检具操作说明书
检具使用说明书(PDF)
定固及动移具检 .5 型类准标具检 .4 具工测检具检 .3 )期周扫清 ,度湿度适 ,度温度适( 境环管保具检 .2 的目用使具检 .1录目书明说作操 书明说作操 书明说作操 书明说作操。
管保紧贴面REPPOTS到要定一后用使以所 。
锈生于易上面准基在,话的置放间时长好上温室果如时态状PMALCNU ,GNIWSNU )。
抵安着慢上面地,脚轮损破于易于由时下放车叉用( 。
撞冲或撞碰意注请时运搬车叉用 。
转运常正以可内围范在备设的有所 )锈生免以意注请(境环的净干维油滑润及油锈防用时随,尘灰去进免以意注次每时用使 。
力压及撞冲加施免以工加ERIW ,工加CN工加因域区的度精证保要等位部测检面型,面准基如,LEETS和LA是料材 。
s/m9.2 速风 ) %86 度湿季夏, %87 度湿季冬( %59~%56:度湿 ℃03 ~ ℃01 : 度温 zH05 zH05 %01±V022CA:源电明照 %01±V083CA:源电 线4厢3项 事 意 注 管 保 具 检 .2。
质品的件金钣认确的期周用使后装安接直上线产生后成完YDOB/S )2 。
养培质品及YDOB/S的件金钣用使了为时期初 )1 )能功 NOITCEPSNI ,能功 YDOB/S( 。
养培质品及测检度精的件金钣用使了为 -的 目 用 使 具 检 .1书明说作操 书明说作操 书明说作操 书明说作操测检行进尺隙间用 测检行进尺隙间用 测检行进尺隙间用 测检行进尺隙间用栓螺紧拧后然 块测检在插 栓螺紧拧后然 块测检在插 栓螺紧拧后然 块测检在插 栓螺紧拧后然 块测检在插 块色黄将 后里块测检在插销测检将 块色黄将 后里块测检在插销测检将 块色黄将 后里块测检在插销测检将 块色黄将 后里块测检在插销测检将里块测检孔在插销测检将 里块测检孔在插销测检将 里块测检孔在插销测检将 里块测检孔在插销测检将用使时量测尺尖交3用法无以所,能性的面型件品产测检有子销个这NIP KCEHC )1具 工 测 检 具 检 .3书明说作操 书明说作操 书明说作操 书明说作操线划上件金钣 线划上件金钣 线划上件金钣 线划上件金钣 后然 转旋后近贴上件金钣 后然 转旋后近贴上件金钣 后然 转旋后近贴上件金钣 后然 转旋后近贴上件金钣 将 将 将 将SCRIBEØ+ 42。
资料:操作指导书

检具使用说明书名称:罩板检具
件号:1050833
车型:B9
用户单位:常熟冠林汽车饰件有限公司
制造单位:上海二久精密机械有限公司
日期:2014-12
B9 罩板检具
使用说明书
1.首先将检具放置如下图:
B9罩板检具整体图
2.检具构成示意图如下图:
1.底板
2.基准套
3. 模拟块1
4.B
5. A2
6. A4
7. C
8.模拟块2
9.模拟块3 10.模拟块4 11. A3 12.通止规1 13.A1
3.用通止规(G2.8-NG3.2),检测产品轮廓是否合格
4、将准备检测的B9产品对准检具上的B/C基准放置,拉出C 弹簧辅助基准,使其紧贴A1.A2.A3.A4定位面,放下压钳Y1/Y2固定产品,再推进推块T1使产品固定,使检具处于工作状态。
