广州新电视塔B标双向铰加工制作工艺汇报浙江精工
浅谈广州新电视塔钢结构制作工程监造

浅谈广州新电视塔钢结构制作工程监造摘要:本文通过广州新电视塔工程实例,介绍了钢结构制作工程监造的方法。
关键词:广州新电视塔工程;钢结构制作;监造1.工程概况广州新电视塔项目位于在广州市海珠区艺苑路,电视塔高610米,由一座454米高的主塔体(混凝土核芯筒与钢结构外筒组成)及由和一个高156米的天线桅杆构成。
本工程的主体钢结构主要包括:钢结构外筒、楼层结构和天线桅杆等。
钢结构外筒是电视塔主要的垂直承重及抗侧力结构,包括三种类型的杆件:立柱,环和斜撑。
内外筒之间共设置37层楼层。
楼层钢结构为主次梁结构,主梁一端与混凝土核芯筒连接,另一端与钢外筒连接。
本工程钢结构总重逾5万吨。
本钢结构制作工程分为A、B两个标段,监理单位派遣了监造组对钢结构构件制作予以全程监造。
2.监造工作方式2.1 督促制作单位完成建立和完善质量保证体系,以制作单位质量保证体系为基础,实行制作单位的自控与监理单位的监控相结合。
2.2 采用巡回检查、抽样检查、报验检查、旁站监督、审核及跟踪检查,对钢结构制作实行事先控制、过程控制、重点控制,并以过程控制为主要控制对象。
2.3 以质量控制为基础,实施对投资、进度、质量的全过程、全面的控制。
3.监造工作的职责和内容3.1协助业主组织设计单位会审钢结构工程制作图纸及技术资料;参与有关设计修改、技术核定等技术工作的洽商,协助钢结构制作单位解决制作中遇到的技术问题。
3.2 对钢结构制作单位提交的开工申请报告、施工组织设计、生产进度计划、质量管理体系及资源配置、工艺设计文件及焊工等特种作业人员的资质等进行审查。
3.3对材料供应商的资质进行审查,对其供应处理的质量进行检查验收和见证取样复验(包括钢材、焊接材料等原材料的复验)。
3.4对钢结构各零部件的加工机械、加工工器具、检测工具、生产流程等进行检查。
3.5检查原材料及设备仪器的规格、型号是否符合设计及制作方案的要求,核查现场使用的原材料及仪器设备的质量合格证书、检验试验报告和资料,根据政府文件和本工程专用验收标准进行复核试验,不合格的原材料、设备仪器严禁使用。
刚性铰安装工法汇报
中 交二 航
SECOND HARBOUR ENGiNEERING
1.1、工程背景
嘉绍大桥所处的钱塘江水域具有特殊的建设条件,为适应河 床摆幅的要求,主航道桥采用 70+200+5×428+200+70=2680m的分幅式四索面六塔斜拉桥。 由于钢箱梁长度大,主梁的温度变形对索塔及基础的受力影响 大,传统构造无法适应这种长主梁结构体系和嘉绍大桥特殊的 建设环境。
中 交二 航
SECOND HARBOUR ENGiNEERING
刚性铰小箱梁临时锁定
4.3、施工操作要点 4.3.1、施工准备---安装温度选择
由于J2梁段吊装时,顺桥向距J1、J3梁段只有10cm的理论 富余值,所以尽量考虑选择温度较低的天气进行吊装。最终合龙 将根据合龙口的监测情况,由监控单位确定。
标准梁段吊具
抬吊吊具
标准梁段吊具
抬吊吊具
4.3、施工操作要点
4.3.1、施工准备---桥面吊机改造 研发了桥面吊机左
右吊具自平衡的装置, 将南主墩单台吊机两 起升钢丝绳相互连接 使两个吊点能够同时 相互均衡起吊荷载, 实现“四点起吊,三 点平衡”。
中 交二 航
SECOND HARBOUR ENGiNEERING
中 交二 航
SECOND HARBOUR ENGiNEERING
刚性铰合龙口两侧主梁线形
4.3、施工操作要点
