盾构机刀具材料
盾构机械刀盘设计中的材料与优化分析
盾构机械刀盘设计中的材料与优化分析盾构机械刀盘是在地下工程中使用的重要工具,它承担着掘进、支护和排土的任务。
在盾构机械刀盘设计中,材料的选择和优化分析是关键的因素之一。
本文将对盾构机械刀盘设计中涉及的材料和优化分析进行详细探讨。
1. 材料选择在盾构机械刀盘的设计中,一般采用高强度、高耐磨性的材料来确保其在复杂地质环境下的可靠性和耐久性。
以下是在盾构机械刀盘设计中常用的材料:1.1 钢材:一般选择优质的耐磨钢,如国内的42CrMo等,具有高强度、高硬度和良好的耐磨性能。
1.2 合金材料:常用的合金材料有硬质合金和高速钢。
硬质合金具有高硬度、高耐磨性和较好的韧性,适用于切削和磨损较大的部位;高速钢具有高硬度、高切削性能和较好的韧性,适用于切削和磨损较小的部位。
1.3 复合材料:复合材料由两种或更多种材料组合而成,具有材料各自优点的综合性能。
可以根据具体的工程要求选择合适的复合材料,如钢与陶瓷的复合材料、钢与橡胶的复合材料等。
2. 材料优化分析在盾构机械刀盘的设计中,材料的选择之外,还需要进行优化分析,以确保刀盘在使用过程中的稳定性和效率。
以下是一些常用的材料优化分析方法:2.1 综合性能评价:通过评估材料的硬度、韧性、耐磨性、耐蚀性等综合性能,选择最适合的材料。
可以使用材料试验和数值模拟等方法进行综合性能评价。
2.2 材料强度分析:通过材料的强度参数(如抗拉强度、屈服强度等)和应力分析,评估材料在工作环境下的稳定性。
可以使用强度理论和有限元分析等方法进行材料强度分析。
2.3 优化设计:在材料选择和刀盘结构设计时,综合考虑材料的机械性能、梁端受力和变形等因素,以最小化刀盘的质量和尺寸,提高刀盘的效率和使用寿命。
同时,盾构机械刀盘的设计还要考虑与其他部件的匹配、制造和维修的方便性等因素。
只有在材料选择和优化分析的基础上,才能设计出安全可靠、高效耐用的盾构机械刀盘。
总结起来,盾构机械刀盘设计中的材料选择和优化分析是确保盾构机械刀盘能够在复杂地质环境下安全、高效工作的关键因素。
盾构滚刀材料及其热处理工艺

盾构滚刀材料及其热处理工艺程巨强(西安工业大学,陕西西安710021)[摘要]介绍国内外盾构滚刀刀圈材料的化学成分、热处理工艺、全相组织及性能特点。
盾构滚刀刀圈材料一般用中、高碳模具钢制造,通过模锻成形,机械加工后进行淬火回火处理。
热处理后刀圈的表面硬度HRC56-60、心部硬度HRC50-56,全相组织为回火马氏体、贝氏体、碳化物及残余奥氏体组成,并介绍了提高刀圈材料使用性能的主要途径。
[关键词]盾构刀圈材料;热处理;组织;性能[中图分类号]TU621 [文献标志码]B [文章编号]1001-554X(2015)02-0096-05Disc cutter ring materials and the heat treatment process of shield machineCHENG JU-qiang盾构刀盘的刀具一般分为切削刀和滚刀两类,开挖较硬岩层时,采用盘形滚刀,破碎较软岩石或软土地层时,采用齿刀、切刀或刮刀。
刀具材料主要由刀体、硬质合金及刀具的堆焊材料等组成。