5、产品放置到位后,用检具检测专用工具通止规(G2.8-NG3.2)检测产品与检具之间的3MM间隙面,如图所示:(通止规通端G2.8过,止端NG3.2不过为合格,反之则不合格)
b.间隙面与齐平面检测信息
6、检测完毕,取出产品。
7、完成上述操作过程,为一个测量周期。
8、检具表面标定的文字、标记不允许涂抹和受污损。
9、检具一般保养及安置要求:
9.1、检具需要水平放置。
9.2、检具应在常温下工作,并应避免风吹、日晒,雨淋。
9.3、检具避免接触酸、碱等腐蚀性物质,并注意保洁。
9.4、通止规、面差规、检测销、通止销等易锈部位,长期
不用时应注意做好防锈保护。
9.5、检具在运输测量或使用时,不允许损伤测量部位和基
准面,应避免倒置、撞击和磕碰。
检具操作说明书
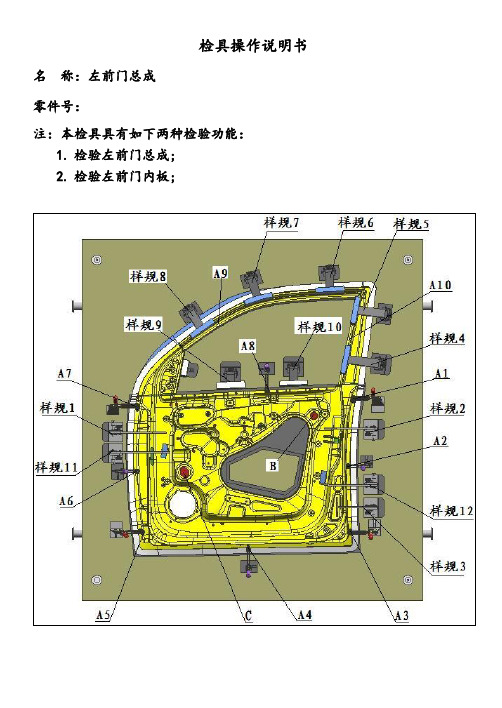
检具操作说明书名称:左前门总成零件号:注:本检具具有如下两种检验功能:1.检验左前门总成;2.检验左前门内板;检验步骤:一.检验左前门总成1.将检具放置平稳,清除干净工作表面;2.确认所有样规及夹紧器均处于开启(非工作)位置;3.检验左前门总成支撑台用A1、A3、A5、A7 、A9、A10(t=5mm);4.将产品件对准B、C基准,轻放在检具上,然后用A基准相对应夹紧器夹紧产品件。
5.将样规4— 10处于工作位置后锁紧;6.按照相关技术文件的要求,用检具型面块和样规检查被检部件的面位置度和轮廓度。
车门外板包边处的面位置应和检验型面块高度平齐,轮廓边缘距离检验型面块5.0mm,根据GD&T图给定的公差判定是否合格。
7. 检验完毕后,将所有样规和快夹处于开启(非工作)位置,将被检部件小心、平稳地移开检具。
二.检验左前门内板1. 将检具放置平稳,清除干净工作表面;2. 确认所有样规及夹紧器均处于开启(非工作)位置;3. 检验左车门内板支撑台用A1、A2、A3、A4、A5、A6、A7(t=5.7mm)A8(t=5mm);4. 将产品件对准B、C基准,轻放在检具上,然后用A基准相对应夹紧器夹紧产品件。
5. 样规1— 3处于工作位置后锁紧;6. 按照相关技术文件的要求,用检具型面块和样规检查被检部件的面位置度和轮廓度。
内板包边处的面位置应低于检验型面块0.7mm,轮廓边缘距离检测按相关标定的距离值检测,根据GD&T图给定的公差判定是否合格;用检验销检查被检部件的孔位置度。
7. 用目视法检查划线轮廓边及各划线孔位置偏差;8. 检验完毕后,将所有样规和快夹处于开启(非工作)位置,将被检部件小心、平稳地移开检具。
附:样规11-12检验车门内板总成玻璃滑轨时使用。
一般量检具使用说明

一般量检具使用说明一、概述一般量检具是指用于测量、检验和校准物体尺寸、形状和位置的工具和设备。
它们在各个行业中都起到非常重要的作用,如机械制造、汽车制造、电子工业、航空航天等。
本文将介绍一般量检具的使用方法和技巧,以便能够正确、准确地操作和使用这些工具。
