或操作檢驗程序來做.3.2有疑問或發現異常時立即反映給上壹級主管.3.3采取預防不良品發生的心態與作風.3.4做出的產品品質讓下壹站的客戶滿意.4.合格檢查員應具備的條件:4.1遵守紀律,服從安排.4.2發生問題,反映問題.4.3公平公正,堅持原則.4.4富有團隊精神.5.員工績效評核獎賞及優秀員工評核辦法:5.1優秀員工評核辦法:a.具備合格檢查員四個條件.b.每月無漏失.c.評為優秀員工每月獎40元.1.2每月無漏失,無違紀者視績效佳,員工每月獎勵20元.1.3連續四個月超標者將予以解雇或開除,組長不定時對各工位檢查作稽核,稽核不合格者納入月底總評績效.1.4月底總評績效,超越DPPM目標者罰款5~40元(視漏失項目及總體績效而定).1.5漏失A類缺點每漏失壹項罰款5元.1.6漏失電性功能(穩定)不良每漏失壹項罰款10元.八.現場管理與品質管制其本知識:1.產生變異的五大要因(4M1E):2.變異的分類:2.1機遇性原因(經常性問題):這類問題屬於系統問題,如環境因素、管理因素.如壹個人的體溫在正常情況下會有0.5度左右的上下起伏變動,這個變動即可接受與不易防止的.2.2非機遇性原因(偶發性問題):這類問題屬於局部性問題,如模具突發故障,或新進之員工造成不良.此類變異是假如有去注意應該能够發現的,也是產品不穩定的來源,而且是容易控制的.3.問題描述與分析的方法(5W1H):4.管理循環(戴明循環) P---Plan 計劃D---Do 做C---Check 檢查A---Action 處置5.解決問題的八大步驟(8D):5.1組隊D5.2問題描述5.3圍堵計劃5.4原因分析5.5改善對策5.6效果確認5.7預防再發生/標準化Action5.8總結6.防止不良品發生的要決6.1穩定的人員6.2良好的教育訓練6.3建立標準化6.4消除環境髒亂的現象6.5統計品質管制6.6穩定的供應廠商6.7完善的機器保養制度7.品質管理的“三不政策”:7.1不接受不良品7.2不製造不良品7.3不放過不良品8.不良品的“四不放過”原則:8.1原因未查明不放過8.2責任不明確不放過8.3對策沒落實不放過8.4效果不明確不放過9.工作教導的方法:9.1第壹步:說給你聽;9.2第二步:做給你见;9.3第三步:讓他自己做;9.4第四步:糾正不良動作,重複之上步驟,直至OK.10.現場人員管理的四大原則10.1每個人是否都有事做;(計劃保證)10.2每個人是否都知道該怎樣做;(培訓保證)10.3每個人是否都在按著要求做;(稽核保證)10.4每個人是否都在認真積極地做;(士氣保證)11.“5S”的意義:11.1整理(Seiri):將工作場所任何物品分為有必要的則留,無必要的則棄.11.2整頓(Seiton):把留下來的必要物品依規定位置擺放整齊並加以標示.11.3清掃(Seiso):將工作場所见得見與见不見的地方清掃干淨,保持場所干淨,亮麗的環境.11.4清潔(Seiketsu):保持之上的成果(整理、整頓、清掃)\11.5素養(Shitsuke):每位成員養成良好的習慣,並遵守規則做事,培養主動,積極的精神.12.不良品管制:12.1標示:用紅色標簽將不良品處標示出來.12.2隔離:將不良品放入紅色膠框,與良品及待驗品區別開來.12.3記錄:將檢驗,結果記在報表上.12.4處置:不良品交由組長通知生產部修理或報廢,修理ok後之待驗品放入綠框內,從第壹個外觀檢驗工位前投拉正常流拉檢驗.13.報表的四個基本要求13.1及時:所做報表要有及時性,在規定時段內做好每份報表且有壹不良馬上記錄13.2準確:對報表上所記錄的不良項目及數量要真實準確.13.3完整:對報表內所規定記錄的每壹項內容如:線別,日期,工單,數量,機種等須認真,如實的填寫完全.13.4整潔:要卷面干淨,書寫整齊,不可隨意涂改或將報表弄的卷角及破損不堪等九:群光品質管制的相關要求1.產品規格核對的依據1.1BOM:核對材料的明細;1.2承認書(含圖紙):核對材料的規格;1.3ECN(MECN/PECN/TECN):保證最新規格的執行;1.4檢驗規範:確認產品本身的規格2.群光制程檢查的五種方式2.1自主檢查:避免自已接收/制造/放過不良品;2.2首件檢查:確保整個制程都已符合標準狀態,材料均使用正確,成品滿足規格要求,以預防整性問題的發生;2.3巡迴檢查:通過定時或不定時的巡迴檢查,復核員工作業的正確性,並作員工無法檢查的管制項目,以預防發生變異;2.4成品檢查:確定產品本身的品質,保證為良品送到下壹站;2.5制程稽核:隨時注意員工是否遵守作業標準,相關程序是否符合SOP規定和ISO品質保證系統的要求,檢驗報告是否正確等; 3.產品判定的方式3.1ACCEPT:不良無不良,或不良在可接收的範圍內;3.2RETURN:不良已超出可接收的範圍;3.3HOLD:因規格不清等特殊因素,需暫保留判定意見,待進壹步驗證后再裁決;3.4WAIVE:不良已超出接收範圍,但不影響客人的使用,故先短期放行,但仍需要進壹步改善;4.