PPM质量制
SMT 流程及相关注意事项

• 2 管理措施的实施
• 为了进行有效的品质管理,我们除了对生产质量过程加以严格控制外,还采取以 下管理措施 2.1 元器件或者外协加工的部件采购进厂后,入库前需经检验员的抽检(或全检), 发现合格率达不到国标要求的应退货,并将检验结果书面记录备案 2.2 质量部要制订必要的有关质量的规章制度和本部门的工作责任制 通过法 规来约束人为可以避免的质量事故,赏罚分明,用经济手段参与质量考核,建议 企业内部专设每月质量奖 2.3 企业内部建立全面质量(TQC)机构网络,作到质量反馈及时 准确 挑选人员 素质最好的作为生产线的质检员,而行政上仍属质量部管理,从而避免其他因素 对质量判定工作的干扰 2.4 确保检测维修仪器设备的精确 产品的检验 维修是通过必要的设备 仪器来 实施的,如万用表 防静电手腕 烙铁 ICT 等等 因而,仪器本身的质量好坏将直接 影响到生产质量 要按规定及时送检和计量,确保仪器的可靠性 2.5 为了增强每名员工的质量意识,我们在生产现场周围设立了质量宣传栏,定 期公布一些质量事故的产生原因及处理办法,以杜绝此类问题的再度发生 同时 质量部将每天的生产质量缺陷统计数(回流焊 PPM 数 波峰焊 PPM 数)绘于质 量坐标图上,让所有人能及时了解到当天的生产质 量情况,以便采取相应的改善措施
SMT 流程
SMT 就是表面组装技术 Surface Mounted Technology 的缩写,是目前电子组装行业里最流行的一种技术和工艺. 表面组装技术是一种无需在印制板上钻插装孔, 直接将 表面组装元器件贴﹑焊到印制电路板表面规定位置上的 电路装联技术. 具体的说 :表面组装技术就是一定的工具将表面组装元 器件引脚对准预先涂覆了了粘剂接和焊膏焊盘图形上 把 表面组装组件贴装元器件贴装到未钻安装孔的 PCB 表面 上 ,然后经过波峰焊或再流焊使表面组装元器件和电路之 间建立可靠的机械和电气连接
利用PPM质量制建立电子质量文档
利用PPM质量制建立电子质量文档在SMT生产过程中,质量缺陷的统计十分必要,它将有助于全体职工包括企业决策者在内,能了解到企业产品质量情况,然后作出相应对策来解决、提高、稳定产品质量。
其中某些数据可以作为员工质量考核、发放奖金的参考依据。
但如何统计质量缺陷数并保存相应的质量数据是许多电子企业关注的问题。
本文以我公司应用情况为基础,简要介绍了PPM质量制及电子质量文档的建立,以供众多电子企业参考。
PPM质量制介绍计算公式在回流焊接和波峰焊接的质量缺陷统计中,我们引入了国外通用的统计方法—PPM质量制,即百万分率的缺陷统计方法。
计算公式如下:缺陷率[PPM]=缺陷总数/焊点总数×106焊点总数=检测线路板数×焊点缺陷总数=检测线路板的全部缺陷数量例如某线路板上共有1000个焊点,检测线路板数为500,检测出的缺陷总数为20,则依据上述公式可算出:缺陷率[PPM]=20/(1000*500)*106=40PPMPPM质量制的优点1.同传统的计算板直通率的统计方法相比,PPM质量制更能直观的反映出产品质量的控制情况。
例如有的板元件较多,双面安装,工艺较复杂,而有些板安装简单,元件较少,同样计算单板直通率,显然对前者有失公平,而PPM质量制则弥补了这方面的不足。
