引进Procast铸造仿真软件项目建议书
铸件缺陷形成的PROCAST数值模拟
实验四 铸件缺陷形成的PROCAST 数值模拟一、实验目的1)利用ProCAST 软件,对照模拟同一铸件的不同铸造方案,了解铸件在铸造过程中可能出现的缺陷;2)分析缩松缩孔、裂纹等缺陷可能出现的原因,并尝试更改铸造工艺,以减少缺陷,改善铸件质量。
二、实验原理ProCAST 可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发,并且具有可重复性。
而在实际模拟过程中,常见的铸造缺陷有缩松缩孔、裂纹和气孔等。
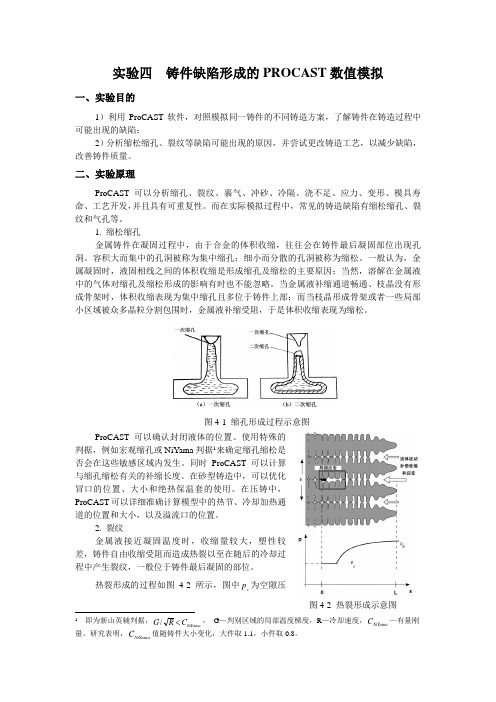
1. 缩松缩孔金属铸件在凝固过程中,由于合金的体积收缩,往往会在铸件最后凝固部位出现孔洞。
容积大而集中的孔洞被称为集中缩孔;细小而分散的孔洞被称为缩松。
一般认为,金属凝固时,液固相线之间的体积收缩是形成缩孔及缩松的主要原因;当然,溶解在金属液中的气体对缩孔及缩松形成的影响有时也不能忽略。
当金属液补缩通道畅通、枝晶没有形成骨架时,体积收缩表现为集中缩孔且多位于铸件上部;而当枝晶形成骨架或者一些局部小区域被众多晶粒分割包围时,金属液补缩受阻,于是体积收缩表现为缩松。
图4-1 缩孔形成过程示意图ProCAST 可以确认封闭液体的位置。
使用特殊的判据,例如宏观缩孔或NiYama 判据1来确定缩孔缩松是否会在这些敏感区域内发生。
同时ProCAST 可以计算与缩孔缩松有关的补缩长度。
在砂型铸造中,可以优化冒口的位置、大小和绝热保温套的使用。
在压铸中,ProCAST 可以详细准确计算模型中的热节、冷却加热通道的位置和大小,以及溢流口的位置。
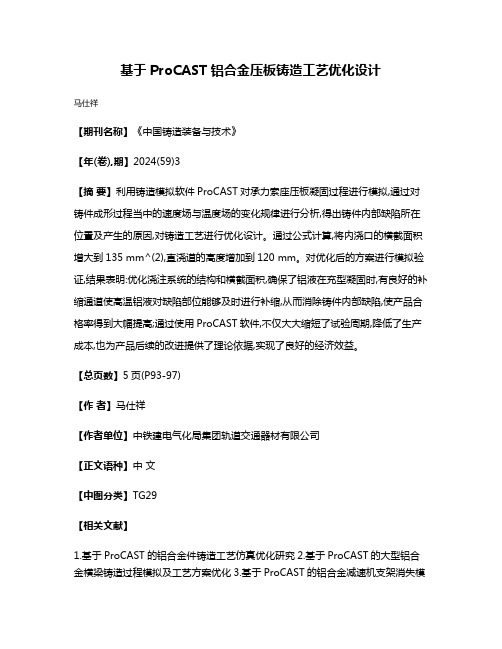
2. 裂纹金属液接近凝固温度时,收缩量较大,塑性较差,铸件自由收缩受阻而造成热裂以至在随后的冷却过程中产生裂纹,一般位于铸件最后凝固的部位。
热裂形成的过程如图4-2所示,图中c p 为空隙压1即为新山英辅判据,NiYam a C R G /, G —判别区域的局部温度梯度,R —冷却速度,NiYama C —有量刚量。
研究表明,NiYama C 值随铸件大小变化,大件取1.1,小件取0.8。
基于ProCAST铝合金压板铸造工艺优化设计
基于ProCAST铝合金压板铸造工艺优化设计
马仕祥
【期刊名称】《中国铸造装备与技术》
【年(卷),期】2024(59)3
【摘要】利用铸造模拟软件ProCAST对承力索座压板凝固过程进行模拟,通过对铸件成形过程当中的速度场与温度场的变化规律进行分析,得出铸件内部缺陷所在位置及产生的原因,对铸造工艺进行优化设计。
通过公式计算,将内浇口的横截面积增大到135 mm^(2),直浇道的高度增加到120 mm。