群光X公司顏色管理規定:4.1藍色(blue):良品4.2紅色(red):不良品4.3綠色(green):堆機或待驗品4.4黃色(yellow):良品來料或在制品5.制程管制的四個重要時段5.1上班前半個小時a.員工是否有到齊b.員工的精神狀態是否良好c.工位是否按照制程要求排定d.員工的作業方式是否有變異e.治具.機器等有否校驗f.手套.報表等有否發放g.材料是否正確h.生產是否正常5.2下班前半小時a.員工的工作態度是否穩定b.制程是否順暢,有無堆機c.紀律有否遵守,有無隨意離位d.下班前,物品擺放有無歸位5.3換單前半小時a.工序是否按照制程要求排定b.有無作業指導書c.物料是否正確d.作業是否符合要求e.檢驗標準是否正確f.生產是否正常5.4異常發生後半小時a.良品與不良品有無區分b.判定標準是否正確c.改善對策有無落實d.改善對策有無效果e.有否追溯異常發生前的產品是否OKf.異常是否已受到控制,生產是否正常6.群光X公司ECN的種類與變更方式6.1ECN的種類6.1.1PECN(ProcessEngineerChangeNotice):制程變更通知6.1.2MECN(MaterialEngineerChangeNotice):材料變更通知6.1.3TECN(TemporaryEngineerChangeNotice):臨時變更通知6.2ECN的方式6.2.1Immediatelychange:立即變更,包含庫存品,在制品均需立即變更;6.2.2Changebylot:從某人出貨批/工單開始變更;6.2.3Runingchange:將所有舊的用完后,跟隨變更;7.首件確認與BOM核對作業辦法::(略:參考SOP《C-WI16-01》)8.PDR作業程序(略:參考SOP《QP19矯正和預防措施程序》)9.產品的鑑別與追溯性(略:參考SOPQP11產品標示和可追蹤性作業程序》)十.品質定義、品質意識與品質紀律:(略:詳見童協理教材)十壹.常用英文單詞的含議:(略:詳見教材)十二:ISO基本知識(略:詳見教材)十三:SPC基本知識(略:詳見教材)十四:QCC活動(略:詳見教材)十五.新QC七手法(略:詳見教材)十六.FMEA知識(略:詳見教材)。
品保部基本相关知识点

学习必备欢迎下载品管部基础知识一 .什么是品保 ?1.品保:产品品质质量的保证,2.包括品质管理与品质管制,3. 对外是一种承诺即保证将客户所需要的产品质量交给客户,对内是一种要求 ,即要求生产线要生产出符合客户质量要求的产品.二 .为什么要品保 ?1.市场竞争强烈,市场竞争也由价格竟争转向质量竞争为主.因此品质是拉住客户最有效的利器2.对于一个公司的产品没有质量就没有明天,“以质取胜”是使企业立于不败之地的法宝.三 .何为品质管理 ?如何做品质管理 ?所谓品质管理就是利用一些必要的手段,进行维持、改善提高品质.它涵盖有 4 个步骤:制定品质标准 .检验与标准是否一致 .采取矫正措施并追踪结果.修订新标准 .要做好品质管理步骤如下:重视制度 ,实施标准化重视执行 (重视品质管理所涵盖的 4 个步骤 )重视分析重视不断的改善重视教育训练改善循环与维持循环 .制定企业品质活动月推行 5S 运动品保岗位名词解释:IQC: 进料检验人员 ,本公司针对原物料部分以及OEM 产品来料检验部分 ;QA: 品质保证 ,主要针对产品功能性进行检验IPQC:制程检验人员 (随线检验人员 );OQC:出货检验人员 (对产品出货过程进行抽检工作,保证产品出货之品质 ):四 .品质异常单的发放程序 :IPQC:1.IPQC 提出品质异常 ,IPQC 填写品质异常单 .2.交品管主管确认签名3.发至生产部主任手上 ,生产部主任可将品质异常单发给下面各各级主管填写 ,也可由主任自己填写 ,但其改善措施和其原因分析必须由下面级别干部签名并落实改善对策.4.交生产部最高主管签名确认 .5.交品管登记回收并跟踪确认改善结果 ,品管主管根据改善结果确认其改善的有效性 ,决定该品质异常是否结案 ,对于不能结案的品质异常 ,制造单位需要重新提出改善措施直到结案为止 .6.经品管主管签名确认 .学习必备欢迎下载7.回归品管存档IQC:1.IQC 提出品质异常 ,IQC 填写品质异常单 .2.交品管主管确认签名3.发至异常责任部门主管填写 ,填写改善措施和其原因分析落实改善对策 .4.交品管登记回收并跟踪确认改善结果 ,品管主管根据改善结果确认其改善的有效性 ,决定该品质异常是否结案 ,对于不能结案的品质异常 ,制造单位需要重新提出改善措施直到结案为止 .5.经品管主管签名确认 .6.回归品管存档●品质异常单内容填写 :1.品质异常现象和结果确认需由品管填写 .2.品质异常原因分析、改善措施、改善结果需由责任单位填写.3.品质异常单的原因分析和改善措施不得重复出现 ,否则其改善措施将列入无效措施 (除非特殊情况 , 但需经厂内最高主管签名确认 ,品管才承认事实 .)