齿轮箱验收标准
箱体结构技术及质量验收标准
箱体结构技术及质量验收标准
1. 引言
本文档旨在说明箱体结构技术及其质量验收标准。
通过遵循这些标准,我们可以确保箱体结构的质量和可靠性,满足相关要求和需求。
2. 箱体结构技术要求
- 箱体结构必须具备足够的强度和刚度,以承受外界环境和负荷的影响。
这包括抵抗振动、冲击和压力等力的作用。
- 箱体结构应设计合理,能够有效分担载荷,提供稳定和安全的支撑。
- 箱体结构应符合相关法规和规范的要求,并具备必要的安全性能。
3. 箱体结构质量验收标准
- 外观检查:检查箱体表面是否有明显的划痕、磕碰、变形等缺陷。
- 尺寸测量:测量箱体的尺寸是否符合设计要求,并确保各个零部件的尺寸精确度。
- 强度测试:对箱体的强度进行测试,确保其能够承受规定的负荷和外部环境的影响。
- 焊接质量检查:检查箱体的焊接质量,确保焊接接头牢固可靠,无裂纹和疏松等问题。
- 涂装质量检查:检查箱体表面的涂装质量,确保涂层光滑、均匀,无气泡、剥落等现象。
- 紧固件检查:检查箱体的紧固件是否牢固,确保各个部件之间没有松动和变形等问题。
4. 结论
按照箱体结构技术要求和质量验收标准进行设计和检查是确保箱体质量和可靠性的关键。
在进行验收时,应严格按照标准要求进行检查,并对不合格或存在问题的部分进行及时处理和改正。
以上是关于箱体结构技术及质量验收标准的文档,旨在为您提供相关指导和建议。
如需进一步了解或有任何问题,请随时与我们进行沟通。
谢谢!。
吊篮各部件进场验收要求
吊篮各部件进场验收要求一、前言吊篮是建筑施工中常用的设备,用于高空作业。
为了保证施工安全和质量,吊篮各部件的进场验收非常重要。
本文将从以下几个方面介绍吊篮各部件进场验收的要求。
二、钢丝绳1.外观检查钢丝绳表面应平整光滑,无明显的扭曲、磨损、裂纹、变形等缺陷。
2.尺寸检查应测量钢丝绳的直径和长度,并与产品规格进行比对,确保符合要求。
3.拉伸试验应进行拉伸试验,并记录拉伸力值和伸长量。
拉伸力值应符合产品规格要求,并与试验报告一同存档。
三、电动机及齿轮箱1.外观检查电动机及齿轮箱表面应平整光滑,无明显的变形、磨损、裂纹等缺陷。
2.电气性能测试应使用专业测试仪器对电动机进行电气性能测试,包括额定功率、转速等参数。
测试结果应符合产品规格要求,并与测试报告一同存档。
3.齿轮箱油封检查应检查齿轮箱油封是否完好,并进行密封性测试。
如有磨损或泄漏现象,应及时更换。
四、吊篮底盘1.外观检查吊篮底盘表面应平整光滑,无明显的变形、磨损、裂纹等缺陷。
2.底盘结构检查应对吊篮底盘的结构进行检查,确保各部件安装牢固、不松动。
3.制动系统测试应对吊篮的制动系统进行测试,确保制动器灵敏可靠。
测试结果应符合产品规格要求,并与测试报告一同存档。
五、升降机构1.外观检查升降机构表面应平整光滑,无明显的变形、磨损、裂纹等缺陷。
2.升降速度测试应对升降机构进行速度测试,并记录测试结果。
测试结果应符合产品规格要求,并与测试报告一同存档。
3.安全装置检查应对升降机构的安全装置进行检查,确保安全装置灵敏可靠。
如有异常情况,应及时更换或修理。
六、操作控制系统1.外观检查操作控制系统表面应平整光滑,无明显的变形、磨损、裂纹等缺陷。