4.3.1、施工准备---配重安装 刚性铰合龙压重包括边跨侧永久压重和中跨侧临时压重两部分,
广州新电视塔钢结构加工制作工程(b标)新增工程补协(03.28修改)

xxxxxxxx电视塔钢结构加工制作工程(B标)新增工程量补充协议业主:xxxxxxxx电视塔建设有限公司,以下简称“业主”发包方:上海建工(集团)总公司(联合体主办方)、广州市xxxxxxxx有限公司,以下简称“总承包人”承包方:浙江xxxxxxxx有限公司,以下简称“供货商”依照《中华人民共和国合同法》、《中华人民共和国建筑法》及其他有关法律、行政法规,遵循平等、自愿、公平和诚实信用的原则,三方就xxxxxxxx电视塔工程加工制作工程(B标)中新增加的核心筒劲性钢结构加工制作、双向铰加工制作与工厂内拼装施工承包事项协商一致,愿在xxxxxxxx电视塔钢结构加工制作工程(B标)合同条款基础上签定本补充协议。
一、工程量增加范围1、xxxxxxxx电视塔工程核心筒劲性结构分项工程:设计图纸所显示的劲性钢结构的施工详图设计、制作及供应工作(防腐涂装除外)。
2、xxxxxxxx电视塔工程双向铰分项工程:设计图纸所显示的由总承包单位书面划归B标段的内容,主要包括销轴、销轴盖板、两块嵌固板及连接高强螺栓和嵌固板内咬合键等的施工详图设计、加工制作、工厂拼装及供应工作(防腐涂装除外)。
二、协议价款1、核心筒劲性钢结构增加总价款暂定为¥15,073,063.6元(大写:壹仟伍佰零柒万叁仟零陆拾叁元陆角)。
劲性柱工字柱、牛腿、钢管柱固定综合单价分别暂定为:(1)工字型截面柱¥9212.43元/吨,(2)牛腿¥9568.55元/吨,(3)钢管柱¥13840.74 元/吨。
工程量暂定为1520.65吨,最终按深化设计图纸及设计变更联系单按实结算。
2、双向铰(划归B标的部分)增加价款暂定为¥20,631,391.47 元(大写:贰仟零陆拾叁万壹仟叁佰玖拾壹元肆角柒分)。
固定综合单价分别暂定为:双向铰A综合单价为13633.46元/个,双向铰B综合单价为19186.34元/个,双向铰C综合单价为28006.92元/个,双向铰D综合单价为64442.46元/个,工程量按深化设计图及设计变更按实结算。
广州新电视塔钢结构加工制作工程B标段

广州新电视塔钢结构加工制作工程B标段一、工程背景广州新电视塔是一项重要的城市工程,是广州市中心的地标建筑之一,也是广州新的商业、文化和旅游中心。
为了完成这项工程,广州市政府立项,进行了招标,最终确定了由某建筑公司负责广州新电视塔钢结构加工制作工程B标段的施工任务。
二、工程概述广州新电视塔钢结构加工制作工程B标段是广州新电视塔工程的重要组成部分。
本工程是在大楼开工建设前期对于塔楼框架的加工制造和安装,并负责架设相关设备。
三、工程要求根据施工方案和施工图纸要求,制造加工塔楼所需的各种钢材和构件,保证安全、质量和品质,并满足工期要求。
工程主要量:•计划用钢材总量约为8000吨。
•主要工程包括制作塔楼主体结构钢构件、大型压板、消防楼梯和观光楼梯等。
四、工程难点1. 材料标准和要求本工程材料的标准和要求非常严格,需要根据施工图纸要求进行选材和采购。
特别要求钢材必须具备抗风、抗震、耐腐蚀和防火等多种性能,同时还要遵循国家标准和法规的要求。
2. 制造加工工艺钢结构加工制造需要手工操作和机械加工相结合,需要一定的技术和经验,精度要求高,规格复杂。
加工工艺需要严格控制,确保部件的加工质量和精度达到要求。
3. 施工安全本工程施工安全性要求较高,因为本工程主要掌握在制造加工环节中,也就是钢构件的制作捆绑安装和悬吊任务,因此需要非常注意施工过程中的安全,保障工人的生命财产安全。
