图号的编制
产品图号编制规则

产品图纸的图号编制规则LS-GC-TY-103为促进产品的标准化和系列化,提高生产效率和产品质量,需要编制产品图样的代号,具体编制规则如下:一、图样代号由四部分组成,如下所示:二、编号中允许出现的数字为:0 1 2 3 4 5 6 7 8 9 。
编号中允许出现的字母为:A B C D E F G H J K L M N P Q R S T U V W X Y Z a b c d e f g h j k l m n p q r s t u v w x y z 。
三、企业代号:LS ;车型代号见下表。
车型代号车型 普通半挂车 特种半挂车 自卸车 混凝土搅拌运输车罐式汽车 厢式载货汽车 仓栅载货汽车 全挂车 代号BTZJGXCQ四、订单号:对于通用图,订单号填写两个字母:CT ,就是常见通用件的简称。
对于随订单下发的图纸,填写订单的后三位。
文件序号 分组代号订单号企业代号及车型五、分组代号:分组代号由七位数字或字母组成。
前四位为一级总成,名称和代号见附表(表格样式)。
第五位为二级总成编号,第六位为三级总成编号。
5.1对于零件图,第七位为末级零件编号。
对于一级总成下的零件,第五位和第六位用数字“0”表示。
对于二级总成下的零件,第六位用数字“0”表示。
第七位有不能为数字“0”。
5.2对于总成图,第七位为数字“0”。
对于一级总成,第五位和第六位用数字“0”表示。
对于二级总成,第六位用数字“0”表示。
5.3、优先用数字表示总成或零件编号,其次用大写字母表示,最后用小写字母表示;5.4、对于三级总成,则在第六位后加短横杠“-”,用第七位表示,第八位用数字“0”表示总成或用其他符号表示三级总成下的零件。
同理,四级、五级总成如三级表示,依次加位数即可;六、文件序号文件序号优先用大写字母表示,代表不同的类型或不同时期产生的版本。
七、当再次下发的图纸与原有图纸编号相同时,新图纸替换原有图纸使用,原有图纸作废。
八、例如:LSZ-222-8510100表示:路神公司的自卸车,合同编号为222的订单,一级总成侧厢焊合,二级总成的图纸。
总装图图号编制规则草案
总装图图号编制规则草案一、常规图纸图号编制:总装图绘制完成,图号排序原则自下而上,顺时针排序。
部装编号:以机器机座为起点顺时针排序,测试系统和控制系统排在后面(见示意简图)。
同种系列部套只能拥有唯一一个编号。
零件图图号编制:零件号开始起点以在部装中最下一个零件开始,顺时针排号。
同种零件只能拥有唯一图号。
图号格式:①XXX-②XXX-③XXX-④XXX-⑤XXX格式说明:①机器型号,如S01,W1T,W5T,W10T,LD,RD,A40……②部装号码,如01,02,03,04,05……③零件号码④⑤零件为非标时使用。
图号举例:YYQ-300,公司标准滚轮板图号:S01-03-04机器号GQ09YQ110为客户定制滚轮板S01-03-04-GQ09YQ110若定制两种规格非标滚轮板S01-03-04-GQ09YQ110-1S01-03-04-GQ09YQ110-2二、为客户定制工装夹具图号编制机器号GQ09YQ110为客户定制一组工装:GQ09YQ110-1GQ09YQ110-2……GQ09YQ110-X2009-7-9总装图图号编制规则草案(第一次修改)一、常规图纸图号编制:总装图绘制完成,图号排序原则自下而上,顺时针排序。
部装编号:以机器机座为起点顺时针排序,测试系统和控制系统排在后面(见示意简图)。
同种系列部套只能拥有唯一一个编号。
零件图图号编制:零件号开始起点以在部装中最下一个零件开始,顺时针排号。
同种零件只能拥有唯一图号。
