浦喆无电切割笔
无电切割笔说明

无电切割笔品牌:浦喆无电切割笔是一种利用超强氧化反应产生的超高温熔融金属射流来切割金属材料的便携式设备,能够实现在无外加能量源的条件下对各种金属材料实现快速切割燃烧,达到特种部队进行渗透扰袭,在弹药库油田飞机场等重要目标地点实现,切割破器械装备的目的。
无电切割笔由持握手柄、燃烧棒、高温引火火柴三部分组成,燃烧棒本体采用特殊材料制作,呈惰性,银色固体态。
全长310mm,棒长170mm,安全距离长为350mm,内置高温引火火柴,且用防火防潮包装包装。
1、尺寸规格与质量要求引火火柴点燃,确保在极端环境下的安全携带,以及战备运输储存的稳定性能。
3、超高温切割棒燃烧温度为2800℃燃烧时间为20秒4、耐腐蚀性能:超高温切割棒经8小时盐雾试验,其耐腐蚀等级不低于9级。
5、温度适应性:在-35℃ +60℃范围内,物品外套应无变形、破损、粘化,且能立即使用6、浸水适应性:超高温切割棒浸水8小时,通过防潮防火包装内的高温引火火柴能够正常点燃,进行所需作业。
使用时将棒取出,倒插于包装桶上。
取出专用火柴,点燃后,迅速将火焰按压与燃烧棒顶端,约2-3秒后即引燃燃烧棒,迅速将切割棒按压至切割处,即开始切割。
燃烧棒燃烧后能够发出2800℃高温熔融金属材料,能够燃烧20S,燃烧声音小,可以切断14毫米的钢筋,烧穿精密装备外壳完全破坏内部结构,点燃后既无法破灭,置于水中亦可燃烧,用于扰袭极佳,可用于房门破拆,反恐救援,如需切割破坏更厚的金属材料,使用多支切割棒继续燃烧直到烧断为止。
无电切割笔使用特殊固体材料制成,呈惰性,燃烧稳定便于控制。
棒需要专用防风引火柴产生1300℃高温才能点燃。
便于使用人员在极端环境下安全使用。
本产品不含任何烟火药剂和火工产品,经过实验室严格检测,低于1300度的明火如使用丙烷火焰,酒精喷灯等产品都不能引燃,冲击跌落碾压无特别反应。
电动铅笔刨产品测试指导书
电动铅笔刨产品测试指导书
1、适用范围
本规格书适用于DXC公司生产的电动铅笔刨。
2、定义
2.1电动铅笔刨:铅笔插入机内并向下用力压刀架,刀架在外力作用下移动
并触发启动开关片,马达通过减速机构带动刀架转动实现切削过程,在切削过程中手要始终保持均恒向下的压力,以保证开关不断电及实现手动喂给,当铅笔切削完成时顶开停车开关片,马达停止运转,手动取出铅笔。
2.2 :实色电动铅笔刨。
3、说明
3.1笔芯有效切削长度指笔芯裸露部分之长度。
3.2切削长度指每次切削铅笔之长度,亦可指测试时截去笔芯之长度。
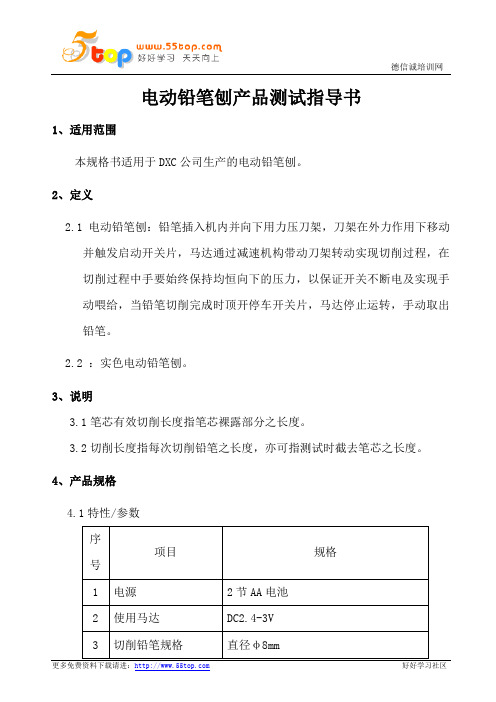
4、产品规格
4.1特性/参数
4.2结构
产品结构见《爆炸图》, 各部件用料或规格见《BOM》,外部段差小于0.20mm。
4.3颜色及包装
按客人要求.