2.电气性能测试应使用专业测试仪器对操作控制系统进行电气性能测试,包括控制器、开关等参数。
测试结果应符合产品规格要求,并与测试报告一同存档。
3.安全装置检查应对操作控制系统的安全装置进行检查,确保安全装置灵敏可靠。
如有异常情况,应及时更换或修理。
各种设备设施验收检查记录
各种设备设施验收检查记录设备设施是生产、学习和生活中不可或缺的基础设施,为了保证设备的正常运行和使用安全,每一个设备设施的验收都是非常重要的。
下面是设备设施验收检查记录。
1、设备设施验收前准备a、认真阅读和熟悉所验收设备的操作说明书和技术规范。
b、了解设备的基本构造、工作原理和使用要求。
c、检查验收设备的完好性和功能状态,以确保设备的正常工作。
2、设备设施验收检查记录设备名称:_______________________________________________________ 验收日期:_______________________________________________________ 验收人员:_______________________________________________________ 设备厂家:_______________________________________________________1、外观检查:a、设备表面是否平整,表面涂层厚度是否合适,表面漆色是否均匀。
b、设备内部是否清洁,是否有异味。
2、机械部分:a、检查传动部件、链条、齿轮、皮带、轴承、齿轮箱、电机和减速机等机械部分是否完好,是否润滑。
b、检查机械部分标识是否完整清晰。
3、电气部分:a、检查电气控制设备和电气元器件的连线是否紧固可靠,是否有锈蚀、变形或断裂现象。
b、检查电气控制设备、电气元器件和电气系统的电气绝缘性是否符合国家标准及要求,是否有漏电现象。
4、安全保护装置:a、检查设备的安全门、警报、急停、限位、光电等保护装置是否完好、灵敏可靠。
b、检查保护装置是否符合国家标准。
5、功能检查:a、按照使用说明书所述方法,测试设备及各个部件的功能是否正常。
b、测试设备的工作性能和精度是否符合设计要求和生产要求。
6、使用及保养:a、评估设备的使用条件和所在环境的适应情况,评估设备的使用寿命是否符合设计要求。
力矩验收标准参数(新版)

M16×50(外圈)打150N.m,最后250N。m;
2
高速轴制动器与刹车盘连接力矩:(2×M36×295)
第⑴遍、第⑵遍采用手动扭矩扳手扳手范围(500—1500N。m)
第⑶遍采用液压扳手:RSL4
第⑴遍:730N。m;
第⑴遍:1/3T力矩《螺栓角度转动<20°》
第⑵遍:2/3T力矩
第⑶遍:T力矩
第⑷遍:用T值校核一遍
第⑴遍:
第⑵遍:
第⑶遍:5000Psi;第⑷遍:5000Psi
3、偏航总成装配
序号
力矩连接名称
扳手名称和型号
对应连接力矩值N。m
对应Psi
对应Mpa/bar
对应kN
1
偏航轴承与机座安装力矩:(72×M36×200)
采用手动扭矩扳手扳手范围(200-800N。m)
力矩值:400N.m
10
变桨轴承上方整流罩支架与集中润滑2级分配器支架连接:(2×M20×65)
采用手动扭矩扳手扳手范围(200—800N.m)
力矩值:400N。m