二、常见的一般量检具及其使用方法1. 卡尺卡尺是一种常见的量检具,用于测量物体的长度、宽度和深度。
使用时,首先将卡尺的两个测量脚放置在被测物体的两个端点上,然后读取刻度尺上的数值,即可得到被测物体的尺寸。
2. 游标卡尺游标卡尺是一种高精度的量检具,常用于测量较小的尺寸。
使用时,将被测物体放置在游标卡尺的两个测量脚之间,然后通过移动游标,使其与物体表面接触,读取游标上的数值,即可得到被测物体的尺寸。
3. 量规量规是一种用于测量物体直径和深度的工具。
使用时,将量规的测量脚放置在被测物体的两个端点上,然后通过旋转量规的旋钮,使其与物体表面接触,读取量规上的数值,即可得到被测物体的尺寸。
4. 测微计测微计是一种高精度的量检具,通常用于测量非常小的尺寸。
使用时,将测微计的测量脚放置在被测物体上,然后通过旋转测微计的刻度盘,使其与物体表面接触,读取刻度盘上的数值,即可得到被测物体的尺寸。
5. 角度量具角度量具用于测量物体的角度。
常见的角度量具有量角器和角度尺。
使用时,将角度量具放置在被测物体上,调整至所需角度,然后读取量具上的刻度,即可得到被测物体的角度。
三、使用注意事项1. 在使用一般量检具之前,应先检查其是否完好无损,并进行必要的清洁和校准。
2. 在测量之前,应确保被测物体表面干净、平整,以避免影响测量结果。
3. 在进行测量时,应尽量保持量检具与被测物体的垂直、平行,以获得准确的测量结果。
4. 在读取测量结果时,应注意对齐刻度,并避免视线偏差,以防止读取误差。
5. 使用一般量检具时,应轻拿轻放,避免碰撞和损坏。
6. 在使用完毕后,应将一般量检具进行清洁和保养,以延长其使用寿命。
新量检具操作指导书

新量检具操作指导书1. 引言量检具是用于测量、检验和校准的工具,广泛应用于各个行业和领域。
准确和有效地操作量检具对于确保产品质量和生产效率至关重要。
本操作指导书旨在为操作人员提供准确的操作步骤和注意事项,以确保量检具的正确使用和维护。
2. 量检具的分类量检具可根据其用途和测量范围分类。
常见的量检具包括千分尺、游标卡尺、外径千分尺、塞尺、千分尺、量规等。
在操作量检具之前,操作人员需要了解其具体分类和用途,以确保正确选择和使用。
3. 准备工作在开始使用量检具之前,有几项准备工作需要完成:- 清洁工作区域:确保工作区域整洁干净,避免杂物和灰尘对测量结果的干扰。
- 准备合适的量检具:根据测量的要求和范围,选择适当的量检具进行测量。
- 校准量检具:定期检验和校准量检具,确保其准确性和可靠性。
4. 操作步骤具体的操作步骤会因量检具的类型而有所差异,但一般遵循以下基本原则:- 取出量检具:轻轻取出量检具,避免损坏或弯曲。
- 清洁量检具:使用干净的布擦拭量检具,确保其表面干净无尘。
- 安置量检具:将量检具稳固地放置在平坦的工作台上,以确保测量的准确性。
- 进行测量:将被测物体与量检具进行接触,根据具体要求进行测量。
确保量检具与被测物体完全接触,避免出现误差。
- 记录测量数据:将测量结果记录下来,以备后续分析和参考。