盾构工作时用于刀具的费用较高,以德国维尔特公司TB880E为例[1],刀盘直径为8.8m,刀盘上工布置71把外径为432mm盘形滚刀,其中6把中心滚刀、62把正滚刀和3把边滚刀,用于刀具费用约占掘进施工费用的三分之一[2]。
为了提高滚刀的耐磨性,降低生产成本,的刀圈材料应具有较高的强度、硬度和韧性。
本文介绍盾构滚刀刀圈材料及其热处理工艺特点,为选择刀圈材料和改善刀圈的耐磨性提供参考。
1 盾构滚刀的组成及其失效形式图1为盾构滚刀的组成示意图,盘型滚刀一般由刀圈、刀体、挡圈、端盖、轴及轴承等组成,刀圈可拆卸,磨损后可进行更换。
刀体外装刀圈和挡圈,内装轴承,两侧装有滑动密封和端盖。
刀圈采用过盈配合,一般加热到100~200℃安装到刀体上[3],挡圈为2个半圆环,卡入刀体槽内再焊接为整环。
盾构在岩层开挖时,安装在刀盘上的滚刀一面自转,一面随刀盘转动,利用刀盘产生的推力破岩,因此滚刀工作时受到岩石剧烈的磨料磨损,消耗量较大,是盾构主要易损部件之一。
盾构机刀盘刀片材料与结构性能研究

盾构机刀盘刀片材料与结构性能研究一、引言盾构机作为一种用于地下隧道建设的重要工程设备,其刀盘刀片是其关键部件之一。
刀盘刀片的材料与结构性能对盾构机的工作效率、稳定性以及安全性都具有重要影响。
因此,对盾构机刀盘刀片的材料与结构性能进行深入研究是十分有必要的。
二、刀盘刀片的材料研究1. 材料选择刀盘刀片的材料需要具备一定的硬度、强度和耐磨性。
目前常见的材料包括合金钢、高速钢、硬质合金等。
在选择材料时,需要综合考虑刀片的工作条件、切削力以及切削速度等因素,以确保刀片在长时间工作中具有较好的性能表现。
2. 材料处理为提高刀盘刀片的材料性能,可以采用多种材料处理技术,如热处理、表面处理等。
热处理可以通过调控材料的组织结构和硬度,提高刀片的耐磨性和强度;表面处理可以形成一层保护性涂层,增加刀片的磨损抗性。
三、刀盘刀片的结构性能研究1. 刀片形状刀片的形状对其切削效果和寿命有直接影响。
目前常见的刀片形状包括圆形、方形、三角形等。
研究各种形状刀片在不同地质条件下的切削效果,可以优化刀片结构设计,提高刀片的使用寿命和切削效率。
2. 刀片连接方式刀片的连接方式直接关系到刀盘的稳定性和刀片更换的便捷性。
目前常见的连接方式有机械连接和焊接连接。
研究不同连接方式在工作中的稳定性和可靠性,可以为刀盘刀片的结构设计提供技术支持。
3. 刀片与岩石的相互作用刀片在工作中与岩石之间存在摩擦、切削力等相互作用。
研究刀片与岩石的相互作用规律,可以为刀片的材料和结构性能提供优化方案,提高工作效率和切削质量。
四、实验与模拟方法1. 实验方法通过设计合理的实验方案,使用专门的实验设备,对刀盘刀片的材料和结构性能进行测试。
例如,可以利用材料测试设备测试刀片的硬度、强度等性能指标;利用磨损试验机对刀片的耐磨性进行评估等。
2. 模拟方法通过建立刀片与岩石相互作用的力学模型,使用计算机模拟软件进行仿真计算,预测刀片的工作性能。
例如,可以采用有限元分析方法对刀片在不同切削条件下的应力、变形等进行模拟计算,以评估刀片的结构稳定性。
浅谈盾构刀具使用及维修管理

浅谈盾构刀具使用及维修管理1.盾构刀具的结构及材质盾构刀具主要由钢制刀头和金属密封组成。
钢制刀头是盾构刀具的主体部分,是盾构刀具直接与土层接触的部位,起着切削、破碎、搅拌等作用;金属密封是盾构刀具与盾构机切割室之间的隔离装置,起到分离泥浆和刀头的作用。