5、品质规格
5.1AQL:Cr 0.4(II), Ma 1.5 (II), Mi 4.0(II)
所有产品检验均采用MIL 105E一般检验等级水平II级的正常单次抽样计划。
5.2缺陷分类
Cr(严重缺陷):指导致或可能导致产品丧失功能、影响产品声誉和人身安全之缺陷;
Ma(主要缺陷):指产品功能被消弱之缺陷;
Mi(次要缺陷):不影响产品使用,对销售影响不明显,外观不足之缺陷。
5.3缺陷等级
产品缺陷等级表。
电动削笔机在制图工作中的优势和适用性

电动削笔机在制图工作中的优势和适用性制图是一项需要高度精确和仔细处理的任务,通常需要大量的绘图工具和仪器来完成。
其中,电动削笔机是一款在制图工作中十分重要且广泛使用的工具。
本文将会详细探讨电动削笔机在制图工作中的优势和适用性。
一、快捷高效电动削笔机能够迅速、高效地完成针对铅笔的削尖任务。
相比传统手动削笔器,电动削笔机的电动驱动使得削笔过程更加快捷,节省了大量的时间。
对于制图师们来说,时间就是金钱,能够更快速地完成削笔任务,有助于提高制图效率。
二、削笔精度高在制图工作中,精确度至关重要。
电动削笔机具有一致的削笔精度,可以确保每次削尖后的铅笔尖锐度和长度的一致性。
相比于手动削笔,电动削笔机能够提供更加精确和一致的结果,使得绘图过程更加准确和可靠。
三、操作简便电动削笔机的操作非常简单,只需将铅笔放入插笔孔中,启动电源开关,机器会自动开始削尖过程。
这种简单的操作流程不需要额外的技能或教育背景,几乎任何人都可以轻松上手使用。
这一特点使得电动削笔机成为一种方便的绘图工具,满足了各种工作环境和人员的需求。
四、适用范围广电动削笔机适用于各种不同类型的铅笔,包括普通铅笔、彩色铅笔、细绘铅笔等。
不同的铅笔大小和种类可以通过调整电动削笔机的插笔孔大小和深度来适应。
这一特点使得电动削笔机非常灵活,适用于不同绘图要求和工作场景。
五、安全可靠电动削笔机在安全方面也有很多优势。
首先,电动削笔机通常有安全启动设置,只有在合适的操作位置和方式下才能启动电源,防止了意外伤害的发生。
其次,电动削笔机通常有过热保护机制,当机器因连续工作时间过长或其他原因感应到过热时,会自动停止工作,避免了机器损坏和意外火灾的风险。
六、节省资源相比于手动削笔器,电动削笔机使用时不需要额外的人力资源,只需插上电源即可完成工作。
而且,电动削笔机在削笔过程中具有自动削尖废料收集功能,可以将废料集中在机器内部的容器中,便于清理和处理。
这一特点有利于节省人力和减少制图过程中的废料产生,对于提高工作效率和环境保护都具有积极意义。
电磨gp3v-gp5v使用说明书

电磨Electronic Hand Grinder GP 3V • GP 5V使用说明书HANDLING INSTRUCTIONS使用前务请详加阅读Read through carefully and understand these instructions before use.112一般安全规则警告!阅读说明没有按照以下列举的说明而使用或操作将导致触电、着火和/或严重伤害。
在所有以下列举的警告中术语“电动工具”指市电驱动(有线)电动工具或电池驱动(无线)电动工具。
保存这些说明1) 工作场地a) 保持工作场地清洁和明亮。
混乱和黑暗的场地会引发事故。
b) 不要在易爆环境,如有易燃液体、气体或粉尘的环境下操作电动工具。
电动工具产生的火花会点燃粉尘或气体。
c) 让儿童和旁观者离开后操纵电动工具。
分心会使你放松控制。
2) 电气安全a) 电动工具插头必须与插座相配。
绝不能以任何方式改装插头。
需接地的电动工具不能使用任何转换插头。
未经改装的插头和相配的插座将减少触电危险。
b) 避免人体接触接地表面,如管道、散热片和冰箱。
如果你身体接地会增加触电危险。
c) 不得将电动工具暴露在雨中或潮湿环境中。
水进入电动工具将增加触电危险。
d) 不得滥用电线。
绝不能用电线搬运、拉动电动工具或拔出其插头。
让电动工具远离热、油、锐边或运动部件。
受损或缠绕的电线会增加触电危险。
e) 当在户外使用电动工具时,使用适合户外使用的外接电线。
适合户外使用的电线将减少触电危险。
3) 人身安全a) 保持警觉,当操作电动工具时关注所从事的操作并保持清醒。
切勿在有疲倦,药物、酒精或治疗反应下操作电动工具。
在操作电动工具期间精力分散会导致严重人身伤害。
b) 使用安全装置。
始终配戴护目镜。
安全装置,诸如适当条件下的防尘面具、防滑安全鞋、安全帽、听力防护等装置能减少人身伤害。
c) 避免突然起动。
确保开关在插入插头时处于关断位置。
手指放在已接通电源的开关上或开关处于接通时插入插头可能会导致危险。
浦喆指纹熏显柜
指纹熏显柜
品牌:浦喆
主要用于非渗透性客体潜在汗液印痕显现,尤其对折叠、揉皱的检材(如:胶带、塑料袋)内部的潜影疑难指纹显现的效果明显。
特点:1、真空状态下,水分子及汽化502分子自由扩散,指纹
纹线更加均匀;
2、真空状态下,502胶与指纹的反应更加灵敏,指纹纹
线更加清晰;
3、真空状态下,指纹熏显的背景更加干净。
三、参数:
1、操作面板:7”彩色液晶触摸屏,中文显示/操作界面, 触摸式按键;
2、真空熏显运行控制:微处理器精确控制真空熏显全
过程;
3、运行模式:自动/手动熏显模式,熏显参数可修改模
4、自动熏显模式:设有4组自动运行参数选择(用户可
修改);
5、真空熏显室湿度控制:8 0 % R H ±1 . 5
(75%RH~85%RH);
6、熏显剂加热盘温度:120℃±1 (温度可调);
7、真空度:最高可达-950mbar ;
8、2级真空泵抽真空时间:约5分钟;
9、外置式真空泵加油/卸油装置;
10、夹膜防弹玻璃观察窗尺寸:430x430mm;
11、照明:LED条形灯DC24V,2.5W支x 2
12、内循环空气净化时间:10分钟(可调)
13、双层活动不锈钢隔板和顶层活动横杆;
14、外置式真空泵加油/卸油装置;
15、可更换式密封圈;
16、台式泵机一体化箱体外形尺寸:长800x宽600x高690mm
1 7 、不锈钢方形真空熏显室有效空间:
450x450x450mm (90升);
18、电源和最大功率:220V/50Hz ,600W。
切割泡沫电容笔的原理

切割泡沫电容笔的原理泡沫电容笔,也被称为触屏电容笔,是一种用于触摸屏幕上进行书写、绘画、点击等操作的电子设备。
其切割原理主要涉及材料、电路和信号处理三个方面。
首先,我们需要了解泡沫电容笔的结构。
泡沫电容笔通常由笔身、触头和电路板组成。
笔身一般由金属、塑料或者合金材料制成,而触头是用导电材料覆盖的细小部件。
电路板是连接触头和电子设备的桥梁,负责信号传输和处理。
在使用泡沫电容笔时,当触头与屏幕表面接触时,会发生电容变化。
这是因为屏幕上存在一层极薄的电介质,当触头触碰电介质时,会形成一个微小的电容。
笔身上的电路板会探测到这一电容变化,并将其转化为数字信号。
接下来,我们来详细解释一下泡沫电容笔的切割原理。
第一步,当触头与屏幕接触时,因为电介质的存在,会形成一个微小的电容。
该电容通过触头和电路板之间的导线传输到电路板上。
