焊工实训教学大纲
初级电焊工实操教学大纲

初级电焊工实操教学大纲初级电焊工实操教学大纲引言:电焊技术作为一项重要的实用技能,广泛应用于工业制造、建筑施工等领域。
初级电焊工实操教学大纲的制定对于培养合格的电焊技术人才具有重要意义。
本文将从实操教学的目标、内容、方法以及评估等方面进行论述,旨在为初级电焊工实操教学提供一定的指导。
一、教学目标初级电焊工实操教学的目标是培养学生掌握电焊技术的基本理论知识和实际操作技能,具备安全操作电焊设备的能力,能够独立完成常见焊接任务,并具备一定的故障排除能力。
二、教学内容1. 电焊设备与工具的认识与使用学生需要了解电焊设备的种类、结构和工作原理,学习正确使用电焊设备的方法和操作技巧。
同时,还需要了解电焊工具的种类和使用方法,如电焊钳、电焊面罩等。
2. 焊接材料与焊接接头的制备学生需要学习各种焊接材料的特性和用途,掌握焊接接头的制备方法,包括焊缝准备、材料的切割和清洁等。
3. 电弧焊的基本操作学生需要学习电弧焊的基本操作技术,包括电流和电压的调节、电极的选择和更换、焊接电弧的稳定控制等。
4. 焊接缺陷与质量控制学生需要学习常见的焊接缺陷及其成因,了解焊接质量控制的方法和要求,学习焊接质量检测的基本原理和方法。
三、教学方法1. 理论与实践相结合教师可以通过课堂讲解、实验演示等方式,将理论知识与实际操作相结合,帮助学生更好地理解和掌握电焊技术。
2. 实操训练学生需要进行一定的实操训练,通过实际操作电焊设备,熟悉焊接材料的使用方法,提高焊接接头的制备和焊接质量。
3. 个性化指导针对学生的不同水平和学习能力,教师可以进行个性化指导,帮助学生解决实操中的问题,提高学习效果。
四、教学评估1. 实操成绩评估学生的实操成绩是评估其实操能力的重要依据,可以通过实操任务的完成情况、焊接接头的质量等进行评估。
2. 理论知识考核学生需要参加理论知识的考核,包括课堂测试、实验报告等形式,以评估其对电焊技术的理解和掌握程度。
3. 实操技能竞赛可以组织实操技能竞赛,通过比赛的形式评估学生的实操技能水平,激发学生的学习兴趣和竞争意识。
焊工课程教学大纲doc
引言概述:焊工课程是培养学为合格焊工的重要教育环节。
本文旨在为焊工课程制定一个详细而专业的教学大纲,以确保课程内容系统、有条理地传授给学生,使他们掌握焊接技术和工艺,具备实践操作能力。
该教学大纲分为引言概述、正文内容和总结三个部分,正文内容分5个大点阐述,每个大点分59个小点详细阐述。
正文内容:大点1:焊接基础知识1.1焊接的定义和分类1.1.1焊接的概念及其在工业生产和日常生活中的应用1.1.2焊接的分类及其特点(电弧焊、气体保护焊、等离子焊等)1.2焊接工艺和参数1.2.1焊接工艺的流程和要求1.2.2焊接参数的选择和调节(电流、电压、焊接速度等)1.3焊接材料与设备1.3.1焊接材料的选择与性能1.3.2焊接设备的种类和特点大点2:焊接操作技能2.1焊接工具和设备的使用2.1.1焊接机的操作和维护2.1.2焊接工具的选择和使用2.2焊接安全操作规范2.2.1焊接操作中的安全注意事项2.2.2焊接操作中的应急处理方法2.3焊接接头的制作和检验2.3.1不同接头类型的制作流程和要求2.3.2接头质量的检验和评估方法大点3:焊接技术与工艺掌握3.1标准焊接工艺的学习和应用3.1.1国际、国家和行业标准的学习和理解3.1.2标准焊接工艺的开发和改进3.2焊接问题的处理和解决3.2.1焊接过程中常见问题的识别和处理方法3.2.2焊接质量问题的分析和改进措施3.3新兴焊接技术的研究和应用3.3.1激光焊接、激光熔覆等新兴焊接技术的学习和掌握3.3.2新兴焊接技术在实际项目中的应用案例大点4:焊接质量控制与管理4.1焊接质量标准和要求4.1.1国际、国家和行业对焊接质量的标准和要