5. 注意事项在操作量检具时,需要注意以下事项以确保测量的准确性和操作的安全性:- 避免过度力量:在使用量检具时,避免施加过大的力量,以免损坏量检具或造成测量误差。
- 定期保养:保养量检具是确保其长期准确和可靠的关键。
定期清洁和校准量检具,避免灰尘和污垢对测量结果的干扰。
- 避免碰撞:避免量检具与其他硬物碰撞,以免损坏或变形。
- 适当存储:妥善存储量检具,避免高温、潮湿和阳光直射,以保持其正常使用寿命。
6. 质量控制量检具的准确性和可靠性对于产品质量控制至关重要。
在使用量检具时,应注重以下几个方面的质量控制:- 定期校准:定期校准量检具,确保其准确性和可靠性。
检具操作指导书
一. 作业准备 根据待检产品选定对应的检具(注意区分左右件检具),确认检具是否完好无损,备 件是否齐全,检具有效期过期杜绝使用。 二. 检具操作步骤(左右对称) 注意:工件不可碰伤、变形! 第二步. 从盒中取出相对应检块,插入 对应o、p、q,把工件依次卡入f、g、h 、i、j、k、l、m、n(注:端头确认贴 合基准点r)
q p o n m l k j i h
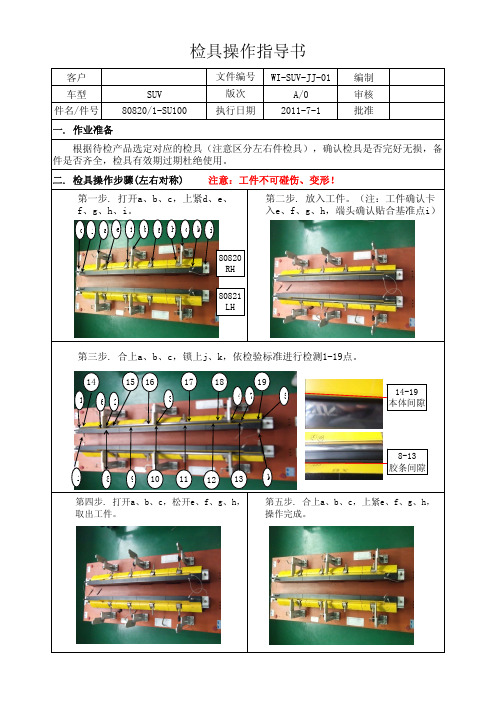
文件编号 SUV 73826/7-SU100 版次 执行日期
WI-JJ-SUV4 A/0 2011-3-25
编制 审核 批准
a
b
c
d
e
f
g
r
图为73827 LH,73826 RH对称
第三步. 合上a、b、c、d、e、f、g,依检验标准进行检测1-30点。
20 21 22 23 24 25 26 27 28 29 30 LIP间隙20-30
第一步. 打开a、b、c,上紧d、e、 f、g、h、i。
d j a e f b g h c k i 80820 RH 80821 LHБайду номын сангаас
第三步. 合上a、b、c,锁上j、k,依检验标准进行检测1-19点。
14 1 6 2 15 16 3 17 18 4 7 19 5 14-19 本体间隙
8-13 胶条间隙 j 8 9 10 11 12 13 k 第五步. 合上a、b、c,上紧e、f、g、h, 操作完成。
第四步. 打开a、b、c,松开e、f、g、h, 取出工件。
检具操作指导书
检具使用指导书
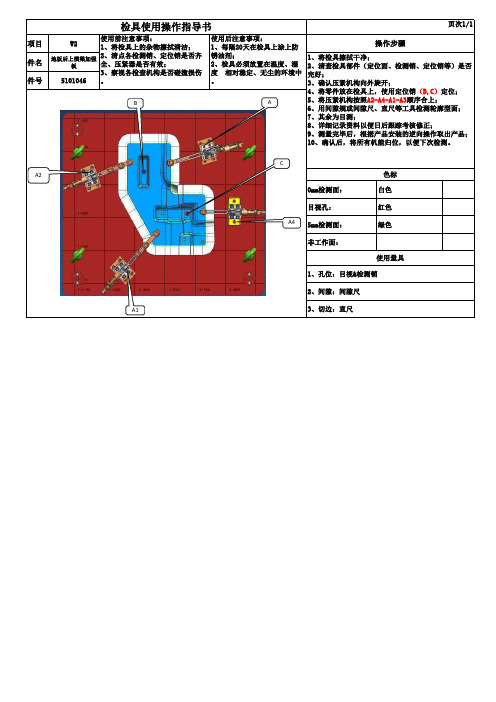
项目W2件名地板后上横梁加强板件号51010460mm检测面:
白色目视孔:
红色5mm检测面:
绿色非工作面:
2、间隙:间隙尺
3、切边:直尺检具使用操作指导书
页次1/1使用前注意事项:
1、将检具上的杂物擦拭清洁;
2、清点各检测销、定位销是否齐全、压紧器是否有效;
3、察视各检查机构是否碰撞损伤。
使用后注意事项:1、每隔20天在检具上涂上防锈油剂;2、检具必须放置在温度、湿度 相对稳定、无尘的环境中。
操作步骤1、将检具擦拭干净;2、清查检具部件(定位面、检测销、定位销等)是否完好;3、确认压紧机构向外旋开;4、将零件放在检具上,使用定位销(B,C)定位;5、将压紧机构按照A2-A4-A1-A3顺序合上;