五.不合格品处理程序 :1.不合格品处理单由各相关单位主管申请 ,经生产部经理、品管部经理、厂内最高主管批准后方可去品保拿不合格品处理单 .2.不合格品处理单发放回收一律需由品管登记编号 .3. 不合格品处理单需填写清楚该批不合格品的具体数量 (由相关单位统计 ,IPQC 签名确认 )及不合格原因 .4.每张不合格品处理单只准填写一个料号 .5.不合格品处理单需经相关各部门最高主管签名 ,最后需经品管部经理签名处置裁决 ,各相关单位按不合格品处理单上处置裁决的内容处理该批不良板 .六.连盟料号意义及常用公英制单位常用之公英制单位换算:长度: 1m=10dm=100cm=1000mm=1000000um1in=2.54cm=25.4mm=1000mil1mm=39.37mil1oz=1.36mil 电容: 1F=1000000μF,1μF=1000nF=1000000pF贴片电容一般采用直接表示法,例如:103 表示 10*10 3 =1000pF=0.01uF;229 表示22*10 9 =22000000000pF=1000μF电阻: 1MΩ=1000KΩ=1000000Ω贴片电阻一般采用直接表示法,单位为Ω(欧姆),如“ 202”表示 20*10 2=2000Ω=2K七 . 常用量规仪器的使用学习必备欢迎下载一.游标卡尺的使用 .1.先打开游标卡尺 ,直接将游标卡尺闭合后旋转示数表直至显示正中间零位置.2.将游标卡尺归零 ,要反复调试 ,至少三次 ;3.测量电路板外形时 ,用两爪牙刚好抓住被测物体的两条边 ,所测出之数值即为要量之值 ,与归零时的松紧要一致 .4.测量卡槽时 ,且两个爪牙刚好卡在槽边 ,与归零时的松紧一致 .二.高脚镜的使用 :1.把高脚镜放在待测物之上 .2.移动高脚镜到待测之具体位置 .3.左手扶着高脚镜 ,用右眼对着上端之目镜向下看 .4.用右手调粗调之清晰度 ,直到能十分清晰、明确的看到待测点时为止 .5.用右手调细调中之十字刻度 ,待位置定好后 ,能够准确读取数值方可 .6.读取所测之数值且记录下来 .三.目镜之使用 .1.打开盒子取出目镜 ,且打开盖子 .2.把目镜放在待测物上 .3.移动目镜到所测之准确位置 .4.用目镜中之扇形刻度中的一条直线刻度线量取所测物之长,刻度线应与所测物平行 .5.用目镜测斜边角度时,把扇形中的直线刻度与所取纵截面的左侧线相重合,且0 点与横截面的下止线聚积点吻合 ,待斜边与近似量角器的某一斜线相贴合时 ,与之相对应的角度值 ,即为所测斜边之角度 .八. 8S培训一 .整理整顿的重要性1.仪容不整或穿着不整齐的工作人员.有碍观瞻 ,影响工作场所气氛 :缺少一致性 ,不易识别防碍沟通协调.2.机器设备摆放不当 .作业流程不流畅 ,增加搬运距离 ,虚耗工时增多 .3.机器设备保养不良 .不整洁的机器 ,就如同开或坐一部脏乱的汽车 ,开车及坐的人均不舒服 ,影响工作士气 ,机器设备保养不讲究 ,从而对产品的品质也不讲究 ,机器设备保养不良 ,影响使用寿命及机器精确度 ,从而降低生产效率 ,并使品质无法提高 .故障率高 ,增加开机时间及增加修理成本 .4.原料、半成品、成品、整修品、报废品随意摆放.容易混料 ,要花时间去找要用的东西 ,管理人员看不出物品到底有多少 ,增加人员走动的时间 ,易造成堆积 .5.工具乱摆放 .增加找寻时间 ,增人员走动 ,工具损坏快 .6.运料通道不当 .工作场所不流畅 ,增加搬运时间 ,易生危险 .7.工作人员的座位或坐资不当.易生疲劳 ,有碍观赏 ,影响作业场所士气 ,易产生工作场所秩序问题.综合以上种种不良现象,可以看出 ,不良现象均会造成浪费 ,这些浪费包括 :(1)资金的浪费 ;(2)场所的浪费 ;(3)人员的浪费 ;(4)士气的浪费(7)品质的浪费;;学习必备(5)形象的浪费 ;(8)成本的浪费 ;欢迎下载(6)效率的浪费;二.8S 效应1.提升企业的形象 .2.提升员工的归属感 .3.减少浪费 .4.安全有保障 .5.效率提升 .6.品质保障 .九 . IQC 基础知识一 .建立 IQC 的目的 :建立 IQC 主要为保证所进原物料及相关物品的质量得到保证避免给公司造成不必要的损失和浪费.,从而减少在使用过程中不良现象的发生,二 .IQC人员要做到快、准、熟、细、深、记、实、比、多、敢10 点:1.快 :逢事要快 ,应该办的事要马上办理 ,特别是生产急用物料 ,要以最快的速度检验完毕 ,以免影响生产进度 .2.准:准确无误 ,保证所检查之物料投入生产不会遭到投诉 ,不要经常失误 .3.熟:熟悉理解检验标准并熟练检查 .4.细:仔细检查 ,细心检查 .5.深:深入、彻底、检查物料要全面 ,要多深入了解物料情况 ,跟踪问题要彻底 .6.记:记录 ,大脑记忆是有限 ,把问题重点记在笔记本上 .7.实:检查要脚踏实地 ,不要马马虎虎得过且过 .8.比:把自己的工作经验和别人的工作经验作对比 ,吸取别人的优点 ,改善自己的缺点 .9.多:多学、多问、多思考、多理解 .10.敢:敢于承担责任 ,出现失误立即采取补救措施 ,把损失降到最低点 .三 .原物料检查 :收到仓库进料验收单后 ,准备好所需的使用工具及相关表单 ,对照相应的进料检验规范进行检查 ,并作好记录 ,检验完毕须贴进料制程标示卡 ,检验合格贴合格标示卡 ,通知仓库可入库 ,若检验不合格 ,须写出进料检验报告 ,呈交上级主管 ,待上给主管裁决裁决结果出来后要立即通知仓库如何处置该批不良品 ,并贴上标示 ,以免混乱误发给生产线给生产带来影响 .。