对优化后的方案进行模拟验证,结果表明:优化浇注系统的结构和横截面积,确保了铝液在充型凝固时,有良好的补缩通道使高温铝液对缺陷部位能够及时进行补缩,从而消除铸件内部缺陷,使产品合格率得到大幅提高;通过使用ProCAST软件,不仅大大缩短了试验周期,降低了生产成本,也为产品后续的改进提供了理论依据,实现了良好的经济效益。
【总页数】5页(P93-97)
【作者】马仕祥
【作者单位】中铁建电气化局集团轨道交通器材有限公司
【正文语种】中文
【中图分类】TG29
【相关文献】
1.基于ProCAST的铝合金件铸造工艺仿真优化研究
2.基于ProCAST的大型铝合金横梁铸造过程模拟及工艺方案优化
3.基于ProCAST的铝合金减速机支架消失模
铸造工艺的模拟及优化4.基于ProCAST本体件熔模铸造工艺优化设计5.基于ProCAST的同步皮带齿轮铸造工艺设计及优化
因版权原因,仅展示原文概要,查看原文内容请购买。
ProCAST仿真技术在铸钢件缺陷预测上的探讨与应用_赵富
ProCAST仿真技术在铸钢件缺陷预测上的探讨与应用赵 富,赵银虎,刘 斌,贾冬生(内蒙古一机集团公司工艺研究所,内蒙古包头014032)摘 要:利用ProCAS T铸造仿真模拟软件对某轮式车辆轮毂铸件铸造工艺进行仿真分析,预测了轮毂铸钢件存在的内部缺陷,对仿真技术在铸钢件缺陷预测上进行了探讨研究。
通过对实物解剖、铸造工艺CAE仿真分析等确定了缺陷产生的部位及形貌,找出了缺陷问题产生的原因,通过工艺优化及试验验证,基本解决了轮毂铸钢件的内在质量问题,保证了批量生产的顺利进行。
关键词:铸钢件;仿真模拟;宏观缺陷;质量改进中图分类号:TP391.9 文献标志码:BApplication of ProCAST Simulation Technology in the Forecast of Defects of Foundry PartsZ HA O Fu,Z HA O Yinhu,L IU Bin,JI A Do ng sheng(P ro cess Researching Institute,I nner M o ng olia First M achinery Gr oup Co rpora tion,Baoto u014032,China)A bstract:T he paper did simula tion analy sis to foundry pr ocess of some w heel type o f v ehicle by using P roCA ST fo undry simulatio n softw are,predicted the inner defects o f hub foundry steel and did the resea rch on the applica tion o f simulation technolog y in foundry steel.Confir med the po sitio n and shape of defects ge nera tion thro ug h par ts dissection and