在刀头钢的材质选择方面,由于盾构机作业环境的复杂性,刀头钢的材料不仅要求有很高的硬度和韧性,同时要具有良好的耐磨性和耐腐蚀性能。
常见的盾构刀头钢材有Cr12MoV、6CrW2Si、T15等。
在盾构施工作业中,刀具的使用管理直接影响到施工质量和效率。
因此,盾构刀具的使用管理应根据不同项目的具体情况制定相应的使用规范和管理细则,包括选择合适的刀具、使用规范、保养维护等方面。
2.1 刀具选择在刀具的选择上,应根据具体的施工环境以及施工所需的切削和破碎要求,选择适合的刀具规格和型号。
同时,需要注意不同类型和规格的刀具在切削效率、耐磨性、寿命等方面的差异。
2.2 使用规范在盾构刀具的使用过程中,需要注意以下几个方面的规范:(1)合理控制推量和转速:适当控制推量和转速可以有效降低切削力,减少切削部件的磨损,延长刀具的使用寿命。
(2)正确选择推力控制和转速控制方式:盾构刀具的推力控制和转速控制方式直接影响到施工效率和质量,应根据具体的施工情况和土层状况进行合理选择。
(3)定期检查刀具:使用刀具一定时期后,应定期检查刀具的磨损情况和变形情况,及时更换修复。
(4)定期清洗刀具:在刀具使用过程中,会不可避免地存在泥浆等固体颗粒的附着,会影响刀具的使用寿命和效率。
2.3 保养维护在盾构刀具的使用过程中,保养维护措施也是关键的环节。
一方面,保养维护可以减缓刀具的磨损和变形速度;另一方面,保养维护还可以有效降低修复成本和使用成本。
常见的保养维护措施包括:保持刀头清洁、涂抹保护液、定期检查刀头的变形度,以及采用合适的修复方式等。
随着盾构刀具的使用次数和使用周期的增加,刀具的磨损和损坏情况也会逐渐显现。
盾构掘进机破岩刀具课件
4Cr5MoSiV1 0.32- 0.2- 0.80.42 0.5 1.2
4.75- 1.1- 0.8-
5.5
1.75 1.2
Robbins 0.39 0.53 0.65 0.018 0.009 0.84 0.24 刀圈实测
1.62 0.25
Wirth 刀圈实测
0.50 0.76
0.32 0.032 0.019 5.15
这种密封由两个啮合的金属密封环和两个富有弹性的复合橡胶密封圈组
成。具有浮动能力,可补偿装配端间隙或防止偏斜。金属密封环是密封装置中 的主要零件,其结构及质量的好坏起决定性作用。金属密封环采用高硬度的耐 磨高铬钼的铸铁材料,硬度HRC60-65,工作表面粗糙度Ra≤0.1um,表面平面 度≤0.0015mm。
目前的滚刀刀圈有两大类:整体耐磨钢材料和镶有硬质合金球齿 的刀具材料。
整体耐磨钢刀圈材料主要以合金工具钢为主,也有合金结构钢, 硬度在HRC52-59, 它的特点是可以承受较大的冲击,并具有较高的耐 磨性能,刀具制造费用较低,适用地层范围广,从软岩、中硬岩到硬 岩都可选用。
盾构掘进机破岩刀具课件
常用刀圈材料成分
盾构掘进机破岩刀具课件
国外刀圈性能 表2
类别
X50CrMoV51 (Wirth刀圈实测)
4340 Robbins刀圈实测
σb(M pa)
δ5%
2050 5.5
Ψ% aK(J/Cm2)
10
14
40
HRC 54-57 52-53
通过对国外刀圈解剖分析和我们的研究,各刀圈制造公司对
标准材料都会作适当调整,并采用特殊的冶炼工艺、锻造工艺和 热处理工艺,保证刀圈的综合性能。