品保部教育训练资料

品保部教育训练资料一、泛蓝科技有限公司的品质政策:1.泛蓝科技有限公司的品质方针:品质重于泰山服务跨越五洲2.泛蓝科技有限公司的品质承诺:泛蓝努力达到客户的充分满意泛蓝从不停止改善品质泛蓝产品品质贯穿于设计和生产全过程3.泛蓝科技有限公司的品质目标:a、顾客满意度≥99%b、准时交货率≥98%c、制程直通合格率≥95%d、成品抽检合格率≥98%e、进料检验合格率≥95%二、品保部所负责项目:1、IQC(Incoming Quality Control):进料质量控制负责范围:公司所有产品的各个组成部件购进时所进行的检验2、IPQC(In Process Quality Control):制程质量控制负责范围:从所有物料购进后到完成品出货之前的所有品质管控3、QC(Quality Control):质量控制负责范围:保证产品外观、功能100%良品4、OQA(Outgoing Quality Assurance):出货质量保证依据客定标准验收→站在客户的角度来检验品质5、QE(Quality Engineer):质量工程三、常用术语及定义术语定义备注AQL Acceptance Quality Level 允收质量水准BOM Bill Of Material 物料清单CAR Corrective Actions Request 纠正行动要求书CRI Critical 致命缺陷MAJ Major 主要缺陷MIN Minor 轻微缺陷ECN Engineering Change Notice 工程变更通知单ECR Engineering Change Request 工程变更要求表ED Engineering Document 工程文件PE production engineering 生产工程IE Industrial Engineer 工业工程MR Management representation 管理者代表ODM Original Design Manufacture 原始设计制造客户委托设计、生产OEM Original Equipment Manufacture 原始设备制造客户委托生产OJT On Job Training 岗位培训SA Specification For Approval 零件承认书PO Purchase Order 采购订单DPPM Defective Parts Per Million 每百万件中的不良件数QA Quality Assurance 质量保证QM Quality Manual 质量手册QMS Quality Management System 质量管理体系QP Quality Plan 质量计划QPA Quality Process Analysis 质量制程评估RE Record 记录SD Shipment Date 交付日期SIP Standard Inspection Procedure 检验标准书SOP Standard Operation Procedure 作业标准书SPC Statistical Process Control 统计制程控制WI Work Instruction 工作指导书四、如何成为一名合格的品检员?1、具备较强的基础理论知识,掌握和了解使用材料之特性及计算方法,识别方法2、具备较强的品质观念及素养,掌握和了解品管七大手法,并灵活运用3、具备较强的沟通能力,协调能力和正常处理相关部门人员的关系4、具备5S理念,以身作责并监督执行5、熟悉制程作业,检验作业指导书,正确利用查核表五、设置品保的作业和好处?