simulation analysis of f oundry process CA E,fo und the reaso n of defects g ene ratio n,solved the quality pro blem o f hub foundry steel throug h o ptimizatio n of pr ocess and te stifying it,so the smo oth of big ba tch pro ductio n is assured.Key words:Foundry steel par ts,Simulation,M acr osco pic defects,Q uality impro vements 近年来,为了提升传统铸造行业的数字化制造技术水平,涌现出了大量的铸造CAE商品化软件,其中主要有法国的ProCAS T、德国的M AGM A-SOFT、芬兰的CastCAE及西班牙的Fo rcast等软件,在这些软件中,有限元软件ProCAS T是较为成功的一款。
基于ProCAST的卧式离心铸造轧辊的充型模拟
基于ProCAST的卧式离心铸造轧辊的充型模拟摘要:本文建立了复合轧辊卧式离心铸造在充型过程中金属液流动的三维模型,采用专业的铸造软件ProCAST求解得到重力和离心力作用下的流场分布,并讨论了金属液自由液面呈偏心分布的原因,分析结果对离心铸造过程中流场的认识和工艺优化设计具有参考意义。
关键词:ProCAST 卧式离心铸造充型模拟1 前言ProCAST是一款基于强大的有限元分析的铸造过程模拟软件,它能够预测严重畸变和残余应力,并能用于半固态成形,离心铸造,消失模铸造、连续铸造等特殊工艺。
利用ProCAST对离心铸造过程进行模拟,它能够针对离心铸造过程进行流动、传热、应力耦合作出分析。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使有机会看到型腔内所发生的一切,从而产生新的设计方案。
2 模型建立及运算金属液在重力作用下浇入旋转着的铸型后,由于金属液与铸型之间的摩擦力及金属液内部的粘滞力和高速旋转产生的离心力使金属液在铸型内形成中空轧辊。
(1)利用ProE三维软件作为前处理软件创建模型,创建装配模型,输出ProCAST可接受的模型或网格格式的文件,通过标准格式文件,如IGES、STL 等可以和ProCAST实现数据交换。
(2)MeshCAST对输入的IGES文件进行修复,然后生成面网格,最终产生四面体网格,生成xx.mesh文件,文件中包含节点数量、单元数量、材料数量等信息。
建立的用于模拟轧辊的卧式离心铸造的模型如图1所示,图中不同颜色反应了模型是由两部分构成:铸型和铸件。
同时显示有两种材料、110940个节点、580647个单元以及模型的长宽高等信息。
此模型中,铸型外径200mm,铸件外径180mm、高度250mm。
图 1 物理网格模型(3)PreCAST为四面体网格文件分配材料、设定界面条件、边界条件、初始条件以及模拟参数。