第二步,电路板上的传感器会测量电容的变化。
传感器通常是以电容的形式存在,通过改变电容的值来检测触摸事件。
一般情况下,触摸区域的电容值较高,其他区域的电容值较低。
这样,在触摸区域,电路板可以检测到明显的电容变化。
第三步,电路板会将测量到的电容值转化为电信号。
通常,电路板会将电容值转化为电压或电流信号。
这些信号可以被传输到计算机或其他设备上进行处理和解读。
例如,计算机会根据接收到的信号判断用户的点击位置,以及用户采取的操作。
第四步,计算机或其他设备对信号进行处理。
当屏幕被划过、点击或其他手势操作时,泡沫电容笔会将相应的信号传输到计算机或设备上。
计算机会使用特定的算法来解读这些信号,并将其转化为相应的操作指令。
在屏幕上绘制图形、书写文字等操作均通过这一过程实现。
综上所述,泡沫电容笔的切割原理主要涉及材料、电路和信号处理三个方面。
当触头与屏幕接触时,电路板会测量电容的变化,并将其转化为数字信号。
计算机或其他设备会对信号进行处理和解读,实现屏幕的书写、绘画和点击等操作。
这种切割原理使得泡沫电容笔成为一种流行的输入设备,广泛应用于智能手机、平板电脑等电子产品中。
罗伯特·博爵电力工具有限公司产品说明书

2 |English...................................................Page5中文.......................................................页9繁體中文..................................................頁14يبرع..................................................ةحفصلا191 609 92A 5R5 | (10.07.2020)Bosch Power Tools|3Pro Pruner(1)(2)(3)(4)(5)(6)(7)(8)(9)(10)(11)(14)(13)(12)Bosch Power Tools1 609 92A 5R5 | (10.07.2020)4 |A(5)(7)(9)(8)1 609 92A 5R5 | (10.07.2020)Bosch Power ToolsEnglish | 5English Safety InstructionsGeneral Power Tool Safety Warnings Read all safety warnings, instruc-tions, illustrations and specifica-tions provided with this power tool. Failure to follow all in-structions listed below may result in electric shock, fire and/or serious injury.Save all warnings and instructions for future reference.The term "power tool" in the warnings refers to your mains-operated (corded) power tool or battery-operated (cord-less) power tool.Work area safety u Keep work area clean and well lit. Cluttered or dark areas invite accidents.u Do not operate power tools in explosive atmospheres,such as in the presence of flammable liquids, gases or dust. Power tools create sparks which may ignite the dust or fumes.u Keep children and bystanders away while operating a power tool. Distractions can cause you to lose control.Electrical safety u Power tool plugs must match the outlet. Never modify the plug in any way. Do not use any adapter plugs withearthed (grounded) power tools. Unmodified plugs and matching outlets will reduce risk of electric shock.u Avoid body contact with earthed or grounded sur-faces, such as pipes, radiators, ranges and refrigerat-ors. There is an increased risk of electric shock if your body is earthed or grounded.u Do not expose power tools to rain or wet conditions. Water entering a power tool will increase the risk of elec-tric shock.u Do not abuse the cord. Never use the cord for carry-ing, pulling or unplugging the power tool. Keep cord away from heat, oil, sharp edges or moving parts. Damaged or entangled cords increase the risk of electric shock.u When operating a power tool outdoors, use an exten-sion cord suitable for outdoor use. Use of a cord suit-able for outdoor use reduces the risk of electric shock.u If operating a power tool in a damp location is un-avoidable, use a residual current device (RCD) protec-ted supply. Use of an RCD reduces the risk of electric shock.Personal safety u Stay alert, watch what you are doing and use common sense when operating a power