作用:监督,指导,保证产品质量,防止不良品发生好处:提高市场竟争力,达到客户要求六、设置OQC的作业及必要性1、确保品质符合客户的要求,防止不良品流入客户手中2、发现产品品质不良应及时向相关单位反映,并要求相关单位改善追踪3、设置OQC可以及时反映制造品质状况,反映批量性成品是否符合客户要求4、设置OQC可以有利于保证品质,保证出货成品品质更接近客户要求5、设置OQC有利于提升品质,保证出货品质,减少客人退货及抱怨七、不安定不良1、何为不安定不良:不符合规格要求的不良现象,有时出现,有时不出现或只是偶尔出现的不良2、发生不安定不良应如何处理?A:保留现象,汇报此项不良给上级领导B:知会工程、制造人员进行判定C:由工程人员分析处理,并提出此项不良的判定标准D:品保人员追踪改善结果,并制定此项不良的判定标准3、不安定不良一般发生的场合A:测试时或外部力量撞击时出现B:因环境,温度或时间等因素导致出现或不出现C:因某种特殊动作可能导致出现或不出现4、出现不安定不良时的处理方法A:反复测试10次以上,如若此项不良再出现则判为不良,不出现即判为良品B:在出货报表上备注此不良现象八、其它品质资料1、品管七大手法:特性要因图、柏拉图、直方图、散布图、查核表、管制图、层别法2、品质是指:以经济的手段来满足客户的要求,品质的意义在于产品的品质,而品质是因为达到客户要求的程度,且相于对表示一种价值。
2024年品保部培训计划
2024年品保部培训计划一、背景随着科技的飞速发展和全球市场的日益竞争,品质保障部门在企业中的地位愈发重要。
品质保障部门负责保证产品或服务的质量符合客户的需求和标准,并且始终保持在高标准下。
而要保证品质的高标准,品保部门员工的素质和技能也就显得至关重要。
因此,我们制定了2024年品保部门的培训计划,旨在提高员工的专业技能和素质水平,全力以赴为企业的成功发展保驾护航。
二、培训目标1. 提高员工的专业技能,使其能够更好地负责产品或服务的品质保障工作;2. 提高员工的综合素质,使其更好地适应市场变化和发展需求;3. 增强员工的团队合作意识和沟通能力,使其能够更好地与其他部门协作,提高整体工作效率;4. 全面培养员工的创新能力和问题解决能力,以应对日益复杂的市场挑战。
三、培训内容1. 专业技能培训(1)产品质量管理及控制技术(2)过程改善技术和方法(3)品质审核与认证规范(4)数据分析及统计技术2. 素质提升培训(1)沟通与协作能力培训(2)领导力和团队管理培训(3)创新意识和解决问题能力培训3. 实践培训(1)实际案例分析和模拟训练(2)岗位轮岗和实习锻炼四、培训方法1. 理论教学专业技能培训将采用专业讲师授课、视频教学等形式,以系统性地传授专业技能和知识。
2. 案例分析结合实际案例,引导员工深入了解品质保障工作中可能出现的问题,并学会分析和解决问题的方法。
3. 实践操作利用实验室、车间等场所,进行现场操作练习和模拟训练,使员工能够熟练掌握实际操作技巧。
4. 学习交流组织员工参加行业交流会、研讨会等,促进员工之间的学习交流,从而加深对品质保障工作的认识和理解。
五、培训计划1. 第一季度(1)进行产品质量管理及控制技术的基础培训,包括产品检验和品质控制的基本原理及方法;(2)开展品质审核与认证规范的学习,了解ISO9000等认证体系的基本要求;(3)组织员工参加品质管理实践案例分析研讨。
2. 第二季度(1)进行过程改善技术和方法的深度培训,学习6Sigma、PDCA等质量管理工具的使用;(2)开展沟通与协作能力培训,提高员工的团队合作意识;(3)组织员工参加品质管理领域专家讲座和交流会。
品保基础知识

品保基礎知識一、品質之發展史1.定義:品質:產品或服務的特征與特性之整體,以滿足隱含條件或顯在條件之特性總和.2. 品質的發展趨勢大致如下:年代品質的歷史面品質的觀念面品質的制度面1900年代作業員的品質管制品質是“檢查出來的品檢(QI) ↓領班的品質管制1920年代↓檢驗員的品質管制↓1940年代統計的品質管制品質是“制造“出來的品管(QC)↓↓↓品質保証品質是“設計出來的品保(QA)↓↓↓1960年代全面品質管制品質是“管理出來的全面品管(TQC)↓↓↓1980年代全面品質保証品質是“習慣“出來的全面品保(TQA)第一階段:品質是檢查出來的從18世紀、19世紀、及一戰三個時期,都是藉著檢查來維持產品的品質,因此對品質的觀念也僅止于:品質是檢查出來的,品質制度也只是依靠檢查(QI quality Inspection)第二個階段:品質是制造出來的隨著統計的品質管制的出現,使人們對品質的的識知也隨之改變,即為:產品在制造時,必須采取回饋與預防措施來改善品質,預防不良品的發生.此階段的品質觀念即為:品質是制造出來的.品質制度亦發展成為:回饋改善為主的QC(quality control ) 制度.第三階段:品質是設計出來的.到二戰時期人們研究發現,以住廠商只注意到自己廠內產品的品質,而忽略了廠外的品質(即產品的運輸和使用階段的品質),為了保証這兩個階段(廠內及廠外)產品的可靠度,需要產品在企划與設計階段就先管制好,即在設計階段就把客戶的需求考慮進去.此階段的品質觀念即為:產品是設計出來的.品質制度亦進入了考慮到顧客需求、產品設計與客訴處理為主的QA制度( Quality Assurance 品質保証).第四階段:品質是管理出來的.當學者費根堡提出{全面品管}的觀念后,企業界逐漸發現,產品品質不只是品管單位的責任,而是企業全體員工的工作,需要大家一同參與,品質也不再只存于產品面上,已擴展到工作面,及提供服務的層面上.