铸型和铸件材料分别在材料数据库中选取,先试验性的以AlSi12CuNi为铸件材料,H13为铸型材料计算,从结果可以看出ProCAST对卧式离心铸造成型的模拟是否完好,再变换成实际中生产轧辊使用的材料进行模拟,这样能节省处理材料数据的时间。
铸造模拟软件procast在课堂中的应用
2019年11月铸造模拟软件ProCAST 在课堂中的应用李维俊黄耀光(百色学院材料科学与工程学院,广西百色533000)摘要:工科类课程在以往的教学中存在着较多的教学难点,如原理抽象、结构复杂、过程不可见等。
解决这些教学难点,对于提高工科类教学质量有着重要的意义。
以铸造工艺学为例,讨论了授课过程中遇到的教学难点,通过引入铸造模拟软件ProCAST ,对教学效果进行研究,证明了其促进效果。
关键词:ProCAST ;课堂;教学效果在建设应用型高校、普及工程教育专业认证的大背景下,如何培养具有实践能力、行业认可的学生,成为了一个重要任务。
而要实现这一任务的重要前提,就是提高工科类课程的教学质量。
工科类课程有着概念抽象、逻辑性强的特点,所以学生在学习时,难度是比较大的,下面就以铸造工艺学为例,阐述其教学过程中的难点及ProCAST 软件在教学过程中的作用。
1铸造课程在教学中遇到的问题铸造工艺学在材料成型及控制工程专业中是一门较为重要的专业课,其主要内容包括铸造工艺设计的基本概念、铸造方案的确定、浇注系统设计、铸件的凝固与补缩、铸造工装设计等内容。
在教学过程中,主要遇到的教学难点可以归为以下3个方面:(1)原理抽象:在整个铸造过程中,涉及到了很多物理参数及公式,比如黏度、热导率、比热、热焓、传热公式等,这些参数概念抽象,不易理解,很难通过简单的图片或者描述将其向学生解释清楚,但其又对理解铸造过程有着重要的影响。
所以,很有必要把这些概念向学生讲解清楚。
(2)铸造生产设备结构复杂:铸造工艺多种多样,课程中介绍的包括重力铸造、低压铸造、高压铸造、离心铸造、消失模铸造等。
每种工艺都有其特点,设备也不尽相同,并且结构都比较复杂,要讲清楚每一个构件的作用比较困难。
(3)生产过程不可见:虽然可以通过生产视频来向学生展示整个铸造过程,但是学生只是看到了生产设备的外观、液态的金属、开模后的铸件,得到的只是直观的感受。
而充型过程、铸件的凝固这些内在的现象,是无法展示的。
ProCAST软件在铸造凝固模拟中的应用
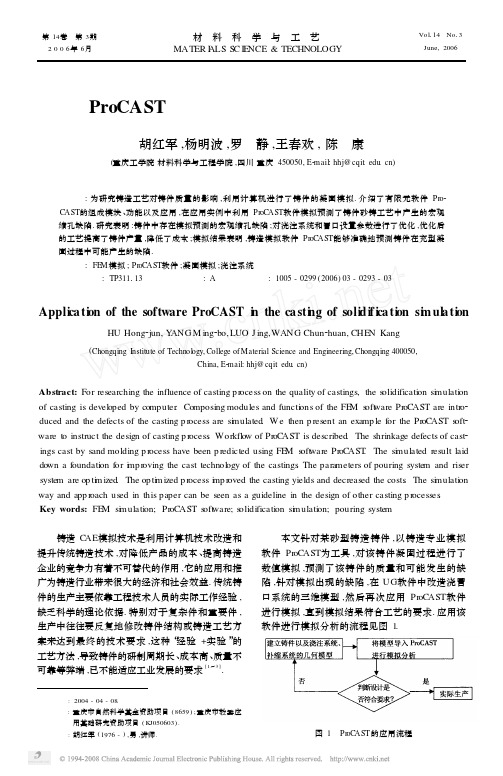
图 5 初始模型的宏观孔隙预测
图 6 修改后的 3D 模型
4 结 论
用有限元软件 ProCAST预测铸件中存在的 宏观缩孔 ,直观地显示出充型凝固的温度场分布 、 温度梯度 、金属液流动行为 、热节部位 、缩松缩孔 等. 针对模拟的结果 ,修改铸件工艺设计的 3D 模 型 ,修改了原始的浇冒口设计. 实验表明应用修改 后的铸造工艺进行铸造 ,提高了铸件的质量 ,提高 了工艺出品率 ,降低了成本.
