常用线切割软件(HF、HL、CAXA)比较
CAXA数控线切割设计说明书

CAXA数控线切割齿轮设计学院:机械工程学院班级:机制0513班同组学生:王德义田颜涛指导教师:刘凤第2009 年12月05日前言CAXA线切割设计是为了进一步提高学生设计能力,也是对学过知识得综合运用。
不仅提高了学生本身的基础知识的水平,并且把知识巩固升华。
从而也有效得把软件熟练掌握,为学生以后的工作奠定了一定的基础。
本次设计是针对CAXA线切割软件进行的,加工了内齿轮、外齿轮,并且使其装配在一起,其内容涵盖了平面绘图、线切割工艺、CAXA线切割软件的应用以及简单的计算等,使这些内容在学后得以应用和巩固。
更是对综合设计能力的锻炼,加深了理解。
本设计由王德义、田颜涛编写,我们的设计可能存在缺点和错误,恳请老师批评指正,以便为今后做更好的设计打基础。
编者2009年11月18日目录1、应用软件线切割CAD/CAM软件介绍……2、电火花线切割加工的主要指标……………3、工件设计……………………………………4、本设计的一些体会…………………………5、参考文献……………………………………1、线切割软件介绍目前常用的线切割CAD/CAM软件有以下几种:YH、AUTOP、YCUT、CAXA等。
大型的CAD/CAM软件包含有线切割模块,如MasterCAM、UG NX等。
CAXA线切割是一个面向线切割机床数控编程的软件系统,它是面向线切割加工行业的计算机辅助自动编程工具软件。
CAXA线切割可以为各种线切割机床提供快速、高效率、高品质的数控编程代码,极大地简化了数控编程人员的工作;CAXA线切割对于在传统编程方式下很难完成的工作,它都可以快速、准确的完成;CAXA线切割为您提供线切割机床的自动编程工具提高效率;CAXA线切割可以交互方式绘制需切割的图形,生成带有复杂形状轮廓的两轴线切割加工轨迹;CAXA线切割支持快走丝线切割机床;可输出3B后置格式。
线切割超强版是基于DOS平台开发应用的,而“CAXA线切割xp”,它在使用上更方便,操作上更简单;在功能方面“CAXA线切割xp”是一个集大成者,它集成了CAXA以前的超强版和绘图版的优势,并根据用户的要求和建议对一些功能进行了加强和补充,能满足用户的各种不同需求。
HF,CAXA面板操作
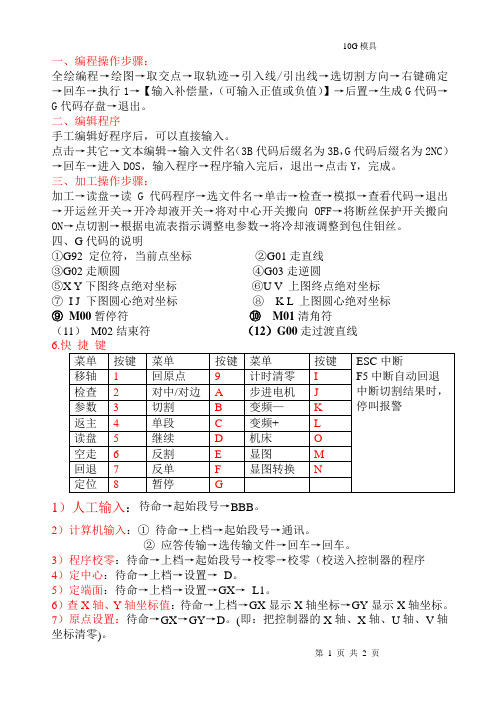
一、编程操作步骤:全绘编程→绘图→取交点→取轨迹→引入线/引出线→选切割方向→右键确定→回车→执行1→【输入补偿量,(可输入正值或负值)】→后置→生成G代码→G代码存盘→退出。
二、编辑程序手工编辑好程序后,可以直接输入。
点击→其它→文本编辑→输入文件名(3B代码后缀名为3B,G代码后缀名为2NC)→回车→进入DOS,输入程序→程序输入完后,退出→点击Y,完成。
三、加工操作步骤:加工→读盘→读G代码程序→选文件名→单击→检查→模拟→查看代码→退出→开运丝开关→开冷却液开关→将对中心开关搬向OFF→将断丝保护开关搬向ON→点切割→根据电流表指示调整电参数→将冷却液调整到包住钼丝。
