烙铁使用培训资料
烙铁使用培训及判定标准

电烙铁手工焊接培训资料编号:SBTYBZ002电烙铁是电子整机装配人员最常用的工具之一,用于各类无线电整机产品的手工焊接、补焊、维修及更换元器件。
一、电烙铁的工作原理及分类:1、电烙铁的工作原理:烙铁心内的电热丝通电后,将电能转化成热能,经络铁头把热量传给被焊工件,对被焊接点部位的金属加热,同时熔化焊锡,完成焊接任务。
常用的电烙铁有内热式和外热式两种。
根据被焊接产品的要求,现已出现了吸锡电烙铁、恒温电烙铁、防静电电烙铁及自动送锡电烙铁等。
内热式电烙铁的组成结构:内热式电烙铁由烙铁芯、烙铁头、固定螺丝、连接杆、手柄、接线柱、电源线等部分组成。
由于这种电烙铁的发热元件(烙铁芯)安装于烙铁头内部,故称为内热式电烙铁。
烙铁芯是电烙铁的关键部件:它是将电热丝绕在瓷管上制成的,是烙铁的发热部分。
内热式电烙铁的电热丝藏在细小的瓷棒内,引出的细线用细瓷管绝缘。
由于瓷介质很脆弱、易碎,加上镍铬电热丝细小且质脆、易断,故内热式电烙铁在使用时,不要敲击和碰撞,否则极易损坏。
烙铁头是用热传导性能好、高温不易氧化的铜合金制成的,它的作用是储存热量和传送热量。
烙铁的温度和烙铁头的形状、体积、长短等都有一定的关系。
调节烙铁头伸出的长度,可适当调节烙铁的温度:伸出越长,温度越低,反之亦然。
2、内热式电烙铁的特点:内热式电烙铁的烙铁心芯安装在烙铁头的里面,因而其热效率高(高达85%~90%),烙铁头升温快;相同功率时的温度高、体积小、质量小。
由于结构的原因,内热式电烙铁的烙铁芯在使用过程中温度集中,导致烙铁头容易被氧化、烧死,长时间工作易损坏,因而不适合做大功率的烙铁,且内热式烙铁寿命较短。
内热式电烙铁的规格多为小功率的,常有的有30W、40W、60W等。
功率越大烙铁头的温度越高。
二、烙铁的选用标准1、要有焊接作业时所必须的发热量。
电烙铁的各种型号使用范围:①微型:25W电烙铁一般焊接比较精密和小的组件,一般遥控器上的贴片类、电脑板上芯片类使用。
电烙铁的焊接知识培训教学文稿

电烙铁的焊接知识培训电烙铁焊接知识培训一电烙铁简介二电烙铁的选择三电烙铁的使用四焊料五助焊剂六合格焊点与不合格焊点认识一电烙铁的简介1、外热式电烙铁由烙铁头、烙铁芯、外壳、木柄、电源引线、插头等部分组成。
由于烙铁头安装在烙铁芯里面,故称为外热式电烙铁。
烙铁芯是电烙铁的关键部件,它是将电热丝平行地绕制在一根空心瓷管上构成,中间的云母片绝缘,并引出两根导线与 220V 交流电源连接。
外热式电烙铁的规格很多,常用的有 25W,45W,75W,100W 等,功率越大烙铁头的温度也就越高。
烙铁芯的功率规格不同,其内阻也不同。
25W 烙铁的阻值约为 2k Ω, 45W 烙铁的阻值约为 1 k Ω, 75W 烙铁的阻值约为 0.6 k Ω, 100W 烙铁的阻值约为 0.5 k Ω。
烙铁头是用紫铜材料制成的,它的作用是储存热量和传导热量,它的温度必须比被焊接的温度高很多。
烙铁的温度与烙铁头的体积、形状、长短等都有一定的关系。
当烙铁头的体积比较大时,则保持时间就长些。
另外,为适应不同焊接物的要求,烙铁头的形状有所不同,常见的有锥形、凿形、圆斜面形等等。
如下为功率与温度的关系表:5W 280℃----400℃20W 290℃----410℃25W 300℃----420℃30W 310℃----430℃40W 320℃----440℃50W 320℃----440℃60W 340℃----450℃2、内热式电烙铁由手柄、连接杆、弹簧夹、烙铁芯、烙铁头组成。
