齿轮锻造课程设计
ZG45齿轮铸造工艺设计-课程设计
采用增加铸件壁厚法来设计起模斜度齿轮轮是采用木模样自硬砂造型,经资料[2]可 得,模样外表面的起模斜度α=0°40′,a=2.0mm。
2.4 砂芯设计
齿轮轮毂中间孔是需要铸造出来的,因此必须安放一个砂芯。为了不影响冒口的摆 放位置,所设计的砂芯在靠近冒口的端面与铸件齐平。砂芯高为 150mm,芯头斜度为 45°。
采用手工造型中的砂箱造型,采用两箱造型。 齿轮轮毂的通孔中间是需要铸造出来的,因此必须制作一个芯子。对于一箱一件的 铸造工艺来说,我们可以采取手工制芯中的芯盒制芯方法。该方法的主要特点是,用芯 盒内表面形成的砂芯的形状,砂芯尺寸精确,可制造小而复杂的砂芯。
2.3 工艺参数设计
2.3.1 铸件尺寸公差
ZG45 齿轮铸造工艺设计(论文)
摘要
为了获得 ZG45 齿轮铸造的合理铸造工艺设计方案,初步设计了 ZGc45 齿轮的铸造 工艺方案,通过 PROCAST 进行模拟仿真,根据模拟结果,对其进行分析,铸造工艺方 案的合理性。结果表明:45 齿轮轮的浇注系统采用底注式;浇口比为∑S 内:∑S 横:∑S 直=1.0:0.8:1.2;冒口为标准腰形暗冒口,个数为 6 个,尺寸为 a=70mm,b=140mm, h=105mm。这样的铸造工艺设计方案对于 45 大齿轮轮来说是合理的。
1
2 铸造工艺设计
2.1 铸件结构铸造工艺性分析
技术要求:①该钢件在铸造后加工,表面不得有夹渣、裂纹等铸造缺陷。②粗车调 质 HB220-255。③128HD 双键槽对φ中心不得>0.04/150。④未注明铸造圆角均为 R5~10mm。为了保证吃轮的高质量所以齿轮的齿和轮毂上的键槽不铸出,后期加工出来, 其结构如下图:
对齿轮工作条件的分析,根据其性能特点制定正火、调质、高频退火、低温回火热 处理工艺。
齿轮锻造课程设计说明书
齿轮锻造课程设计说明书(总23页) -本页仅作为预览文档封面,使用时请删除本页-编号课程设计说明书题目圆柱齿轮热模锻工艺及模具设计二级学院材料科学与工程学院专业材料成形及控制工程班级学生姓名学号指导教师职称时间目录绪论....................................................................................................... 错误!未定义书签。
1 零件分析及工艺方案确定 (1)零件分析 (1)工艺方案的确定 (1)2 热模锻压力机模锻件设计 (3)选择分模面 (6)确定模锻件加工余量及公差 (7)确定锻件模锻斜度 (9)确定锻件圆角半径 (9)确定锻件连皮 (10)确定模锻件的技术要求 (10)绘制锻件图及计算锻件基本数据 (11)3 热模锻压力机锻模设计 (11)设备吨位的确定 (12)选择飞边槽 (12)确定排气孔 (13)终锻模膛设计 (13)预锻模膛的确定 (14)其他模膛设计 (14)4 热模锻压力机模锻工艺设计 (15)选择制坯工步 (15)确定坯料尺寸 (15)5锻模结构设计 (16)6锻前加热锻后冷却及热处理要求的确定 (19)确定加热方式,及锻造温度范围 (19)确定加热时间 (19)确定冷却方式及规范 (19)确定锻后热处理方式及要求 (19)7 确定模具材料及热处理的要求 (20)8模锻工艺流程确定 (21)9参考文献 (22)绪论锻造是一种借助工具或模具在冲击或压力作用下加工机械零件或零件毛坯的方法。
与其它加工方法相比,锻造加工生产率高;锻件的形状,尺寸稳定性好,并具有最佳的综合力学性能。
锻件的最大优势是韧性高,纤维组织合理,件与件之间性能变化小;锻件的内部质量与加工历史有关,不会被任何一种金属加工工艺超过。
锻造生产根据使用工具和生产工艺的不同而分为自由锻、模锻和特种锻造。
自由锻造:一般是指借助简单工具,如锤,砧,型砧,摔子,冲子,垫铁等对铸锭或棒材进行镦粗,拔长,弯曲,冲孔,扩孔等方式生产零件毛坯。
齿轮锻造工艺设计_课程设计说明书

