弯管模具设计尺寸计算表
弯管数据表

32
415
直长100
33
长安之星加长
6358
进气管
38
880
直长462
44
反156
43
180
排气管同长安之星后排
长安之星后消
电喷
进气管
38
670
直长255
44
反156
43
180
排气管
32
400
直长50
98
反153
98
180
直长55
长安之星二代V
排气管
32
1010
680
37
558
60
225
361
排气管
38
330
直长85
88
长城迪尔(7090) 后消
排气管
38
1230
960
55
755
52
177
535
51
230
270
41
49
直长250
反113
38
与④弯成
180°
名称
包体管
管直径
料总长度
伸出量
转角度(度)
延伸长度
备注
长城皮卡后消 (化油器)
排气管
38
1300
920
16
678
36
173.5
376
34
名称
包体管
管直径
料总长度
伸出量
转角度(度)
延伸长度
备注
斯帕克后消
进气管
38
1085
850
91
直长52
490
93
180
有芯弯管模具设计
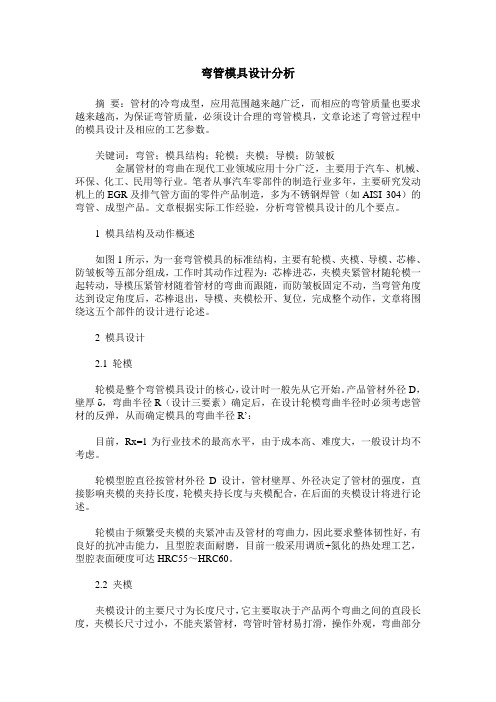
当 R D较 大时弯 曲模 胎半 径 取小 值 ;当 R D较 / /
小 时弯 曲模胎 半径取 大值 ,最终 靠试模 进行修 正 。
( ) 导板 2 导 板 ( 图 4 是有 弯管 装 置 中 见 )
3 .模 具 设 计 ( )弯 曲模 胎 和镶块 1 弯 曲模 胎 和 镶 块 ( 图 见
锻 压
t a!Fo m i g r n
栏目 持 王 建 宏 主
有芯弯管模具设计
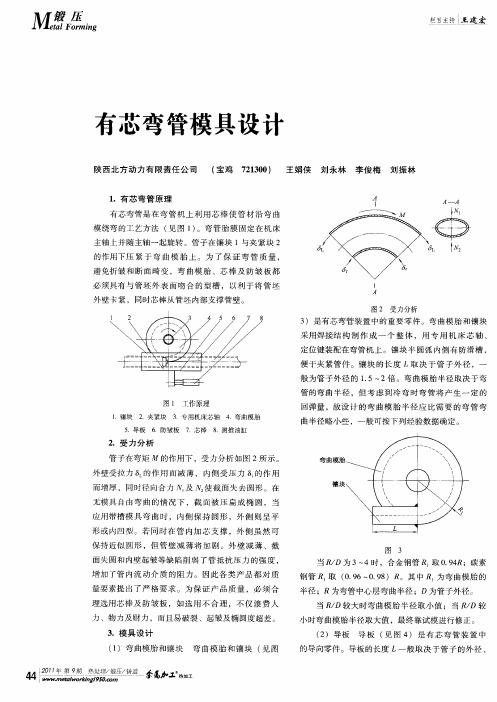
陕西 北 方 动 力 有 限 责 任公 司 ( 鸡 宝 7 10 ) 2 30 王娟侠 刘永林 李俊梅 刘 振 林 1 .有 芯 弯 管 原理
有芯 弯管是 在 弯 管 机 上利 用 芯 棒 使 管 材 沿 弯 曲 模绕 弯 的工 艺方 法 ( 图 1 。弯 管胎 膜 固定 在 机 床 见 )
管 子直径 的 2倍 。芯 棒 常 用 3 rW8 材料 制 造 ,热 C2 V
图 8 链节式 多球芯棒
五是 软轴 式 多球 芯 棒 如 图 9示 ,是 用 一 根 软 轴
把多个 碗 状 球体 串 接 而 成 ,可 实 现 空 间 任 意 方 向的 摆 动 ,适用 于 薄 壁 管 单 一 、多 次 和 空 间 弯 曲 成形 的
力 、物力及 财力 ,而且 易破裂 、起皱 及椭 圆度超差 。
当 R D为 3~4时 ,合金 钢管 R / 取 0 9 R;碳 素 .4 钢管 取 ( . 6~ . 8 0 9 0 9 )R。其 中 尺 为弯 曲模 胎 的 半径 ;R为弯 管 中心 层弯 曲半径 ;D为管子外 径 。
一
是 圆头 式 : ,其 形 状 简单 ,制 造 方 便 ( 芷棒 见
图 5 。但 由于 芯棒 与 管 壁 接触 面积 少 ,因此 防截 面 )
0Cr18Ni9薄壁导管绕弯成形工艺研究

0Cr18Ni9薄壁导管绕弯成形工艺研究【摘要】发动机管路件是连通航空发动机各个功能区域的重要部件。