由于烙铁芯安装在烙铁头里面,因而发热快,热利用率高,因此,称为内热式电烙铁。
内热式电烙铁的常用规格为 20W,50W 几种。
由于它的热效率高, 20W 内热式电烙铁就相当于 40W 左右的外热式电烙铁。
内热式电烙铁的后端是空心的,用于套接在连接杆上,并且用弹簧夹固定,当需要更换烙铁头时,必须先将弹簧夹退出,同时用钳子夹住烙铁头的前端,慢慢地拔出,切记不能用力过猛,以免损坏连接杆。
电烙铁的培训资料

清洁棉中的水如果过多,烙铁头清洁时突然被冷却,由于烙铁头上铁和铬的 膨胀系数不同,铁铬层会发生裂纹,清洁棉应用手握无滴水;
发现烙铁头不沾焊锡时,不可用刀片刮除,这样会损坏铁铬层,烙铁头很 快就会蚀孔、变细,氧化的烙铁头应在清洁棉上稍用力擦拭后在尖上镀锡, 反复几次就可以了
. #;
五. 烙铁头之换新与维护:
(1)在换新烙铁头时,请先确定发热体是冷的状态,以免将 手烫伤。 (2)逆时针方向用手转动螺帽,将套筒取下,若太紧时可用 钳子夹紧并轻轻转动。 (3)将发热体内之杂物清出并换上新烙铁头,加温方式依 第 六大项第二小项(2)之方式进行即可。 (4)若有烙铁头卡死情形发生时勿用力将其拔出以免伤及发 热体。此时可用除锈剂喷洒其卡死部位再用钳子轻轻转动。 (5)若卡死情形严重,请退回经销商处理。
. #;
002.手工焊接的具体手法
. #;
烙铁的握法
. #;
焊锡线的握法【细图】
. #;
清洁电烙铁的方法
通常要保持有水但不能 过多也不能过少
. #;
一. 具体使用步骤:
1. 确认海棉潮湿。 2. 清除发热管表面杂质。 3. 确认烙铁螺丝锁紧无松动。 4. 确认220V电源插座插好。 5. 将电源开关切换至ON位置。 6. 调整温度设定调整钮至300℃,待加热指示灯熄灭后, 用温度计测量烙铁头温度是否为340℃±10℃以内; 再加热至所需之工作温度。
. #;
六. 一般保养:
(1)塑料外壳或金属部份可在冷却状态下用去渍油擦拭, 请勿侵入任何液体或让任何液体侵入机台内。 (2)烙铁请勿敲击或撞击以免电热管断掉或损坏。 (3)作业期间烙铁头若有氧化物必须用石棉立即清洁擦拭。 (4)石棉必须保持潮湿,每隔4小时必须清洗一次。 (5)烙铁头若有氧化,应用600~800细砂纸清除杂质后, 再用锡加温包覆;若此方式仍无法排除氧化现象,应立 即更换烙铁头。
《烙铁使用培训》

圖一 外熱式電烙鐵
编辑ppt
圖二 烙鐵頭形狀
②内热式电烙铁:
由连接杆、手柄、弹簧夹、烙铁芯、烙铁头(也称铜头)五个部分 组成。(如圖三)。烙铁芯安装在烙铁头的里面(发热快,热效率高达 85 %~%%以上)。烙铁芯采用镍铬电阻丝绕在瓷管上制成,一般 20W 电烙铁其电阻为 2.4kΩ 左右, 35W 电烙铁其电阻为 1.6kΩ 左右。常用 的内热式电烙铁的工作温度列于下表:
编辑ppt
圖九 吸錫線
四、焊接技巧
1.烙鐵的選擇
①选用电烙铁一般遵循以下原则: a.烙铁头的形状要适应被焊件物面要求和产品装配密度。 b.烙铁头的顶端温度要与焊料的熔点相适应,一般要比焊料熔点高 30 - 80℃ (不包括在电烙铁头接触焊接点时下降的温度)。 c.电烙铁热容量要恰当。烙铁头的温度恢复时间要与被焊件物面的要 求相适应。温度恢复时间是指在焊接周期内,烙铁头顶端温度因热 量散失而降低后,再恢复到最高温度所需时间。它与电烙铁功率、 热容量以及烙铁头的形状、长短有关。