在砂铸中 ,有时冲砂是不可避免的. 如果冲砂 发生在铸件的关键部位 ,将影响铸件的质量. Pro2 CA ST可以通过对速度场和压力场的分析确认冲 砂的产生. 通过虚拟粒子跟踪则能很容易确认最 终夹砂的区域. 215 冷隔及浇不足
在浇注成型过程中 ,一些不当的工艺参数如型 腔过冷 、浇速过慢 、金属液温度过低等会导致一些缺 陷的产生. 通过传热和流动的耦合计算 ,设计者可以 准确计算充型过程中的液体温度下降. 在充型过程 中凝固了的金属将会改变充型的流动形式. ProCAST 可预测这些铸造充型过程中发生的现象 ,并可以随 后快速地检验相应的改进设计方案. 216 压铸模寿命
摘 要 : 为研究铸造工艺对铸件质量的影响 ,利用计算机进行了铸件的凝固模拟. 介绍了有限元软件 Pro2 CAST的组成模块 、功能以及应用 ,在应用实例中利用 ProCAST软件模拟预测了铸件砂铸工艺中产生的宏观 缩孔缺陷. 研究表明 :铸件中存在模拟预测的宏观缩孔缺陷 ;对浇注系统和冒口设置参数进行了优化 ,优化后 的工艺提高了铸件产量 ,降低了成本 ;模拟结果表明 ,铸造模拟软件 ProCAST能够准确地预测铸件在充型凝 固过程中可能产生的缺陷. 关键词 : FEM 模拟 ; ProCAST软件 ;凝固模拟 ;浇注系统 中图分类号 : TP311113 文献标识码 : A 文章编号 : 1005 - 0299 (2006) 03 - 0293 - 03
基于ProCAST的衬套熔模铸造工艺改进

基于ProCAST的衬套熔模铸造工艺改进师素粉;郑端【期刊名称】《金属加工:热加工》【年(卷),期】2014(000)015【总页数】2页(P37-38)【作者】师素粉;郑端【作者单位】庆安集团有限公司;西安外事学院【正文语种】中文铸造CAE模拟技术利用计算机技术的综合运算,优化传统铸造工艺,降低产品的成本,提高铸造企业的竞争力。
本文以铸造CAE模拟软件ProCAST为工具,以我公司的典型熔模铸件——衬套为实例,来介绍铸造模拟软件在铸造工艺改进中的应用。
1.衬套铸件的工艺特点衬套铸件为航空产品,铸件结构及原工艺方案如图1所示。
铸件结构简单,但表面质量和内部质量要求都较高。
100%进行磁粉和X射线无损检测,并按HB5430—1989标准Ⅲ类验收。
其工艺参数如下:(1)材质与特性该衬套零件的材质为 ZG0Cr16Ni4NbCu3,液相线温度1456℃,固相线温度1350℃。
(2)型壳材料硅酸乙酯水解液(18%SiO2)+上店粉+上店砂,型壳厚度6mm左右。
(3)工艺参数浇注温度1580~1620℃,浇注时间在4~5s,空气中浇注,自然冷却。
(4)预热温度模壳的预热温度选择950℃。
(5)造型方式填砂造型。
2.衬套原工艺模拟结果衬套铸件原工艺模拟结果如图2所示。
图1 衬套铸件原工艺方案图2 原工艺的充型凝固过程温度场从图2可以看出,浇注过程金属液的流动规律是:金属液先进入直浇道、横浇道,再通过6个内浇口自上而下进入型腔,直至充满整个铸型。
由于上述充型特性,使内浇口下面(蓝圈标识处)成为热量集中的地方。
铸件凝固过程主体部分温度是自下而上依次升高,符合自下而上的顺序凝固方式,但在内浇口下部局部出现温度最高处,甚至高于内浇口的温度,使得浇注系统无法对此处进行补缩,此处极易出现缩孔、缩松缺陷。
图3所示黄圈标识处为ProCAST软件预测出的缩松、缩孔发生位置,与图2中标识处位置基本相同,也与实际生产结果一致。
实际生产中,由于内浇口下面局部缩松缺陷导致铸件合格率仅为40%左右。
ProCAST软件在铸造凝固模拟中的应用
ProCAST软件在铸造凝固模拟中的应用
胡红军;杨明波;罗静;王春欢;陈康
【期刊名称】《材料科学与工艺》
【年(卷),期】2006(014)003
【摘要】为研究铸造工艺对铸件质量的影响,利用计算机进行了铸件的凝固模拟.介绍了有限元软件Pro-CAST的组成模块、功能以及应用,在应用实例中利用ProCAST软件模拟预测了铸件砂铸工艺中产生的宏观缩孔缺陷.研究表明:铸件中存在模拟预测的宏观缩孔缺陷;对浇注系统和冒口设置参数进行了优化,优化后的工艺提高了铸件产量,降低了成本;模拟结果表明,铸造模拟软件ProCAST能够准确地预测铸件在充型凝固过程中可能产生的缺陷.