求4.1.2焊接质量评估的方法和技术4.2焊接缺陷的预防和控制4.2.1焊接缺陷产生的原因和预防措施4.2.2焊接缺陷的检测和修复方法4.3焊接工艺控制和优化4.3.1焊接参数的控制和优化方法4.3.2焊接工艺的改进和优化实践大点5:焊接实践与项目应用5.1焊接实践操作训练5.1.1焊接实验操作的内容和要求5.1.2焊接实验的设计和评估方法5.2焊接项目应用案例分析5.2.1实际工程项目中的焊接过程和要求5.2.2焊接项目应用中的问题和解决方法总结:通过本文编写的焊工课程教学大纲,学生在课程学习过程中可以系统地学习焊接的基础知识、操作技能和工艺掌握。
焊工(中级)实训教学大纲

焊工(中级)实训教学大纲一.课程总学时:188(理论)+188(实操)课程总课时:376 实训总学时:188 总学分:50必开实训个数:9 选开实训个数:4二.适用专业:焊接、机电一体化三.考核方式及办法:理论考核+实训操作考核四.配套的实训教材或指导书:《电焊工技能训练》中国劳动社会保障出版社《电焊工》中国劳动出版社五.实训项目:焊条电弧焊的实习操作、气割、气焊、CO2气体保护焊、氩弧焊。
六、目的和要求熟悉焊条电弧焊焊条直径,焊接电流和焊接速度对焊接质量的影响,正确选择焊接电流,焊条直径,独立完成手弧焊的平,立,横,仰位置焊接。
了解气焊气割设备的组成及作用,火焰的种类,调节方法和应用,正确调整火焰,独立完成气焊的平焊焊接。
通过实习使学生达到中级工水平。
七、实训方式集中讲解,集中实训,演示示范,突出重点。
附:课时分配表实训项目讲授实习小计引弧及平敷焊平对接焊平角焊立对接焊立角焊CO2焊气焊、气割实训课题一:引弧及平敷焊实训学时数:16(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人(四)实训目的与要求:通过实训,使学生对焊条电弧焊的引弧方法有个全面的认识。
结合理论课程的学习,使学生较好的掌握直击法和划擦法引燃电弧的方法。
(五)考核方式:实训操作考核(六)实训内容:一、了解焊条电弧焊的引弧的基本方法。
二、练习并引燃电弧,保证焊缝头部的质量。
三、掌握平敷焊的基本操作技能。
(七)主要仪器设备及其配套数:15台ZX7—400直流焊机、敲渣锤、钢丝刷、钢板若干块。
(八)实训材料消耗费:每组每学时用焊条1Kg及若干钢板。
实训课题二:运条方法实训学时数:4(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人(四)实训目的与要求:通过实训,使学生对焊条电弧焊的运条方法有个全面的认识。
结合理论课程的学习,使学生较好的掌握几种运条方法及应用范围(五)考核方式:实训操作考核(六)实训内容:一、了解焊条电弧焊焊条的几种基本运条方法。
《焊工实训(上岗证)》教学大纲
《焊工实习》教学大纲一、课程性质、目的和任务本课充分考虑各地区中等职来技术学校素质教育和技能培养有机地结合,使学生掌握专业知识和技能的同时,还给学生以发展后劲,充实新知识新技术、新工艺和新方法。
学生在技能训练过程中反复学习、理解、熟悉基本理论,就枯燥学习为实际运用,变被动接受知识为主动求知最终达到掌握本专业知识和技能要求目的。
培养学生掌握中级电焊工所需的工艺理论知识和实际的操作技能;并能熟练地使用、调整和维护本工种的主要设备;培养学生养成良好的职业道德;具有安全生产和文明生产的习惯。
在达到理论与实际课题要求之后,可结合生产实习,并完成一定的生产任务。
二、教学基本要求本课程以手工电弧焊(交流电焊机和直流电焊机两种)、气焊(氧、乙炔焊,氧、汽油焊,氧、煤气焊)、气割(手动和自动化氧、乙炔割,氧、汽油割)、氩弧焊、二氧化碳焊、电阻焊等为研究对象。
以手工电弧焊、气焊(氧、乙炔焊),二氧化碳焊为重点,学完本课程达到以下基本要求。
