加工中心的G54~G59对刀教案1
《数控车床对刀操作技能实训教案》

《数控车床对刀操作技能实训教案》章节一:数控车床对刀操作概述教学目标:1. 了解数控车床对刀操作的基本概念。
2. 掌握数控车床对刀操作的重要性和意义。
3. 理解数控车床对刀操作的基本步骤。
教学内容:1. 数控车床对刀操作的定义。
2. 数控车床对刀操作的作用。
3. 数控车床对刀操作的基本步骤。
教学方法:1. 讲解:讲解数控车床对刀操作的基本概念、作用和步骤。
2. 互动:引导学生提问和解答疑问。
教学评价:1. 考核学生对数控车床对刀操作概念的理解。
2. 考核学生对数控车床对刀操作重要性的认识。
3. 考核学生对数控车床对刀操作步骤的掌握。
章节二:数控车床对刀操作准备工作教学目标:1. 掌握数控车床对刀操作前的准备工作。
2. 了解数控车床对刀操作所需工具和设备。
3. 学会数控车床对刀操作的安全注意事项。
教学内容:1. 数控车床对刀操作前的准备工作。
2. 数控车床对刀操作所需工具和设备。
3. 数控车床对刀操作的安全注意事项。
教学方法:1. 讲解:讲解数控车床对刀操作前的准备工作、所需工具和设备以及安全注意事项。
2. 演示:演示数控车床对刀操作的准备工作和安全注意事项。
教学评价:1. 考核学生对数控车床对刀操作前的准备工作的掌握。
2. 考核学生对数控车床对刀操作所需工具和设备的了解。
3. 考核学生对数控车床对刀操作安全注意事项的认知。
章节三:数控车床对刀操作步骤教学目标:1. 掌握数控车床对刀操作的具体步骤。
2. 学会数控车床对刀操作的方法和技巧。
3. 理解数控车床对刀操作的注意事项。
教学内容:1. 数控车床对刀操作的具体步骤。
2. 数控车床对刀操作的方法和技巧。
3. 数控车床对刀操作的注意事项。
教学方法:1. 讲解:讲解数控车床对刀操作的具体步骤、方法和技巧以及注意事项。
2. 演示:演示数控车床对刀操作的具体步骤和方法。
教学评价:1. 考核学生对数控车床对刀操作具体步骤的掌握。
2. 考核学生对数控车床对刀操作方法和技巧的了解。
mazake操作面板-对刀操作工件偏移坐标
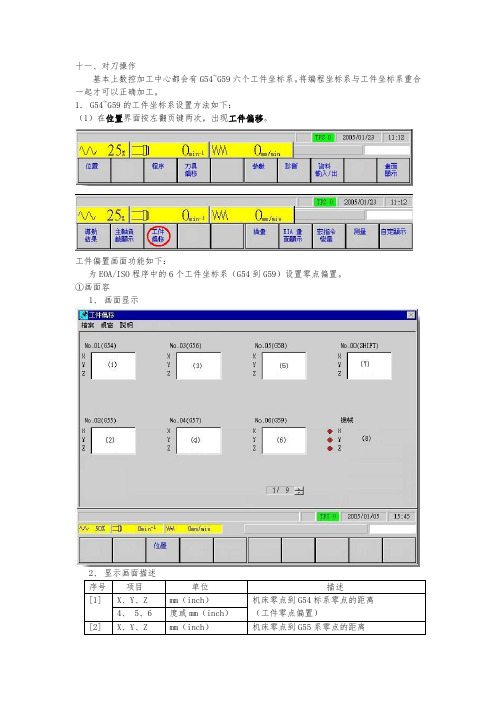
十一、对刀操作基本上数控加工中心都会有G54~G59六个工件坐标系。
将编程坐标系与工件坐标系重合一起才可以正确加工。
1.G54~G59的工件坐标系设置方法如下:(1)在位置界面按左翻页键两次,出现工件偏移。
工件偏置画面功能如下:为EOA/ISO程序中的6个工件坐标系(G54到G59)设置零点偏置。
①画面容1、画面显示序号项目单位描述[1] X、Y、Z mm(inch)机床零点到G54标系零点的距离(工件零点偏置)4、 5、6 度或mm(inch)[2] X、Y、Z mm(inch)机床零点到G55系零点的距离4、 5、6 度或mm(inch)(工件零点偏置)[3] X、Y、Z mm(inch)机床零点到G56系零点的距离(工件零点偏置)4、 5、6 度或mm(inch)[4] X、Y、Z mm(inch)机床零点到G57系零点的距离(工件零点偏置)4、 5、6 度或mm(inch)[5] X、Y、Z mm(inch)机床零点到G58零点的距离(工件零点偏置)4、 5、6 度或mm(inch)[6] X、Y、Z mm(inch)机床零点到G59零点的距离(工件零点偏置)4、 5、6 度或mm(inch)[7] X、Y、Z mm(inch)工件零点在每个工件坐标系上的漂移量。