五、施工方案和措施为了实现工程质量和施工期限的要求,必须要遵循以下施工方案和措施:1. 材料选购和审批在材料选购和审批阶段,必须根据施工图纸要求进行材料的筛选和试验。
对于材料的标准化和规范化要求满足市场标准和季度标准,满足标准化的要求。
2. 施工流程和管理在施工过程中,需要根据要求制定管理办法,严格按照操作规范和接口的要求来管理,在每一道工序中都必须记录材料种类和用量、精度、质量等情况。
3. 返工控制和质量检查在工程进行中,出现问题的时候必须尽早发现并返工。
广州新电视塔工程2工程概述

第一章工程概述第一节工程概况1.1 建设项目概况项目名称:广州新电视塔工程项目地点:中国广州市海珠区新港中艺苑路地理位置:位于珠江景观轴与城市新中轴线交汇处的珠江南岸,建设用地北临珠江,东邻帝景花园,西侧为原新中国造船厂,也是即将建设的电视中心用地,南邻赤岗塔。
用地的北块是塔体的建设用地,南块是水体绿化景观广场用地。
围绕地块的城市道路有:北是滨江东路,南是观光塔路,东西两侧的规划路。
与珠江新城中的“双子塔”构成大三角,与珠江新城南端的广州市歌剧院、广东省博物馆构成小三角。
建筑规模:总用地面积约17.6万m2,其中塔基用地面积约8.5万m2,总建筑面积约99946m2,结构总高610m。
建筑安装工程概算:总共约16亿元;结构形式:主体结构内部采用钢筋混凝土核芯筒,外部采用由斜钢管混凝土柱、钢环梁及钢斜撑构成的钢框架,其与中间混凝土核芯筒通过楼面梁、水平支撑及桁架等形式进行连接。
建设单位:广州新电视塔建设有限公司设计单位:奥雅纳工程顾问公司,广州市设计院。
监理单位:广州建筑工程监理有限公司图1.1.1.1 广州新电视塔效果图1.2 项目设计概况广州新电视塔的造型缘自滚滚东流的珠江河水,寓意水流的力量将塔腰扭转。
其造型将建筑、结构、美学等多科学融为一体,形成了一个纤细、挺拔、镂空、开放的外形。
广州新电视塔设计方案结构总高610m,由一座高达454m的主塔体和一个高156m的天线桅杆构成。
以“广州新气象”为主题,建筑结构是由一个向上旋转的椭圆形钢外壳变化生成,相对于塔身底部和顶部而言,塔身有“纤纤细腰”,体态生动,而结构通过其外部的钢斜柱、斜撑、环梁和内部的钢筋混凝土筒充分展现了建筑所要表达的建筑造型。
广州新电视塔建成后将成为世界第一高塔。
1.2.1建筑概况总建筑面积约99946 m2,塔体建筑面积约3.8万m2。
广州新电视塔地下两层,其中地下二层-10.0m,主要为车库(五级人防区)、设备用房及电视塔器材间;地下一层-5.00m,主要为停车场、饮食街、展览和地下设备用房,另外还包括厨房员工餐厅等其他用途区域。
广州新电视塔结构施工关键技术

610m⾼的⼴州新电视塔是世界的电视塔,也是⼀个典型的超⾼层建筑,具有⾼、扭、偏等复杂结构特征。
本⽂对其关键施⼯技术和措施进⾏了分析和论述。
⼀、⼴州新电视塔简介 ⼴州新电视塔是为2010年⼴州亚运会建设的⼴播电视塔。
位于珠江岸边,是⼴州新城市中轴线上的主要建筑物。
总⽤地⾯积约 18万m2,总建筑⾯积 10 万m2,结构总⾼ 610 m ,钢结构总量 5.5 万吨,7.2m平台层 3万m2.形体扭转向上,形成纤纤细腰,体态优美。
⼴州新电视塔有⼀座454m的塔⾝和156m的钢结构桅杆组成,总⾼610m.塔⾝由钢结构外框筒和钢筋混凝⼟核芯筒构成。
内外框筒通过楼层结构相连,但楼层缺失⼀半。