C
Si Mn
盾构机刀盘材料选择与性能评价

盾构机刀盘材料选择与性能评价随着城市化进程的加速,地下隧道建设日益增多。
盾构机作为地铁、隧道等地下工程施工的主要设备,其刀盘材料的选择及性能评价对于施工质量和效率起着重要作用。
本文将对盾构机刀盘材料的选择和性能评价进行详细讨论。
一、盾构机刀盘材料的选择在盾构机刀盘材料的选择中,主要考虑以下几个因素:1. 强度和硬度盾构机刀盘在施工过程中需要承受巨大的压力和冲击,因此材料的强度和硬度是选择的重要指标。
通常情况下,碳钢和合金钢是常用的刀盘材料。
碳钢具有较高的韧性和可塑性,但相对硬度较低;合金钢则强度和硬度相对较高,但韧性较差。
选择刀盘材料时需要根据具体的工程环境、土壤条件和切削要求进行综合考虑。
2. 耐磨性和耐腐蚀性盾构机在地下施工过程中,刀盘与土壤、岩石不断摩擦,容易产生磨损。
因此,耐磨性是选择刀盘材料时需要考虑的重要因素之一。
钢材表面的硬化处理、涂层材料的选用以及刀具设计的优化都可以提高刀盘的耐磨性。
此外,如果施工环境中存在腐蚀物质,如酸碱等,刀盘材料还需要具有一定的耐腐蚀性能。
3. 刀具可更换性刀盘材料的选择还需要考虑刀具可更换性。
由于盾构机刀盘的使用寿命有限,因此需要设计可更换的刀具。
合理设计刀具安装与拆卸结构,选用便于更换的材料,可以提高盾构机的施工效率。
二、盾构机刀盘材料性能评价对于盾构机刀盘材料的性能评价主要是通过实际的使用情况和试验数据进行分析。
以下为常用的性能评价指标:1. 切削效率切削效率是衡量刀盘材料性能的重要指标。
切削效率高意味着材料切削能力强,刀具寿命长,从而可以提高施工效率和降低成本。
2. 磨损速度磨损速度是盾构机刀盘材料性能评价中的重要指标之一。
通过测量刀具的磨损量以及使用时间,可以评估刀具的耐磨性能。
磨损速度低的材料具有更长的使用寿命,减少了因频繁更换刀具而造成的时间和成本的浪费。
3. 断裂强度断裂强度是刀盘材料的基本性能之一。
通过试验测定材料的断裂强度,可以判断刀具是否具有足够的强度来承受施加在其上的压力和冲击力。
北京砂卵石地层盾构机刀具选型
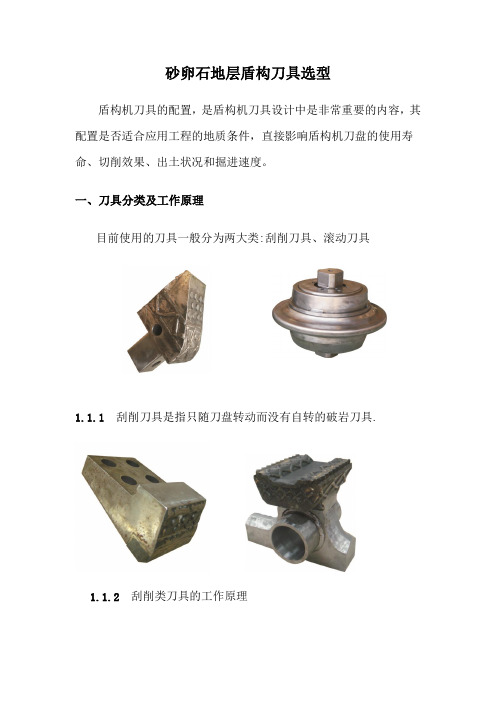
砂卵石地层盾构刀具选型盾构机刀具的配置,是盾构机刀具设计中是非常重要的内容,其配置是否适合应用工程的地质条件,直接影响盾构机刀盘的使用寿命、切削效果、出土状况和掘进速度。
一、刀具分类及工作原理目前使用的刀具一般分为两大类:刮削刀具、滚动刀具1.1.1刮削刀具是指只随刀盘转动而没有自转的破岩刀具.1.1.2刮削类刀具的工作原理在推力的作用下,刮刀嵌如岩渣或岩层中,刀盘带动刀具转动时刮削岩层,在掌子面形成一环环犁沟,特点是效率高,刀盘转动阻力大。
在软土地层或滚刀破碎后的渣土通过刮刀进行开挖,渣土随刮刀正面进入渣槽。
1.2.1滚动刀具是指不仅随刀盘转动,还同时作自转运动的破岩刀具。
1.2.2滚刀工作原理滚刀在推力和滚动力(转矩)的作用下,推力使刀圈压入岩体,滚动力使刀圈滚压岩体。
通过滚刀对岩体的挤压和剪切使岩体发生破碎,在岩面上切出一系列的同心圆(见图)。