图号格式:①XXX-②XXX-③XXX格式说明:①机器型号,如S01,W1T,W5T,W10T,LD,RD,A40……②图号,第一码为部装号,二三码为零件号。
如108,212,……,1011,……③图纸变更次数。
图号举例:YYQ-300,公司标准滚轮板图号:S01-304图纸第N次修改:S01-304-N二、通用件图号编制图号格式:YS-XXX-XXXX床身图号举例:YS-01-4220YS:通用件。
图号编制办法及规定

Q J . C . 0 1 A 01
流水号
顺序序号
类别代号
结构代号
产品代号
第1、2位:产品代号(取名称的第一个首字母,如QJ、ZJ、CD……)
第 3 位:结构代号(取结构第一个字的首字母如C、P、T……)
第4、5位:类别类别(如01、02、03……)
第 6 位:顺序序号(如A、B、C……)
第7、8位: 流水号(按顺序排列如01、02、03……)
表1:产品代号含义表
表2:结构代号含义表
表3:类别代号含义表
设备配件一般属于备用件,必须有的
设备附件一般属于扩展性能件,不一定有的,也就是说箱子里不一定给你带上。
Q J . C . 0 2 A B001
前6位编制及含义同总装图号B:部装图
Q J . C . 0 2 A L001
前6位编制及含义同总装图号L:零件图。
图纸编号规则
图纸编号规则文件号:ZH/QE-C06-01版本:A/0受控:编制:日期:审核:日期:批准:日期:2015-3-26发布2015-3-26实施文件修订记录一、目的为规范图纸编号及图纸标题栏的编制方法,统一编号形式和标题栏的使用,特制订本规定。
二、范围本规定适用于公司以下图纸编号的编制和标题栏的使用:1、零部件图纸2、电气图纸3、结构图纸4、安装布置图5、外来图纸6、任务单四、要求1、每种产品、部件、零件的图纸应遵循“一件一号”的原则,均应有独立的编号;2、同一产品、部件及零件的图纸用数张图纸绘出时,各张图纸号应相同。
3、通用件的编号可采用被通用件的图纸编号。
4、本公司出图的外购件、外协件,其图号由本厂给出;外购、外协件由外购、外协单位设计出图要由公司技术质保部给予验证确认,并给出公司内部图号。
5、产品开发中如出现零、部件相互借用时,图纸的编号应按最先开发的产品图纸编号为准,借用关系应借用最先开发的产品,不准间接借用。
6、产品中通用性高,使用范围较广的零部件应尽快转换为通用件。
技术部门应编制通用件目录和通用件图册,供相关部门查阅使用。
相关部门负责设计变更的申请与确认,并依技术部发布的设计变更通知单内容配合相关工作的实施与落实。
五、图纸编号的编制规则1、电气图纸编号规则电气图纸编号按产品名称分类编号的方法进行编号,分类编号其代号的基本部分由图纸识别码、特征号(图纸分类代码)、分类号(产品分类码)、识别号(产品零部件顺序号)四部分组成。
图纸编号区位及含义图纸分类含产品合同记录编号(《技术部工作流程记录表》编号)和图纸年份。
产品类别代码见表1。
表1产品类别代码图纸分类代码用短横线隔开,用于同一项目中相同产品的不同图纸中图号的区分,采用数字、字母或数字加字母的形式进行编号;图纸序号用短横线隔开,编号从01开始,依次顺延。
图纸的初始版本号为A,第一次改动,其版本号为B,第二次改动版本号为C,依次顺延。
(图纸版本号体现在标题栏内)电气图纸编号示例:ZH15001GY-01-01图纸顺序号图纸分类代码产品类别代码合同记录号图纸年份企业代号2、结构图纸编号规则结构图纸分为标准图纸和非标准图纸,标准图纸可以用于不同项目相同产品的设计中,非标准图纸需要针对不同项目进行新的设计。
图样代号编制规则概要
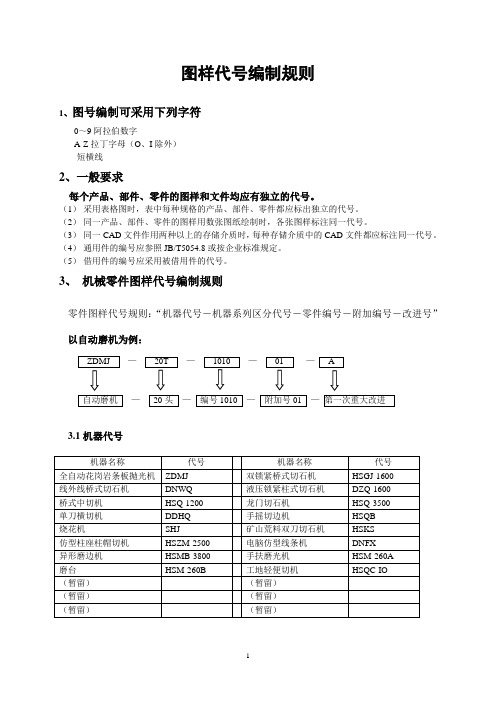