导管作为较常见的管路主要零件,通常为厚径比小于0.05的薄壁件,其成形质量不良会直接影响发动机管路系统的工作性能,绕弯成形是针对该类薄壁导管最常见的弯管加工方式。
采用正交试验有限元分析的方式,对典型0Cr18Ni9薄壁导管零件弯曲加工成形质量进行研究,分别对成形极限图、应力和应变分布等结果进行对比分析。
基于有限元分析结果进行弯管加工试验验证,最终确定典型0Cr18Ni9薄壁导管零件的理想弯曲加工参数,实现对该导管零件的大批量稳定加工。
关键词:绕弯成形;薄壁导管;成形质量;有限元分析;弯曲加工参数航空发动机导管系统作为航空发动机的“血液循环系统”,连接着发动机各个主要部件与附件,用于输送燃滑油、空气等功能性流体介质,实现发动机协调运转和信号控制[1]。
不锈钢作为耐腐蚀性能良好的材料,其薄壁管材可以满足轻量化、强韧化和低能耗的产品制造需求,所以不锈钢薄壁管材被大量应用于航空航天、汽车、家用电器等制造领域[2,3],而在近年0Cr18Ni9不锈钢材料来被大量用于航空发动机管路件制造。
方军等[4,5]通过弯管壁厚变形有限元分析与试验,得出弯曲过程中内侧管壁始终处于起皱趋势状态的结论,而弯曲段截面畸变主要是由弯管内侧压应力和外侧拉应力的共同作用所引起的。
1 试验及方法1.1研究对象研究对象为0Cr18Ni9不锈钢薄壁导管,导管规格为Φ25×0.8,目标折弯曲率半径R60。
0Cr18Ni9材料化学成分和力学性能分别见表1和表2。
材料密度为7.85g/cm3,泊松比为0.28,弹性模量为207GP。
表1 0Cr18Ni9材料的化学成分化学成分C SiMnP S NiCr质量百分比/%.045.391.39.006.00410.717.98表2 0Cr18Ni9管材纵向力学性能规格抗拉强度/(N/mm2)延伸率/%Φ25×0.856345.31.2试验方法1.2.1 导管弯曲成形有限元分析(1)建模与网格划分本文利用Dynaform有限元分析软件进行弯管成形仿真。
弯管数据表
80
210
230
33
66
直长155
23
66
直长75
21
180同④角
名称
包体管
管直径
料总长度
伸出量
转角度(度)
延伸长度
备注
五菱单排后消
排气管
32
1230
1016
21
870
47
180
606
18
279
501
30
282
335
63
147
155
40
15
柳州五菱双排 后消
排气管
32
1100
872
45
670
60
进气管
38
1400
直长60
92
排气管
38
1200
955
40
夏利刖中节
(2000)
675
88
63
322
93
243
0
3
153
扬子皮卡3孔
排气管
38
1200
960
18
715
40
173.5
420
40
375
240
62
54
直长90
64
236
五菱之光
6400B12
排气管
38
945
710
39
595
52
218
290
25
385
36
180
直长167
直长300
37
180
直长55
反88
36
360
与②③转180°与①转360°
弯管公式(铜)

R 12.5 12.5 12.5 12.5 12.5 12.5 12.5 12.5 12.5 12.5 12.5 12.5 12.5 12.5 12.5 12.5 12.5