tool. Do not use a power tool while you are tired or under the influence of drugs, alcohol or medication. A moment of inatten-tion while operating power tools may result in serious per-sonal injury.u Use personal protective equipment. Always wear eyeprotection. Protective equipment such as a dust mask,non-skid safety shoes, hard hat or hearing protectionused for appropriate conditions will reduce personal in-juries.u Prevent unintentional starting. Ensure the switch is inthe off-position before connecting to power source and/or battery pack, picking up or carrying the tool. Carrying power tools with your finger on the switch or en-ergising power tools that have the switch on invites acci-dents.u Remove any adjusting key or wrench before turning the power tool on. A wrench or a key left attached to arotating part of the power tool may result in personal in-jury.u Do not overreach. Keep proper footing and balance at all times. This enables better control of the power tool in unexpected situations.u Dress properly. Do not wear loose clothing or jew-ellery. Keep your hair and clothing away from moving parts. Loose clothes, jewellery or long hair can be caught in moving parts.u If devices are provided for the connection of dust ex-traction and collection facilities, ensure these are con-nected and properly used. Use of dust collection can re-duce dust-related hazards.u Do not let familiarity gained from frequent use of tools allow you to become complacent and ignore toolsafety principles. A careless action can cause severe in-jury within a fraction of a second.Power tool use and careu Do not force the power tool. Use the correct power tool for your application. The correct power tool will do the job better and safer at the rate for which it was de-signed.u Do not use the power tool if the switch does not turn it on and off. Any power tool that cannot be controlled with the switch is dangerous and must be repaired.u Disconnect the plug from the power source and/or re-move the battery pack, if detachable, from the power tool before making any adjustments, changing ac-cessories, or storing power tools. Such preventive safety measures reduce the risk of starting the power tool accidentally.u Store idle power tools out of the reach of children and do not allow persons unfamiliar with the power tool or these instructions to operate the power tool. Power tools are dangerous in the hands of untrained users.u Maintain power tools and accessories. Check for mis-alignment or binding of moving parts, breakage of parts and any other condition that may affect the power tool’s operation. If damaged, have the power tool repaired before use. Many accidents are caused by poorly maintained power tools.Bosch Power Tools1 609 92A 5R5 | (10.07.2020)6 | Englishu Keep cutting tools sharp and clean. Properly main-tained cutting tools with sharp cutting edges are less likely to bind and are easier to control.u Use the power tool, accessories and tool bits etc. in accordance with these instructions, taking