2.每天的质量缺陷统计数(回流焊PPM数、波峰焊PPM数)可以用板报以质量坐标图的形式在生产现场公布出来,让所有员工及时了解当天的生产质量情况,增强每名员工的质量意识,并采取相应的改善措施。
需注意的地方在应用这一质量制时,应制定有相应的质量检验标准,并根据具体情况,尽可能将所有缺陷列出,最好采用图示的方法,并给出具体的判定标准,以利于质检员理解、比较。
例如表1是我公司定义回流焊接后焊锡球缺陷的检验标准。
表 1 焊锡球缺陷的检验标准缺陷类型缺陷内容举例焊锡球在大小上焊球如超过1/2的引脚间距或大于0.3mm,即使小于1/2的脚间距。
单位换算

百分制、mg/l、PPM的单位换算如何将单位从mg/L转换为ppm?问题解答:对于稀薄水溶液1mg/L=1ppm。
例如,氯浓度为1.8mg/L的含氯溶液,相当于其氯含量为1.8ppm。
如何将单位从百分制(%)转换为mg/L?问题解答:将1%乘以10,000得到1mg/L(1%=10,000mg/L)。
将1mg/L乘以0.0001得到1%。
浓度及浓度单位换算(一)、溶液的浓度溶液浓度可分为质量浓度(如质量百分浓度)和体积浓度(如摩尔浓度、当量浓度)和体积浓度三类。
1、质量百分浓度溶液的浓度用溶质的质量占全部溶液质量的百分率表示的叫质量百分浓度,用符号%表示。
例如,25%的葡萄糖注射液就是指100可注射液中含葡萄糖25克。
质量百分浓度(%)=溶质质量/溶液质量100%2、体积浓度(1)、摩尔浓度溶液的浓度用1升溶液中所含溶质的摩尔数来表示的叫摩尔浓度,用符号mol表示,例如1升浓硫酸中含18.4摩尔的硫酸,则浓度为18.4mol。
摩尔浓度(mol)=溶质摩尔数/溶液体积(升)(2)、当量浓度(N) ————————这个东西现在基本不用了,淘汰单位,但是在50年代那会的书里面还是很多的。
溶液的浓度用1升溶液中所含溶质的克当量数来表示的叫当量浓度,用符号N表示。
例如,1升浓盐酸中含12.0克当量的盐酸(HCl),则浓度为12.0N。
当量浓度=溶质的克当量数/溶液体积(升)3、质量-体积浓度用单位体积(1立方米或1升)溶液中所含的溶质质量数来表示的浓度叫质量-体积浓度,以符号g/m3或mg/L表示。
例如,1升含铬废水中含六价铬质量为2毫克,则六价铬的浓度为2毫克/升(mg/L)质量-体积浓度=溶质的质量数(克或毫克)/溶液的体积(立方米或升)4、浓度单位的换算公式:1)、当量浓度=1000.d.质量百分浓度/E2)、质量百分浓度=当量浓度E/1000.d3)、摩尔浓度=1000.d质量百分浓度/M4)、质量百分浓度=质量-体积浓度(毫克/升)/104.d5)、质量-体积浓度(mg/L)=104质量百分浓度5、ppm是重量的百分率,ppm=mg/kg=mg/L即:1ppm=1ppm=1000ug/L1ppb=1ug/L=0.001mg式中:E—溶质的克当量;d—溶液的比重;M—溶质的摩尔质量;(二)、气体浓度对大气中的污染物,常见体积浓度和质量-体积浓度来表示其在大气中的含量。
连铸钢水质量纯净度控制ppm战略(蔡开科)
C
鱼雷罐+喷CaC2
D 铁水罐喷石灰+Mg粉
E
铁水罐CaC2+Mg粉
F 铁水罐喷石灰+Mg粉
G
KR法
H
铁水罐喷镁粉
I
铁水罐喂包芯镁线
脱硫后 [S]/ppm
15 11 15 10.5 10 30 10 20 30
铁水罐 [S]/ppm