1.懂得安全生产、文明生产等知识。
2.了解焊接设备的性能、结构、原理,掌握常用焊机的调整和维护保养方法。
3.能较熟练地解决实际操作中的相关问题。
4.能较合理地选用各种焊接参数。
5.掌握常用焊接材料的焊接性能以及各种材料的焊接。
6.会较合理地选择工件的定位和装焊,了解常用焊接夹具的结构原理和安装方法。
7.会分析废品产生的原因,并提出预防方法。
8.各种中级焊接的操作技能。
9.能查阅有关的技术手册。
三、教学内容及要求(一)、焊接发展及安全文明知识教学要求:1、对焊接专业的的分类了解。
2、了解焊接专业的发展。
3、掌握和理解焊接专业的安全文明知识。
教学内容:1、焊接专业的分类及各种焊接方法知识。
2、各部门的安全文明生产知识。
3、掌握焊接当中的十个不焊。
(二)、手工电弧焊引弧教学要求:1、掌握手工电弧焊引弧的方法。
2、掌握手工电弧焊焊条夹持方法。
3、掌握手工电弧焊引弧的安全操作技术。
教学内容1、手工电弧焊电焊条的知识。
焊工实习实训大纲
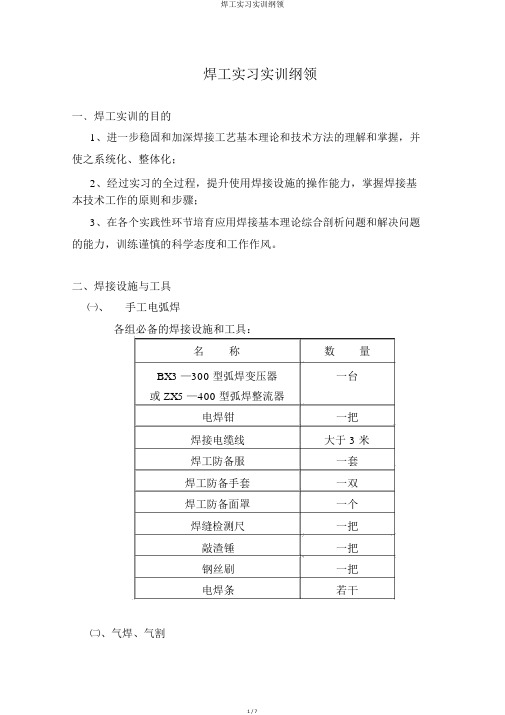
焊工实习实训纲领一﹑焊工实训的目的1、进一步稳固和加深焊接工艺基本理论和技术方法的理解和掌握,并使之系统化、整体化;2、经过实习的全过程,提升使用焊接设施的操作能力,掌握焊接基本技术工作的原则和步骤;3、在各个实践性环节培育应用焊接基本理论综合剖析问题和解决问题的能力,训练谨慎的科学态度和工作作风。
二、焊接设施与工具㈠、手工电弧焊各组必备的焊接设施和工具:名称数量BX3 —300 型弧焊变压器一台或 ZX5 —400 型弧焊整流器电焊钳一把焊接电缆线大于 3 米焊工防备服一套焊工防备手套一双焊工防备面罩一个焊缝检测尺一把敲渣锤一把钢丝刷一把电焊条若干㈡、气焊、气割各组必备的焊接(切割)设施和工具:名称数量氧气瓶一个乙炔瓶一个减压器两个氧气胶管大于 5 米乙炔胶管大于 5 米焊炬一把割炬一把护目镜一副打火机一个钢丝刷一把通针一枚㈢、公用设施和工具名称沟通电源 380V、50Hz多功能台式钻床划线台高度尺锉刀錾子手锤焊条烘干箱焊条保温筒三、焊接实训计划序号实训课题实训内容计划课时初步认识焊接(切割)初识焊接和安全设施、工具并按操作规程要21求对设施、场所进行安全检检查查。
焊工劳保用品穿着、使用,电弧焊焊接设施接线,2焊条电弧焊基础电流调理方法,焊条种类识 2别,引弧训练,运条训练,焊缝开端、接头、扫尾训练。
3 板对接平焊4 板对接立焊5 板对接横焊6 板对接仰焊7 固定管焊8 角接接头焊低碳钢板 I 形坡口对接平焊、V 形坡口对接平焊单面焊双面成形和厚板双面焊。
低碳钢I 形坡口、V 形坡口对接立焊。
低碳钢板I 形坡口对接横焊双面焊、V 形坡口对接横焊单面焊双面成形、 V 形坡口对接横焊双面焊。
低碳钢板对接I 形坡口仰焊、V 形坡口对接仰焊单面焊双面成形。
低碳钢管水平固定焊、垂直固定焊、 45°固定焊。
低碳钢板角接接头平角焊、立角焊。
222222低碳钢管板插入式各9 固定管板焊种地点焊接、骑座式管板水平固定全地点焊、骑座式管板垂直俯位焊。
《焊接工》培训教学大纲及教学计划
《焊接工》培训教学大纲及教学计划焊接工培训教学大纲及教学计划一、培训目标通过本次培训,使学员掌握焊接工的基本技能和知识,具备良好的焊接工作能力和职业素养。