【总页数】3页(P293-295)
【作者】胡红军;杨明波;罗静;王春欢;陈康
【作者单位】重庆工学院,材料科学与工程学院,四川,重庆,450050;重庆工学院,材料科学与工程学院,四川,重庆,450050;重庆工学院,材料科学与工程学院,四川,重庆,450050;重庆工学院,材料科学与工程学院,四川,重庆,450050;重庆工学院,材料科学与工程学院,四川,重庆,450050
【正文语种】中文
【中图分类】TP311.13
【相关文献】
1.ProCAST软件在熔模铸造工艺优化中的应用 [J], 周君华;孙长波;尚伟;李波
2.计算机铸造凝固模拟软件在我厂的应用 [J], 彭松涛
3.凝固模拟技术在轴承座铸造中的应用 [J], 郭林;纪云玲;李宝伟
4.ProCAST软件在铸造模拟中的应用 [J], 孙治国
5.铸造模拟软件ProCAST在课堂中的应用 [J], 李维俊; 黄耀光
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
引进Procast铸造仿真软件项目建议书目录1背景 (4)2铸造模拟仿真对我院的作用 (5)2.1铸造仿真对7室的作用52.2铸造仿真对铸钢厂的作用53铸造仿真软件的调研与考核 (6)4软件开发商法国ESI集团简介 (6)5Procast软件特点 (7)6Procast软件效果预评 (25)6.1三维模型建立256.2网格划分266.3工艺条件与计算参数266.4数值计算276.5结果显示276.6分析及建议307Procast软件在我院使用构想 (32)7.1铸造模拟解决方案使用部门327.2铸造模拟解决方案硬件需求328Procast软件模块配置建议 (34)1 背景长期以来,对于铸造工艺的改进主要依靠经验和试验,一直缺乏一套专业的、有效的方法和手段。
模拟是控制设计、制造过程并预测产品早期服役可能出现问题的最好解决方法。
当前,有限元理论已十分成熟,相应的模拟商业软件也逐步趋于成熟,并在各行各业逐步发挥其巨大的作用。
现代制造工艺越来越复杂,性能、精度要求也越来越高,依赖试验的设计手段设计费用越来越高,周期越来越长,也越来越不容易保证可靠性。
而从一些发达国家的经验来看,仿真技术的应用可以大大减少试验的比重,减少了设计的盲目性,节省巨额的设计费用,设计周期也大大缩短。
从我院专业发展的角度看,急需在数值仿真这一方面提高一个层次,实现我院研发能力的跨越式发展。
铸造仿真软件的开发是一项技术含量很高、专业性很强的工作,作为一个设计单位,自行开发不切实际。
国内一些专业单位开发的同类产品在实用性、规范性和易用性等方面都有不足。
ESI集团的ProCAST是业界领先的铸造过程模拟软件,基于强大有限元求解器和高级选项,提供高效和准确的求解来满足铸造业的需求。
与传统的尝试-出错-修改方法相比,ProCAST是减少制造成本,缩短开发时间,以及改善铸造过程质量的重要的、完美的解决方案。
2 铸造模拟仿真对我院的作用引进ProCAST软件,从短期来看会提高设计和工艺制造水平,在当前在研项目中立即产生效益;而从长远来看,制造工艺计算和仿真手段的大量应用必将彻底改变我院原有的制造工艺方式,最终提高我院铸造工艺的整体水平。
2.1 铸造仿真对xx室的作用xx室目前有很多钛合金铸件的铸造过程需要模拟来解决,其主要原因是:一、采用传统的试错法,费用昂贵、周期太长;二新产品大多没有经验可以借鉴,院以工艺摸索时间比较长,尤其是一些钛合金材料。
2.2 铸造仿真对铸钢厂的作用铸钢厂目前某些件的铸造出品率不是很高,引进铸造模拟仿真软件将大大节省提高铸钢厂的铸造工艺出品率和工艺水平,大大缩短生产周期,有效的提高劳动生产率。
另外铸造模拟仿真对于我院技术的传承也很有帮助,通过仿真我们可以将铸造技术和经验进行科学的直观的描述和记录,使得过去的一些抽象的经验变为简单明了的纸面文档进行记载和保存,有利于铸造技术的延续和资源共享。