22 21 25 10.5 10 30 10 30 30
回硫 ppm
≤900;
70年代
≤800;
80年代
≤600;
90年代
≤100;
2000年后 ≤50。
纯净度是个相对概念,钢中的有害杂质元素降到什么样的 水平决定于钢种和产品的用途。
本文简要评述钢中五大有害元素在炼钢-精炼-连铸过程中 的去除及达到水平。
1. 钢中硫
1.1 钢中硫含量的要求
硫的主要危害:钢中[S]>0.015%时,连铸
碱度一定,渣中(FeO)太高, LP反而下降 ,渣稀会冲刷炉衬。
因此,在BOF渣R=3.0,(FeO)=20%, LP可 达150。
(2)较低的熔池温度
钢中[P]和渣中(MgO)含量的关系
(3)熔池搅拌动力学
在BOF中,LP仅为70~90,在顶底复吹转 炉,增加了熔池搅拌动能,加速了钢水与乳 化渣滴之间脱P反应,故LP比顶吹提高了 35~40%。
对于生产超低硫钢(<30ppm),二次精炼脱硫方法有
出钢渣洗脱硫 钢包渣/金搅拌脱硫 喷石灰粉脱硫 真空室脱硫等 喂钙线脱硫
其[S]含量演变如表所示。
S<30ppm钢水脱硫
工艺 [S]开,ppm [S]终,ppm 脱硫率,% [N]终,ppm
ppm、LEL和VOL的含义及其之间的单位换算

ppm、LEL和VOL的含义及其之间的单位换算一、ppm、LEL和VOL的含义1.ppm:气体体积百分比含量的百万分之一,是无量纲单位。
如:5ppm一氧化碳指的是空气中含有百万分之5的一氧化碳。
2.LEL:可燃气体在空气中能引爆的最低体积百分比浓度,也就是我们说的气体爆炸下限浓度。
(UEL:气体爆炸上限浓度。
)LEL%爆炸下限百分比,即把爆炸下限分为一百份,一个单位为1LEL%。
例如:25LEL% 为爆炸下限的25%50LEL% 为爆炸下限的50%3.VOL:气体体积百分比,是物理单位。
如:5%VOL指的是特定气体在空气中的体积占5%。
三者相互之间的关系:一般来说ppm用在较为精确的测量;LEL 用于测爆的场合;VOL的数量级是它们三个中最大的。
我们举个例子:如甲烷的爆炸下限是5%VOL,所以10%LEL的甲烷气体有以下对应关系:10%LEL=5000ppm=0.5%VOL二、ppm与LEL单位换算ppm单位转换成LEL如下公式:ppm=%LEL×LEL(vol%)*100例如:35%LEL的甲烷,它的LEL为2vol%,等于:ppm=35(%LEL)*2(vol%)*100=7000ppm甲烷。
%LEL=ppm/(LEL(vol%)*100)ppm是体积浓度.摘要:气体检测浓度单位ppm与毫克/立方米的换算关系对环境大气(空气)中污染物浓度的表示方法有两种:质量浓度表示法:每立方米空气中所含污染物的质量数,即mg/m3 体积浓度表示法:一百万体积的空气中所含污染物的体积数,即ppm 大部分气体检测仪器测得的气体浓度都是体积浓度(ppm)。
而按我国规定,特别是环保部门,则要求气体浓度以质量浓度的单位(如:mg/m3)表示,我们国家的标准规范也都是采用质量浓度单位(如:mg/m3)表示。
这两种气体浓度单位mg/m3与ppm有何关系呢?其间如何换算?使用质量浓度单位(mg/m3)作为空气污染物浓度的表示方法,可以方便计算出污染物的真正量。
品质术语
品质术语