第⑴遍:200N.m;
第⑵遍:400N.m
8
变桨轴承与固定支座连接:(24×M36×300)
第⑴遍采用手动扭矩扳手扳手范围(500—1500N。m)
第⑵遍采用液压扳手RLS4
气动扳手预紧力矩约600N.m
第⑴遍:1110N。m;
第⑵遍:2220N。m
第⑵遍对应5300Psi
9
变桨集中润滑过渡支架与整流罩前支撑连接:(2×M20×65)
力矩值:190N。m
2、主轴与齿轮箱装配
序号
设备大修验收及完好标准
河南爱迪德电力设备有限责任公司电瓷专业设备大修理验收标准及完好标准2011(设)—04编制:日期:批准:日期:球磨机 (1)大修理验收标准: (1)完好标准: (1)泥浆搅拌机 (2)大修理验收标准: (2)完好标准: (2)湿式除铁器 (2)大修理验收标准: (2)完好标准: (3)振动筛 (3)大修理验收标准: (3)完好标准: (3)离心泥浆泵 (4)大修理验收标准: (4)完好标准: (4)油压柱塞泵 (5)大修理验收标准: (5)完好标准: (5)液压榨泥机 (5)大修理验收标准: (5)完好标准: (6)粗练机 (7)大修理验收标准: (7)完好标准: (8)Φ630真空练泥机 (8)大修理验收标准: (8)完好标准: (9)Φ800真空练泥机 (9)大修理验收标准: (9)完好标准: (10)Φ1000真空练泥机 (11)大修理验收标准: (11)完好标准: (12)仿形修坯机 (12)大修理验收标准: (12)完好标准: (13)数控内外仿自动修坯机 (13)大修理验收标准: (13)完好标准: (14)燃气梭式窑 (14)完好标准: (14)Φ1000×2500瓷套切割研磨机 (15)大修理验收标准: (15)完好标准: (15)球磨机大修理验收标准:一、筒体运转平稳,轴瓦接触面达到三分之二,运转时无发热现象。
二、两端轴中心的倾斜度不大于0.2mm。
三、大小内齿外齿轮的咬合部分不低于60%。
四、离合器:1、压紧时应保证压板完全压住木块(即三曲柄同时起作用)。
2、运转时操纵手轮不得自行退回。
3、松脱后压板与木块不得摩擦。
五、紧固螺丝及地脚螺丝不得有松动现象。
六、筒体不得有漏浆渗水情况。
七、三角皮带不允许有松弛。
八、齿轮箱不得有震动噪音。
完好标准:一、性能满足生产工艺要求。
二、各传动系统运转正常。
三、操作系统动作灵敏可靠,滑动部位运转正常。
四、电气系统装置齐全,性能灵敏运行可靠。
齿轮箱维修出厂检验报告
箱体所有螺栓螺母都安装好并拧紧,无缺项
5
锁紧盘安装好,锁紧盘螺钉拧紧,无缺项
6
高速轴刹车盘安装到位,盘面无老锈无破损;刹车盘固定螺钉拧紧无缺项;高速轴轴套安装好,锁紧盘已安装。
7
温度传感器安装好无磕伤,传感器塑料接头拧紧,无缺项
8
压力表已安装固定好
9
油位控制器安装固定好,安装角度正确
10
透气帽安装固定好,内外干净并拧紧
21
高速刹车盘端跳≤0.2mm
结论
合格
4 出厂检验结论
经检验上述所有项目合格,同意出厂。
11
放油阀安装并拧紧
12
加热器安装固定好
13
弹性支撑是否完好
14
打开放油阀,将箱体内剩余油放干
15
磁堵安装并拧紧
16
主轴外表面清洁度良好,法兰盘机加工表面做防锈处理
17
主轴与行星架间涂密封胶,并做防滑标记
