塑料瓶检验原始记录
塑料瓶检验报告

塑料瓶检验报告1. 概述本文档是针对塑料瓶的检验报告,旨在评估其质量和安全性。
塑料瓶是一种广泛应用于食品、饮料、化妆品等领域的包装材料,其质量和安全性对于保障消费者的健康非常重要。
在本次检验中,我们将对塑料瓶的外观、物理性能以及化学性能进行全面检测和评估。
2. 外观检验外观是评估塑料瓶质量的重要指标之一。
通过外观检验可以评估瓶体表面的平整度、透明度、色差等特性。
在本次检验中,我们采用目测和仪器测量相结合的方式进行了外观检验。
2.1 目测检验通过目测检验,我们观察塑料瓶的表面是否存在裂纹、气泡和异物等缺陷,并记录下来。
经过检验,本次样品共发现了3个瓶体表面微小破损的裂纹,但这些破损不影响其结构和安全性能。
2.2 仪器测量我们使用光学仪器对塑料瓶的透明度、色差和外观质量进行了仪器测量和评估。
通过测量,我们得到了以下结果:•透明度:100%•色差:△E = 0.5•外观质量:良好经过外观检验,塑料瓶表面没有明显缺陷和质量问题,符合相关标准要求。
3. 物理性能检验物理性能是评估塑料瓶强度和耐久性的重要指标。
在本次检验中,我们对塑料瓶的抗压强度、耐热性和耐冲击性进行了检测。
3.1 抗压强度测试我们采用压力试验机对塑料瓶进行了抗压强度测试。
此测试旨在评估塑料瓶在承受压力时的变形和破裂情况。
经过测试,我们得到了以下结果:•塑料瓶的抗压强度为120N/mm²,满足相关标准要求。
3.2 耐热性测试耐热性是评估塑料瓶在高温环境下的变形和安全性能的指标。
我们将塑料瓶放置在高温箱中,以模拟高温环境对其影响。
经过测试,我们得到了以下结果:•塑料瓶在100℃高温下无明显变形和熔化现象,保持了良好的结构完整性。
3.3 耐冲击性测试耐冲击性是评估塑料瓶在碰撞和摔落时抵抗破裂的能力。
我们使用冲击试验仪对塑料瓶进行了冲击测试。
经过测试,我们得到了以下结果:•塑料瓶经受30cm高度自由落体冲击后,未发生破裂和严重变形。
根据物理性能检验结果,可以确定塑料瓶具有良好的强度和耐久性。
塑料瓶裂痕检测报告单

塑料瓶裂痕检测报告单
塑料瓶裂痕检测报告单
编号:xxxx
日期:xxxx年xx月xx日
被检物品信息:
品名:塑料瓶
材质:聚乙烯(PE)
规格:500ml
样品数量:10个
检测项目:
1. 外观检查
2. 裂痕检测
检测结果:
1. 外观检查:
样品外观整洁,无明显损伤、变形、褶皱等情况。
2. 裂痕检测:
检测方法:采用目测和手触方式进行检测。
检测结果如下:
样品1:无裂痕
样品2:无裂痕
样品3:无裂痕
样品4:无裂痕
样品5:无裂痕
样品6:无裂痕
样品7:有裂痕
样品8:无裂痕
样品9:无裂痕
样品10:无裂痕
结论:
经检测,样品中有1个存在裂痕情况,其余样品未发现裂痕。
建议:
对于有裂痕的瓶子,建议立即停止使用,以免出现瓶子破裂而导致的潜在危险。
同时,建议生产厂家进行疑似问题产品的追溯调查,查找问题产生的原因,确保产品质量安全。
备注:
本检测报告仅对样品进行了裂痕检测,不包含其他检测项目。
如需进行其他方面的检测,可根据需要提供相应的检测服务。
检测单位:
xxxx检测有限公司
日期:xxxx年xx月xx日。
GMP质量体系外包装生产原始记录
GMP质量体系外包装生产原始记录GMP(Good Manufacturing Practices)质量体系是一套严格监管药品、食品和医疗器械生产过程的国际标准。
在药品生产过程中,外包装也是非常重要的一环,因此需要进行详细的生产记录。
以下是一份GMP质量体系外包装生产原始记录的例子,供参考。