QC: 品质控制IQC: 进料品质管制IPQC: 制程品质管制FQC: 终点品质管制OQC:出货品质管制QE: 品质工程
QA: 品质保证PE: 制造工程OQA: 出货品质保证FAI: 首件检查FAA:首件确认SPEC: 规格CRI: 严重缺点MAJ: 主要缺点MIN: 次要缺点
TQC: 全面品质管制TQA: 全面品质保证TQM: 全面品质管理QCC: 品管圈ACC: 允收REJ: 拒收
SOP: 制造作业规范SIP:制造检验规范POP:包装作业规范SWR:特殊作业需求单PPM:百万分之几AQL:允收品质水准PDCA:计划-执行-检讨-改善BOM:物料清单
C=0:0收1退ECN:工程变更通知DCN:设计变更通知CPK:制程综合能力指数ME:制工PD:产发
ZD:零缺点P/N:料号SPC: 统计制程管制SQC:统计质量控制QIT:品质改善小组BS:脑力激荡LRR:批退率CAR:改善报告REV:版次
RMA:退料认可QIY:数量Order:工令
VQD:外观检验标准DTS:不良品判定标准IS:成品检验规范PDCS:制程异常联络单VDCS:供应商不良改善报告DWG:工程蓝图FMEA:失效模式与影响分析DPPM : 每百万的缺陷数GRR: 量测的重复性与再生性PQA: 制程品质保证
SQE: 供应商管理工程师QP: 目标方针QM: 品质管理
OOBA:开箱检验。
PPM质量制
1 PPM质量制目前PPM(Parts per million,百万分率的缺陷率)质量制已在发达国家得到了广泛的应用。
PPM质量制以将产品不良率降低到百万分之一为管理目标的管理,在国际上也被称之为“最完美的管理。
”它可以形象地理解为用显微镜将管理对象的缺陷放大的同时,运用全面质量管理手段加以减少或消除,从而实现整个生产过程“零缺陷”。
它将有助于全体职工包括企业决策者在内,能了解到企业产品质量情况,然后作出相应对策来解决、提高、稳定产品质量。
其中某些数据可以作为员工质量考核、发放奖金的参考依据。
PPM质量制是企业现代化管理上水平的重要组成部分,实行PPM质量制基于三个最基本的质量保证体系,即设计质量保证、采购质量保证和工序质量保证。
世界经济发达国家及国内先进企业的成功经验表明,凡推行PPM质量制,大到庞大的整机生产,小至每一个生产工序,都能保持很低的故障率和高的直通率。
推行PPM质量制是企业经济腾飞的促进力。
SMT是一项包括SMD、组装设备、组装工艺、测试技术、辅助材料等各个环节在内的系统工程,在前期,国内的注意力较多地集中在元器件及SMT应用领域的拓展等方面,近几年来,也大大注意到了SMT工艺工序质量控制的研究和应用,取得了一些经验和成果,促进了SMT工艺工序质量的提高。
现针对SMT标准工序质量贯测实施PPM管理思想,提出PPM缺陷计算法在工艺检测中的分析和运用形式,最终实现工序质量控制目标。
2 PPM质量制在SMT工序质量监测中的应用2.1 PPM质量制的应用要点良好的PPM质量制,必须建立合理、系统的目标树,就是依据系统目标管理的原则和方法,将代表国际先进水平的“PPM水平”作为PPM目标值,然后将其层层分解,构成PPM质量制指标体系。
而在每一个目标树中都采用PPM缺陷计算的方法,通过一系列工艺控制手段,提高生产工序质量,使实际生产过程中的PPM值小于PPM目标值。
PPM缺陷数量目标值的确定建立在工序检验标准的使用基础上,并根据工序的工艺性能由质量控制和技术部门来认可。