四、G代码的说明①G92 定位符,当前点坐标②G01走直线③G02走顺圆④G03走逆圆⑤X Y下图终点绝对坐标⑥U V 上图终点绝对坐标⑦I J 下图圆心绝对坐标⑧K L 上图圆心绝对坐标⑨M00暂停符⑩M01清角符(11)M02结束符(12)G00走过渡直线6.1)人工输入:待命→起始段号→BBB。
2)计算机输入:①待命→上档→起始段号→通讯。
②应答传输→选传输文件→回车→回车。
3)程序校零:待命→上档→起始段号→校零→校零(校送入控制器的程序4)定中心:待命→上档→设置→D。
5)定端面:待命→上档→设置→GX→L1。
6)查X轴、Y轴坐标值:待命→上档→GX显示X轴坐标→GY显示X轴坐标。
7)原点设置:待命→GX→GY→D。
(即:把控制器的X轴、X轴、U轴、V轴坐标清零)。
8)高频允许:待命→上档→D.。
(高频灯闪)9)正向加工:待命→起始段号→执行→执行。
10)逆向加工:待命→上档→起始段号→L4→结束段号→逆割→逆割或执行。
11)XY轴回原点:待命→上档→L3。
(断丝回零用.)12)UV轴回原点:待命→上档→L4。
(回零).13)短路时手动回退:听到警报声后按→待命→上档→按下【暂停】键不放。
14)指令缩放:上档→设置→缩放比例值→缩放(以1000为基数,例:1005表示放大5‰)17)高度输入:待命→上档→设置→高度→GX/GY→H1→高度→H2→高度→H3→高度→H4→高度→待命。
HF软件在数控电火花线切割加工中的应用
系统是进行 电火花线切割加工的重要组成部分 , 控制系统 的稳定性 、 可靠性、 控制精度及 自动化程度都直接影响到
加工工艺指标和工人的劳动强度 。
l - I I F软件的特点
H F线切割数控 自动编程软件系统 , 是一个高智能化
的图形交互式软件系统。通过简单、 直观的绘 图工具 , 将 所要进行切割的零件形状描绘 出来 ; 按照工艺 的要求 , 将
3 自 C D字库和 H D字库 ( ) 带 A G 各种字体 的国际字 库 )能轻松的加工各种汉字和西文字符。 , 4自 ) 带丰富的常用曲线库和公式 曲线处理功能 , 如 含有渐开齿轮 ( 变齿位、 花键齿轮 、 小模数齿、 齿条等)摆 、 线齿 、 链轮齿 、 分度凸轮及非 圆节曲线 凸轮等。对于公式 曲线 , 即可处理一般公式 曲线 , 还可 以处理推导式公式 曲
・
1 ・ 0
HF软件在数控 电火花线切 割加工 中的应用 术
徐运芳 , 潘建新 , 曾辉藩
( 湖南科技职业学院 , 湖南 长沙 40 1) 119
摘 切 在 械口申 用 去 泛控 哥 稳 可 灶 精 鸯 要线 割 机 力 运 趣邀广 ,莉 的 定 靠 准制 度 工
关键词 : 线切割加工 H F软件 绘图编程 :
■ ห้องสมุดไป่ตู้
度 直 影 赫接响
善 艺
指 . 劳 度, 章 绍了m 控帝 件的 在 切 加 应 的 例, 软 作为 切 的 标和工 人的 动强 文 介 j 欹 特最 线 割 工 用 謇 采用H 件 线 割 诔控系 及
统, 在生产实 运用中 际 操作简 加工功能强大, 产实际中 解决 便, 在生 还可 备种型面 的复杂加工苦 …蠢 . .