图样代号编制规则1、图号编制可采用下列字符0~9阿拉伯数字A-Z拉丁字母(O、I除外)-短横线2、一般要求每个产品、部件、零件的图样和文件均应有独立的代号。
(1)采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
(2)同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
(3)同一CAD文件作用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
(4)通用件的编号应参照JB/T5054.8或按企业标准规定。
(5)借用件的编号应采用被借用件的代号。
3、机械零件图样代号编制规则零件图样代号规则:“机器代号-机器系列区分代号-零件编号-附加编号-改进号”以自动磨机为例:ZDMJ —20T —1010 —01 — A自动磨机—20头—编号1010 —附加号01 —第一次重大改进3.1机器代号机器名称代号机器名称代号全自动花岗岩条板抛光机ZDMJ 双锁紧桥式切石机HSGJ-1600线外线桥式切石机DNWQ 液压锁紧柱式切石机DZQ-1600桥式中切机HSQ-1200 龙门切石机HSQ-3500单刀横切机DDHQ 手摇切边机HSQB烧花机SHJ 矿山荒料双刀切石机HSKS仿型柱座柱帽切机HSZM-2500 电脑仿型线条机DNFX异形磨边机HSMB-3800 手扶磨光机HSM-260A磨台HSM-260B 工地轻便切机HSQC-IO(暂留)(暂留)(暂留)(暂留)(暂留)(暂留)注:1、以上代号为已使用的代号,继续沿用,不再进行修改。
2、本规则正式实施后,机器的代号均由4位拉丁字母组成,并且不能以上述代号重复。
3、每种新机器研发成功后,都应该将代号补充到上表内。
4、暂留空不够时,可附表。
附表文件编号:5.1.2.2顺序号(1)顺序号由1位阿拉伯数字组成。
(2)以自然数1、2、3……递增。
5.1.3零件号(1)零件号由2位阿拉伯数字组成。
(2)以01、02、03……递增。
关于编制工程图号的管理办法
关于编制工程图号的管理办法为了使档案室对工程图纸及资料进行更高效快捷的归档管理与提取,针对现在图号混乱的现象,制定以下管理办法。
一、各设计类型工程图纸图号编制办法:1、合同类型为建筑类·工程编号:与合同编号一致(04设GJ01-001)·设计阶段(五个): ①方案②方案报建③初步设计④施工报建⑤施工图·图号:建筑专业J-01结构专业G-01给排水专业S-01电气专业D-01空调、通风专业F-012、合同类型为人防类·工程编号:与合同编号一致(04设RF01-001)·设计阶段(五个): ①方案②方案报建③初步设计④施工报建⑤施工图·图号:建筑专业RF-J-01结构专业RF-G-01给排水专业RF-S-01电气专业RF-D-01空调、通风专业RF-F-013、合同类型为装修类·工程编号:与合同编号一致(04设ZX01-001)·设计阶段(三个): ①方案②消防报建③施工图·图号:建筑专业ZX-J-01给排水专业ZX-S-01电气专业ZX-D-01空调、通风专业ZX-F-014、合同类型为景观类·工程编号:与合同编号一致(04设JG01-001)·设计阶段(五个): ①方案②方案报建③初步设计④施工报建⑤施工图·图号:景观专业JG-J-01结构专业JG-G-01电气专业JG-D-01给排水专业JG-S-01另:图纸目录不需编图号二、图纸修改后的图号编制方法·图纸经过修改重新出图,原图纸作废。
在各图号后冠以小写字母,第一次修改为a,第二次修改为b如此类推。
如建筑专业第一次修改图纸图号为:J-01a,第二次为:J-01b。
·图纸经过修改出补充图纸的,原图纸保留。
在各图号后加一杆后再冠以数字,第一份补充图纸为-1,第二份补充图纸为-2。