4、 5、6 度或mm(inch)[8] X、Y、Z mm(inch)与机床项目在位置画中一样。
参见位置画面一样。
4、 5、6 度或mm(inch)②数据注册下面数据可在工件偏置画面中。
1.工件坐标系G54到G59(项目[1][6])的零点偏置值工件零点偏置值是从机床零点到工件零点的偏置值。
2.工件坐标系(项目[7])的偏置值。
用于工件坐标系G54到G59偏移的外部工件零点偏置值.3.设定工件原点偏置值的步骤A.设定已知的工件原点偏置值(1)将光标移动到要设定偏置值的坐标系的相应轴的位置。
按下光标键调出光标,将光标移动到指定位置。
《数控车床对刀操作技能实训教案》

《数控车床对刀操作技能实训教案》一、教学目标1. 掌握数控车床对刀的基本原理和方法。
2. 学会使用对刀仪和手动对刀操作。
3. 能够正确进行数控车床对刀操作,提高加工精度。
二、教学内容1.数控车床对刀概述1.1 对刀的定义和作用1.2 对刀的种类和方法2.对刀仪的使用2.1 对刀仪的结构和功能2.2 对刀仪的安装和调整2.3 对刀仪的操作步骤3.手动对刀操作3.1 手动对刀的工具和设备3.2 手动对刀的步骤和技巧3.3 手动对刀注意事项4.数控车床对刀操作实例4.1 加工任务分析4.2 对刀方案设计4.3 对刀操作步骤5.对刀操作常见问题及解决方法5.1 对刀精度的影响因素5.2 对刀操作中常见问题分析5.3 解决对刀问题的方法和建议三、教学方法1. 讲授法:讲解数控车床对刀的基本原理、方法和操作步骤。
2. 演示法:演示对刀仪的使用和手动对刀操作。
3. 实践法:学生动手进行对刀操作,提高实际操作能力。
4. 问题解决法:分析对刀操作中常见问题,引导学生寻找解决方法。
四、教学准备1. 教学场地:数控车床实训室。
2. 教学设备:数控车床、对刀仪、手动对刀工具。
3. 教学资料:教案、PPT、操作视频。
五、教学过程1. 导入:介绍数控车床对刀的重要性和应用场景。
2. 讲解:讲解数控车床对刀的基本原理和方法。
3. 演示:演示对刀仪的使用和手动对刀操作。
4. 实践:学生动手进行对刀操作,教师巡回指导。
5. 总结:分析对刀操作中常见问题,引导学生寻找解决方法。
6. 作业:布置相关练习题,巩固所学知识。
六、教学评估1. 课堂问答:通过提问了解学生对数控车床对刀基本原理和方法的理解程度。
2. 操作演示:检查学生在实际操作中对刀仪的使用和手动对刀的准确性。
3. 练习题:评估学生对数控车床对刀操作的掌握情况,以及对常见问题解决方法的了解。
七、教学拓展1. 数控车床其他操作技能的学习:如编程、加工工艺等。
2. 数控车床在工业应用中的案例分析:了解数控车床在实际生产中的应用和优势。
加工中心的G54~G59对刀教案1
加工中心的G54~G59对刀
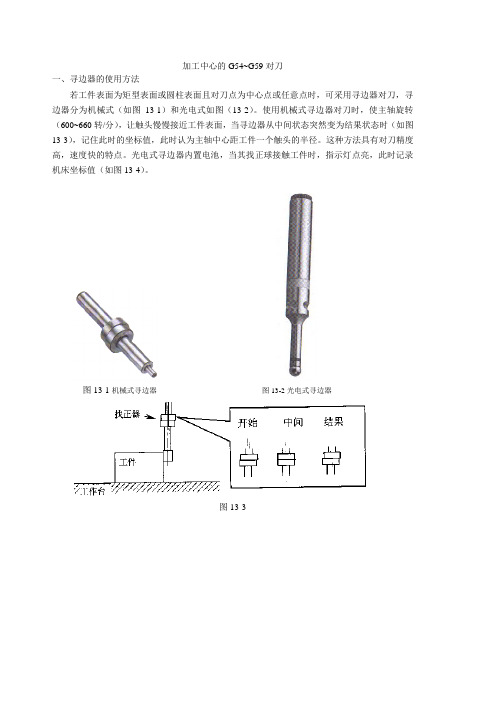
一、寻边器的使用方法
若工件表面为矩型表面或圆柱表面且对刀点为中心点或任意点时,可采用寻边器对刀,寻边器分为机械式(如图13-1)和光电式如图(13-2)。
使用机械式寻边器对刀时,使主轴旋转(600~660转/分),让触头慢慢接近工件表面,当寻边器从中间状态突然变为结果状态时(如图13-3),记住此时的坐标值,此时认为主轴中心距工件一个触头的半径。