6、用间隙规或间隙尺、直尺等工具检测轮廓型面;
7、其余为目测;
8、详细记录资料以便日后跟踪考核修正;
9、测量完毕后,根据产品安装的逆向操作取出产品;
10、确认后,将所有机能归位,以便下次检测。
色标
使用量具
1、孔位:目视&检测销
A2A1A A4B C。
检具操作指导书
检具操作指导书一、引言检具是指用于检测产品尺寸、形状和其他相关参数的工具和设备。
准确、合理地操作检具是确保产品质量的重要环节。
本文档旨在向操作人员介绍检具的基本操作方法,以确保操作人员正确、高效地使用检具。
二、安全注意事项1. 在使用检具前,必须对其进行仔细检查,确保其无损坏、变形或其他影响使用的问题。
2. 在操作检具时,必须佩戴个人防护用具,如手套、护目镜等。
3. 检具应存放在干燥、清洁、无腐蚀性气体的环境中,避免阳光直射或受到潮湿的影响。
4. 操作人员应保持手部干燥和清洁,以免影响操作的准确性和精度。
5. 操作人员在使用检具时,要注意避免强力碰撞或过度施力,以防损坏检具或造成人身伤害。
三、检具的基本操作流程1. 准备工作在操作检具之前,必须进行一些准备工作,包括:(1)查看产品的相关技术要求和规范,了解需要检测的尺寸、形状等参数;(2)准备好所需的检具,包括卡尺、千分尺、游标卡尺等,确保这些检具处于正常工作状态;(3)清洁和校准检具,以确保其准确度和可靠性。
2. 检测操作(1)根据产品要求,在合适的地方放置被测产品,确保其固定稳定。
(2)选择适当的检具进行检测。
根据被测产品的特点,选择合适的检具,如卡尺用于测量长度,游标卡尺用于测量深度等。
(3)正确使用检具进行测量。
根据检具的使用说明,将其正确放置在被测产品上,并轻轻地施加适量的力量,以保证精确的测量结果。
(4)记录测量结果。
在进行测量时,要准确记录每个测量结果,包括尺寸、形状等参数。
(5)根据产品要求对测量结果进行判定。
将测量结果与产品要求进行比较,并根据规范对其进行判断,以确定是否合格。
3. 检具的保养与维护(1)定期清洁检具。
使用后,应及时清洁检具,并保持其干燥。
对于有防护涂层的检具,可以在清洁后再涂上薄薄的防锈剂。
(2)保持检具的准确度。
定期进行检具的校验与修整,确保其准确度和可靠性。
如发现损坏或失效的检具,应及时更换或修复。
(3)正确存储和搬运检具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、测量操作步骤 1、将钣件装入检具S面上并插入主副定位销 (H、h),并顺序夹紧与S1-S4相对应的夹持机构
2、依检查基准书之规定检验零件。 3、检查完成后,打开夹持机构取下主副定位销 取出零件。
4、对检具进行整理,清洁保养活动。
二、测量操作步骤 1、将钣件装入检具S面上并插入主副定位销 (H、h),并顺序夹紧与S1-S5相对应的夹持机构
2、依检查基准书之规定检验零件。 3、检查完成后,打开夹持机构取下主副定位销 取出零件。
4、对检具进行整理,清洁保养活动。