3 铸造仿真软件的调研与考核经过上述分析,铸造仿真软件的引入是十分必要的,它对我院的虚拟制造技术和铸造技术的发展将起到极大的推动作用。
因此我们对市面上的铸造仿真软件进行了调研和考核。
由于我们院情况特殊,新材料较多,院以精铸和自动根据化学成分计算合金热物理性能的热力学数据库对我们显得尤为重要,而procast相对这两方面最好,而且升级及功能又最全,以及同类企业(国内如621、410、430、百慕等;国外如Alcoa, Alcan, Umicore, MKM, Selee (filters), Kawasaki steel, Mitsubishi, Pechiney, Hydro, Elkem, VAW等)的铸造CAE系统的选用情况,最终选定专业铸造软件Procast作为我院铸造仿真的工具。
4 软件开发商法国ESI集团简介ESI集团是在法国巴黎上市的世界最大最著名的CAE软件公司之一。
作为虚拟测试方案的先锋,ESI集团是全球首屈一指的材料物理学数值模拟原型和制造流程供应商。
ESI 集团成功的关键在于使用真实材料物理特性,能够进行更真实的模拟,来代替耗时的物理样机尝试和纠错过程。
ESI集团开发了一系列完整的面向工业应用的产品,真实模拟产品在测试中的性能,精细协调制造过程与预期的产品性能间的关系,并评估环境对产品使用的影响。
ESI集团主要产品分为虚拟样机、虚拟制造和虚拟环境三大类。
ESI集团的产品组合,已经被工业界广泛验证并与多向价值链相结合,代表着独特的协同、虚拟工程方案,称为虚拟试验空间(VTOS),能够持续对虚拟样机进行改进。
ESI集团在军工界有大量客户,并承担了法国及欧洲众多航空航天及防务方面的咨询项目。
2005财政年度的收入约为6300万欧元,在全球拥有逾近600名高层次专家。
公司及其全球代理网络为30多个国家的客户提供销售和技术支援。
5 Procast软件特点背景ProCAST自1985年开始一直由位于美国马里兰州首府Annapolis的UES Software进行开发,并得到了美国政府和诸多研究机构的大力资助。
1990年后,位于瑞士洛桑的Calcom SA和瑞士联邦科技研究院也加入了ProCAST部分模块的开发工作,基于其强大的材料物理背景,Calcom 在ProCAST的晶粒计算模块和反向模块开发上贡献良多。
2002年,ProCAST和Calcom SA先后加入ESI 集团。
ESI也重新整合了其原有的热物理模拟队伍如PAM-CAST和SYSWELD,这样ProCAST(有限元铸造仿真)整合了Calcosoft(连续铸造仿真),与PAM-CAST(有限差分元铸造仿真)、SYSWELD (热处理与焊接模拟)一起组成ESI完整的材料热处理成型综合解决方案。
功能ProCAST是为评价和优化铸造产品与铸造工艺而开发的专业CAE系统,借助于ProCAST系统,铸造工程师在完成铸造工艺编制之前,就能够对铸件在形成过程中的流场、温度场和应力场进行仿真分析并预测铸件的质量、优化铸造设备参数和工艺方案。
ProCAST可以模拟金属铸造过程中的流动过程,精确显示充填不足、冷隔、裹气和热节的位置以及残余应力与变形,准确地预测缩孔、缩松和铸造过程中微观组织的变化。
作为ESI集团热物理综合解决方案的旗舰产品,ProCAST是院有铸造模拟软件中现代CAD/CAE集成化程度最高的。
是目前唯一能对铸造凝固过程进行热-流动-应力完全耦合的铸造模拟软件。
适用范围模块化设计适合任何铸造过程的模拟。
∙高、低压铸造(high and low pressure die casting)∙砂模铸造,金属型铸造和斜浇注(sand casting, gravity die casting and tilt pouring)∙熔模铸造,壳模铸造(investment casting, shell casting)∙消失模铸造和离心铸造(lost foam and centrifugal casting)∙等等材料数据库ProCAST可以用来模拟任何合金,从钢和铁到铝基、钴基、铜基、镁基、镍基、钛基和锌基合金,以及非传统合金和聚合体。