into ac-count the working conditions and the work to be per-formed. Use of the power tool for operations different from those intended could result in a hazardous situation.u Keep handles and grasping surfaces dry, clean and free from oil and grease. Slippery handles and grasping surfaces do not allow for safe handling and control of the tool in unexpected situations.Battery tool use and care u Recharge only with the charger specified by the manu-facturer. A charger that is suitable for one type of bat-tery pack may create a risk of fire when used with another battery pack.u Use power tools only with specifically designated bat-tery packs. Use of any other battery packs may create a risk of injury and fire.u When battery pack is not in use, keep it away from other metal objects, like paper clips, coins, keys,nails, screws or other small metal objects, that can make a connection from one terminal to another. Shorting the battery terminals together may cause burns or a fire.u Under abusive conditions, liquid may be ejected fromthe battery; avoid contact. If contact accidentally oc-curs, flush with water. If liquid contacts eyes, addi-tionally seek medical help. Liquid ejected from the bat-tery may cause irritation or burns.u Do not use a battery pack or tool that is damaged ormodified. Damaged or modified batteries may exhibit unpredictable behaviour resulting in fire, explosion or risk of injury.u Do not expose a battery pack or tool to fire or excess-ive temperature. Exposure to fire or temperature above 130°C may cause explosion.u Follow all charging instructions and do not charge the battery pack or tool outside the temperature range specified in the instructions. Charging improperly or at temperatures outside the specified range may damage the battery and increase the risk of fire.Service u Have your power tool serviced by a qualified repair person using only identical replacement parts. This will ensure that the safety of the power tool is maintained.u Never service damaged battery packs. Service of bat-tery packs should only be performed by the manufacturer or authorized service providers.Safety Warnings for Cordless Secateursu This tool is not intended for use by persons (includingchildren) with reduced physical, sensory or mental cap-abilities, or lack of experience and knowledge, unlessthey have been given supervision or instruction concern-ing use of the tool by a person responsible for their safety.Children should be supervised to ensure that they do not play with the tool.u Minors should never be allowed to operate the tool; it should never be left unattended and when not in use should be stored in a locked place out of the reach of chil-dren.u Don’t use the tool or perform battery charging operations in the rain.u Don’t leave the tool in rain or wet locations.u Keep bystanders well away from your work area.u Be careful not to catch foreign matter between the blades. Remove the foreign matter from the blades.u Take care, avoid cutting electrical