课程设计说明书齿轮锻造工艺设计摘要:本次课程设计说明了齿轮的锻造工艺,同时论述了齿轮零件的锻造工艺设计是一个涉及诸多综合性因素的问题,它与所选的制造机械零件材料的性能、制造的工艺过程、生产的现场条件、生产批量及经济性等因素有密不可分的关系。
只有了解了锻造的工艺要求和热处理的规范,以及选择合适的设备,才能完成齿轮的锻造。
目录一.绘制锻件图................................................. - 1 -1.确定锻件形状.............................................. - 1 -2.确定加工余量.............................................. - 1 -3.确定锻造公差.............................................. - 1 -4.绘制锻件图................................................ - 2 -二.确定锻造工艺............................................... - 3 -1.锻件分类及工序............................................ - 3 -2.制定变形工艺方案.......................................... - 3 -3.确定合适的锻比............................................ - 4 -三.确定毛坯的质量和尺寸....................................... - 5 -1.毛坯质量计算.............................................. - 5 -2.毛坯尺寸确定.............................................. - 6 -四.选定锻造设备及吨位......................................... - 7 -1.查表选定法................................................ - 7 -五.确定锻造温度及规范......................................... - 8 -1.确定锻造温度范围.......................................... - 8 -2.确定加热规范及火次........................................ - 8 -3.确定冷却方法.............................................. - 9 -4.确定冷却规范.............................................. - 9 -5.确定热处理规范............................................ - 9 -六.设计总结.................................................. - 10 - 致谢......................................................... - 11 - 参考文献..................................................... - 12 - 工艺卡....................................................... - 13 -一.绘制锻件图绘制锻件图是拟定锻造工艺规程、选择工具、指导生产和验收锻件的主要依据。
齿轮轮芯锻造课程设计
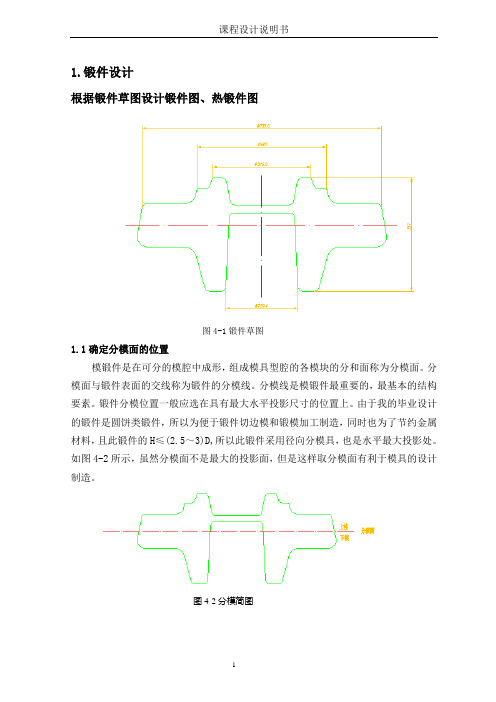
1.锻件设计根据锻件草图设计锻件图、热锻件图图4-1锻件草图1.1确定分模面的位置模锻件是在可分的模腔中成形,组成模具型腔的各模块的分和面称为分模面。
分模面与锻件表面的交线称为锻件的分模线。