二、培训内容1. 理论知识- 焊接的基本原理和过程- 不同类型焊接的特点和应用- 焊接工具和设备的使用方法和维护- 安全操作规范和防护知识2. 实操技能- 各类焊接方法的操作技巧- 焊接接头和焊缝的加工要求和质量标准- 常见焊接缺陷的识别和处理方法- 实际工作场景模拟和实践训练3. 职业素养- 团队合作意识和沟通技巧- 工作纪律和职业道德要求- 常规工作环境下的问题解决能力- 持续研究和自我提升的意识培养三、培训计划第一阶段:理论授课(3天)- 介绍焊接的基本概念和原理- 讲解各种焊接方法的特点和应用- 研究焊接工具和设备的正确使用方法- 强调安全操作规范和防护知识第二阶段:实操练(5天)- 练各类焊接方法的操作技巧- 进行焊接接头和焊缝的加工实操- 研究焊接缺陷的识别和处理方法- 模拟实际工作场景进行专业实践第三阶段:职业素养培养(2天)- 培养团队合作意识和沟通技巧- 强化工作纪律和职业道德要求- 解决常规工作环境下的问题案例- 提倡研究和自我提升的意识四、培训评估- 培训期末考核,包括理论笔试和实操操作考核- 考核内容涵盖所学的理论知识、实操技能和职业素养- 根据评估结果给予学员相应的培训证书和建议以上为《焊接工》培训教学大纲及教学计划的主要内容和安排,旨在培养学员的焊接技能和职业素养,希望能够为学员的职业发展提供有力的支持和帮助。
〈焊工实训〉教学大纲
《焊工实训》教学大纲一.课程说明适用专业::焊工焊接与热切割前期课程:“焊接材料知识”、《职业道德素质修养》. “手工电弧焊的工具及附具”、“焊接接头处理”、“碳钢焊接技术”、“焊接残余变形”. “气焊、气割用气体设备及工具”.二.教学性质和任务课程性质:课程任务:通过本课程的学习,使学生基本掌握各类焊工焊接的基础知识,为学习相关课程及从事生产技术工作打下了必要的基础。
三、课程教学目标1、了解焊接生产工艺过程,特点和应用。
2、了解手弧焊机的种类,结构,性能和使用。
3、了解电焊条的组成与作用,熟悉常用结构钢焊条的种类,牌号及应用。
4、熟悉手弧焊条直径,焊接电流和焊接速度对焊接质量的影响,正确选择焊接电流,焊条直径,独立完成手弧焊的平,立,横,仰位置焊接。
5、解常见焊接接头型式及坡口型式,焊缝空间位置。
6、解气焊设备的组成及作用,工具的结构,气焊火焰的种类,调节方法和应用,焊丝与焊剂的作用。
正确调整气焊火焰,独立完成气焊的平焊焊接。
7、悉氧气切割原理,切割过程和金属切割条件。
8、练掌握切割方法,正确使用半自动切割机。
9、悉焊接过程常见的焊接缺陷及其产生的主要原因。
10、通过实习使学生达到中级工水平。
四. 教学内容和要求:第一周1、熟悉实习场地,牢记安全实习及实习车间的各项规章制度。
2、讲解安全实习的注意事项及重要性。
认识电焊机及电焊机的种类型号,了解气焊气割的用途。
3、主要练习手工电弧焊的引弧入门,讲解引弧的几种方法,演示操作要领。
4、练习氧气乙炔的点火。
5、手工电弧焊引弧考试。
第(2~3)周1、讲解AX 1—500型弧焊机,BX1--330弧焊机的性能及技术参数。
2、讲解各种电焊条性能及用途,重点介绍在什么情况下选用什么型号的电焊条。
3、练习平敷焊。
讲解焊条的基本运动形式,操作前准备,演示操作要领。
4、介绍四种焊道的接头方式,两种接头方法,三种焊道收尾方法。
第(4~5)周1、讲解气焊气割设备及工具。
电焊专业实训教学大纲
电焊专业实训教学大纲一、教学目标1. 培养学生掌握电焊基本知识和技能,适应电焊工作环境。
2. 培养学生具备良好的职业道德和职业素养,遵守工作规范和安全操作标准。
3. 培养学生分析和解决电焊工作中常见问题的能力,具备团队合作能力。
4. 培养学生学会使用电焊设备和工具,了解电焊工艺和材料的应用特点。
二、教学内容1. 基础知识教学a. 电焊的概念及发展历史。
b. 电焊的分类及应用领域。
c. 电焊设备的组成和原理。
d. 电焊的安全操作规程和常见事故防范措施。
2. 电焊材料与工具a. 电焊常用材料的分类、特性和应用。
b. 电焊工具的种类、用途和维护。
c. 电焊辅助材料的选择和应用。
3. 电焊工艺a. 手工电弧焊工艺及操作要点。
b. 气体保护焊工艺及操作要点。
c. 焊接变形与应力分析、控制方法。