18
叶尖旋转接头油管完好无损,输入端和输出端螺纹完好
19
箱体机加工表面均做防锈处理
20
喷漆完好,无漏涂
xxx项目xxx型号编号
齿轮箱维修出厂检验报告
1 齿轮箱基本信息
1.1损伤情况
1.2维修方案
2测试台试验
2.1 测点布置与验收标准
2.2 空载试验
2.3 加载试验
2.4 试验后检查
3 外观检查
序号
外观检查项目
检查结果(OK/NG)
备注
1
齿轮箱表面清洁度良好
2
Hale Waihona Puke 箱体所有铭牌内容清晰3箱体外露油管无损伤,所有油管及接头拧紧无松动
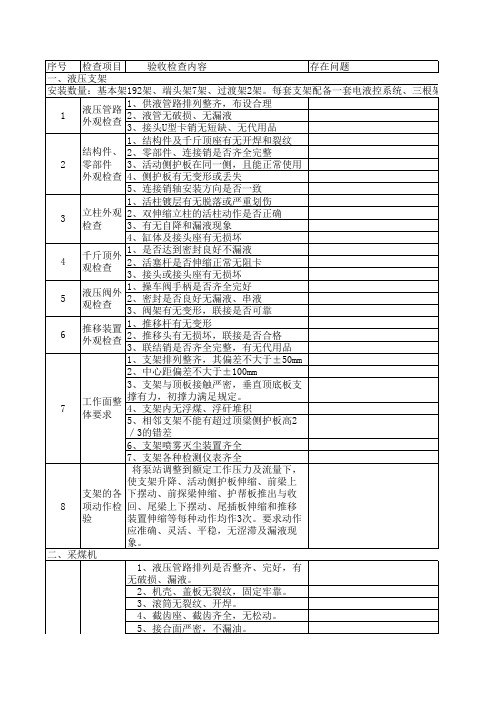
综采工作面验收标准
截割部
4
附属装置
5
采煤机整 机原地空 运转(输 送机不装 销轨):
6
采煤机调 高系统检 查:
6、操作手把、按钮、旋钮完整,动作 灵活可靠,准确。 7、仪表齐全,灵活可靠。 8、喷雾装置齐全 9、电缆夹齐全牢固,不出槽,电缆不 受拉力。 10、各种螺栓紧固、齐全、完好。 11、油位观察油量、油质符合规定要 求 12、电器、线缆无损伤无失爆。 1、流量、压力符合规定要求。 2、各种液压系统保护齐全、灵敏、可靠 。 3、液压系统压力稳定无泄漏 4、变频器运行正常,各项参数符合规定 5、电压、电流符合规定要求。 6、显示屏各参数显示正确无误 1、摇臂升降无阻卡、灵活且不自动下降 。 2、齿轮传动声音无异常 3、离合器动作灵活、可靠。 4、滚筒旋叶完好装载满足工况。 1、牵引装置齐全、可靠,啮合准确灵活 。 2、冷却、喷雾系统畅通无堵塞,过滤器 完好,水压符合规定。 3、电缆拖移灵活无阻卡 4、滑靴齐全、完好,运行平稳无卡阻 对采煤机电动机、牵引部按标准供应冷 却水,牵引部调速手轮置于最大速度位 置,截割部合上离合器,启动电动机, 空运转,不少于lh.(运转期间牵引部正 反向运转各不少于0.5h)。 1.各部无异常温升,齿轮传动箱或摇臂 运转平稳,无周期撞击声和异常音响; 2.各部操作手把.按钮动作灵活,定位 正确、可靠:电控、遥控装置有效、可 靠; 3、牵引部销轮或传动齿轮的最大空载转 速符合设计要求。 操纵调高控制阀,使滚筒上下升降;摇 臂滚筒调至最高位置、继续操作控制 阀.直至安全阀开启。 1、滚筒从最低调升至最高位置,其时间 应符合设计要求; 2、滚筒从最高降至最低位置,其时间 应符合设计要求;
统、三根架间管路
、2台绞车、以及10
1
减速机维修知识-风力发电机组齿轮箱检修技术规范
中国船级社质量认证公司产品技术规范CCSC/PCS02029:2017风力发电机组 主齿轮箱检修技术规范Service specification forwind turbine main gearbox目 录 :4.13 锁紧装置5 主齿轮箱各部件维修技术要求 5.1 紧固件5.2 箱体5.3 空气滤清器5.4 温度传感器5.5 电加热器5.6 液位计5.7 压力传感器、压力表5.8 润滑和冷却系统5.9 报警器5.10 润滑油标志、包装、运输、贮存附录:主齿轮箱日常巡检要求前 言风电产业在我国已发展近二十年,随着风力发电机组(以下简称风机)装机量的日益增大和运行时间的持续增加,风机各主要部件暴露的质量问题也越来越多。