CAXA线切割讲义PPT课件(2024)

2024/1/29
14
界面介绍与功能概述
标题栏
显示软件名称和当前文件名;
菜单栏
包含文件、编辑、视图、工具、帮助等菜单项;
2024/1/29
15
界面介绍与功能概述
2024/1/29
工具栏
01
提供常用命令的快捷方式;
绘图区
02
用于显示和编辑图形;
状态栏
03
显示当前光标位置、绘图状态等信息。
16
界面介绍与功能概述
2024/1/29
28
参数优化方法探讨
1
试验法
通过大量试验,找出各参数对加工质量的影响规 律,从而确定一组较优的参数组合。
2
专家系统
利用专家系统或人工智能技术对加工参数进行优 化,通过建立知识库和推理机制,实现参数的自来自动调整和优化。数值模拟
3
采用数值模拟技术对线切割加工过程进行模拟, 分析不同参数组合下的加工效果,为参数优化提 供依据。
35
课程重点内容回顾
2024/1/29
线切割基本原理与工艺流程
介绍了线切割的基本原理、工艺流程及关键参数,包括电 极丝的选择、工作液的配制、切割参数的设定等。
CAXA线切割软件操作
详细讲解了CAXA线切割软件的操作界面、基本功能、高 级功能及实用技巧,包括图形绘制、编程、模拟仿真等。
典型案例分析与实践
2024/1/29
18
基本操作与绘图命令
选择对象
单击或拖动鼠标选择对象;
删除对象
选择对象后,按Delete键或右键选择删除命令;
2024/1/29
19
基本操作与绘图命令
撤销操作
Ctrl+Z撤销上一步操作;
CAXA数控线切割自动编程软件
上一页 下一页 返回
任务5.2应用CAXA线切割XP系统编制程序
五、拟合方式
当要加工有非圆曲线边时,系统需要将该曲线拆分为多段曲线 进行拟合拟合方式有两种选择:“直线方式”和“圆弧方式”。 1.直线拟合方式 系统将非圆曲线分成多条直线段进行拟合。 2.圆弧拟合方式 系统将非圆曲线分成多圆弧段进行拟合。 两种方式相比较,圆弧拟合方式具有精度高、代码数量少的优点。
上一页 下一页 返回
任务5.2应用CAXA线切割XP系统编制程序
六、轨迹生成
工轨迹是加工过程中切割的实际路径。轨迹的生成是在已经构造 好的轮廓的基础上,结合加工工艺,给出确定的加工方法和加工条件, 由计算机自动计算出加工轨迹。 1.功能说明 生成沿轮廓线切割轨迹的线切割加工轨迹。 2.参数确定
用鼠标左键单击“轨迹生成”菜单条,系统会弹出一个“线切割 轨迹生成参数表”对话框,如图5一20所示。这个对话框是一个需要 用户填写的参数框。切割方式、拟合方式和拐角过渡在前面介绍过, 此处不再重复。各个参数的含义和填写方法如下。
二、基本操作
1.常用功能键的含义
上一页 下一页 返回
任务5. 1应用CAXA线一切割XP系统绘 制模具零件图
1)鼠标 鼠标左键:单击菜单、拾取选择,对各种命令操作进行选取,是
系统进行运行的主要控制方法。 鼠标右键:确认拾取、终止当前命令、重复上一命令,用来对所
选择的命令进行确认,或者实时地弹出操作菜单,供用户进行相应的 操作。
下一页 返回
任务5. 1应用CAXA线一切割XP系统绘 制模具零件图
CAXA线切割(CAM)

CAXA线切割线是一个面向线切割机床数控编程的软件系统,它是面向线切割加工行业的计算机辅助自动编程工具软件。CAXA线切割可以为各种线切割机床提供快速、高效率、高品质的数控编程代码,极大地简化了数控编程人员的工作;CAXA线切割对于在传统编程方式下很难完成的工作,它都可以快速、准确的完成;CAXA线切割为您提供线切割机床的自动编程工具提高效率;CAXA线切割可以交互方式绘制需切割的图形,生成带有复杂形状轮廓的两轴线切割加工轨迹;CAXA线切割支持快走丝线切割机床;可输出3B后置的机床,可以设置不同的机床参数和特定的数控代码程序格式,同时还可以对生成的机床代码的正确性进行校核。 自动生成各种复杂形状的切割轨迹,支持多次切割,轨迹跳步,无屑切割等。 在切割时可以把自由曲线用圆弧来拟和加工,提高加工的精度和效率。 可以仿真切割过程,并查询切割面积。
图形的绘制 CAXA线切割的图形绘制包括基本曲线点、直线、圆弧、组合曲线、二次曲线、等距线,以及对曲线的裁剪、过渡、平移、缩放、阵列等几何变换;高精度列表曲线,采用了国际上CAD/CAM软件中最通用、表达能力最强的NURBS曲线,可以随意生成各种复杂曲线,并对加工精度提供了灵活的控制方式;公式曲线,将公式输入软件,即可由软件自动生成图形,并生成线切割加工代码,切割公式曲线。 提供各种直线、圆弧、自由曲线生成编辑功能,实现任意复杂形状设计。并能够标注尺寸,生成工程图纸。 可以读取和输出DWG/DXF文件格式,AutoP文件格式和文本文件定义格式..