如建筑专业第一份补充图纸图号J-01-1,第一份修改图的补充图的图号J-01a-1。
图纸图号编号规则
图纸图号编号规则引言在工程设计和制造领域,图纸是沟通设计意图、传递工作信息的重要工具。
为了保证图纸的管理和使用的高效性,通常会采用图纸图号编号规则来给每个图纸进行唯一标识和分类。
本文将介绍图纸图号编号规则的基本概念和常见的编制方法。
图纸图号编号规则的目的图纸图号编号规则的主要目的是管理图纸并保证其易于查找和使用。
通过统一的图号编号规则,可以实现以下几个方面的管理目标: - 确保每个图纸有唯一的标识,避免图纸混淆或丢失; - 方便查找和检索图纸; - 实现对图纸的分类和归档。
图纸图号编号规则的基本要素图纸图号编号规则由以下几个基本要素组成:1. 项目代码:项目代码是用于区分不同项目的标识,通常由项目名称的首字母组合而成。
例如,一个名为“ABC工程”的项目可以用“ABC”作为项目代码。
2. 子系统代码:子系统代码是用于区分不同子系统的标识,通常由子系统名称的首字母组合而成。
例如,一个包括机械、电气和控制三个子系统的项目,可以分别使用“M”、“E”和“C”作为子系统代码。
3. 图纸类型代码:图纸类型代码是用于区分不同图纸类型的标识,通常由图纸类型名称的首字母组合而成。
例如,机械图纸可以用“M”表示,电气图纸可以用“E”表示。
4. 序号:序号是用于标识同一类型图纸中的不同版本或不同分部的标识,是图纸图号的最后一部分。
通常使用数字进行标识,例如“001”、“002”等。
图纸图号编号规则的示例以一个名为“ABC工程”的项目为例,假设其中包含机械、电气和控制三个子系统,并且每个子系统都有不同类型的图纸,可以采用如下图纸图号编号规则: - 项目代码:ABC - 机械子系统:M - 电气子系统:E - 控制子系统:C - 机械图纸:M - 电气图纸:E - 控制图纸:C - 序号:001、002、003…根据上述规则,不同类型的图纸图号可以表示如下: - 机械图纸:ABC-M-M-001、ABC-M-M-002… - 电气图纸:ABC-E-E-001、ABC-E-E-002… - 控制图纸:ABC-C-C-001、ABC-C-C-002…图纸图号编号规则的管理实践在实际的项目管理中,为了更好地管理和使用图纸,可以采用以下的管理实践: 1. 使用项目管理软件或文档管理系统进行图纸的分类、归档和查找; 2. 设立专门负责图纸管理的岗位或团队,并规定图纸的审批和发布流程; 3. 进行定期的图纸检查和校对,确保图纸的有效性和正确性; 4. 定期更新和优化图纸图号编号规则,使其适应项目的发展和变化。
图号编制说明及图纸管理(手稿)
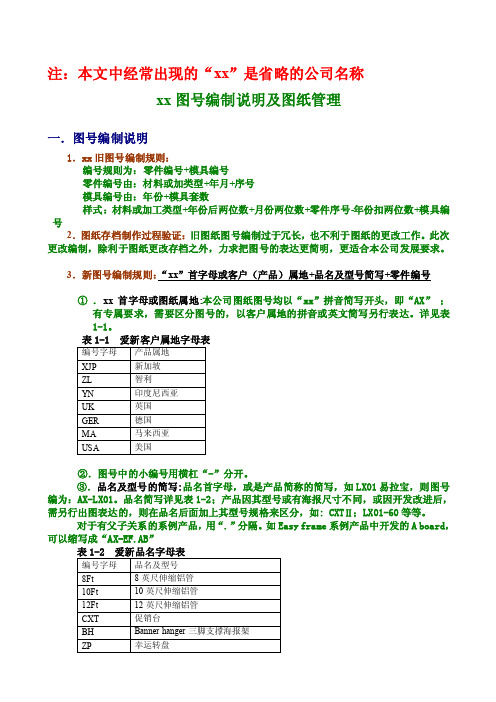
注:本文中经常出现的“xx”是省略的公司名称xx图号编制说明及图纸管理一.图号编制说明1.xx旧图号编制规则:编号规则为:零件编号+模具编号零件编号由:材料或加类型+年月+序号模具编号由:年份+模具套数样式:材料或加工类型+年份后两位数+月份两位数+零件序号-年份扣两位数+模具编号2.图纸存档制作过程验证:旧图纸图号编制过于冗长,也不利于图纸的更改工作。
此次更改编制,除利于图纸更改存档之外,力求把图号的表达更简明,更适合本公司发展要求。
3.新图号编制规则:“xx”首字母或客户(产品)属地+品名及型号简写+零件编号①.xx首字母或图纸属地:本公司图纸图号均以“xx”拼音简写开头,即“AX”;有专属要求,需要区分图号的,以客户属地的拼音或英文简写另行表达。
详见表1-1。
②.图号中的小编号用横杠“-”分开。
③.品名及型号的简写:品名首字母,或是产品简称的简写,如LX01易拉宝,则图号编为:AX-LX01。