功能层分段分布,外框筒由24根钢柱和46个钢椭圆环及钢斜撑组成,由下到上,截⾯由⼤变⼩,再由⼩变⼤,扭转⽽成,钢柱截⾯由2000mm渐变到1200mm.核芯筒结构⾼达448m,截⾯呈椭圆形,外壁壁厚由1200mm随⾼度减⼩到400mm,混凝⼟标号由C80变化到C40,内置14根⼯字型截⾯的劲性柱。
24根外框筒柱呈空间三维倾斜,且环间距离⾼达10余⽶,且采⽤低收缩的C60混凝⼟。
⼆、⼴州新电视塔的特点和难点 ⼴州新电视塔这样⼀个标志性建筑,由于建筑师创新性的设计,使得结构具有以下特点和难点: (1)⾼:塔楼⾼454m,天线桅杆顶⾼610m,超⾼度带来施⼯⾼风险。
(2)扭:钢外筒⾃下⽽上扭转45度,使结构呈三维倾斜,万余构件⽆⼀相同。
施⼯变形控制难度⼤。
(3)偏:钢结构底座与核⼼筒偏⼼9.3m,⽽顶部钢结构⼜与底座偏位9m,使结构在⾃重作⽤下发⽣侧移。
(4)柔:结构细长,内外框筒连接较弱,核芯筒截⾯只有14X17m,⾼度却达450余⽶。
(5)外:外框筒位于功能层外侧,因此施⼯时不能依靠楼层作操作⾯,⼤⼤增加了施⼯难度。
三、⼴州新电视塔的关键施⼯技术和措施 由于⾯临上述结构上的特点和难点,⼴州新电视塔施⼯过程必然⾯临很多的技术难点和困难。
新型铰接接头施工艺介绍
翼缘 腹板
导向孔
翼缘
腹板
图 1 铰接接头平面示意图
2.1 铰接接头的介绍 ..............................................2 2.2 铰接接头的施工工艺介绍 ......................................3 3 铰接接头的优点和缺点..............................................7 3.1 增加导向孔的优点 ............................................7 3.2 导向刷壁器的优点 ............................................7 3.3 捣固器施工工艺的优点 ........................................7 3.4 铰接接头施工工艺的缺点 ......................................8 4 铰接接头的延展....................................................8 4.1 导向孔的延展 ................................................9 4.2 刷壁器的延展 ................................................9 4.3 捣固器的延展 ................................................9 5 总结.............................................................10 6 工程实例.........................................................10
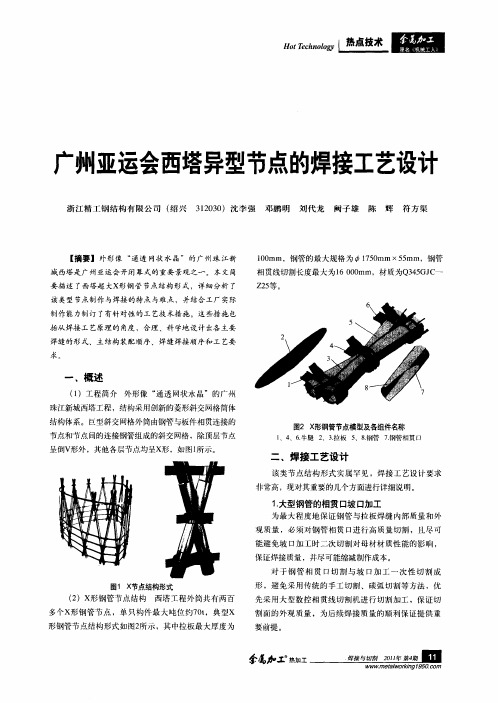
广州亚运会西塔异型节点的焊接工艺设计
1伸 长 的MnS 杂 稀土) . 夹 ,选用z向钢
要前提 。
多个x 形钢 管 节点 ,单 只构 件最大 吨 位约7 t 0 ,典 型x 形钢 管节点结构形 式如 图2 所示 ,其 中拉板 最大 厚度为
参伽
工— —
整 苎 ltcoy 塞 hl H T ng oe o
2异型 十字接头防层状撕裂焊缝形式设计 .