这种方法具有对刀精度高,速度快的特点。
光电式寻边器内置电池,当其找正球接触工件时,指示灯点亮,此时记录机床坐标值(如图13-4)。
图13-1机械式寻边器图13-2光电式寻边器
图13-3
图13-6机械式Z向设定器图13-7光电式Z向设定器
图13-8 Z向设定器使用方法
三、采用G54~G59对刀时的基本原理及特点
1.基本原理
G54~G59对刀时关键是确定工件坐标系原点在机床坐标系下的坐标值,当对刀点选择为工件坐标系原点时,若把刀具移动到对刀点,此时机床显示的机床坐标系坐标值就是工件坐标系原点在机床坐标系下的坐标值。
如图13-9。
图13-9
2.特点
⑴.机床突然断点后,不丢失位置,机床上电后,回过参考点后可继续加工。
⑵.使用前必须回参考点。
四、采用G54~G59时方法举例
1.方法一。
加工中心的G54~G59对刀教案2

二、刀具的Z向对刀
刀具Z向对刀数据与刀具在刀柄上的装夹长度及工件坐标系的Z向零点位置有关,它确定工件坐标系零点在机床坐标系中的位置。
可以采用刀具直接试切对刀。
为防止刀具切伤工件表面,也可采用刀具与工件间加块规的办法对刀。
但此时进行Z向数据设定时,应考虑块规厚度
(如图13-5)。
图13-5
Z向对刀也可采用Z向设定器,Z向设定器分为机械式(如图13-6)和光电式(如图13-7)。
机械式使用时观察表针的读数,以确定刀具和工件的位置关系。
光电式观察指示灯是否
发亮,若发亮则说明刀具与工件的相对位置关系已确定。
设定器的使用方法如图13-8。
⑴.刀具轻触工件左侧面,并把相对坐标清零。
⑵.轻触右侧面,此时相对坐标值为两刀中心距,除2后的相对坐标值为X方向中心点坐
标值。
⑶.移动到中心点,此时把X方向的机床坐标系坐标值填入设定页面[F4(MDI)——F3(坐
标系)]即可。
⑷.Y方向与X方向道理相同。
⑸.Z向对刀时,刀尖轻触工件表面(假设Z向零点为工件上表面)把此时的Z向机床坐
标系坐标值填入设定页面即可。
2.方法二(如图13-10)
⑴.刀具轻触工件左侧面,记住此时的机床坐标值X1。
⑵.刀具轻触工件右侧面,记住此时的机床坐标值X2。
⑶.X方向的编程零点X值=(X1+X2)/2。
⑷.把计算后的值填入设定页面[F4(MDI)——F3(坐标系)]即可。
⑸.Y方向与X方向道理相同。
⑹.Z向对刀与方法一相同。
数控铣床的对刀操作及基本编程 - 副本
实训2:华中世纪星教学型数控钻铣床的对刀操作及基本编程
- 1 - 数控铣床的对刀操作
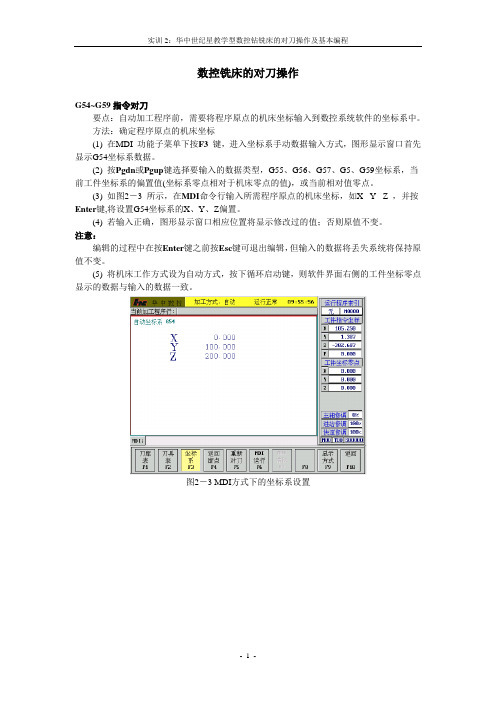
G54~G59指令对刀
要点:自动加工程序前,需要将程序原点的机床坐标输入到数控系统软件的坐标系中。
方法:确定程序原点的机床坐标
(1) 在MDI 功能子菜单下按F3 键,进入坐标系手动数据输入方式,图形显示窗口首先显示G54坐标系数据。
(2) 按Pgdn 或Pgup 键选择要输入的数据类型,G55、G56、G57、G5、G59坐标系,当前工件坐标系的偏置值(坐标系零点相对于机床零点的值),或当前相对值零点。
(3) 如图2-3 所示,在MDI 命令行输入所需程序原点的机床坐标,如X_ Y_ Z_,并按Enter 键,将设置G54坐标系的X 、Y 、Z 偏置。