wires that may be hid-den.u Keep your free hand away from the cutting area.Never touch the blades. They are very sharp and you may cut yourself.u Be vigilant when operating to ensure that the fingers on the hand used to hold or move branches to be pruned are not exposed to the cutting blade.u Always check the blades carefully before operation.u Handle the blades with extreme care to prevent cuts or in-jury from the blades.u Always wear protective gloves when using, adjusting or cleaning the toolpours may be emitted. The battery can set alight or ex-plode. Ensure the area is well ventilated and seek medical attention should you experience any adverse effects. The vapours may irritate the respiratory system.u Do not open the battery. There is a risk of short-circuit-ing.u The battery can be damaged by pointed objects such as nails or screwdrivers or by force applied externally.An internal short circuit may occur, causing the battery to burn, smoke, explode or overheat.u Only use the battery with products from the manufac-turer. This is the only way in which you can protect the1 609 92A 5R5 | (10.07.2020)Bosch Power ToolsEnglish | 7Product Description andSpecifications Read all the safety and general instructions.Failure to observe the safety and general in-structions may result in electric shock, fire and/or serious injury.Please observe the illustrations at the beginning of this oper-ating manual.Intended UseThe tool is intended for professional use in pruning branches and plants with a diameter up to 25 mm.Product Features The numbering of the product features refers to the diagram of the power tool on the graphics page.The accessories illustrated or described are not included as standard delivery. A complete overview of accessor-ies can be found in our accessories program.Technical Data3.0Ah .B)Depends on battery in useC)Limited performance at temperatures <0 °CAssemblyu Remove the battery from the power tool before carry-ing out work on the power tool (e.g. maintenance,changing tool, etc.). The battery should also be re-moved for transport and storage. There is risk of injury from unintentionally pressing the on/off switch.Removing the Battery (see figure A)u Use only the chargers listed in the technical data. Onlythese chargers are matched to the lithium-ion battery ofyour power tool.Note: The battery is supplied partially charged. To ensurefull battery capacity, fully charge the battery in the chargerbefore using your power tool for the first time.The lithium-ion battery can be charged at any time withoutreducing its service life. Interrupting the charging processdoes not damage the battery.The lithium-ion battery is protected against deep dischargeby the "Electronic Cell Protection (ECP)". When the battery is discharged, the power tool is switched off by means of aprotective circuit: The application tool no longer rotates.u Do not continue to press the On/Off switch after thepower tool has automatically switched off. The batterycan be damaged.To remove the battery (5), press both release buttons (6)and pull the battery downwards out of the power tool. Do not use force to do this.Follow the instructions on correct disposal.battery is defective and must be replaced.Status LED indicator Bosch Power Tools 1 609 92A 5R5 | (10.07.2020)8 | EnglishWarning LED indicatorAudio signal Operation Starting Operation Inserting the battery Note: The use of batteries unsuitable for your power tool can lead to malfunctions or damage to the power tool.Push the charged battery (5) into the handle until it clicksinto place.Switch on (sleep mode)Press the on/off switch (7) to switch the tool on. The battery charge indicator (8) will light up and the status LED (3) willflash. The cutting knife (1) and the blade (10) do not move.An audio signal sounds once.Activate knife (ready to cut)Press the cutting switch (9) twice in quick succession. Thecutting knife (1) moves to its home position. The statusLED (3) switches from flashing to being lit continuously.An audio signal sounds twice.Cutting To begin cutting, press the cutting switch (9) until the cuthas been completed. Release the cutting switch (9) again.The cutting knife (1) will return to its home position.Deactivating the bladePress and hold the cutting switch (9) for 4 seconds. The cut-ting knife (1) will move into the closed position and lock. Anaudio signal sounds once. The status LED (3) flashes. Thepower tool will go into sleep mode; one minute later it willswitch itself off.Switching OffPress the on/off switch (7) to switch the tool off. The battery charge indicator (8) and the status LED (3) go out.Tips for cutting woodNever use the tool in an awkward posture. This can lead toserious injuries.Keep your free hand well away from the cutting area. Donot touch the blades. They are very sharp and you may cutyourself.Troubleshooting1 609 92A 5R5 | (10.07.2020)Bosch Power Tools中文 | 9Maintenance and Service Maintenance and Cleaning u Remove the battery from the power tool before carry-ing out work on the power tool (e.g. maintenance,changing tool, etc.). The battery should also be re-moved for transport and storage. There is risk of injury from unintentionally pressing the on/off switch.Adjust the distance between the cutting knife and blade Always remove the battery before adjusting the distance.After a while, when the distance between the cutting knife (1) and the blade (10) is no longer optimal, you can re-ad-just the distance:–Loosen the screw (13).–Turn the lock nut (12) in the required direction.–Retighten the screw (13).Knife lubrication Remove the battery before refilling with oil.In order to achieve an optimal cutting performance, pour asmall amount of oil into the oil filler opening (14) to lubricate the cutting knife. The frequency with which you refill the oil depends the frequency with which you cut, and the diameterand hardness of the branches.After-Sales Service and Application Service Our after-sales service responds to your questions concern-ing maintenance and repair of your product as well as spareparts. You can find explosion drawings and information onspare parts at: The Bosch product use advice team will be happy to help youwith any questions about our products and their accessor-ies.In all correspondence and spare parts orders, please alwaysinclude the 10‑digit article number given on the nameplate of the product.Malaysia Robert Bosch Sdn. Bhd.