此時的品質觀念進展為:品質是管理出來的.而品質制度也演進到TQC(Total Quality control全面品質管制)制度第五階段:品質是習慣出來的.近年來,隨著員工在工作上有了較正確的價值觀及企業品質文化的塑造,從訓練而產生個人態度的改變,再到個人行為的改變,最后引起團體行為的變革.,這種變革是由大家習慣的生活方式養成的.此時的品質觀念進展到:品質是習慣出來的,而品質制度亦進展為TQA (Total Quality Assurance全面品質保証)3. 名詞解釋:QI (Quality Inspection)品質檢查:根據檢查標准測定品質,然后將結果與標准加以比較,以決定產品是否合格QC(Quality Control ) 品質管制:經由測定品質的實際水准與標准核對比較,然后采取必要的措施,矯正其間的差異,藉以達成所預期的品質之一系列活動.QA(Quality Assurance)品質保証:以客戶的立場,來維持產品品質.TQC(Total Quality control)全面品質管制:將一個組織內,各單位的品質開發、品質維持及品質改進的各項努力整合起來,藉以使行銷、工程、生產與售后服務能以達到最經濟的水准,使顧客完全滿意的有效制度.TQA(Total Quality Assurance)全面品質保証:以顧客為導向,從企划、執行、檢查、到回饋,包含了公司所有的部門及所有的成員不斷的追求品質改善,TQA是依循零缺點的保証而成為習慣的一種生活方式.4. 品質大師們對品質的理念1)顧客或使用者的需要,才是決定品質水准的最重要因素.2)品質應是公司的整體策略的核心.3)品質意識的培訓應成為公司文化的一部份.4)公司的高階層應以行為表達他們追求卓越品質的決心,中階層應努力學習品質改善的新知識或新技能,而低階層應對品管作業水准,做有系統的了解與切實執行.5)人力資源是影響品管效果的關鍵因素,而教育與訓練是不可節省的投資.6)品管的核心是預防,而非補救..二:品質觀念與品管技朮發展趨勢1.品質所代表的意義,從最早的價格為最主要條件,變成所謂與設計一致產品功能,再發展成消費者或使用者的合用水准,決定品質的力量,從賣方的生產導向,邁向以買為重的{市場導向},以至今天的{社會導向}.即價格→產品的一致性功能→消費者或使用者合用水准→在社會大眾生活中所創造的價值品質力量的演化過程:賣方的生產導向→買方市場導向→社會導向2.從品管技朮的應用層面來看.從未端成品檢驗,發展成制程統計檢驗,再到整個生產系統的品質管制,而后再發展到包括顧客、供應商及研展階段等非計量因素之{品質管理系統}.其后品管范圍更擴大到,除了品管專業部門之內部所有階層與組織系統.而至今日所強調的全員參與與認同,邁進人人都要掌握基本的品質管制技朮.即為:未端成品檢驗→制程統計檢驗→生產系統品管→加入非計量因素的品質管理系統→進入策略層面,綜合上下的全面品管系統→全員參與,形成全公司品管.3.從品質被重視的層面來看.從維護品質只偏屬某些人的例行工作,發展某些行的技朮,再成為組織的一項特定功能,一項應付竟爭的短期戰朮,而后成為一項定的政策,最后能入整個成長的體制,成為組織長期的策略目標.即某些人的例行工作→某些行的技朮→一項特定的組織功能→短期性戰朮→政策→長期性的整體策略.4.如從責任歸屬的選移來看。
材料检验项目
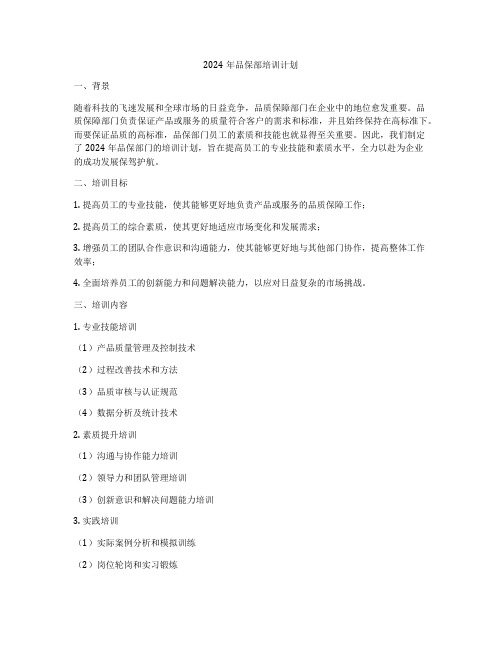
材料检验项⽬品保部教育训练⼀、公司产品:碳钢、合⾦钢、不锈钢线材。
⼆、产品⽤途:冷锻、螺丝、螺帽、螺栓、五⾦线…….等。
三、材质四、减⾯率=A 2-B 2/A 2=?%PS :A :原线径B :最终线径五、所有钢种减⾯率最好>30%EX :3.50mm 成品线须⽤多⼤的盘元⽣产,减⾯率?%A :3.50×3.50÷0.7=√=4.18mm 母线⾄少要⼤于4.18mm 。
所以⽤5.5mm 的盘元抽3.50mm 即可(减⾯率59%)六、材质区分①、碳钢五⼤基本元素C 、Si 、Mn 、P 、S ②、 AISI 1018AKPS :10 代表普通碳钢18 代表平均含C 量(%) AK 代表AL KILLED(铝脱氧)③、1A 、6A 、8A 、10A 、16A 、18A 、22A 、35A 、40A 最⼤的不同处即含C的不同。
PS:含碳量的不同对螺丝热处理有很⼤的影响,故千万不可混料。
如:客户订18A、22A却⽤8A及10A做给客户。
④、碳钢与合⾦钢最⼤的区别,合⾦钢多加了合⾦元素如35ACR则多加了Cr,SCM435多加了Cr与Mo。
⑤、不锈钢⼀般分为3系(俗称18-8)与4系。