编辑ppt
3.輔助工具
①.烙鐵座
烙铁座是用来放置烙铁的架子,它的构造通常都很简单, 一个底座加上一个安置烙铁的弹簧式套筒,底座上通常还 会有一个凹槽,让使用者在里面放一块海绵,使用烙铁时, 可以让海绵吸一点水,当烙铁头脏掉时可以让它在海绵上 擦拭几回(如圖七)。更合理配置:置一个铜刷在凹槽内,因 铜刷不吸热,清理烙铁头时,不会降低烙铁头部温度,使 用更畅快。
圖十一 圓錐型烙鐵焊錫
编辑ppt
圖十 尖刀型烙鐵焊錫
2焊錫動作講解
①.作業姿勢
掌握正確的操作姿勢,可以保證操作者的身心健康,減輕勞動傷害 。經 常在焊接場所看到有些人作業時鼻子幾乎貼到工作臺上,這樣是很危險的,不 僅焊錫的飛沬有可能飛到眼睛里去,此時不管怎樣排氣,還是會有焊錫及松香 的煙通過鼻子而進入人体。正確的作業姿勢應該是上身挺直,頭部離開作業 面20~30cm(如圖十二)。
电烙铁培训资料PPT课件

焊定位柱 :OK
32
常見焊接不良
少錫 多錫
連錫
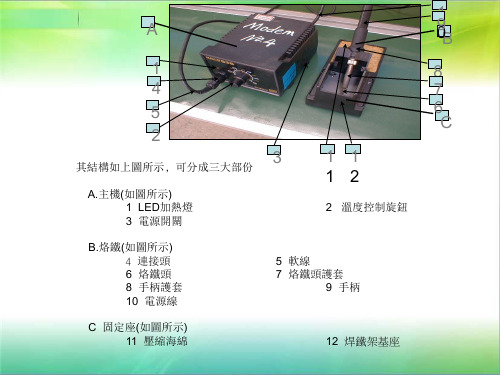
當溫度上升時, LED燈亮; 當溫度下降時, LED燈不亮; 當達到設定溫度時, LED燈間斷亮滅 ❖ LOC狀態:設定的溫度被鎖定, 溫度不能調節
14
SLD936 RX711
❖ SLD936/RX711烙鐵溫 度設定:按作業指導調 節溫度旋鈕, 當LED燈 常亮時, 烙鐵在升溫; 當LED等間斷亮滅時, 此時溫度已到達到要 求
3
第一章 了解焊接工藝
❖ 焊接的作用 1.将零件固定到PCB板上 越牢固越好 2.导电功能 电阻越小越好
4Leabharlann ❖ 常見焊接工藝: ❖ 回流焊------主要用于SMD貼片零件的焊接 ❖ 波峰焊------主要用于DIP零件的焊接 ❖ 手工焊接---主要用于電線,插座等較大零件
焊接及產品執錫
5
1-1.SMT回流焊與波峰焊设备
元器件
燈仔 一般元件 保險絲 燈頭 鐵(銅)針插 鉭電容 燈泡燈仔
焊接溫度標准 時間(秒) (度)
280~300
3
350~380
3~5
320~350
3~5
350~380
6~12
380~420
6~12
300~320
3
280~300
3
18
為什么設定的焊接溫度遠遠高于錫 線的熔點?
❖ 烙鐵嘴的溫度一般設定340~380, 無鉛更高, 而常規使用的錫線熔點, 有鉛183度,無鉛 224度, 要設定這么高的溫度嗎?
20
正確的焊接方法
❖ 應將錫線放在烙鐵嘴和被焊點之間, 而不是 將錫線往烙鐵嘴上送
❖ 如果長時期將錫線往烙鐵嘴上送, 會使烙鐵 頭容易燒出個洞來
电烙铁操作培训11

1.电烙铁的简介
1-4 烙铁温度调节方法:
a.打开烙铁电源开关,指示灯亮
b.根据工艺文件要求,旋转温度调节旋钮
,箭头指向对应温度,开机预热,等待1
分钟后方能进行操作
电源开关
指示灯 温度调节旋钮
1.电烙铁的简介
1-5 注意事项
1.电烙铁的简介
1-6 烙铁平时保养管理: ~ 平日的管理 ~ a.定期的以烙铁温度测试仪确认烙铁头温度. b.烙铁发生故障、新品使用或改用其它烙铁时,必须测量确认.
※
使用时必须握持手柄本体.
3.焊接作业介绍
•3-6焊接作业开始前的确认与准备: 确认 a.焊锡是否有一天需要使用的数量. b.烙铁,烙铁头是否有空洞. c.烙铁,烙铁头是否有松洞.