d. 特殊电焊工艺及应用。
4. 电焊质量控制a. 焊缝的质量要求。
b. 焊接缺陷的分类和分析。
c. 焊接质量检验方法和标准。
5. 电焊实操技能训练a. 手工电弧焊工艺的操作训练。
b. 气体保护焊工艺的操作训练。
c. 特殊焊接工艺的操作训练。
d. 焊接缺陷的修补和磨削技巧训练。
三、教学方法1. 理论教学与实践相结合,以案例分析和问题解决为主线,培养学生的批判性思维和创新能力。
2. 实训教学与实习实践相结合,通过模拟实际工作场景,让学生熟悉电焊工作环境和流程。
3. 小组合作与个人独立学习相结合,鼓励学生在团队合作中互相学习和交流经验。
四、教学评估1. 学习笔记和报告的书写与整理能力评估。
2. 实操技能的操作熟练度评估。
3. 期末综合考试。
五、教材1. 《电焊技术手册》(第三版)王明著,机械工业出版社,2008年。
2. 《电焊技术基础》林志明著,高等教育出版社,2015年。
六、教学时长本课程总课时为80学时,其中理论教学40学时,实训教学40学时。
七、教学设施要求1. 实训室应具备电焊设备、工具和材料的摆放与存储空间。
2. 实训室应具备安全防护设施,如护目镜、防护手套等。
焊接实践培训操作教学大纲
焊接实践培训操作教学大纲1. 培训目标本培训旨在提供焊接实践操作的基本知识和技能,让学员能够熟练进行常见焊接操作,并理解焊接过程中的安全注意事项。
通过此培训,学员将具备从事焊接工作的基本能力,并能够进行焊接作业的初步评估和问题解决。
2. 培训内容2.1 焊接前准备- 焊接工作场所布置- 焊接设备和工具选择与使用- 焊接材料准备2.2 焊接操作步骤2.2.1 电弧焊- 电弧焊接原理- 电弧焊接基本操作流程- 电弧焊接常见问题与解决方法2.2.2 气体保护焊- 气体保护焊接原理- 气体保护焊接基本操作流程- 气体保护焊接常见问题与解决方法2.3 焊接安全与质量控制- 焊接安全注意事项- 焊接防护装备的正确佩戴与使用- 焊接质量评估与控制方法3. 培训方法本培训将采用以下方法进行教学:- 理论讲解:对相关概念、原理进行详细介绍- 案例分析:分析实际案例,引导学员思考和解决问题- 操作实践:通过模拟实验和实际操作让学员掌握技能- 互动讨论:鼓励学员提出问题和分享经验4. 培训评估为了确保培训效果,将进行以下评估:- 日常练:学员按要求完成相关操作,教师进行评估- 实操考核:对学员进行焊接操作考试,评估操作技能和安全意识- 知识测试:开展理论知识测试,评估学员对焊接知识的掌握程度5. 培训资源为了保障培训进行的顺利,以下资源将提供给学员:- 焊接设备和工具- 焊接材料- 焊接安全防护装备- 相关教材和参考资料注:本培训大纲仅为参考,具体培训内容和资源将根据实际情况进行调整。
希望以上内容对您有所帮助!。
焊工教学大纲和教学计划
焊工教学大纲和教学计划
一、教学大纲
1.课程内容:焊接技术基础与实践
2.课程目标:
(1)熟悉焊接技术相关概念和基础知识;
(2)掌握焊接技术的基本方法和流程;
(3)能够运用焊接技术对常见材料进行加工和修理。
3.教学方式:理论教学结合实践操作
4.教学时间:共计200学时
二、教学计划
1.理论教学(60学时)
(1)焊接概述及各种焊接方法的基本原理和适用范围介绍;
(2)焊接材料的种类、特性和选择方法;
(3)焊接工艺基本流程和操作规程;
(4)焊接安全、环保及规范操作注意事项。
2.实操教学(140学时)
(1)焊接设备、工具和工装的说明及使用方法;
(2)焊接试板的制作与检验;
(3)正反面对接、T型接、搭接等各种接头的制作;
(4)常见材料的焊接加工与修复。
3.实践考核(10学时)
(1)对焊接技术进行综合应用,并通过实际项目的作品展示、口头答辩及理论考试等方式进行综合评价;