二、根据九号线地层进行刀具的选型2.1 北京地铁九号线04标丰六区间地质概况根据北京城建勘察设计院2008年10月提供的《北京地铁九号线工程(丰台北路站~六里桥西站区间)岩土工程勘察报告》,本工程的工程地质与水文地质概况分为9层,盾构施工地层主要为卵石⑤层和卵石⑦层,为砂卵石复合地层:卵石⑤层:杂色,密实,湿,低压缩性,最大粒径不小于420mm,一般粒径20~80mm,粒径大于20mm颗粒含量约为总质量55~75%,亚圆形,中粗砂充填,局部大于200mm的漂石含量约为15-45%。
卵石⑦层:杂色,密实,湿饱和,低压缩性,最大粒径不小于600mm,一般粒径30-120mm,粒径大于20mm颗粒含量约为总质量的60-85%。
亚圆形,中粗砂充填,局部大于200mm的漂石含量约为25-45%。
实际掌子面照片2.2 根据地层情况和刀盘刀具的位置,以刮刀、滚刀和中心刀重点分析。
2.2.1 刮刀(齿刀)刮刀是软土刀具,布置在刀盘开口槽的两侧,盾构机向前推进的同时,刮刀随刀盘旋转对开挖面土体产生轴向(沿隧道前进方向)剪切力和径向(刀盘旋转切线方向)切削力,在刀盘的转动下,刀刃和刀头部分插入到地层内部,不断将开挖面前方土体切削下来。
简析盾构机刀盘与刀具的选型配置

简析盾构机刀盘与刀具的选型配置1工程概况湛江湾跨海盾构隧道工程是湛江市鉴江供水枢纽工程的一部分,工程位于湛江湾最窄处,不但水深流急,又是进出湛江港的咽喉,航道非常繁忙。
湛江湾盾构隧道穿越南三岛与东海岛之间海底,横穿湛江湾海峡,长2750m。
盾构隧道内径5.1m、外径6.0m。
2工程地质根据勘探资料,场区为深厚第四系地层,从上向下有:①、中全新统海风混积层,②、中全新统海相沉积层,③、中更新统北海组层,④、下更新统湛江组层。
各岩土层主要特征分述如下:①、中全新统海风混积层:黄色中细砂、细砂,局部含泥质,砂质均匀,以石英为主,主要分布在地势较高的陆地。
②、中全新统海相沉积层:主要呈灰色、深灰色,成分不均匀,主要为中细砂,次为中粗砂,含泥质,底部为粗砂,含少量砾,局部为泥粉质细砂、淤泥质细砂,含少量贝壳碎片、腐殖质,见少量薄层粘土夹层,砂以石英为主。
③、中更新统北海组层:主要呈土黄、棕黄、浅黄色,以中细砂为主,含泥质,局部夹粗砂,含少量砾和粘土,含铁质及发育铁质层为其特征,底部以波状起伏的铁质层与湛江组上部杂色粘土接触,铁质层呈暗红色,主要为贴胶结的粉细砂,致密坚硬。
④、下更新统湛江组层:主要为灰色、青灰色粘土、砂质粘土,含淤泥,见少量黑色碳化腐殖质木,土层不均匀,夹有砂层或与薄层砂互层。
砂为中粗砂夹细砂,含泥质、少量砾石,砂以石英为主。
3、刀盘与刀具的型式及布置本工程隧道穿越中全新统海相沉积层砂层和下更新统湛江组层砂质粘土层为主,存在中等~强透水砂层,围岩与海水直接连通,拱顶覆土厚度为20~40m,隧道水下埋深27~61m,最大外水压力约0.3MPa~0.6MPa,外水压力较大。
同时海中无条件设置途中工作井,不能分段掘进,因此本隧道掘进距离长达2750m,对盾构刀盘与刀具的可靠性及耐久性要求高。
同时小直径盾构在高水压条件下刀具更换存在较大的安全风险,换刀过程十分困难且提高了工程成本,耗资巨大,同时对工程进度造成严重影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
盾构机刀具材料
北京固本科技有限公司胡建平