分模线是模锻件最重要的,最基本的结构要素。
锻件分模位置一般应选在具有最大水平投影尺寸的位置上。
由于我的毕业设计的锻件是圆饼类锻件,所以为便于锻件切边模和锻模加工制造,同时也为了节约金属材料,且此锻件的H≤(2.5~3)D,所以此锻件采用径向分模具,也是水平最大投影处。
如图4-2所示,虽然分模面不是最大的投影面,但是这样取分模面有利于模具的设计制造。
图4-2分模简图1.2确定拔模斜度为便于模锻件从型槽中取出,必须将型槽壁部做一定的斜度,称为模锻斜度或出模角。
模锻斜度可以是锻件侧壁附加的斜度,也可以侧壁的自然的斜度。
斜度越大,取出锻件越容易。
但是,增大斜度会增加金属的消耗和机械加工余量,而且使金属充满型槽发生困难。
因此,在保证锻件能顺利出模的前提下,应尽量减小模锻斜度。
由于此锻件是回转体类锻件,所以,按公式:h/2r 来确定斜度。
图4-3锻件h1/r1=50/6=8.3 h2/r2=8/6=1.3 按 表4-5-c 查得模锻斜度分别为7︒和5︒。
为方便,拔模斜度全部采用7 ,如图4-3所示。
1.3确定公差确定锻件机械加工余量和公差的大小的方法主要有两种:一是按锻锤吨位大小确定;另一中方法是按锻件的形状尺寸大小来查表确定;在这里用第二中方法。
由初步造型得出锻件体积为272850223d v mm =,其外轮廓包容体的体积为33.14366366366153947593.44b v m m =⨯⨯⨯=,从而可初步得出锻件形状复杂系数728502230.473153947593.44d b v s v === 由锻件形状复杂系数查 表4-3得其形状复杂程度为一般系数,代号2s ,根据所给任务书得锻件材料为42CrMo ,由锻件的体积以及材料密度得出锻件的质量:3728502237.85/571874571.91000d m v g cm g kg ρ=⨯=⨯=≈根据锻件质量m 、锻件形状复杂系数2s 、锻件的相关尺寸及零件表面粗糙度查[5]表4-3得出机械加工余量查出为1.7 2.2,取最大值2mm ;根据材质系数1M 、形状复杂系数2s 、锻件质量m 以及锻件的相关尺寸查 表4-5,并且以同类中的最大公差为最后公差得:宽度公差 1.10.51.6+- 高度公差 0.90.51.4+- 错差公差 0.6 残留飞边公差 0.6根据材质系数1M 、形状复杂系数2s 、锻件质量m 以及锻件的相关尺寸查[5]表4-7,并且以最大公差为最后公差得: 厚度公差 1.20.41.6+- 。
锻造双联齿轮课程设计

锻造双联齿轮课程设计一、课程目标知识目标:1. 学生能理解并掌握双联齿轮的基本概念、结构和原理;2. 学生能够描述双联齿轮的锻造工艺流程及其在机械传动中的应用;3. 学生能掌握并运用双联齿轮的相关公式进行简单计算。
技能目标:1. 学生能够运用所学知识,分析并解决双联齿轮锻造过程中的实际问题;2. 学生能够熟练使用相关工具和设备,完成双联齿轮的锻造操作;3. 学生能够通过团队协作,完成双联齿轮锻造工艺的设计和优化。
情感态度价值观目标:1. 培养学生对机械制造和锻造工艺的兴趣和热情;2. 培养学生严谨、细致、勤奋的学习态度,提高学生对工艺流程和操作规范的重视;3. 培养学生的团队协作精神,提高沟通、交流和合作能力。
课程性质:本课程为实践性较强的技术学科课程,注重理论联系实际,突出学生的动手操作能力。
学生特点:初中年级学生对机械制造有一定的兴趣,动手能力强,但理论知识相对薄弱。
教学要求:结合学生特点,以锻造双联齿轮为主题,采用讲解、示范、实践相结合的教学方法,引导学生掌握理论知识,提高操作技能,培养良好的情感态度价值观。
通过分解课程目标为具体的学习成果,为后续教学设计和评估提供依据。
二、教学内容1. 双联齿轮的基本概念:介绍齿轮的分类、双联齿轮的定义及特点;2. 双联齿轮的结构与原理:讲解双联齿轮的组成结构、工作原理及其在机械传动中的应用;3. 锻造工艺流程:分析双联齿轮锻造的工艺流程,包括原材料准备、加热、锻造、冷却等;4. 锻造设备与工具:介绍双联齿轮锻造过程中所使用的设备、工具及其正确使用方法;5. 双联齿轮锻造操作技巧:讲解锻造过程中的操作要点、注意事项;6. 双联齿轮锻造工艺设计与优化:探讨如何根据实际需求,进行锻造工艺的设计与优化;7. 双联齿轮的相关计算:教授与双联齿轮相关的力学、几何学计算方法。