作为给风机发电机提供动力驱动的齿轮增速箱(以下简称主齿轮箱),其质量对于发电成本控制、整机维护保养影响尤为明显。
然而市面上主齿轮箱规格繁多,各个制造商的技术水平、生产能力也不尽相同。
为了引导主齿轮箱检修市场良性和有序的发展,本机构根据主齿轮箱制造标准,结合主齿轮箱检修的实际情况,特制定本技术规范。
本技术规范由中国船级社质量认证公司提出并归口。
本技术规范主要编写单位:中国船级社质量认证公司、南京安维 士传动技术股份有限公司、南京高速齿轮制造有限公司。
本技术规范协助编写单位:国电联合动力技术有限公司、东方电气风电有限公司、中国船舶重工集团海装风电股份有限公司、太原重工股份有限公司、重庆齿轮箱有限责任公司、杭州前进齿轮箱集团股份有限公司、中车戚墅堰机车车辆工艺研究所有限公司 。
1 范围本规范规定了风机主齿轮箱产品检修的术语和定义、运行状态下的技术要求、检修要求以及检修后整机的装配、试验、外观要求等。
本规范适用于 4MW以下水平轴风机主齿轮箱的检修,传动结构形式包含:1、两级行星;2、三级平行轴;3.一级行星+两级平行轴;4.两级行星+一级平行轴等。
其它结构形式和功率的风机主齿轮箱检修作业可参照此规范执行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总则:
1、FAT试验大纲在验收前应为船检签字扫描版,发于船东、船厂、打包方审核;
2、需要满足船级社规范(注意齿轮箱为批量生产或单台非标机);
3、满足技术规格书要求;
4、满足会议纪要要求;
5、齿轮箱需符合图纸要求;
验收仪器
1、试验用各种仪器、量具、设备应由有关部门定期检验,并附有检验合格证或校
正记录;
2、试验用各种仪器、量具、设备需得到验收人员的认可;
验收试验项次
1、齿轮箱验收资料检查(包含但不限于下列项次):
离合器传递扭矩计算书;
齿轮箱装配记录;
齿轮箱零部件质量检验报告(检验记录);
齿轮箱零部件船检证书;
齿轮箱关键零部件采购清单;
齿轮承载能力计算书;
齿轮轴强度计算书;
离合器强度计算书;
齿轮箱滑动轴承动态合力及其作用方向计算书;
齿轮箱热处理工艺资料(包含工艺文件、热处理报告和机械性能检验报告);
箱体、齿轮、轴等主要零部件材料技术资料;
箱体焊接工艺资料(包含工艺文件、无损探伤报告等);
滑油、冷却、控制系统液压原理图及安全报警装置电气原理图;
主要性能规格表;
FAT试验大纲(验收项次需标明参照标准,且此标准可以符合船检规范要求),FAT试验大纲在验收前需要经过船东、船厂、打包方审核、批准;2、齿轮箱外观检验:外观整洁、零部件布置合理、维护方便、管路布置合理、液
压管路少焊缝或无焊缝、液压管路所有焊缝均可以检验焊接质量;
3、安全报警试验:符合试验大纲要求;
4、转速比检验:符合设计要求;
5、输出轴、PTO轴、配有器轴跳动检验:符合设计要求;
6、机械接口尺寸检验;备用泵的自动起停功能测试;
7、空载运行试验;空车带排试验;
8、离合器脱合排试验;手动机械应急装置试验;
9、换向试验(若有此功能);
10、负荷试验(满载);噪声及振动试验;拆减(拆减项次由船东、船厂和打
包方三方决定),推力轴承、滑动轴承、滑油滤器、离合器磨损情况、齿轮啮合面等;
11、复试。