品名简写详见表1-2;产品因其型号或有海报尺寸不同,或因开发改进后,需另行出图表达的,则在品名后面加上其型号规格来区分,如: CXTⅡ;LX01-60等等。
对于有父子关系的系例产品,用“.”分隔。
如Easy frame系例产品中开发的A board,可以缩写成“AX-EF.AB”组成如:AL001.1,基中“AL”是铝材aluminum的前两字母大写;“001”是这种零件的序号,“.1”表示它是零件001的子序号(多出现在二次加工中区分零件图纸的不同)。
详见表1-3 零件编号字母表。
⑤. 装配图图号表达时,图号直接用其拼音简写结尾来表示该套产品总成图,即:“ZPT”;子装配图则在其后加上序号ZPTXXX。
二.公司图纸管理要求及注意事项1.非相关岗位工作人员未经上级批示或相关负责人许可,不可擅自调用、更改公司存档图纸。
2.用于存档及生产流通的图纸必须要有设计人员盖章,或是签名以及上级审核批准。
如无:视为无效图纸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图号的编制:一般常用的编制:4.1.2 图号的编制方法4.1.2.1 图纸按产品、模块、组件、零件的隶属关系编号。
(1)“产品代号”由字母和数字组成,常规产品以公司编制的标准“产品简介”型号为准,订制产品以下单型号为准。
(2)“版本代号”由X、01、02、03组成。
X表示新版,主要是常用钣金结构改造后,为使其与原结构投料不冲突和配套使用特定的版本代号;01、02、03是针对仪表机箱结构的更新所定的专用版本代号,01表示第一代,02表示第二代,03表示第三代。
出现新版本时要注明对前面版本的处理办法(取消、保留),同一型号不同版本号的图纸在设计部门未通知取消的情况下均需存档,投料时需明确版本号,假如某一版本图纸需要取消时设计部门要出“图纸更改通知单”。
针对产品名称及文件名有版本区别时如何定义做出区别:主要是在能保证技术要求的基础上,为了结构上更合理和降低成本,做了工艺上的改进。
如THWD-1C型老桌子和THWD-1C(X).2B.1桌,THWD-1C型老桌子焊接结构,工艺程序多、复杂,分量重,成本高,THWD-1C(X).2B.1桌类似方管的框架结构,结构简单,成本低,两者都在使用;TH-I型智能转动惯量实验仪包括TH-I(-02).1机箱和TH-I(-03).1机箱,TH-I(-02).1机箱结构由机箱箱身、机箱前面板和箱盖三部分组成,TH-I(-03).1机箱结构由机箱箱盖(通用)和机箱箱底两部分组成,工艺程序少,简单,方便。
(3)“模块代号”由数字组成,其级数与位数应按产品结构的复杂程度而定。
模块代号主要是根据产品结构及生产方式来确定分类方法,如:THMSRX-3型产品中的THMSRX-3.1、2、3、4、5、6、7、8、9、10代号,其中1~9分别指代第一站到第九站中的各站,10代表各站所共用的型材桌、控制盒等;再如:THMET-1型产品中的THMET-1.1、2代号,分别指代屏部分和桌部分。
(4)“零件识别号”:“B”指钣金件、“J”指金加工、“L”指铝型材、“M”指木工件、“W”指外购件、“P”指PC、“Q”指其余。
(5)“组件代号”由数字组成,一般为外协直接焊接、装配部分。
其级数与位数应按产品结构的复杂程度而定(模块代号后的“.”后代表组件)(6)“零件代号”由数字组成,应在其所属(产品、模块、组件)的范围内编号(组件后的“—”后代表零件),例:看图:THMSRX----34.1.3 特殊零部件命名及图号编制方法4.1.3.1 控制柜挂板的命名及图号编制(见附图B)1)挂板型号及命名原则a) 已定义好型号及名称的挂板(主要由研发人员提供),采用其挂板定义型号及名称。