硬水的计算方法及 ppm 硬水的配制
硬水的计算方法及10000 ppm硬水的配制水的硬度最初是指水中钙、镁离子沉淀肥皂水化液的能力。
水的总硬度指水中钙、镁离子的总浓度,其中包括碳酸盐硬度(即通过加热能以碳酸盐形式沉淀下来的钙、镁离子,故又叫暂时硬度)和非碳酸盐硬度(即加热后不能沉淀下来的那部分钙、镁离子,又称永久硬度)。
碳酸盐硬度碳酸盐硬度:主要是由钙、镁的碳酸氢盐[Ca(HCO3)2、Mg(HCO3)2]所形成的硬度,还有少量的碳酸盐硬度。
碳酸氢盐硬度经加热之后分解成沉淀物从水中除去,故亦称为暂时硬度。
非碳酸盐硬度非碳酸盐硬度:主要是由钙镁的硫酸盐、氯化物和硝酸盐等盐类所形成的硬度。
这类硬度不能用加热分解的方法除去,故也称为永久硬度,如CaSO4、MgSO4、CaCL2、MgCL2、Ca(NO3)2、Mg(NO3)2等。
碳酸盐硬度和非碳酸盐硬度之和称为总硬度;水中Ca2+的含量称为钙硬度;水中Mg2+的含量称为镁硬度;当水的总硬度小于总碱度时,它们之差,称为负硬度。
硬度标准德国度(d): 1L水中含有相当于l0mg的CaO,其硬度即为1个德国度(ld)。
美国度(mg/L): 1L水中含有相当于lmg的CaCO3,其硬度即为1个美国度。
mmol/L: 1L水中含有相当于100mg的CaCO3,称其为l mmol/L的硬度。
法国度(f): 1L水中含有相当于l0mg的CaCO3,其硬度即为1个法国度(1f)。
英国度(e): 1L水中含有相当于14.28mg的CaCO3,其硬度即为1个英国度(le)。
水的硬度通用单位为mmol/L,也可用德国度(d)表示。
其换算关系为:1mmol/L=2.804德国度(d)。
国家《生活饮用水卫生标准》规定,总硬度(以CaCO3计)限值为450mg/L。
各种硬度单位换算表德国英国法国美国mmol/l 毫克当量/升°DH °Clark 法国度 ppmmmo1/l 1 2 5.61 7.02 10 100毫克当量/升 0.5 1 2.8 3.51 5 50德国°DH 0.178 0.356 1 1.25 1.78 17.8英国°Clark 0.143 0.286 0.8 1 1.43 14.3法国法国度 0.1 0.2 0.56 0.70 1 10美国ppm 0.01 0.02 0.056 0.070 0.1 1水质硬度范围德国英国法国美国mmol/l 毫克当量/升°DH °Clark 法国度 ppm特软水 0 - 0.7 0 -1.4 0 - 4 0 - 5 0 - 7.1 0 - 71软水0.7 - 1.4 1.4 -2.8 4 - 8 5 - 10 7.1 - 14.2 71 - 142 中等水 1.4 - 2.8 2.8 - 5.6 8 - 16 10 - 20 14.2 - 28.5 142 - 285 硬水 2.8 - 5.3 5.6 -10.6 16 - 30 20 - 37.5 28.5 - 53.4 285 - 534 特硬水 > 5.3 > 10.6 > 30 > 37.5 > 53.4 > 534硬度的计算方法硬度常以CaCO3(分子量=100)的当量来表示,并以水质中含1ppmCaCO3为1度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 PPM质量制