准备 a.将烙铁的电源线插头插入插座. b.在清洁海棉中加入适当的水.(按压海棉时,可看见水的程度) c.拿取烙铁. 确认焊锡与烙铁头的位置,按烙铁的开关确认焊锡贴触于烙铁中央. 清洁烙铁烙铁头.
3、恒温器
4、烙铁头
5、清洗泡棉
4 2 1
5
1.电烙铁的简介
1-2 烙铁拿取的方法: 以拇指,食指抓住,以中指支撑(即:执笔法).
1-3 烙铁取放的方法: 将烙铁头在清洁海绵的孔边缘左右一擦,烙 铁头上残留物将落下孔内,不用时将烙铁置回烙铁架 上.
※ 长久的在清洁海绵上擦拭烙铁头会造成烙铁温度 的降低而无法溶解焊锡.
(PAD)
烙 丝
3.焊接作业介绍
•3-6焊接作业开始前的确认与准备: 准备 : 将烙铁与锡丝移至焊接位置附近,做好准备动作. (1)烙铁先端与基板须保持水平之角度. (2)烙铁和焊锡移至离基板5mm左右的位置.
3.焊接作业介绍
•3-6焊接作业开始前的确认与准备: 焊接五步法 (一)预热 烙铁先端先在焊盘(PAD)上接触. (1) 烙铁先端与焊盘(PAD)须保持水平之角度. (2) 使烙铁先端与焊盘(PAD)能保持最大之接触. (3) 烙铁轻压基板.
电烙铁的使用培训教材PPT课件
第一章 烙鐵的保養
5.烙鐵氧化時,可以細砂紙磨擦潔淨,再加錫保養,
使其恢復正常使用,假设磨擦后仍無法使用,則汰
舊換新.
Oh,但如何操作?
第二章 烙鐵焊接操作技巧
一 目的 利用焊錫做媒介加熱而使二金屬接合並達到 導電的目的
二 觀念 (1) 一個良好的焊點是在下述條件制造出來的:
第二章 烙鐵焊接操作技巧
A 清洁的金屬外表 B 正确的焊接原料 C 正确的焊接器具:
海綿: 保持清洁及潮濕 錫絲: 一般選用 烙鐵: 一般作業溫度在350°C±20 °C (2) 電烙鐵一般選用原則如下:
第二章 烙鐵焊接操作技巧
(a) 微小型小于or等于25W 熱敏感或極
小零件
之焊接
(b) 小型25W~35W 一般印刷線路板焊接或線號為22
號左右者
(c) 中型35W~45W (mm的錫絲)
(d) 大型45W~60W 一般電氣連接;16號左右者.(選用錫絲
)
第二章 烙鐵焊接操作技巧
(e) 輕量級60W~100W粗線配接,大熱容量焊接用.
(f) 重量級100W以上.較大熱容量焊接用.
三 操作技巧說明
第二章 烙鐵焊接操作技巧
(1) 烙鐵持法: 烙鐵是帶有高溫之焊錫手工具,假设持法不當,則極易 燙傷操作人員,因此應注意烙鐵的拿法.如圖所示:
(7)焊點的功用為: A 連接零件.但不作机械力的支撐 B 電的傳導 C 協助散熱
第二章 烙鐵焊接操作技巧
(8)焊接五步驟: 1 准備工作: 先將海綿以水沾濕,水份勿太多,並把所 需之工具,PCB皆備妥.
第二章 烙鐵焊接操作技巧
2 基板的預熱: 先將烙鐵置于PCB,零件腳焊點上預熱 約1~2秒.