如:THPMZ-1型控制柜中挂板型号为PMZ-01、02……。
此时每块挂板应建立单独文件夹存放,文件夹名称以挂板名称命名,CAD文档命名同常规编制方法。
b) 挂板没有定义型号名称时(一般由研发人员定义),则按照挂板在柜体中自上而下的安装顺序来编制。
如:THESBD-2型控制柜第一块挂板命名为ESBD02-1(挂板),然后依次类推对每块挂板各自命名(ESBD02-2、3……)。
挂板如可根据其使用功能来命名时,最好命名出具体名称,如ESBD02-2(微机面板),此时挂板存档归入控制柜文件夹下。
2)图号编制时其型号采用挂板型号,后续代号同常规钣金编号方法,以PMZ-01挂板为例:a)其为单独一块挂板时,图号为:PMZ-01.1B-1;b)如挂板中含有安装支架,则其安装支架图号跟在挂板之后,图号为:PMZ-01.1B-2、3…;c)挂板为焊接件时,焊接件图号为:PMZ-01.1B.1,其零件图号同常规钣金编号方法,如PMZ-01.1B.1-1、2、3…。
附图B研发人员定义好的型号没有定义好的型号4.1.3.2 控制屏挂板的命名及图号编制(1) 挂板命名时,其型号采用挂板定义型号命名,如:CE-60设故排故单元挂板;(2) 图号编制同控制柜挂板图号编制(详见4.1.3.1);(3) 挂板存档应建立单独文件夹存放,文件夹名称以挂板名称命名,CAD文档命名同常规编制方法。
4.1.3.3 安装在控制屏上的面板(含铝塑板)图纸归入“屏安装板CAD文档“内,图号编制同常规钣金。
4.1.3.4 外购需二次加工的零件,可根据零件的加工情况来编制。
如在金加工车间加工则按照金加工件编制;在钣金车间加工按照钣金件编制;在生产车间加工按照其余类别编制。
外购(含订购)不需要加工的零件按照外购件编制。
4.1.3.5 木制桌面板图号编制时,零件归类到“Q”(其余类别),如:THMET-1.2Q-1。
4.1.3.6 铝面板不采用常规编号方法,按铝面板代号编制方法。
4.1.3.7 铝合金机箱不采用常规编号方法,按铝合金机箱代号编制方法,并单独存档管理。
通用件的图号编制:4.4.3 通用件的编号方法代号由大写汉语拼音字母和阿拉伯数字构成。
见附图一、二。
图一通用部件编号方法,如TB.B.001 电工I型小挂箱图二通用零件编号方法(2)通用件代号分为“TL通用零件”与“TB通用部件”,零、部件顺序号及零件代号均由“1”开始按顺序编制。
(3)通用部件下的零件编号按产品代号编制方法,如TB.B.102-5。
4.2.3图纸更改通知单(附表七图纸更改通知单)4.2.3.1“图纸更改通知单”使用要求(1)“图纸更改通知单”适用于:①常规图纸内容、部件/配件配置及文件名(产品型号、名称、CAD文件名)的更改;②新品、订制转常规没有投料时图纸性质的更改(有投料时在“外协加工联系单”或“外加工合同”注明);③结构件配件清单内容出现较大的更改;④产品(新品、订制、常规产品)图纸取消时;⑤同一型号出现不同版本时要出更改通知单,并说明两套图纸的归档及使用范围。
(2)“图纸更改通知单”不适用于:①一次性图纸内容的更改;②订制图纸内容的更改;③新品图纸内容的更改。
④常规新做,正在加工时有内容的更改。
注:“常规图纸”指试样(或订制)结束后图纸经工艺改进、研发人员确认产品定型及图纸没有问题,可以直接投料的产品图纸,由工艺部将其由“新品”或“订制”转为“常规”图纸。
(3)“图纸更改通知单”由图纸更改人员填写,先经各设计组组长签字确认后交部门主管审核签字,发外协单位、天煌钣金车间及金加工车间、品保部、采购部等相关单位,交接时要严格履行签字手续。