(4) 若输入正确,图形显示窗口相应位置将显示修改过的值;否则原值不变。
注意:
编辑的过程中在按Enter 键之前按Esc 键可退出编辑,但输入的数据将丢失系统将保持原值不变。
(5) 将机床工作方式设为自动方式,按下循环启动键,则软件界面右侧的工件坐标零点显示的数据与输入的数据一致。
图2-3 MDI 方式下的坐标系设置。
工件坐标系零点偏移G54G59功能

1-5-3 零件加工计划(二)
走刀路线的确定 走刀路线的确定及相关计算
在盖板零件加工 时,安排走刀路 线如右图所示 (参考):
基点坐标
A(-40,-40)、B(-27,-36)、C(27,-33)、 D(27,33)、E(-27,33)、F(-30,-33)
1-5-4 零件加工计划(三)
刀具及切削用量的选用 立铣刀 立铣刀:铣刀的圆柱表面和端面
该盖板零件加工所需用的刀具如下(参考):
铣矩形凸台,Φ12平底立铣刀;
切削用量选择
1-6 数控机床的面板及基本操作
(1)数控铣床系统面板介绍 FANUC0i Mate系统
1-6 数控机床的面板及基本操作
(2)数控铣床面板介绍
FANUC0i
Mate机床操作面板
1-6 数控机床的面板及基本操作
(3)数控铣床基本操作
实施
(实施加工计划)
评估
(评价加工质量)
零件图样
零件图样
盖板加工工艺过程卡片
(单位)
零件工艺过程卡
45# 工序名 下料 刨 数铣 ... 下料 刨四方至尺寸72×60 铣台阶至尺寸66×54 ... 毛坯种类 型材 工序内容
产品型号 产品名称 毛坯外形尺寸 车间 下料车间 机床 剪板机 刨床 KV650 ... 设计 ... 校对 ... 审核 ... 标准化 ... 会签 盖板 72×60×6 工艺装备
数控铣床的基本操作对刀简单平面零件铣削加工工艺g01g00等基本指令编程数控机床坐标系及编程格式数控铣床的主要类型及技术参数数控铣床的主要类型及技术参数单元信息零件毛坯资讯明确任务盖板零件的加工决策选择加工方案计划制订工艺计划实施实施加工计检查检查控制评估评价加工质量产品零件图样单位零件工艺过程卡产品型号产品名称盖板材料牌号45毛坯种类型材毛坯外形尺寸72606工序号工序名工序内容车间机床工艺装备下料下料下料车间剪板机刨四方至尺寸7260刨床铣台阶至尺寸6654kv650设计校对审核标准化会签标记更改文件号12数控加工基本知识铣削技术基础铣削技术基础bbeeccddaa坐标系机床种类机床面板铣削刀具编程基础text按构造上分类数控铣床主要类型按主轴位置分类数控立式铣床卧式数控铣床工作台升降式数控铣床主轴头升降式数控铣床龙门式数控铣床编程操作1从数控铣床操作和编程两方面认识坐标系机床参考坐标系机床参考坐标系工件坐标系工件坐标系工件坐标系工件坐标系右手迪卡尔坐标系右手迪卡尔坐标系22右手迪卡尔坐标系右手迪卡尔坐标系33坐标轴的确定坐标轴的确定确定z坐标11确定x坐标2233确定y坐标及其它坐标一般为垂直方向平行于主轴轴线一般为水平方向平行于工件装夹平面44概念小结概念小结零件图样数控机床数控手工编程的内容与步骤14指令的编程格式和方法数控编程规则平面选择指令g17g18g19绝对坐标与增量坐标指令g90g91公英制编程指令g2lg20142常用编程指令含义g00指令功能
数控机床应用与操作 电子教材-数控铣床与加工中心操作与应用-任务4 对刀操作-1对刀方法概述