目前PPM(Parts per million,百万分率的缺陷率)质量制已在发达国家得到了广泛的应用。
PPM质量制以将产品不良率降低到百万分之一为管理目标的管理,在国际上也被称之为“最完美的管理。
”它可以形象地理解为用显微镜将管理对象的缺陷放大的同时,运用全面质量管理手段加以减少或消除,从而实现整个生产过程“零缺陷”。
它将有助于全体职工包括企业决策者在内,能了解到企业产品质量情况,然后作出相应对策来解决、提高、稳定产品质量。
其中某些数据可以作为员工质量考核、发放奖金的参考依据。
PPM质量制是企业现代化管理上水平的重要组成部分,实行PPM质量制基于三个最基本的质量保证体系,即设计质量保证、采购质量保证和工序质量保证。
世界经济发达国家及国内先进企业的成功经验表明,凡推行PPM质量制,大到庞大的整机生产,小至每一个生产工序,都能保持很低的故障率和高的直通率。
推行PPM质量制是企业经济腾飞的促进力。
SMT是一项包括SMD、组装设备、组装工艺、测试技术、辅助材料等各个环节在内的系统工程,在前期,国内的注意力较多地集中在元器件及SMT应用领域的拓展等方面,近几年来,也大大注意到了SMT工艺工序质量控制的研究和应用,取得了一些经验和成果,促进了SMT工艺工序质量的提高。
现针对SMT标准工序质量贯测实施PPM管理思想,提出PPM缺陷计算法在工艺检测中的分析和运用形式,最终实现工序质量控制目标。
2 PPM质量制在SMT工序质量监测中的应用
2.1 PPM质量制的应用要点
良好的PPM质量制,必须建立合理、系统的目标树,就是依据系统目标管理的原则和方法,将代表国际先进水平的“PPM水平”作为PPM目标值,然后将其层层分解,构成PPM质量制指标体系。
而在每一个目标树中都采用PPM缺陷计算的方法,通过一系列工艺控制手段,提高生产工序质量,使实际生产过程中的PPM值小于PPM目标值。
PPM缺陷数量目标值的确定建立在工序检验标准的使用基础上,并根据工序的工艺性能由质量控制和技术部门来认可。
进行PPM管理要求必须能够识别检验标准范围之内的各类缺陷类型,并能将缺陷进行类型编码,针对不同工艺工序设定的PPM管理程序制定相应的PPM监控表格。
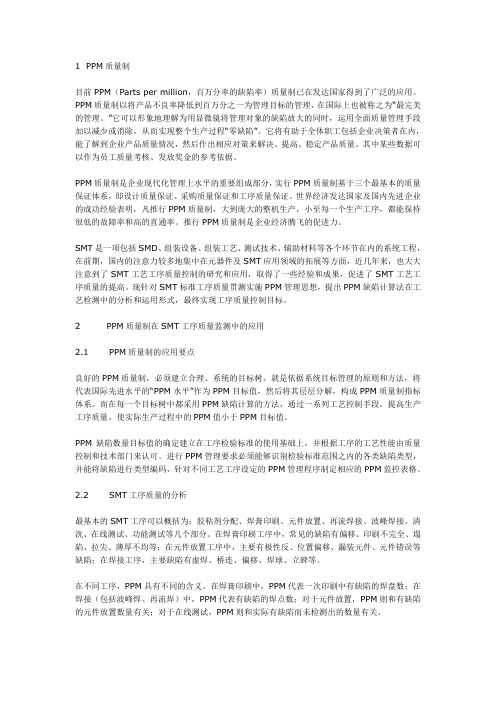
2.2 SMT工序质量的分析
最基本的SMT工序可以概括为:胶粘剂分配、焊膏印刷、元件放置、再流焊接、波峰焊接、清洗、在线测试、功能测试等几个部分。
在焊膏印刷工序中,常见的缺陷有偏移、印刷不完全、塌陷、拉尖、薄厚不均等;在元件放置工序中,主要有极性反、位置偏移、漏装元件、元件错误等缺陷;在焊接工序,主要缺陷有虚焊、桥连、偏移、焊球、立碑等。
在不同工序,PPM具有不同的含义。
在焊膏印刷中,PPM代表一次印刷中有缺陷的焊盘数;在焊接(包括波峰焊、再流焊)中,PPM代表有缺陷的焊点数;对于元件放置,PPM则和有缺陷的元件放置数量有关;对于在线测试,PPM则和实际有缺陷而未检测出的数量有关。
2.3 SMT工序PPM质量监测方法
主要的SMT工序PPM质量监测方法有以下几个步骤:
·缺陷分类编码:指将生产工序过程中所有可能出现的缺陷类型依据检验标准统一进行编码。
·数据收集表格指定:通过此表格可以清楚地看到每天某一工序过程中出现了哪些缺陷及这一过程的PPM值。