机械化盾构机的掘削机构,具有开挖地层、稳定开挖面、搅拌渣土等功能,并承受大扭矩、大推力和冲击载荷的作用,其工作状况非常恶劣。
盾构机刀具磨损主要原因为隧道穿越的地层主要为粘土沙,其中夹杂中粗砂、砾砂、卵石,砂性土摩擦阻力大,渗透性强,在盾构的推进挤压下水分很快排出,土体强度提高,故不仅盾构推进摩擦阻力大,而且开挖面土压力也较大,对刀具的磨损会比较严重。
再者外缘刮刀基体耐磨性不够,磨损后造成硬质合金脱落,从而使刀具承受直接磨损,另外绞龙的耐磨性对刀盘和轴承止水密封面的磨损有间接影响。
转场后将要面临更为严峻的地质构造。
本次修复需要综合考虑以上问题,制定合理的堆焊修复盾构机刀具材料,恢复刀具原有外型尺寸,有效减少非正常磨损,保证后续正常的施工质量和进度。
1.盾构机刀具磨损情况
盾构机到达重工街站后,立即对盾构机及刀盘进行清理、检查,发现盾构机刀盘外周磨损非常严重。
盾构刀盘本体外缘侧板磨损在纵向方向上呈现中间大、两头小近似V形,在整个侧环面上形成一圈磨损凹槽,凹槽中部磨损平均为22 mm,两侧磨损平均为15 mm,如图 2 a 所示。
刀盘本体外周边缘在纵向方向上磨损约为160 mm,从外周边缘到刀盘中心径向方向上磨损约为180 mm,以致在刀盘外周边缘形成一个近似三角形的磨损区,如图 2 b 所示。
刀盘辐板外圈上的16把周边刮刀及其安装基座损坏,14把切刀及先行刀损坏,如图2 c 、d 所示。
刀盘中心及辐板中部的刀具磨损量相对较小从整体上看,刀盘及刀具呈现外周及边缘侧板磨损大,中心及圆周中部磨损小的特点。
3.盾构机刀具材料使用方案
从盾构机刀具磨损情况来看,由于刀具本体基本完好,大部分刀具磨损在容许范围内,剩余刀刃高度能够满足右线掘进任务,没有必要更换整个刀盘或者是全部刀具,只需要对磨损的刀盘本体和刀具进行焊接修复和更换,即可保证盾构机正常进行下阶段的掘进施工。
盾构刀具材料修复的原则是保证修复后的刀具本体性能不低于原设计制造的水平,保证更换的刀具与出厂配备的刀具性能相匹配。
为此,在深入分析和研究之后,决定采用北京固本耐磨焊丝(焊丝样品图3)堆焊修复具体盾构刀具材料修复方案:
1 对盾构刀具本体外缘侧板环面,采用埋弧堆焊的方式,首先填平一圈凹槽,然后堆焊整个侧板环面,在环面上形成一圈耐磨层,使得刀具本体直径恢复到出厂时的6240 mm。
2 刀具外周边缘的倒角磨损采用加焊一圈耐磨钢板的方式对其进行恢复补强。
钢圈外径为6240 mm,内径5920 mm,厚度30 mm。
钢圈面与刀盘本体面平齐,钢圈与刀具本体焊接采用二氧化碳保护焊,用埋弧堆焊把钢圈与刀具面板之间的缝隙和钢圈与刀具外缘侧板环面之间的凹槽填平。
钢圈表面采用二氧化碳保护焊堆焊栅格状的耐磨堆焊层。
【图3】
3.盾构机刀具材料耐磨焊丝参数:
焊丝直径 1.6mm
焊接电流240-280A
焊接电压26-31V
保护气体纯二氧化碳
熔敷金属化学成分:
碳C 锰Mn 硅Si 铌Nb 钨V 其他
1% 1.2% 0.8% 7% 5% 3%
4、结束语
本次修复采用北京固本耐磨焊丝,制定合理的堆焊盾构机刀具材料修复工艺,恢复盾构机原有外型尺寸,有效减少非正常磨损,保证后续正常的施工质量和进度。
需要指出的是采用北京固本耐磨焊丝特点:产品焊接在盾构机刀盘上可形成硬度HRC64的耐磨层,延长截齿工作寿命提高工作效率。
投稿日期:2011年10月22日。