二、测量操作步骤 1、将钣件装入检具S面上并插入主定位销(H), 2、依检查基准书之规定检验零件。 3、检查完成后,取下主定位销(H) 取出零件。
4、对检具进行整理,清洁保养活动。
3、确认检具(CHECKING FIXTURE)所有机
是否完好无损,松动。
是否备好测量使用之辅助工具:间隙规、钢
板尺、卡尺、段差表,厚度规。
板尺、卡尺、段差表,厚度规。
二、测量操作步骤 1、将钣件装入检具S面上并插入主副定位销 (H、h),并顺序夹紧与S1-S4相对应的夹持机构
检具操作指导书
检具操作指导书
№
操作步骤
管理值
№
操作步骤
管理值
示
一、测量前确认事项
示
一、测量前确认事项
1、确定主副定位销数量(H、h共2个)。
1、确定主副定位销数量(H、h共2个)。
2、确认S面数量(S1-S4 共4个)及S面状态
2、确认S面数量(S1-S5 共5个)及S面状态
无松动,表面无异物附着。
检具编号
REINF-ADD-ON-FRAME-MTG-RH 广州振伟汽车装备有限公司 制造日期 2014/10/28
页 数
1
无松动,表面无异物附着。
3、确认检具(CHECKING FIXTURE)所有机
3、确认检具(CHECKING FIXTURE)所有机
构是否完好无损,松动。
是否完好无损,松动。
4、准备好测量使用之辅助工具:间隙规、钢
4、准备好测量使用之辅助工具:间隙规、钢
板尺、卡尺、段差表,厚度规。
板尺、卡尺、段差表,厚度规。
№
操作步骤
管理值
示
一、测量前确认事项
示
一、测量前确认事项
1、确定主副定位销数量(H、h共2个)。
1、确定主定位销数量(H共1个)。
2、确认S面数量(S1-S4 共4个)及S面状态
2、确认S面数量(S1-S3 共3个)及S面状态
无松动,表面无异物附着。
无松动,表面无异物附着。
3、确认检具(CHECKING FIXTURE)所有机
示意图符号说明
浙江乐仁精密工业有限公司
项目名称
零件编号 零件名称
制造单位
LCS1
751A2 SN100
检具编号
REINF FR MBR RR RH-1
广州振伟汽车装备有限公司 制造日期
页 数
2014/10/28 1
示意图符号说明
浙江乐仁精密工业有限公司
项目名称
LCS1
零件编号 零件名称
制造单位
751B2 LA100
2、依检查基准书之规定检验零件。 3、检查完成后,打开夹持机构取下主副定位销 取出零件。
4、对检具进行整理,清洁保养活动。
示意图符号说明
浙江乐仁精密工业有限公司
项目名称
零件编号 零件名称
制造单位
LCS1
625A1-LA100
检具编号
BRKT-SEN HARN/RH 广州振伟汽车装备有限公司 制造日期
页 数
2014/10/28 1
示意图符号说明
浙江乐仁精密工业有限公司
项目名称
LCS1
零件编号 零件名称
制造单位
751A7 LA100
检具编号
STFNR-FR-SIDE-MBR-RR-LH 广州振伟汽车装备有限公司 制造日期 2014/10/28
页 数
1
检具操作指导书
检具操作指导书
№
操作步骤
管理值