电烙铁的使用培训
一、电烙铁的选用及使用
1 、电烙铁的选用
(1 )选用电烙铁一般遵循以下原则:
①烙铁头的形状要适应被焊件物面要求和产品装配密度。
②烙铁头的顶端温度要与焊料的熔点相适应,锡(无铅)的熔点是231.9℃,一般要比焊料熔点高30 - 80℃(不包括在电烙铁头接触焊接点时下降的温度)。
③电烙铁热容量要恰当。
烙铁头的温度恢复时间要与被焊件物面的要求相适应。
温度恢复时间是指在焊接周期内,烙铁头顶端温度因热量散失而降低后,再恢复到最高温度所需时间。
它与电烙铁功率、热容量以及烙铁头的形状、长短有关。
( 2 )选择电烙铁的功率原则如下:
①焊接集成电路,晶体管及其它受热易损件的元器件时,考虑选用20W 内热式或25W 外热式电烙铁。
②焊接较粗导线及同轴电缆时,考虑选用50W 内热式或45 - 75W 外热式电烙铁。
③焊接较大元器件时,如金属底盘接地焊片,应选100W 以上的电烙铁。
(常用的有30W/40W/60W)
2 、电烙铁的使用握法,电烙铁的握法分为三种。
①反握法是用五指把电烙铁的柄握在掌内。
此法适用于大功率电烙铁,焊接散热量大的被焊件。
②正握法此法适用于较大的电烙铁,弯形烙铁头的一般也用此法。
③握笔法用握笔的方法握电烙铁,此法适用于小功率电烙铁,焊接散热量小的被焊件,如焊接印制电路板及其维修等。
三.电烙铁的正解使用步骤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
最低允收標準
允收標準<=0.13mm and 600mm*600mm允 許有5個允收大小的錫珠,若超過需用烙鐵去除。
錫渣
特點
NG
NG
焊點上或焊點間所產生之線狀錫。
允收標準
無此現象即為允收,若發現需用烙鐵去除。
錫裂
特點
NG
NG
於焊點上發生之裂痕,最常出現在線腳周 圍、中間部位及焊點底端與焊墊間。
允收標準
烙鐵支座
海綿 烙鐵柄
電源插頭
烙鐵頭与錫絲的選用
一般零件
SMD零件
較大焊點
烙鐵頭
錐形烙鐵頭
錫絲
Φ1.25mm
刀形烙鐵頭
扁平形烙鐵頭
Φ0.3~0.5mm
Φ1.60mm
焊接的一般常識
一般零件的焊接溫度:335度±35度. SMD零件焊接溫度為295度±25度. 一般焊錫作業時間為2~~4秒. 溫度過高,超過410度,易使烙鐵頭沾錫面氧化. 普通焊錫成分為錫与鉛之合金(Sn/Pb=63/37). 一般焊接使用40W或60W的溫控烙鐵. 錫量必須標准,過多過少都不可以,焊錫不可作為机械力的支撐.
正檢介紹
正檢主要是針對基板上的正面零件進行
檢查,主要檢查零件是否有高蹺,缺件,錯 件,反向,坏件,錯位,零件靠太近,零件間 短路,溢錫等不良;假如正面有焊錫零件 (如目前的LCD基板),則可能還要檢查是否 有焊錫方面的不良.(具体參照背檢的作業 內容)
背檢介紹
背檢主要是針對基板上的背面進行檢查,
無此現象即為允收,若發現需重新熔化。
錫橋
特點
NG
NG
在同線路上兩個或兩個以上之相鄰焊點間, 其焊墊上之焊錫產生相連現象。
允收標準
無此現象即為允收,若發現需用烙鐵去除。
翹皮
特點
NG
NG
印刷電路板之焊墊與電路板之基材產生剝 離現象。
允收標準
無此現象即為允收,若發現即需報請專人 修補焊墊。
焊錫問題常見的表現形式
I.錫珠: pcb板上錫珠直徑<=0.13mm and 600mm*600mm
之內允許有5個直徑<=0.13mm的錫珠.
j.翹皮:pad不可與pcb板脫離
k.短路:產品不可有短路現象
l.漏焊:產品不可有漏焊現象
m.線角長:產品線角不可過長 φ≦0.8mm → 線腳長度小於2.5mm
不正确焊接作業方式
把焊錫加到烙鐵頭上,使它流下作焊接. 焊錫時間太長. 燙傷在焊接點上或其附近之絕緣体或零件. 因過熱燙坏線材,造成電線脆弱,或使熱敏感
零件壽命減低. 在焊錫未凝固時移動零件,造成冷焊.
四:焊 個線徑. 2.焊錫高度:不能遮住線腳 3.焊錫角度:15度<焊點<75度 4.焊點形狀:內凹形
二:焊接的五大步驟
擦拭烙鐵. 下烙鐵,加熱被焊物体
下錫絲 移走錫絲 最后移去烙鐵
1.擦拭烙鐵.
2.下烙鐵,加熱焊點
3.下錫絲.
4.移去錫絲.