90 233.9 90 318.2 90 325.5 90 332.8 90 340.1 90 347.4 90 354.7 90 362.0 90 369.3 90 376.6 90 383.9 90 391.2 90 398.5 90 405.8 90 413.1 90 420.4
钝角 157 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150 150
长度 158.9 # 一、 185.8 # 241.1 # 385.0 # 627.8 # 899.6 # 1171.5 # 1443.3 # 1715.2 # 1987.0 # 2258.9 # 2530.7 # 四、 2802.5 # 3074.4 # 3346.2 # 五、 3618.1 # 3889.9 # 三、 二、
对面的角度
角度sinα 0.374606593
看变化 0.000
填写数值要不断变,达到 中数值为0
入角度对比后面两tanα 数值
的直角边
求? 17.47477419
图B)
角度sinα 0.727772758 角度sinα 0.939692621
看变化
0.000
看变化
0.000
a α
c1
α b
c c2
直角边 45 斜边 120 角度 22 勾股 0.375
求角度,需要输入角度对比后面两ta
已知两直角边,求斜边
直角边1 79.88 直角边2 67 求斜边 104.258402
弯管模具设计分析
弯管模具设计分析摘要:管材的冷弯成型,应用范围越来越广泛,而相应的弯管质量也要求越来越高,为保证弯管质量,必须设计合理的弯管模具,文章论述了弯管过程中的模具设计及相应的工艺参数。
关键词:弯管;模具结构;轮模;夹模;导模;防皱板金属管材的弯曲在现代工业领域应用十分广泛,主要用于汽车、机械、环保、化工、民用等行业。
笔者从事汽车零部件的制造行业多年,主要研究发动机上的EGR及排气管方面的零件产品制造,多为不锈钢焊管(如AISI 304)的弯管、成型产品。
文章根据实际工作经验,分析弯管模具设计的几个要点。
1 模具结构及动作概述如图1所示,为一套弯管模具的标准结构,主要有轮模、夹模、导模、芯棒、防皱板等五部分组成,工作时其动作过程为:芯棒进芯,夹模夹紧管材随轮模一起转动,导模压紧管材随着管材的弯曲而跟随,而防皱板固定不动,当弯管角度达到设定角度后,芯棒退出,导模、夹模松开、复位,完成整个动作,文章将围绕这五个部件的设计进行论述。
2 模具设计2.1 轮模轮模是整个弯管模具设计的核心,设计时一般先从它开始。
产品管材外径D,壁厚δ,弯曲半径R(设计三要素)确定后,在设计轮模弯曲半径时必须考虑管材的反弹,从而确定模具的弯曲半径R’:目前,Rx=1为行业技术的最高水平,由于成本高、难度大,一般设计均不考虑。
轮模型腔直径按管材外径D设计,管材壁厚、外径决定了管材的强度,直接影响夹模的夹持长度,轮模夹持长度与夹模配合,在后面的夹模设计将进行论述。
轮模由于频繁受夹模的夹紧冲击及管材的弯曲力,因此要求整体韧性好,有良好的抗冲击能力,且型腔表面耐磨,目前一般采用调质+氮化的热处理工艺,型腔表面硬度可达HRC55~HRC60。
2.2 夹模夹模设计的主要尺寸为长度尺寸,它主要取决于产品两个弯曲之间的直段长度,夹模长尺寸过小,不能夹紧管材,弯管时管材易打滑,操作外观,弯曲部分出坑,不满足产品要求。