(2)根据考核结果进行针对性学科引导和辅导,为学生提供进一步指导。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊工(中级)实训教学大纲一.课程总学时:188(理论)+188(实操)课程总课时:376 实训总学时:188 总学分:50必开实训个数:9 选开实训个数:4二.适用专业:焊接、机电一体化三.考核方式及办法:理论考核+实训操作考核四.配套的实训教材或指导书:《电焊工技能训练》中国劳动社会保障出版社《电焊工》中国劳动出版社五.实训项目:焊条电弧焊的实习操作、气割、气焊、CO2气体保护焊、氩弧焊。
六、目的和要求熟悉焊条电弧焊焊条直径,焊接电流和焊接速度对焊接质量的影响,正确选择焊接电流,焊条直径,独立完成手弧焊的平,立,横,仰位置焊接。
了解气焊气割设备的组成及作用,火焰的种类,调节方法和应用,正确调整火焰,独立完成气焊的平焊焊接。
通过实习使学生达到中级工水平。
七、实训方式集中讲解,集中实训,演示示范,突出重点。
附:课时分配表实训课题一:引弧及平敷焊实训学时数:16 (一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人(四)实训目的与要求:通过实训,使学生对焊条电弧焊的引弧方法有个全面的认识。
结合理论课程的学习,使学生较好的掌握直击法和划擦法引燃电弧的方法。
(五)考核方式:实训操作考核(六)实训内容:一、了解焊条电弧焊的引弧的基本方法。
二、练习并引燃电弧,保证焊缝头部的质量。
三、掌握平敷焊的基本操作技能。
(七)主要仪器设备及其配套数:15台ZX7—400直流焊机、敲渣锤、钢丝刷、钢板若干块。
(八)实训材料消耗费:每组每学时用焊条1Kg及若干钢板。
实训课题二:运条方法实训学时数:4(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人(四)实训目的与要求:通过实训,使学生对焊条电弧焊的运条方法有个全面的认识。
结合理论课程的学习,使学生较好的掌握几种运条方法及应用范围(五)考核方式:实训操作考核(六)实训内容:一、了解焊条电弧焊焊条的几种基本运条方法。
二、练习平敷焊并保证好焊条的角度。
三、掌握平敷焊时三个不同方向的运动。
(七)主要仪器设备及其配套数:15台ZX7—400直流焊机、15个敲渣锤、15个钢丝刷、钢板若干块。
(八)实训材料消耗费:每组每学时用焊条1Kg及若干钢板。
实训课题三:焊道的连接和收尾实训学时数:4(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人(四)实训目的与要求:通过实训, 使学生对焊条电弧焊焊道和焊道之间的连接和收尾有个全面的认识。
结合理论课程的学习,使学生较好的掌握焊接电弧的连接和收尾方法。
(五)考核方式:实训操作考核(六)实训内容:一、了解焊条电弧焊连接、收尾的几种基本方法。
二、练习焊条电弧焊焊道连接和收尾并保证其质量。
三、掌握焊条电弧焊焊道连接和收尾的基本操作技能。
(七)主要仪器设备及其配套数:15台ZX7—400直流焊机、敲渣锤、钢丝刷、钢板若干块。
(八)实训材料消耗费:每组每学时用焊条1Kg及若干钢板。
实训课题四:不开坡口对接平焊实训学时数:4(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人(四)实训目的与要求:通过实训,使学生对焊条电弧焊的焊接接头有个全面的认识。
结合理论课程的学习,使学生较好的掌握不开坡口对接平焊的基本方法。
(五)考核方式:实训操作考核(六)实训内容:一、了解焊条电弧焊焊接接头的基本方法。
二、练习不开坡口对接平焊,保证焊缝质量。
三、掌握的基本不开坡口对接平焊操作技能。