CAXA线切割编程视频教程 2CD
名慧网 专业提供软件教学
名慧网
QQ: 89106757
手机: 13915067177
邮件:yueqingyun@
第一盘 数控线切割自动编程CAXA V2---绘图功能
CAXA线切割计算机辅助编程软件

3. CAXA图标菜单简介 1)基本曲线 直线 绘制各类直线段。 圆弧 绘制圆弧。 圆 绘制圆 矩形 绘制矩形。 中心线 绘制孔或轴的中心线。 样条线 绘制样条曲线。 轮廓线 绘制直线和圆弧首尾构成的首尾相接或不相接的一条轮廓线。 等距线 以等距方式生成一条或同时生成数条给定曲线的等距线。 2)高级曲线 正多边形 绘制任意正多边形 椭圆 绘制椭圆 孔/轴 在给定位置画出带有中心线的孔和轴。 波浪线 在给定方式生成波浪曲线。 双折线 绘制双折线。 公式曲线 按给定公式绘制曲线。 填充 将一块封闭区域用一种颜色填满。 箭头 绘制单个实心箭头或给弧、直线增加实心箭头。 点 生成弧立点实体。 齿轮设计 绘制齿轮。 花键设计 绘制花键。 位图矢量化 读入图形文件,生成文字轮廓曲线。
一、CAXA线切割用户界面与绘图 1、用户界面 与传统的线切割编程软件相比,CAXA线切割编程的界面更加友好, 操作更加方便。下面将就要介绍线切割编程的界面及使用方法,如图 4-5-3所示。
图4-5-3用户界面 如图为CAXA线切割编程的设计界面,主要有三大部分组成:绘图 功能区、菜单、状态显示和提示区。
CAXA线切割计算机辅助编程软件 CAXA线切割是一个面向线切割机床数控编程的软件系统。同时 它也是面向线切割加工行业的计算机辅助自动编程工具软件。 CAXA线切割可以为各种线切割机床提供快速、高效率。高品质的 数控编程代码,极大地简化了数控编程人员的工作。CAXA线切割 对于在传统编程方式下很难完成的工作,它都可以快速、准确地 完成。CAXA线切割能够提供线切割机床自动编程工具,提高效率。 CAXA线切割可以交互方式绘制需切割的图形,生成带有复杂形状 轮廓的两轴线切割加工轨迹。CAXA线切割支持快走丝线切割机床, 可输出3B后置格式。
8P中走丝线切割HL操作编程系统有哪些特点?

8P中山一诺线切割:中走丝线切割HL编控系统有哪些特点?哪种操作系统最常用?线切割常用的编控系统有HL,HF,AUTOCUT,YH等。
从系统的稳定性和操作性来讲,目前市面上用的多的编控系统还是HL居多,其次是HF, AUTOCUT。
HL画图简便,操作性强,稳定性好,故障率低,深受广大用户的信赖和好评。
那么下面我们将对HL系统的特点详细来讲解一下。
1、软件采用32位编程,可在Windows98-Windows Vista上稳定运行。
2、运动控制卡采用PCI界面,兼容目前所有主流电脑。
3、软件编程部分直接嵌入至AutoCAD里,除具备AutoCAD全部功能外还扩充了CAD功能,使AutoCAD软件能够直接读取线切割机常用的软件之文件或代码,如Autop的Dat文件,3B 格式文件,ISO代码以及HF的2NC格式文件,可以把以上格式直接读取至AutoCAD内进行二次编程、修改、标注等一系列操作。
4、直接在AutoCAD里进行齿轮、齿条、阿基米德以及抛物线等绘制,甚至您还可以在CAD 里直接进行汉字编程,软件会自动处理修剪汉字的轮廓,使加工汉字,字母变得异常简单。
5、不光可以在AutoCAD里进行加工路径的设置,加工补偿的设置,您还可以直接在AutoCAD 里进行加工参数的设置(如:脉宽,脉间,分组,功率管数量,以及跟踪速度和走丝速度的设定。
),甚至您还可以把您当前的加工参数保存到数据库,可以使用中文直接命名,当您下次加工同样的工件的时候直接调用即可。
6、我们的中走丝线切割对编辑锥度任务进行了优化,您可以直接在CAD里进行锥度的设置、上下异形的合成、多次切割的设置,不光如此,软件还支持变锥编程,过渡性锥度编程等,我们还可以直接在CAD里进行三维动态显示,对加工的产品进行预览,以甄别是否正确编程。