钢 管与 拉板的焊 缝形式 常见 的相 贯焊缝 ,且为 异
计要求 ,如图6 及表1 所示 。
侧 ቤተ መጻሕፍቲ ባይዱ
根 部
图
3
详细焊缝设计思路及焊缝形式如下 :
( )钢管 的斜对接焊缝 形式设 计 钢管 的斜对接 1
l
焊缝 ,即拉板 单侧 两根钢管 的斜 对接 ,大致结构 形式
如图4所示 。为保证节点的整体动载性能 ,并尽可能减 a 小焊接熔敷量 ,优先采用不加设焊接垫板 的x形坡 I焊 : 1 缝 ,并在保证焊接 可操作性的前提下 ,尽可能减 小坡 口 角度 ,以减小焊接热输入 ,坡 口形式如图4 所 示 ( 的 b
括 从 焊接 工 艺 原理 的 角度 , 合理 、科 学地 设 计 出各 主要 焊缝 的形 式 、主 结 构 装 配顺 序 、 焊缝 焊接 顺序 和 工 艺要
求
一
、
概 述
()工程 简介 外形 像 “ 透 网状 水晶 ”的广州 1 通 珠江新城 西塔工程 ,结构采用创新的菱形斜交 网格简体 结构体系。 巨型斜 交网格外筒 由钢管与板件相贯连接的
要 描 述 了西塔 超 大X形 钢 管 节点 结 构 形 式 , 详 细 分 析 了
10 0mm,钢管的 最大规格 为 15mm × 5 70 5mm,钢 管
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
箱体检验检测合格 后,装配焊接牛腿 和H型主梁。再次 检验检测,再次转 入外表面涂装工序。
22
• 3、对双向铰进行防腐涂装
电弧喷铝(180μm)
环氧磷酸锌(渗入)
内倒角处涂锌加(100μm)
成品保护,运往现场
23
4、销轴、销轴盖板的防腐处理
销轴:主要采用电镀锌。 销轴盖板:主要采用热浸锌、环氧磷酸锌、环氧云铁中间 漆。 高强螺栓采用黑化处理,在高螺栓厂进行。
对有厚度方向性能要求的钢板,钢厂和钢结构制作厂应逐张进行超声波检验,检 验方法按国家规范GB/T2970执行,对Q345GJC按Ⅲ级,对Q390GJC和Q460GJC 应按Ⅱ级质量等级执行。厚度方向断面收缩率的复验,仍按批号进行检验。30mm以 上厚板的焊接,为防止在厚度方向出现层状撕裂,宜在下料后和焊接前,对母材焊道 中心线两侧各2倍板厚加30mm的区域内进行超声波探伤检查,母材中不得有裂纹、 夹层及分层等缺陷存在。
检验(尺 寸)
13
•5、双向铰第一次组装
零件擦洗干净→以A板为基准板,根据图纸要求 装入轴承→装入咬合键 盖B板,合拢→初拧螺栓 →检验→ 点焊防尘盖。
14
6、嵌固板加工工艺流程图示:
数控镗床加工中心 一次性加工未完成镗
孔和键槽
嵌固板加工完成
15
7、销轴加工工艺图示:
销轴原材料(20Cr)
外圆及端面粗加工
粗加工后调质完成
外圆及端面精加工
加工完成(检测)
168、销轴盖板、咬合键加 Nhomakorabea图示:销轴盖板加工
咬合键加工完成
17
9、双向铰第一次组装
18
五、双向铰与主梁的组装、焊接与涂装
1、双向铰与主梁外伸段的连接
箱型钢梁除两榀桁架外,均为带双 向铰的外伸箱型钢梁,因受焊接可操作 性的限制,在拼焊平台上制作。同时箱 体内部涂装工序需与拼焊流程相结合, 交叉进行。
19
主梁
外伸箱型钢梁
外伸箱型钢 梁
主 梁
双向铰与外伸梁段的组合
20
• 2、双向铰与外伸段的组拼
船位焊接
装配双向铰加劲 板,焊接加劲板与 双向铰焊缝。
临时支撑
双向铰与箱体装配,焊接双向铰及 加劲板与上下翼缘板焊缝。
21
腹板
分段腹板
加劲板与腹板焊缝电渣焊
装配箱体腹板和双向铰 处的分段腹板和加劲 板,分步按序对称焊 接各焊缝。对隐蔽未 施焊的焊缝采用电渣 焊施焊。
25
七、劲性柱概况介绍
• 1、劲性柱的结构形式: 核心筒H型钢柱(428m以下):材质Q345C; 核心筒牛腿(428m以下) :有箱型和H型两类; 核心筒圆管柱(428~448.8) : Q345C 、Q460GJC。
26
• 2、典型劲性柱
27
• 3、典型节点
典型节点一:
28
典型节点二:
29
热烈欢迎 广州新电视塔项目领导、专家
一行莅临我司考察指导!