·工艺过程PPM趋势表:将数据收集表格中得到的每天的PPM值作为纵坐标,日期作为横坐标(该日期可以为一周、一个月,视具体工艺控制要求而定),再将前后两次的PPM值用直线连接,即得到每天该生产工序的PPM记录表。
在记录表中还应包括适合本部门情况并经质量和技术部门同意的PPM目标线。
从此表可一目了然地看到生产过程的PPM值是否在目标值内。
·PPM数据分析:将得到的PPM值加以分析、总结、处理,以便给出正确反馈信息。
·PPM控制反馈信息表:将确定的缺陷填在表中并给出正确纠正行动。
3 PPM缺陷计算方法
我们以再流焊接PPM缺陷记录为例加以说明。
计算公式如下:
缺陷总数
缺陷率[PPM]= ×10 6
焊点总数
焊点总数=检测线路板数×焊点
缺陷总数=检测线路板的全部缺陷数量
例如某线路板上共有1000个焊点,检测线路板数为500,检测出的缺陷总数为20,则
依据上述公式可算出:
20
缺陷率[PPM]= ×10 6 = 40PPM
1000×500
3.1 缺陷分类代码设计
在应用PPM质量制时,应制定有相应的缺陷检验标准,为方便管理应设计对应缺陷代码。
在设计缺陷分类代码时要尽可能将所有缺陷列出,最好采用图示的方法,并给出具体的判定标准,以利于质检员理解、比较。
例如表1是我公司定义的再流焊接后焊锡球缺陷的检验标准。
表1 焊锡球缺陷代码设计
缺陷代码
缺陷名称
缺陷内容
举例
A05
焊锡球
在大小上焊球如超过1/2的引脚间距或大于0.3mm,即使小于1/2的脚间距。
3.2 数据收集表格设计
表2 再流焊接PPM缺陷记录表
产品名称
生产数量
生产线
产品焊点数
记录者
日期
陷
类
型
缺陷代码
记录行(用“正”记录)
合计
1
2
3
4
5
6
焊点总数=产品焊点数×生产数量
缺陷数总计
缺陷率[PPM]=缺陷数总计/焊点总数×106
数据收集表格如表2所示,记录者在代码列里记录产生的缺陷代码,并在记录行里用“正”记录发生缺陷数,生产完毕后在合计列里统计出每种缺陷总数,在缺陷数总计栏里计算所发生的所有缺陷总数。
根据公式:缺陷率[PPM]=缺陷数总计/焊点总数×106,计算出当天PPM缺陷值。
3.3 工艺过程PPM趋势图设计
工艺过程的PPM趋势表如图1所示,具体做法在2.3中已有详细叙述。
图1 工艺过程PPM趋势表设计
3.4 PPM控制反馈信息表设计
PPM控制反馈信息表如表3所示,包括工艺、生产线、操作员、产品名称、已确定缺陷、纠正行动、完成者等。
表3 PPM控制反馈信息表
工艺:生产线:操作员:产品名称
序号
已确定的缺陷
日期
时间
确定者
改善行动
日期
时间
完成者
4 总结
PPM质量制作为一种崭新的管理技术正日益受到广大管理阶层和科技工作者的重视,其具有以下优点:
1.同传统的计算板直通率的统计方法相比,PPM质量制更能直观的反映出产品质量的控制情况。
例如对于贴片工序而言,有的线路板元件较多,双面安装,工艺较复杂,而有些板安装简单,元件较少,同样计算单板直通率,显然对前者有失公平,而PPM质量制则弥补了这方面的不足。
2.每天的质量缺陷统计数(回流焊PPM数、波峰焊PPM数等)可以用板报以质量坐标图的形式在生产现场公布出来,让所有员工及时了解当天的生产质量情况,增强每名员工的质量意识,并采取相应的改善措施。