7、软件支持回切式清角处理,可以设定清角量以及清角方式(如:45度方式或90度方式。
)。
8、运丝、水泵、高频等均为软件开关,您可以通过点击鼠标或按键盘快捷键进行开关动作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用线切割软件特点
1.CAXA线切割编程软件的特点
CAXA线切割软件为各种线切割机床提供快速、高品质的数控编程代码。
利用其传输功能,可将加工代码发送到机床的控制器,并进行自动加工。
其特点为:
(1)包含CAXA电子图版二维绘图功能,在绘图功能及操作方便性占有优势(强大的智能化图形绘制和编辑、种类齐全的参量化图库、完美的图纸管理系统)。
(2)支持实物扫描输入,可将GIF、JPG、PNG等格式图形矢量化,生成可加工编程的轮廓图形。
(3)方便有效的后置处理设置,针对不同的机床,可以设置不同的机床参数和特定的数控代码程序格式,同时具有直观的代码反读功能,对生成的机床代码的正确性进行校核。
(4)优越的程序传输方式,采用应答传输、同步传输、串口传输、纸带穿孔传输方式,目前,几乎能与国内所有的机床进行通信。
(5)只可编程,不可控制线切割机床。
2.HL线切割编控软件功能特点:
(1)一控多功能,可在一部电脑上同时控制多达四部机床切割不同的工件,并可一边加工一边编程。
(2)可对基准面和丝架距作精确的校正计算,对导轮切点偏移作U向和V向的补偿,从而提高锥度加工的精度,大锥度切割的精度大大优于同类软件。
(3)断电保护,如加工过程中突然断电,复电后,自动恢复各台机床的加工状态。
系统内储存的文件可长期保留。
(4)编程控制一体化,绘图编程软件使用流行线切割软件Autop、Towedm。
3.HF线切割编控软件功能特点:
HF是在DOS和WINDOWS98/ME系统下都能良好可靠运行的线切割软件。
其特点为:
(1)两种(ISA/PCI)控制卡,适应各种档次计算机,让用户任意选择。
(2)HF系统具有四轴联动控制,上下异形面加工。
(3)加工轨迹,加工数据实时跟踪显示。
(4)先进、简便、实用的无绳遥控盒功能,两种不同的加工方式让用户极易个性选择和扩大加工对象。
(5)编程控制一体化,优越的多次切割技术(每一遍割完时可自动延时(任意定义延时时间,让丝速达到匀速);凹模第一遍切割完成自动暂停功能(以方便落料);多次切割HF功能扩展卡,实现系统参数化控制脉宽、脉间、功率、变频、丝速。
)。
4.YH线切割编控软件功能特点
YH数控系统是建立在PCDOS平台上,集先进的计算机图形,编程及ASIC技术为一体的五轴数控系统,采用先进的计算机图形和数控技术,集控制、编程为一体的快走丝线切割高级编程控制系统。
(1)YH系统采用双CPU结构,采用ISO G指令,兼容3B代码。
(2)五轴控制,可以实现X.Y.U.V之间的四轴联动及X.Y.Z之间的三轴联动方式。
(3)YHC8.0版加入了多次切割控制功能(中走丝控制功能),只要读入工件标准尺寸的加工代码,一次设定,多次(三次)切割的高频及补偿参数后,系统可自动完成。
(4)编程控制一体化。
5.KS线切割编程系统功能特点:
KS线切割编程系统应用基于Windows平台,全兼容于经典的线切割编程软件Autop和Towedm,是真正的WinAutop软件。
(1)支持图层、尺寸标注、点捕捉等,绘图编程功能强大。
(2)支持1:1打印,支持固定高度打印。
(3)支持后台联机,联机作图两不误。
(4)支持代数式输入,数据输入时可方便使用加减乘除、乘方及常用三角函数。
(5)完备的数据接口功能,可直接打开CAD(Dxf)和流行线切割软件Autop、Towedm、YH、PM-A95的数据文件。
(6)只可编程,不可控制线切割机床。