(七)主要仪器设备及其配套数:15台ZX7—400直流焊机、敲渣锤、钢丝刷、钢板若干块。
(八)实训材料消耗费:每组每学时用焊条1Kg及若干钢板。
实训课题五:开坡口对接平焊实训学时数:6(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人(四)实训目的与要求:通过实训,使学生对焊条电弧焊的焊接接头形式有个全面的认识。
结合理论课程的学习,使学生较好的掌握打底焊和盖面焊的基本工艺参数的选择方法。
(五)考核方式:实训操作考核(六)实训内容:一、了解焊条电弧焊的焊接接头的接头形式。
二、练习焊接焊缝坡口,保证焊缝质量。
三、掌握开坡口对接平焊的基本操作技能。
(七)主要仪器设备及其配套数:15台ZX7—400直流焊机、敲渣锤、钢丝刷、钢板若干块。
(八)实训材料消耗费:每组每学时用焊条1Kg及若干钢板。
实训课题六:平角焊实训学时数:6(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人(四)实训目的与要求:通过实训,使学生对焊条电弧焊中平角焊有个全面的认识。
结合理论课程的学习,使学生较好的掌握平角焊时该注意的基本事项和解决的办法。
(五)考核方式:实训操作考核(六)实训内容:一、了解平角焊时该注意的主要事项。
二、练习角焊缝的焊接,保证焊缝的质量。
三、掌握平角焊的基本操作技能。
(七)主要仪器设备及其配套数:15台ZX7—400直流焊机、敲渣锤、钢丝刷、钢板若干块。
(八)实训材料消耗费:每组每学时用焊条1Kg及若干钢板。
实训课题七:对接立焊实训学时数:6(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人(四)实训目的与要求:通过实训,使学生对焊条电弧焊对接立焊的焊接操作要领有个全面的认识。
结合理论课程的学习,使学生较好的掌握对接立焊时该注意的基本事项和解决的措施。
(五)考核方式:实训操作考核(六)实训内容:一、了解对接立焊时该注意的主要事项。
二、练习对接立焊缝的焊接,保证焊缝的质量。
三、掌握对接立焊的基本操作技能。
(七)主要仪器设备及其配套数:15台ZX7—400直流焊机、敲渣锤、钢丝刷、钢板若干块。
(八)实训材料消耗费:每组每学时用焊条1Kg及若干钢板。
实训课题八:立角焊实训学时数:(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人(四)实训目的与要求:通过实训,使学生对焊条电弧焊立角焊的焊接操作要领有个全面的认识。
结合理论课程的学习,使学生较好的掌握立角焊时该注意的基本事项和解决的措施。
(五)考核方式:实训操作考核(六)实训内容:一、了解立角焊时该注意的主要事项。
二、练习立角焊焊缝的焊接,保证焊缝的质量。
三、掌握对接立焊的基本操作技能。
(七)主要仪器设备及其配套数:15台ZX7—400直流焊机、敲渣锤、钢丝刷、钢板若干块。
(八)实训材料消耗费:每组每学时用焊条1Kg及若干钢板。
实训课题九:横焊实训学时数:2(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人(四)实训目的与要求:通过实训,使学生对焊条电弧焊横焊位置的焊接操作要领有个全面的认识。
结合理论课程的学习,使学生较好的掌握横焊时该注意的基本事项和解决的办法。
(五)考核方式:实训操作考核(六)实训内容:一、了解横焊时该注意的主要事项。
二、练习横焊缝的焊接,保证焊缝的质量。
三、掌握横焊的基本操作技能。
(七)主要仪器设备及其配套数:15台ZX7—400直流焊机、敲渣锤、钢丝刷、钢板若干块。
(八)实训材料消耗费:每组每学时用焊条1Kg及若干钢板。