产品名称:XXX药品生产日期:YYYY年MM月DD日生产车间:XXX车间1.原材料准备1.1外包装材料原材料名称批号规格数量使用数量纸盒XXX XXX XXX XXX塑料瓶X XX XXX XXX XXX铝箔袋X XX XXX XXX XXX药品包装袋XXX XXX XXX XXX其他XXX XXX XXX XXX2.外包装材料检查记录2.1纸盒检查记录检查项目检查标准检查结果备注尺寸XXX 合格/不合格XXX印刷质量XXX 合格/不合格XXX 折叠情况XXX 合格/不合格XXX 其他XXX 合格/不合格XXX2.2塑料瓶检查记录检查项目检查标准检查结果备注尺寸XXX 合格/不合格XXX外观XXX 合格/不合格XXX颈部包封XXX 合格/不合格XXX 其他XXX 合格/不合格XXX2.3铝箔袋检查记录检查项目检查标准检查结果备注尺寸XXX 合格/不合格XXX印刷质量XXX 合格/不合格XXX 包封情况XXX 合格/不合格XXX 其他XXX 合格/不合格XXX2.4药品包装袋检查记录检查项目检查标准检查结果备注尺寸XXX 合格/不合格XXX印刷质量XXX 合格/不合格XXX包封情况XXX 合格/不合格XXX其他XXX 合格/不合格XXX3.外包装过程记录3.1外包装工艺流程步骤操作内容操作人员备注1 纸盒折叠XXX XXX2 纸盒印刷XXX XXX3 塑料瓶灌装XXX XXX4 铝箔袋封合XXX XXX5 药品包装袋封合XXX XXX6 外包装装箱XXX XXX3.2外包装操作记录步骤操作内容操作时间操作人员备注1 纸盒折叠XXX XXX XXX2 纸盒印刷XXX XXX XXX3 塑料瓶灌装XXX XXX XXX4 铝箔袋封合XXX XXX XXX5 药品包装袋封合XXX XXX XXX6 外包装装箱XXX XXX XXX4.外包装设备清洁记录设备名称清洁项目清洁时间清洁人员备注纸盒印刷机XXX XXX XXX XXX塑料瓶灌装机XXX XXX XXX XXX铝箔袋封合机XXX XXX XXX XXX药品包装袋封合机XXX XXX XXX XXX其他设备XXX XXX XXX XXX5.外包装质量抽检记录样品名称批号检验项目检验标准抽检数量合格数量不合格数量复检人员XXX药品XXX 外观质量XXX XXX XXX XXX XXXXXX药品XXX 尺寸检验XXX XXX XXX XXX XXXXXX药品XXX 印刷质量XXX XXX XXX XXX XXXXXX药品XXX 其他 XXX XXX XXX XXX XXX以上是一份GMP质量体系外包装生产原始记录的范例,对于确保药品生产过程中外包装的质量和安全非常重要。
产品检验原始记录
产品检验原始记录日期:XXXX年XX月XX日检验员:XXX一、产品基本信息产品名称:XXXXX生产日期:XXXX年XX月XX日生产批次:XXXXX生产线号:XXXXX包装规格:XXXXX二、检验项目和要求序号检验项目检验要求1外观检查外包装应完好无损,内包装应清洁无异味;产品表面应无明显划痕、锈蚀等瑕疵。
2规格尺寸产品尺寸应符合标准规定。
3功能性能产品应具备正常的功能性能,能够满足使用要求。
4安全性能产品应符合相关的安全标准,无伤害人体的物质和设计缺陷。
三、检验步骤和结果1.外观检查-检查外包装:外包装完好无损,无破损,符合要求。
-检查内包装:内包装清洁无异味,符合要求。
-检查产品表面:产品表面无明显划痕、锈蚀等瑕疵,符合要求。
2.规格尺寸-使用测量工具对产品进行测量。
-比较测量结果与标准规定,确认产品尺寸是否符合要求。
3.功能性能-连接电源,进行基本功能测试。
-检查产品是否能够正常工作,是否满足预期的功能要求。
4.安全性能-检查产品是否符合相关的安全标准,如防火性能、电气安全等。
-检查产品是否存在可能伤害人体的物质和设计缺陷。