(4)图纸未能及时更新或信息传递不到位而造成的损失,以“图纸更改通知单”是否签收为依据来确定相关责任人;已通过正常更改交接流程的图纸,零件出现原有错误,损失由加工单位承担;按新更改图纸加工的单个或简单零件出现图纸设计质量问题,损失由设计人员承担。
(5)当更改的零部件涉及到丝印的更改及归档,设计人员具体按《丝印图纸归档操作流程》。
(6)工艺部常规产品图纸更改后,要马上将“图纸更改通知单”及相应图纸发放到加工车间,通知更新,不再存放到投料时发放。
4.2.3.2图纸更改通知单填写要求(1)型号名称:要写完整的产品及部件型号、名称,不允许只写产品的某个零部件名称或不完整的型号名称。
如:产品由N站组成,只改其中一个站时,需在产品的型号后注明第几站的代号及相应的名称。
注:型号名称需要修改的,型号名称栏中填写的是修改后的型号名称。
(2)制品处理:对制品处理意见应具体了解现有产品功能后进行合理的选择打钩,即:可用、修复、报废、备用。
(3)最近修改日期:设计人员图纸完全更改完成后的日期,填写如:09.06.26(4)更改原因:应尽量表达详细、清楚,各设计人员对具体问题要作具体分析,例:a 红色小脚轮易碎需更改脚轮;b 元器件更改;c 电机厂家更换;d 增加线槽孔等。
(5)更改生效日期:由工艺部标准化人员或部门主管填写,图纸从下单之日起生效。
在更改生效日期之前下单的未生产任务,如无说明,按更改后的图纸加工。
(6)同时更改产品:当产品的被借用件作修改时,相应的借用件也应作修改,并写上对应产品的型号。
(7)分发单位:即“图纸更通知单”需发放的部门与加工单位,此处如不知道产品的加工厂家,可以不填写,由标准化人员或部门主管填写。
若同一产品中所更改的内容既有钣金件又有金加工件与铝型材,更改通知单应根据接收单位的不同分别写并发给各加工单位。
(8)更改内容分序号、图号、更改项目、备注四大块:1)“图号”应正确填写被更改的图纸代号,若更改老图纸没图号时,填写零部件对应的正确名称。
2)“更改项目”写图纸的名称及注明更改的内容,例:a ∮3的孔改为∮5的孔;b 材料更改A3板改成不锈钢板; c 铝型材原长度110mm改成120mm等。
3)“备注”栏应填写涉及图纸的相关处理意见及附加信息。
例:a 钣金件下料尺寸,更改时需注明“尺寸更改”;无更改时,需注明“下料尺寸不变”。
b 图纸增加需注明“新增加图纸”;图纸取消需注明“图纸取消”,特别注意:为防止误解,原图有更新图纸时后加“附更新图纸”字样;图纸直接取消,无对应更新图纸时,注明“无更新图纸”字样。
c 只对常规老图纸进行标准化,图纸内容无更改时,图纸更改通知单上需注明“图纸内容无更改”;d 常规老图纸既要部分更改又要进行图纸标准化时,更改图纸的图号应写标准化后的图号及零部件名称,图纸更改通知单上应注明“图纸内容有更改”及“全套图纸进行标准化”;e 对于图纸较多的产品,当结构发生较大变化时,图纸的更改已超过了35%左右时,应对此产品进行全部取消,并注明“原图取消”或“原图留存”。
f 当图纸的编制不能延用以往编制时,应将以前全套图纸取消。
(9)签署:更改人员/日期需更改人员正确填写,例:XXX/09.06.26,任何一次图纸更改均不得删除上次更改人员信息。
设计部门审核由各设计组组长部门主管进行填写。
签收单位由接收图纸更改通单负责人员填写,如:天煌钣金车间,金加工车间负责人。
当外协加工没法签收,需文员传真至厂家,厂家签收确认后进行回传。
经审核确认无误后,图纸改动生效。
注意事项:a.填写图纸更改通知单时,查电子档“外协加工跟踪一栏表”,“图纸更改通知单反馈单”,“合同投料清单”“或标准化人员处查询:最近有无下更改通知单、加工单位和产品性质。
b.常规图纸部分修改时,只需把修改过的图纸发给标准化人员,不能整套发。