实训课题十:气割实训学时数:6(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人(四)实训目的与要求:通过实训,使学生对气割的基本操作要领有个全面的认识。
结合理论课程的学习,使学生较好的掌握气割的办法。
(五)考核方式:实训操作考核(六)实训内容:一、了解气割时该注意的主要事项。
二、练习气割钢板,保证气割割口的质量。
三、掌握气割的基本操作技能。
四、掌握气割回火时的操作要领。
(七)主要仪器设备及其配套数:C2H2气瓶一个;O2气瓶一个;C2H2和O2橡胶管若干米;割炬一个。
(八)实训材料消耗费:每组每学时用C2H2气和O2气各一瓶及若干钢板。
实训课题十一:气焊实训学时数:6(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人通过实训,使学生对气焊的基本操作要领有个全面的认识。
结合理论课程的学习,使学生较好的掌握气焊的基本办法。
(五)考核方式:实训操作考核(六)实训内容:一、了解气焊气割设备及工具。
二、练习气焊钢板,保证气焊焊缝的质量。
三、掌握气焊的操作要领,火焰调节方法,几种焊接方法。
四、掌握气割工艺参数及其影响,特别是在回火情况下如何处理。
(七)主要仪器设备及其配套数:C2H2气瓶一个;O2气瓶一个;C2H2和O2橡胶管若干米;割炬一个。
(八)实训材料消耗费:每组每学时用C2H2气和O2气各一瓶及若干钢板。
实训课题十二:CO2气体保护焊实训学时数:6(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:30人通过实训,使学生对CO2气体保护焊的焊接操作要领有个全面的认识。
要示学生结合理论课程的学习,能较好的掌握CO2气体保护焊时该注意的基本事项和解决的办法。
(五)考核方式:实训操作考核(六)实训内容:一、了解CO2气体保护焊时该注意的主要事项。
二、练习CO2气体保护焊,保证焊缝的质量。
三、掌握CO2气体保护焊的基本操作技能。
(七)主要仪器设备及其配套数:15台CO2气体保护焊机,CO2气瓶15个。
(八)实训材料消耗费:每组每学时用焊丝15盘,CO2气体15瓶、若干钢板。
实训课题十三:氩弧焊实训学时数:6(一)实训类型:必修(二)实训类别:集中式专业训练(三)每组人数:6人(四)实训目的与要求:通过实训,使学生对氩弧焊的焊接操作要领有个全面的认识。
结合理论课程的学习,使学生较好的掌握氩弧焊时该注意的基本事项和解决的办法。
(五)考核方式:实训操作考核(六)实训内容:一、了解氩弧焊时该注意的主要事项。
二、练习氩弧焊,保证焊缝的质量。
三、掌握氩弧焊的基本操作技能。
(七)主要仪器设备及其配套数:3台氩弧焊机,Ar瓶3个。
(八)实训材料消耗费:每组每学时用焊丝3盘,Ar3瓶、若干钢板。
《焊工》实训教学大纲目的和要求1、了解焊接生产工艺过程,特点和应用。
2、了解手弧焊机的种类,结构,性能和使用。
3、了解电焊条的组成与作用,熟悉常用结构钢焊条的种类,牌号及应用。
4、熟悉手弧焊条直径,焊接电流和焊接速度对焊接质量的影响,正确选择焊接电流,焊条直径,独立完成手弧焊的平,立,横,仰位置焊接。
5、解常见焊接接头型式及坡口型式,焊缝空间位置。
6、解气焊设备的组成及作用,工具的结构,气焊火焰的种类,调节方法和应用,焊丝与焊剂的作用。
正确调整气焊火焰,独立完成气焊的平焊焊接。
7、悉氧气切割原理,切割过程和金属切割条件。
8、练掌握切割方法,正确使用半自动切割机。
9、悉焊接过程常见的焊接缺陷及其产生的主要原因。
10、通过实习使学生达到中级工水平。
课时安排总课时二十周第一周1、熟悉实习场地,牢记安全实习及实习车间的各项规章制度。
2、讲解安全实习的注意事项及重要性。