3系为(沃斯⽥铁系)41×系(⿇⽥散铁系)43×系(肥粒铁系)⑥、雪肥波波明粒←来←→来→碳铁铁铁铁0.8%C 2%C亚共析钢共析钢过共析钢(肥粒铁+波来铁) (波来铁) (波来铁+雪明碳铁)⑦、以含碳量做区分:⼀般可分为0.30%以下低碳钢0.30-0.60% 中碳钢0.60%以上⾼碳钢七、制程(1)、碳钢、合⾦钢:①、DD :盘元→酸洗(磷酸塩)→精抽②、SAIP:盘元→粗抽→炖炉→酸洗(磷酸塩)→精抽盘元→酸洗(⽯灰) →粗抽→炖炉→酸洗(磷酸塩)→精抽③、SAFX:盘元→粗抽→炖炉盘元→酸洗(⽯灰) →粗抽→炖炉④、SAFS:盘元→粗抽→炖炉→酸洗(磷酸塩)盘元→酸洗(⽯灰) →粗抽→炖炉→酸洗(磷酸塩)(2)、不锈钢:①、BAFX:盘元→PC →粗抽→固溶②、 BAFS :盘元→ PC →粗抽→固溶→草酸盐(或PC) ③、 BAIP :盘元→ PC →粗抽→固溶→精抽⼋、检验项⽬及重点:检验可分IQC 、IPQC 、FQC (1)、IQC(进料检验)分为原料和物料①、原料(盘元)备注: 1、有线缝时,必须于该粒盘元卷号背号说明可抽到?mm 。
品质部品质基础知识培训教材
一、品质
日本品管大师石川馨有一句名言:“品质,始于教 育,终于教育”。品质,它本身是个很模糊的名词,但 它却代表着企业生命,再者,产品品质的好坏,服务品 质的好坏,往往都要看企业内每一个成员对品质的认识 及心态。因之品质教育的第一个要务是要唤起企业全体 成员对品质的“重视”,尤其是高层主管方面要树立起 “品质意识”及“危机意识”。
对于初、中阶管理人员,主要以“品质意识”为灌输,诸如:
1.购入不好的材料,就难有好的成品。 2.不依照标准的作业方法操作,不良率会增高。 3.工作场所不讲究(清理),会造更多的不良。 4.机器、工具、模具平时不保养,生产不出好产品。 5.不良品多,效率就低,生产奖金受影响。 6.不良品多,经常返修补货,交期有问题,就得加班赶生产。 ⒎不良品多,是一种不光荣的事情。
• 1950年,美国的戴博士到日本推广品质管制时,即以各企业的高阶主
管为对象,唤起各企业主管的重视,以此作为品质管制导入的突破口。
• 品质意识是一种理性认知成分,指人们对产品品质、工作品质、服务品
质的认识、了解、掌握品质知识的程序,对品质的认识信念以及质量 素养,对品质的评估等,都属品质意识范围,品质意识以态度影响最 大,可以说品质意识是品质态度的基础,所以要培养员工的品质意识。
• 第二阶段 领班的品质管制
19世纪开始,生产方式逐步变为将多数人集合在一起,而置于一领班 的临督之下,由领班来负责每一个作业员的品质。
• 第三阶段 检查员的品质管制
一次大战期间,工厂开始变得复杂,原有的一个领班除了要管理大量 的工人以外,还要负责管理品质,显得力不从心,因而发展出指定专 人来负责产品检验。
也就是层别法提供了统计的基础,柏拉图法则可帮助我们抓住关 键性的事情。
品保部培训资料

以过程为基础的QMS模式
C客 R
U户 e
S要
q u
T求 i
O
r e
Mm
E
e n
Rt
CONTINUAL IMPROVEMENT OF
THE QUALITY MANAGEMENT SYSTEM 质量管理体系的持续改进
品管基础知识及技能
12. IPQC现埸管理的五大要素(4M1E)是什么? 人(人员Man) 机:(机器设备,仪器Machine) 物:(Material) 法:(作业方法Mathed) 环:(作业环境Environment)
品管基础知识及技能
13. IPQC如何把握“三现”? 现物:不良品的实物 现状:不良品的形状 现场:发生不良的地方
该做?何时浪费?、 Who:何人做?何人正在做?何做好?有何能做?该由何
人做?何人浪费? How:如何做?如何去做?如何做好?没有其他方法吗?
没有其他该做的?如何浪费? How Much:成本多少
品管基础知识及技能
11.品管简写术语 IQC:进料检验 IPQC:制程稽核(制程检验) FQC:最终检验 OQC:出货检验 OBA:开箱检验
品管基础知识及技能
6.ECN的中文意思是什么? 工程更改通知单:Engneering Change Note的缩写。 7.MRB是什么意思 Material Review Board的缩写.意思为物料管制委员会. 8.BOM的中文意思是什么? BOM的中文意思是物料清单即BILL OF MATERIAL 9.TQM的中文意思是什么? TQM是TOTAL QUALITY MANAGEMENT的缩写,意即全
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连 接 器 的 结 构
端子(间)的接触界面
图1-1
5
6
1.2.3 端子簧片
端子簧片提供如下三个功能: A、传输电力或信号 B、提供端子正向力来建立和维持可分离的端子接触界面 C、提供永久性端子接触界面的连接点 对于第一项功能,只要弹簧片导电性能好即可,最常用的弹簧片材料是铜合金。 对于第二项功能,则复杂得多。受到材料的性能、结构设计等影响。端子簧片如 图 1-2 所示。
1 2
一、连接器介绍 1、什么是连接器?