四、检验结论根据对产品的检验结果进行综合评估1.外观检查:合格2.规格尺寸:合格3.功能性能:合格4.安全性能:合格五、总结与建议经过本次产品检验,产品符合相关的质量标准和要求,具备正常的外观、规格、功能和安全性能。
建议在生产过程中继续保持良好的品质控制,确保产品的稳定性和一致性。
六、备注七、检验员签名:。
无汽瓶原始记录

成型饱满、色泽均匀,无气泡、生料、冷斑、污点及雾状发白。
瓶底
注塑口不超过底平面。
单项判定
□合格
□不合格
检验项目
高度极限偏差(单位:mm)
标准要求
□H<150±0.5□150≤H≤220:±1.0□H>220:±1.5
检验结果
H1
H0
△H
单项判定
□合格
□不合格
公式:
聚酯(PET)无汽饮料瓶
样品编号
QG20150
检验依据
QB 2357-1998
判定依据
QB 2357-1998
检验内容
外观高度极限偏差垂直度极限偏差容量偏差
密封性能跌落性能耐寒性
样品前处理
将试样置于(23±1)℃,湿度(50±5)%RH条件下至少4h。
检验项目
外观
——
标准要求
检验结果
瓶口
瓶口端面应平整,螺纹应圆滑无崩缺,溢料毛边不超过0.3mm。
D(g/mL)
V0(mL)
平均值
V1(mL)
偏差
单项判定
□合格
□不合格
公式:
G1—G0平均值V0—V1
V0= V =×100
D V1
式中:
G1————瓶和水的总质量,g;V0——瓶的测量容量,mL;
GO————空瓶的质量,g;V1————公称容量,mL;
D——一定温度下水的表观密度,g/mL;V——容量偏差,%。
标准要求
无变化
试验方法
取样瓶5个放置(-20±2)℃的冷冻箱中,8h后检查其变化。
检验结果
单项判定
□合格
□不合格
仪器设备
名称编号
产品过程检验原始记录表(制瓶车间)

产品检验测量记录
规格尺寸 次数 时间 模底号 重量/ 克 满口容 瓶口不 瓶身高 瓶口内 瓶口外径 防伪牙 压盖高 量 平行度 度/mm 径/mm /mm 外径/mm 度/mm (ml) /mm 挂钩高 度/mm 丝外 径 /mm 内应力 理化指标 抗冲击力 抗热震 耐内压 耐水 /J 性 力 性 备注
产品过程检验原始记录表
车间/机台/班组: 产品名称: 检验项目 行列机 1.产品测量记录 □ 2.网带速度 □ 3.网带清洁度 □ 退火炉 包检
次数 1 2 4.首末检验 □ 5.质量检验(员工操作规范) □ 6.灯检 □ 13.合格证 □ 14.产品防护 □ 15.雨雪天气产品防护 □ 时间 数量 (只) 不合格产品缺陷等级 严重(A) 一般(B) 轻微(C) 7.产品测量记录 □
QR-ZG-006
开始时间:
结束时间:
8.套袋/裹纸 □ 9.码垛/装箱 □ 10.不合格品隔离、标识 □ 11.打包带 □ 12.缠绕膜 □ 数量 (只) 不合格产品缺陷等级 严重(A) 一般(B) 轻微(C)
次数 3 4
时间
生 产 异 常 情 况
合格率 合格率=(样本总数-A-0.5×B-(1/3)×C)/样本总数×100%=(
-1×
-0.5×
-(1/3)×
)/(
)×100%=
/
×100%=
%
是否同意入库 □是 入库数量: 件 只(合计: 只) □否 备注: 结果判定 注:符合要求在“□”内打“√”;不符合要求在“□”内打“×”,并描述不符合情况;若无此项按“ 15.雨雪天产品防护 □”划掉。
入库人员签字:
质检
模塑聚苯乙烯泡沫塑料检验原始记录表-副本-副本-副本

模塑聚苯乙烯泡沫塑料检验原始记录表-副本-副本-副本检验单位:XXX公司
检验日期:XXXX年XX月XX日
一、样品信息:
样品名称:模塑聚苯乙烯泡沫塑料
生产厂家:XXX公司
样品编号:XXX
生产日期:XXXX年XX月XX日
样品数量:XX个
样品规格:XXmm*XXmm*XXmm
二、检验项目及结果:
1.外观检验