反之,尺寸过大,容易将前一个弯夹扁、变形,这在工艺上是不充许的。
弯管模具标准化手册

弯管模具设计标准第一册前言随着公司的不断发展,之前的模具设计思路和方式需要进行整改,纠正模具设计师的随意行为,为此我们需要建立一套适合我司的模具标准化指导文件,其主要好处是①减轻设计的工作量,有利于提高设计质量并缩短模具开发周期;②减少模具各零部件的规格,提高互换性,便于设计与制造、从而降低成本;③规范模具设计师的随意性,有统一性、规范性。
针对我司的产品种类和特征,本标准第一册《弯管模》由于时间和水平原因,本标准难免存在一些问题,欢迎大家及时指正。
编者二0一五年七月弯管模具设计标准弯管模具目录1 弯管模序号目录页次1——12——1 3——1 4——15——1前言弯管原理介绍1.弯管弯曲原理分析2.常见的弯管缺陷模具结构图模具零件图1 轮模图2 夹模图3 导模图4 防皱模图5 芯棒图总结44567911131415前言金属管材的弯管在现代工业领域中应用十分广泛,主要用于汽车、机械、环保、化工等行业。
我公司从事汽车零部件的制造行业多年,主要研究发动机上的进回油管、高压油管、进出水管、波纹管的弯管成型。
主要材质为不锈钢304焊管及无缝管。
弯管原理介绍(一)弯管弯曲成型原理分析管材在外力矩作用下弯曲时,弯曲变形区的外侧材料受到切向拉伸而伸长、内侧材料受到切向压缩而缩短。
由于切向应力和应变δ沿管材断面的分布是连续的,故当弯曲过程结束,由拉伸区过渡到压缩区,在其交界处一定存在着一层纤维,该层纤维的应变δ=0。
此纤维层称为应变中性层,它在断面中的位置可用曲率半径R表示。
管坯在弹性弯曲阶段,应力沿断面呈线性分布,应力与应变间的关系遵守虎克定律,故应力中性层和应变中性层互相重合并通过端面形心。
随着弯曲过程的进行,当变形程度超过材料的屈服极限后,变形性质由弹性变为塑性,故在弯曲过程中应力中性层和应变中性层不仅不相互重合,也不通过断面形心,而是随曲率的增大逐渐向曲率中心方向移动,并且应力中性层的移动量大于应变中性层的移动量。
弯管计算公式表格

弯管计算公式表格
弯头在水管连接中常常会用到,主要用于管道转为处,用来改变管道的方向。
所占比例较大,不同的管道材料或壁厚的弯头是不一样的。
那么弯头的长度计算公式怎么算呢?施工的时候应注意哪些问题呢?我们马上来看看相关知识吧。
一、弯头的长度计算公式怎么算
以90°和45°的弯头为例,90°弯头的长度(㎜)=R*1.57(弯曲半du径单位㎜)2);90°弯头所需料(M)=直径*2.5*所需个数+半径;45°弯头长度(㎜)弯曲半径乘*tan22.5°(弯头度数的一半)。
大家在选购弯头的时候,应该根据弯头材质、外径尺寸、厚度而定,会更加合适。
二、管道弯头施工注意事项
1、在切割管道弯头前,要确定管道弯头有无吊好,还先看清两端的直管上有无安装吊筋,是否可靠。
如果无法吊筋的话,两侧直管先用葫芦吊好,方可使用。
这样才牢固,不会出现问题。
2、施工人员在施工前,要先检查看看管道弯头有无存在沙眼、气孔等情况,而且还要看看管道弯头的弯曲角度、外径、长度等等是否正确,如果没问题的话,方可开始施工。
3、为了不让管道弯头受到意外伤害,大家应将待安装的管道弯头放置在木板上,注意不要摆放在地面上。