我们所讨论的连接器是指电子连接器。至少可以从两个层次来定义连接器: A、功能和使用环境,是做什么用的,要符合什么要求 B、本身结构、材料
1.2. 连接器的结构
连接器有四个结构性的元素,它们是: A、端子(间)的接触界面 B、端子的表面处理 C、端子的簧片 D、连接器的壳体 请参考图1-1。
1.1. 连接器的功能
连接器主要用在CC&CE(Communication Computer & Consumer Electronics)和 Net connect (网络),Industrial & commercial(GIC, 工业和商业)和Automotive(汽车) 上。 从功 能上定义: 电子连接器:在一个电子系统中的两个子系统之间提供一个可分离的连接,而又不会 系统的性能产生不可接受的影响。 可分离性是我们要使用连接器的理由,方便对一个系统的子系统或零件的维修、升 级。 同时,这种连接对系统的性能不能产生任何不可接受的影响。例如信号的吸收、衰 减、 电力的损耗。
对
4
可分离和不可接受的的限度的要求,决定于连接器的具体应用要求。
端子的簧片
连接器的壳体
1.2.2 端子的表面处理
端子的表面处理有两个主要功能: A、保护端子簧片的基材不生锈 B、优化端子间的接触界面 第一个功能很简单,就是端子簧片(通常是铜合金)完全被镀层覆盖。而第二个功能则 复杂许多。要优化端子间的接触界面,意味着要对端子接触界面存在的膜层或产生的膜层 进行控制。要达到低的和稳定电阻,必须端子间的接触是金属性的。 端子的表面处理 端子的表面处理主要分为两大类: A、贵金属表面处理 我们所讲的贵金属即惰性金属。主要有金(Au)、钯(Pd)及其合金。 B、非贵金属的表面处理 锡是最常用的非贵金属表面处理,因为它的表面氧化层很容易在连接器插入过程 中被破坏掉。银也是一种非贵金属表面处理,因为它的表面有产生硫化物膜的趋势。一般 来说,根据可分离的或永久性的端子表面接触来决定选用哪种表面处理。可分离式的, 采取镍底层镀金的表面处理;永久性的采取镍底层镀锡的表面处理。
R(永久性接触的接触界面 – 结构
从微观上来看,几乎所有的端子表面都是粗糙的。表面的粗糙程度是用表面粗糙度参数来 度量的。AMP使用的典型卷铜材的R(粗糙度)是6至16微英寸. 实际上,端子间的接触是较少的。只是我们外观所看到的接触区域的一小部分。如图2-2所 示的模型,两个圆球在力F的作用下的接触界面。A表示肉眼可见的几何形状和外观接触界面。 B表示从微观上看的接触效果。事实上端子的表面只有几个“山峰”是接触的。如果力F增加,则 端子表面会靠得更近,会有更多的“山峰”接触。随着作用力的增加,接触界面会以如下三种方 式发生变化: A、以前存在的接触点会尺寸增大,因为凹凸不平的凸点的塑性变形。 B、新的接触点出现了,因为表面靠得更近了。 C、外观可见的接触区域更大了。
端子的簧片
1.2.4. 连接器壳体(HOUSING)
连接器壳体提供如下四项功能 A、端子间的电气绝缘 B、固定端子的几何位置,利于插入和尺寸稳定 C、为端子提供机械保护和支撑 D、将端子从应用环境中隔离开来,减少对腐蚀的敏感 第四次功能主要决定于壳体的设计,怎样去“封闭”端子,其它几项功能决定于材 料的性能、制造的工艺、壳体模具的设计等。在考虑选择壳体材料时,不仅要考虑连 接器本身应用的要求,还要考虑壳体制造工艺及连接器的安装工艺的要求。
7
图1-2
8
二、端子的接触界面
2.1 端子的接触界面 – 对电性能的影响 R总体电阻=R(永久性接触)+R(体电阻)+R(接触电阻) 公式2-1
R(体电阻)
R(接触电阻)
R(体电阻)
如 图2-1所示的连接器,通过测量两个PCB板的引线可以测量连接器的整体电阻。电阻 范围大约为2~20微欧姆。电阻包含三个方面: 永久性接触界面的电阻的范围为几个至几十个微欧,体电阻 是端子弹簧片的电阻,图 2-1指的是公型弹簧片和母型弹簧片的电阻,取决于弹簧片的材料、 几何形状,其范围 也一般为几至几十微欧。可分离式的接触电阻一般只有几个微欧或更低。 低的和稳定的电阻是连接器的一个主要要求之一,永久性接触电阻和体电阻是稳定 的,总体电阻的不稳定是由接触电阻引起的。
图2-2
11 12
2.3 端子的接触电阻
R(接触电阻) =R(集中电阻)+R(膜层电阻) 膜层主要有: 氧化物膜层,存在于大部分膜层 化学膜层,包含氯化物、硫化物、氮化物等,所处的环境有关,是化学粘附 吸附膜层,通常为水和有机物,松散地吸附在表面 污染物层 因此, R(膜层电阻)主要与其使用的环境有关 图2-3 和 2-4 分别描述了集中电阻和膜层结构。 公式 2-2 R(集中电阻)主要由接触的面积及接触面的表面处理有关
3
1.2.1. 端子间的接触界面
端子间的接触界面决定了端子的电阻、连接器的寿命(性能不失效的情况下插拨次数) 和失效的发生。 端子间的接触界面有两种形式: 可分离性接触------连接器的每次插入时形成的联接 永久性接触------连接器固定在子系统上的点,这些点是当作永久连接的 。 永久性的接触有两种类型: 机械性:包括压接(Crimp)、刺破(IDC)、压入(Press in)和绕线(Wrapped Connections) 金属性:端子接触界面形成了金属性的接触,如焊接(Soldering)和点焊(Welding)
连接器基础知识
Prepared by: Beck Ye Date: 14-Oct.-2003 14- Oct.-
连接器基础知识
目录
一、连接器介绍 二、端子接触界面 三、端子表面处理 四、端子弹片 五、连接器壳体 六、可分离的接触界面 七、连接器失效机理 八、永久性接触界面(线/电缆) 九、永久性接触界面(PWB/线路板) 十、信号连接器 十一、电源连接器 十二、连接器的可靠性