外观要求:无明显破损、变形、色素异物等。
外观检验结果:符合要求。
2.密度检验
密度要求:XXg/cm³
实测密度:XXg/cm³
密度检验结果:符合要求。
3.抗压强度检验
抗压强度要求:XXkPa
实测抗压强度:XXkPa
抗压强度检验结果:符合要求。
4.热导率检验
热导率要求:XXW/(m·K)
实测热导率:XXW/(m·K)
热导率检验结果:符合要求。
5.尺寸检验
尺寸要求:XXmm*XXmm*XXmm
实测尺寸:XXmm*XXmm*XXmm
尺寸检验结果:符合要求。
6.含水率检验
含水率要求:XX%
实测含水率:XX%
含水率检验结果:符合要求。
7.燃烧性检验
燃烧性要求:不易燃
燃烧性检验结果:符合要求。
三、检验结论:
经检验,样品模塑聚苯乙烯泡沫塑料各项指标均符合要求,合格。
四、备注:
无。
以上内容完整地记录了模塑聚苯乙烯泡沫塑料的检验过程和结果,以确保产品符合质量要求。
如有需要,可以根据实际情况进行调整和修改。
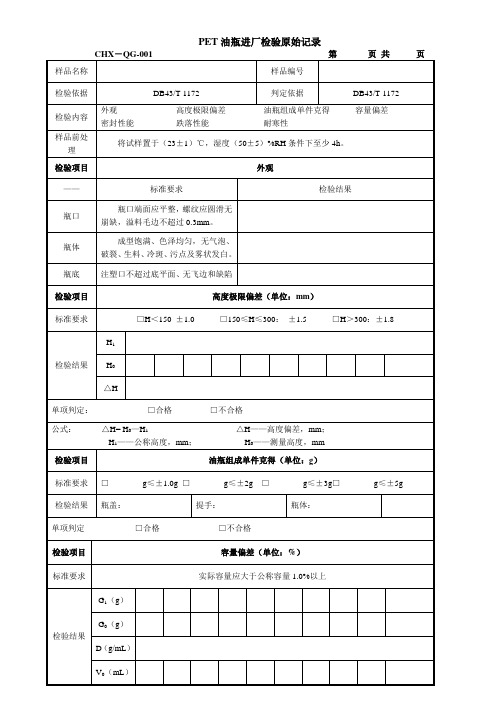
PET油瓶原始记录模版
样品编号
检验依据
DB43/T 1172
判定依据
DB43/T 1172
检验内容
外观高度极限偏差油瓶组成单件克得容量偏差
密封性能跌落性能耐寒性
样品前处理
将试样置于(23±1)℃,湿度(50±5)%RH条件下至少4h。
检验项目
外观
——
标准要求
检验结果
瓶口
瓶口端面应平整,螺纹应圆滑无崩缺,溢料毛边不超过0.3mm。
取样瓶5个放置(-20±2)℃的冷冻箱中,8h后检查其变化。
检验结果
单项判定:□合格□不合格
检验人员:
日期:
校对人员:
日期:
瓶体
成型饱满、色泽均匀,无气泡、破裂、生料、冷斑、污点及雾状发白。
瓶底
注塑口不超过底平面、无飞边和缺陷
检验项目
高度极限偏差(单位:mm)
标准要求
□H<150±1.0□150≤H≤300:±1.5□H>300:±1.8
检验结果
H1
H0
△H
单项判定:□合格□不合格
公式:△H= H0—H1△H——高度偏差,mm;
H1——公称高度,mm;H0——测量高度,mm检验源自目油瓶组成单件克得(单位:g)
标准要求
□g≤±1.0g□g≤±2g□g≤±3g□g≤±5g
检验结果
瓶盖:
提手:
瓶体:
单项判定□合格□不合格
检验项目
容量偏差(单位:%)
标准要求
实际容量应大于公称容量1.0%以上
检验结果
G1(g)
G0(g)
D(g/mL)
检验项目
密封性能
标准要求
无渗漏
试验方法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
饮料瓶成品检验报告
品 名 生产批号 检验日期 抽样数量 Q/320500SXRY001-2011《聚乙烯饮料瓶》 要 求 结 果 单项判定 □合 格 □不合格 □合 格 □不合格 生产日期 生产数量 执行标准 检验项目 瓶口 外观 瓶体
瓶口端正平整,螺纹圆滑,无塌缺。 成型饱满,塑化良好,色泽均匀,站 立稳固,无明显气泡和污点。 高度H,mm 极限偏差 ±0.5 ±1.0 ±1.5 极限偏差 ±0.5 ±1.0 ±1.5 极限偏差 ≤3 ≤4.5 ≤6.4 公称(20℃) -8
高度偏差
<150 150~300 >300 直径D,mm
□合 格 □不合格
直径□合 格 □不合格
瓶体中心线对瓶 底平面垂直度的 偏差
>150 150~500 <500
□合 格 □不合格
容 容量 偏差
量
满口(85℃) 极限偏差+20
<300 ≥300
-8 极限偏差+16
□合 格 □不合格
极限偏差+30 -10 极限偏差+20 -10 产品 □符合□ 不符合Q/320500 SXRY001-2011标准规定的要求。
判
定
备
注