项目四数控铣床与加工中心操作与应用任务4 对刀操作一、对刀方法概述(一)对刀的概念与实质由于数控加工程序是零件图样(或零件模型)上建立了工件坐标系之后编制出来的,而零件(或毛坯)第一次装夹在机床工作台上时,其位置时不确定的。
因此在数控机床上运行程序加工零件之前,必须首先先完成对刀操作,并设置相关参数(刀具长度补偿与半径补偿)。
对刀的过程就是建立工件坐标系与机床坐标系之间关系的过程。
对刀的目的是通过刀具或对刀工具确定工件坐标系与机床坐标系之间的空间位置关系,并将对刀数据输入到相应的存储位置。
它是数控加工中最重要的操作内容,其准确性将直接影响零件的加工精度。
对刀的实质就是找出工件坐标系原点在机床坐标系中坐标值(称为偏置值),并输入到机床数控系统中与程序规定的工件坐标系(G54~G59之一)相应的寄存器中,同时还要根据NC程序等工艺文件设置刀具半径偏置与长度偏置。
因此,对刀前不仅要将工件通过夹具装在机床工作台上,根据刀具卡片明确加工过程中需要使用的刀具,还要明确编程时确定的工件坐标系原点的位置与编程使用的工件坐标系指令(G54~G59之一)。
对于外形尺寸接近工作台与主轴行程的零件,还要根据安装对刀操作分为X 、Y 轴对刀和Z 轴对刀。
其中X 、Y轴对刀一般在机床上,可以使用刀具或寻边器、对刀棒等对刀工具。
对于在一次装夹中所要加工的同一个工件,所使用的任何刀具,其工件坐标系的X偏置与Y偏置都是相同的;而Z 轴对刀操作涉及多把刀具,可以在机床上完成,但必须使用刀具,还可借助量块、标准圆柱棒、塞尺、Z轴设定器等;也可在机床外部借助对刀仪和数控程序完成Z轴,但须事先测量出主轴下端面到工件原点的距离并设定在机床的工件坐标系G54~G59之一中。
(三)对刀方法的选择依据与目的要根据现有条件和加工精度要求选择对刀方法,可采用试切法、寻边器对刀、机内对刀仪对刀、自动对刀等。
其中试切法对刀精度较低,加工中常用寻边器和Z 向设定器对刀,效率高,能保证对刀精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工中心的G54~G59对刀
一、寻边器的使用方法
若工件表面为矩型表面或圆柱表面且对刀点为中心点或任意点时,可采用寻边器对刀,寻边器分为机械式(如图13-1)和光电式如图(13-2)。
使用机械式寻边器对刀时,使主轴旋转(600~660转/分),让触头慢慢接近工件表面,当寻边器从中间状态突然变为结果状态时(如图13-3),记住此时的坐标值,此时认为主轴中心距工件一个触头的半径。
这种方法具有对刀精度高,速度快的特点。
光电式寻边器内置电池,当其找正球接触工件时,指示灯点亮,此时记录机床坐标值(如图13-4)。
图13-1机械式寻边器图13-2光电式寻边器
图13-3
图13-6机械式Z向设定器图13-7光电式Z向设定器
图13-8 Z向设定器使用方法
三、采用G54~G59对刀时的基本原理及特点
1.基本原理
G54~G59对刀时关键是确定工件坐标系原点在机床坐标系下的坐标值,当对刀点选择为工件坐标系原点时,若把刀具移动到对刀点,此时机床显示的机床坐标系坐标值就是工件坐标系原点在机床坐标系下的坐标值。
如图13-9。
图13-9
2.特点
⑴.机床突然断点后,不丢失位置,机床上电后,回过参考点后可继续加工。
⑵.使用前必须回参考点。
四、采用G54~G59时方法举例
1.方法一。