(220975-V) PT/SMY No. 8A, Jalan 13/646200 Petaling Jaya Selangor Tel.: (03) 79663194Toll-Free: 1800 880188Fax: (03) 79583838E-Mail:**********************.com.my You can find further service addresses at:/serviceaddressesTransportThe contained lithium-ion batteries are subject to the Dan-gerous Goods Legislation requirements. The batteries aresuitable for road-transport by the user without further re-strictions.When shipping by third parties (e.g.: by air transport or for-warding agency), special requirements on packaging and la-belling must be observed. For preparation of the item being shipped, consulting an expert for hazardous material is re-quired.Dispatch battery packs only when the housing is undam-aged. Tape or mask off open contacts and pack up the bat-tery in such a manner that it cannot move around in the packaging. Please also observe the possibility of more de-tailed national regulations.Battery packs/batteries:Li-ion:Please observe the notes in the section on transport (see "Transport", page 9).中文安全规章电动工具通用安全警告阅读随电动工具提供的所有安全警告、说明、图示和规定。
新版全国遥控电子教鞭工商企业公司商家名录名单联系方式大全34家

广东省广州市广东广 州市白云区广州市白 云区同和镇东平村金 湖堡C栋
激光笔,无线激光笔,激光教 鞭,遥控翻页笔,电子教鞭, MP系列笔,投影笔
北京新时代佳诚科 技发展有限公司
北京
激光笔,教学激光笔教鞭,无线
北京市
北京 北京市 北京市 海淀区西草场一号硅 谷大厦8028室
翻页激光笔,教学激光笔演讲伴 侣,电脑无线翻页演讲器,遥控 翻页笔,北京激光笔,PPT翻页 笔,激光电子教鞭,U盘翻页激
北京朝阳区双井富力 城A1座9层
桌面手持两用鼠标,翻页激光 笔,轨迹球无线遥控鼠标,激光 电子教鞭,遥控翻页笔
广州
广东 广州市天河区 石牌西路119号-A栋 910
激光笔,翻页激光笔,遥控鼠标 激光笔,激光教鞭,绿色激光笔
东莞
东莞企石旧围管理区
遥控激光笔,翻页激光笔,电子 教鞭,U盘激光笔,激光指示器
北京嘉禾昭泰科贸 有限公司
北京
东莞市炜鑫电子制 造有限公司(贸易 广东 部)
嘉禾昭泰科贸有限 公司
北京
激光翻页笔,翻页激光笔,遥控
北京市
北京朝阳区双井富力 城A1座9层
激光笔,遥控翻页笔,演讲伴 侣,电脑遥控器,电子教鞭,无
线遥控鼠标
东莞
广东 东莞市 企石镇 激光遥控笔,激光教鞭,激光
旧围管理区
笔,无线遥控激光鼠标
北京四海同一科技 有限公司
北京
北京市
朝阳区安惠北里逸园 16号楼26层
激光笔,电子教鞭,无线遥控演 讲伴侣
东莞炜鑫电子制造 有限公司
广东
东莞
广东 东莞市企石镇 旧围管理区25号
遥控激光笔,激光教鞭,U盘激 光遥控笔,激光笔,无线激光 笔,翻页激光笔,镭射激光笔, 智能激光笔,激光遥控笔,USB 遥控器
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无电切割笔
品牌:浦喆
无电切割笔是一种利用超强氧化反应产生的超高温熔融金属射流来切割金属材料的便携式设备,能够实现在无外加能量源的条件下对各种金属材料实现快速切割燃烧,达到特种部队进行渗透扰袭,在弹药库油田飞机场等重要目标地点实现,切割破器械装备的目的。
无电切割笔由持握手柄、燃烧棒、高温引火火柴三部分组成,燃烧棒本体采用特殊材料制作,呈惰性,银色固体态。
全长310mm,棒长170mm,安全距离长为350mm,内置高温引火火柴,且用防火防潮包装包装。
1、尺寸规格与质量要求
引火火柴点燃,确保在极端环境下的安全携带,以及战备运输储存的稳定性能。
3、超高温切割棒燃烧温度为2800℃燃烧时间为20秒
4、耐腐蚀性能:
超高温切割棒经8小时盐雾试验,其耐腐蚀等级不低于9级。
5、温度适应性:
在-35℃ +60℃范围内,物品外套应无变形、破损、粘化,且能立即使用
6、浸水适应性:
超高温切割棒浸水8小时,通过防潮防火包装内的高温引火火柴能够正常点燃,进行所需作业。
使用时将棒取出,倒插于包装桶上。
取出专用火柴,点燃后,迅速将火焰按压与燃烧棒顶端,约2-3秒后即引燃燃烧棒,迅速将切割棒按压至切割处,即开始切割。
燃烧棒燃烧后能够发出2800℃高温熔融金属材料,能够燃烧20S,燃烧声音小,可以切断14毫米的
钢筋,烧穿精密装备外壳完全破坏内部结构,点燃后既无法破灭,置于水中亦可燃烧,用于扰袭极佳,可用于房门破拆,反恐救援,如需切割破坏更厚的金属材料,使用多支切割棒继续燃烧直到烧断为止。
无电切割笔使用特殊固体材料制成,呈惰性,燃烧稳定便于控制。
棒需要专用防风引火柴产生1300℃高温才能点燃。
便于使用人员在极端环境下安全使用。
本产品不含任何烟火药剂和火工产品,经过实验室严格检测,低于1300度的明火如使用丙烷火焰,酒精喷灯等产品都不能引燃,冲击跌落碾压无特别反应。