5.最后移去烙鐵 (移去烙鐵時,烙鐵与PCB板成45度角方向移開)
三:烙鐵作業簡介
1.正檢介紹 2.背檢介紹 3.固定補焊介紹 4.焊接方式介紹 5.正确作業方式 6.不正确作業方式
短路
特點
NG
NG
在不同線路上兩個或兩個以上之相鄰焊點 間,其焊墊上之焊錫產生相連現象。
允收標準
無此現象即為允收,若發現需用烙鐵打開。
漏焊
特點
NG
NG
零件線腳四週未與焊錫熔接及包覆。
允收標準
無此現象即為允收,若發現即需加錫補焊。
線腳長
特點
OK
NG
零件線腳吃錫後,其焊點線腳長度超過規 定之高度者。
烙鐵專業技朮訓練教材
一:焊 接 介 紹
1.焊接定義 2.烙鐵認識 3.烙鐵頭与錫絲的選用 4.焊接的一般常識
焊接定義
用焊錫作媒介,通過加熱而使A,B兩金屬結合, 從而達到導電目的的一種作業方式.
A
加熱及焊錫
A
B
B
烙鐵支座 海綿
烙鐵認識--溫控烙鐵
烙鐵柄
溫控箱
指示燈 溫度調 節旋鈕
烙鐵認識—恒溫烙鐵
1.零件本体較大,可能會在運輸或使用 時導致錫裂;
2.零件通過的電流較大,發熱較多,線 腳上錫少可能會影響散熱,縮短零件壽命;
3.其它特殊要求,比如安規,EMI,工程 臨時對策等.
正确焊接作業方式
迅速的加焊錫在被焊金屬及零件上 如果沾錫良好,則應立即移開烙鐵 焊錫時,把烙鐵頭遠離絕緣材料 在焊接點未完全凝固前,不可移動被焊物 使好足夠的焊錫后,把錫絲移走
主要檢查焊點是否有漏焊,短路,冷焊,虛 焊,漏焊,錫少,錫多,線腳長,錫尖,錫洞, 錫珠,錫渣,錫裂,錫橋,翹皮等不良;如果 背面有零件,則還要注意零件是否有缺件, 坏件,錯位,零件靠太近,零件間短路等不 良.(焊點檢查將在后面詳細介紹)
固定補焊介紹
固定補焊是指對基板上的某些焊點進行
加錫,使該焊點錫量增加,從而達到要求的 作業方式.需固定補焊的一般為以下零件:
錫尖
特點
OK
NG
在零件線腳端點及吃錫路線上,成形為多 餘之尖銳錫點者。
最低允收標準
錫尖長度小於0.2mm,超過須用烙鐵去除。
錫洞
特點
OK
NG
於焊點外表上產生肉眼清晰可見之貫穿孔 洞者。
最低允收標準
錫洞面積小于或等于20%焊點,若超過即需 加錫補焊。
錫珠
特點
NG
NG
於PWB零件面上所產生肉眼清晰可見之球 狀錫者。
a.錫洞:允收標準為<焊點的50%
b.錫橋:(錫不短路)
c.針孔: 同一焊點上不可有兩個或兩個以上之針孔
d.錫多: 焊角>75度 為拒收
錫少: 焊角 <15度為拒收
e.錫裂:無最低允收標準
f.錫尖: 錫尖長度不大于0.2mm
g.冷焊: 冷焊10%允收 ,10~25%為次要缺點, >25%為主要缺點
h.空焊: 無最低允收標準
不良焊點類型
漏焊 冷焊 虛焊 空焊 錫少 錫多 錫珠 錫渣 錫洞 錫尖 錫裂 錫橋 短路 翹皮 線腳長
冷焊
特點
OK
NG
焊點呈不光滑之外表,嚴重時於線腳四周, 產生縐褶或裂縫。
允收標準
無此現象即為允收,若發現即需加熱重新 熔化。
針孔
特點
OK
NG
於焊點外表上產生如針孔般大小之孔洞。
最低允收標準
超過兩個針孔即需加錫補焊。
最低允收標準
φ≦0.8mm → 線腳長度小於2.5mm φ>0.8mm → 線腳長度小於3.5mm
錫少
特點
OK
NG
焊錫未能沾滿整個錫墊,且吃錫高度未達 線腳長1/2者。
最低允收標準
焊角須大於15度,未達者須加錫補焊。
錫多
特點
OK
NG
焊點錫量過多,使焊點呈外突曲線。
最低允收標準
焊角須小於75度,超過須用吸錫槍將多余 錫去除。