ESI旗下的热物理仿真研究开发队伍汇集了全球顶尖的五十多位冶金、铸造、物理、数学、计算力学、流体力学和计算机等多学科的专家,专业从事ProCAST和相关热物理模拟产品的开发。
得益于长期的联合研究和工业验证,使得通过工业验证的材料数据库不断地扩充和更新,同时,用户本身也可以自行更新和扩展材料数据。
除了基本的材料数据库外,ProCAST还拥有铝基、铁基、钛基、镍基和铜基合金系统的热力学数据库。
这个独特的数据库使得用户可以直接输入化学成分,从而自动产生诸如液相线温度、固相线温度、潜热、比热和固相率的变化等热力学参数。
铜部件的低压模铸造船用发动机本体的沙模铸造ProCAST提供了能够预测评估整个铸造过程的完整软件解决方案,包括模型填注,凝固,微观构造和热力的模拟。
能够快速可视化铸型设计的影响,使得制造过程的早期能够做出正确的决策。
特点和规格ProCAST是完整的模块软件解决方案提供众多的模块和工程工具来满足铸造业最复杂的要求。
在过程的每个阶段选择每个特定模块:•模填充的流体求解器包括半固体材料,消失模和离心铸造•用于凝固和收缩预测的热求解器包括辐射选项•应力求解器包括热应力和变形而且,还可以选择一些专门和高级金属选项来预测:•气体和微孔•铁合金的微观构造•颗粒结构形式ProCAST共有九个模块,下面分别阐述相应的功能。
模块功能示意图网格划分与工具MeshCAST,ProCAST的CAD界面和网格生成器,将设计和工程阶段高效联系在一起。
能够快速准备创新的设计方案,同时保证快速和可靠的计算。
主要特点∙自动生成三维网格∙CAD/CAE几何通过STEP, IGES, 或Parasolid格式导入∙ 直接有限元网格导入 ∙ 非常快速的网格生成 ∙ 良好的网格质量和质量检查 ∙ 处理复杂几何模型和多种材料 ∙ 对边和表面可变的网格密度 ∙ 确保流体流动分析的网格 ∙ 熔模铸造的自动shell 生成 ∙网格布尔运算和网格装配使用网格布尔运算连接不同的组件模压铸造铝合发动机体的有限元网格使用网格装配功能合并部件网格并且自动生成新的特征线反向模拟ProCAST的反向模拟能够通过减小给定位置和时间上计算与测量温度的差异确定材料属性或边界条件主要特点∙确定时间和温度相关的界面系数∙确定时间和温度相关的边界条件∙确定时间和温度相关的材料属性流体求解器ProCAST提供了一个非常突出的流体流动功能来模拟填模,求解全三维N-S方程并耦合能量方程。
自由表面正面跟踪方法利用体积流体方法(VOF)。
可以在整个凝固过程模拟自然对流和收缩导致的流动。
主要特点∙求解器全三维N-S流体流动方程∙斜浇注的旋转轴∙用于模拟夹气和通风的气体建模∙半固体材料的非牛顿流体流动模型∙过滤器模型∙湍流模拟∙可压流体模型∙消失模模型∙粒子跟踪斜浇注应用熔模铸造热求解器热求解器通过考虑传导、对流和辐射能够计算传热。
通过焓的形式来描述凝固和固相转变中的潜热。
主要特点∙瞬态,非线性三维热传导∙热对流和辐射∙利用焓的形式考虑相变∙孔隙预测∙拉模铸造和金属型铸造∙砂模铸造的虚拟浇注大型钢部件管件收缩预测大型钢部件铸造的热应力应力求解器ProCAST的先进应力求解器能够进行弹性-塑性或弹性-粘塑材料特性全耦合热、流体和应力模拟。
更简单的材料模型诸如弹性,vacant或刚体也能考虑。
主要特点∙非线性应力分析∙自动接触分配和评估(热和力)∙气隙∙无限的模型规模∙温度相关的机械性能辐射辐射模块扩展了热求解器辐射的功能包括角系数的影响。
这个模块对熔模铸造过程是必需的,从shell的一个区域到另一个区域的自辐射影响是非常显著的。