1
广州新电视塔双向铰加工制作工艺方案(B标段)
浙江精工钢结构有限公司 2007.07.13
2
汇报内容:
• 一、加工制作的特点; • 二、双向铰加工的内容; • 三、加工制作的设计要求; • 四、双向铰加工工艺控制和流程; • 五、双向铰与主梁的组装、焊接与涂装; • 六、双向铰检测要求。 • 七、劲性柱概况介绍
• 4、劲性柱主材表
序 材料名
号
称
1 钢板 2 钢板 3 钢板 4 钢板 5 钢板 6 钢板 7 钢板 8 钢板 9 钢板
• 2、销轴的验收:
(1)销轴应进行无损检测,检测项目为起声波和磁粉探伤,自检比例为100%;第 三方探伤为 5%,且每个炉批号不少于1件,并在施工现场检测。
(2)超声波检测分两个阶段,一阶段是原材料进厂后,二阶段是热处理(调质)后。
(3)超声波探伤按《锻轧钢棒超声波检验方法》(GB/T4162-1991)执行,其质量 合格级别为B级。
检验
2、销轴机加工工艺流程
原材料进厂检 验(检测)
下料
粗加 工
调质
数控机床
精加工
检验 (2种)
电镀锌 (30)
12
3、销轴盖板加工工艺流程
数控车床
数控车床
摇臂钻
原材料进厂检 验
下料
车端面、外 圆
车圆弧 面
检验
热浸锌 (120+60)
打孔 攻丝
4、咬合键加工工艺流程
数控切割机
铣床
原材料进厂检验
下料
精加工
3
一、加工制作特点:
➢机加工量大,孔加工量大,特别是平面铣量较大,每次仅能铣2~
2.5mm(如D型双向铰设计嵌固板厚度为130mm,板平面长×宽为 1360×1200,不平整度可达3-5mm,钢板负公差可达1mm,为了满 足工程质量,采用140mm钢板铣,需铣3 ~4次);
➢ 机加工、孔位定位精度要求高,特别是销轴孔中心与咬合键的定位
6
7
深25.5
深30 8
9
三、加工制作的设计要求
• 1、双向铰分为A、B、C、D四类。 • 2、A、B、C、D技术参数:
10
• 3、双向铰的防腐要求:
11
四、双向铰加工工艺流程
1、嵌固板加工工艺流程
数控切割机
原材料进厂检 验(检测)
下料 开坡口
加工中心
抛丸
铣平面 (龙门式铣床加
工)
镗孔 铣槽 钻孔
精度要求高(0.1mm);
➢ 工序多,整个过程包括:原材料无损检测、下料、调质(销轴)、机
加工、无损检测(销轴)、一次组装、二次组装及焊接、防腐涂装、包装
等多道工序。 ➢难度大,除精度要求高外,Q345C韧性大,工效低。
4
二、双向铰(B标)加工的内容
5
• B标加工制作销轴以内双向铰部分,包括:
销轴、销轴盖板、双向铰嵌固板、咬合 键、高强螺栓。
24
六、双向铰检测要求
• 1、钢材的进厂复验,按本工程验收标准执行:4.2.18 钢材的复验
钢材应成批验收。外筒管结构的钢材首批600t按60吨为一批取样抽查复验。首批 钢材是指同一钢厂生产的、同一牌号、同一质量等级、同一厚度或规格、同一交货状 态的钢材。鉴于本工程用钢量大,在首批检验合格且质量稳定后,以后允许按同一钢 厂生产的、同一牌号、同一质量等级、同一冶炼和浇铸方法、同一厚度、不同炉罐号 组成混合批,对Q345C钢取400t为一个批号,对Q345GJC取每200t为一个批号,对 Q390GJC取每100t为一个批号,Q460GJC仍为60t一个批号。功能层和核心筒结构钢材, 无首批600t的要求,直接按Q345C取400t一批,Q345GJC取200t一批,Q390GJC 取100t一批,Q460GJC取60t一批取样复验。复验时的取样和复验内容应按有关国家 标准执行。