教材章节关联:教学内容与教材中“齿轮传动”、“锻造工艺”等章节密切相关。
教学进度安排:1. 基本概念、结构与原理(1课时)2. 锻造工艺流程、设备与工具(1课时)3. 锻造操作技巧(1课时)4. 锻造工艺设计与优化(1课时)5. 双联齿轮相关计算(1课时)教学内容科学系统,结合实践操作,确保学生掌握双联齿轮锻造的理论知识和操作技能。
小齿轮锻造工艺设计
小齿轮锻造工艺设计说明书课程设计题目:小齿轮目录锻造工艺说明书 (1)一.前言 (3)二.设计步骤 (3)1.审查零件图 (3)2.绘制锻件图 (4)3参数选择 (5)3.1工艺参数 (5)3.2选择数据 (5)3.3确定方法 (5)3.4数据处理 (6)4.锻造工艺 (6)5.修整锻件 (8)三.锻造工艺流程卡(见附表) (10)四.总结 (10)五、参考文献: (11)附件: (13)一.前言锻造生产的目的是坯料成型、及控制其内部组织性能达到所需的几何形状,尺寸以及品质的锻件,钢和大多数非铁金属及合金具有不同程度的塑性,均可在冷态或热态下进行塑性加工成型。
本次锻造工艺设计课程设计的是小齿轮,相对于同组同学的设计任务,小齿轮的设计工序内容会比较少,所以我会有更多的时间去完善细节设计,争取做到无瑕疵设计。
该齿轮所选材料为40MnB。
锻造过程中需要将坯料加热到其再结晶温度之上。
钢的开始再结晶温度约为727℃,但普遍采用800℃作为划分线,高于800℃的是热锻;在300~800℃之间称为温锻或半热锻。
该齿轮生产采用单件小批量生产方式,故对其采用自由锻工艺。
自由锻造是利用冲击力或压力使金属在上下砧面间各个方向自由变形,不受任何限制而获得所需形状及尺寸和一定机械性能的锻件的一种加工方法。
自由锻造的基本工序包括镦粗、拔长、冲孔、切割、弯曲、扭转、错移及锻接等。
制定自由锻的工艺规程包括绘制锻件图、确定变形工步,计算坯料质量和尺寸,选定设备和工具,确定锻造温度和加热范围和加热、冷却及修整处理的方法和规范。
最终完成齿轮设计。
二.设计步骤1.审查零件图当收到零件图时,要根据设计要求检查零件图是否存在不合适之处,相对的技术要求能否满足加工要求。
如果存在不合适之处在和老师交流后,作以正确更改。
此小齿轮零件图没有标明齿根高系数,所以不能确定齿根圆半径,通过观察分析确定了合适的齿根圆半径;此外右视图并没有画出,所以我根据上一步算尺的数据,补全了零件图。
锻造双联齿轮课程设计

锻造双联齿轮课程设计一、教学目标本课程旨在让学生掌握双联齿轮的基本概念、原理和应用,培养学生运用数学知识解决实际问题的能力,提高学生的动手实践能力和创新意识。
1.了解双联齿轮的定义、分类和特点。
2.掌握双联齿轮的啮合原理和计算方法。
3.熟悉双联齿轮在机械传动中的应用。
4.能够运用数学方法分析双联齿轮的啮合过程。
5.能够运用公式计算双联齿轮的参数。
6.能够设计简单的双联齿轮传动系统。
情感态度价值观目标:1.培养学生对机械传动领域的兴趣,激发学生探索未知的精神。
2.培养学生团队合作意识,提高学生解决问题的能力。
3.培养学生关爱环境,珍惜资源的意识。
二、教学内容本课程的教学内容主要包括双联齿轮的基本概念、原理和应用。
1.双联齿轮的定义、分类和特点。
2.双联齿轮的啮合原理和计算方法。
3.双联齿轮在机械传动中的应用。
第1课时:双联齿轮的基本概念第2课时:双联齿轮的啮合原理第3课时:双联齿轮的计算方法第4课时:双联齿轮的应用三、教学方法为了提高教学效果,本课程将采用多种教学方法,如讲授法、讨论法、案例分析法和实验法等。
1.讲授法:通过讲解双联齿轮的基本概念、原理和计算方法,使学生掌握相关知识。
2.讨论法:学生就双联齿轮的应用场景展开讨论,培养学生的思考能力和团队协作精神。
3.案例分析法:分析实际案例,使学生更好地理解双联齿轮在机械传动中的应用。
4.实验法:安排学生进行双联齿轮实验,提高学生的动手实践能力和创新意识。
四、教学资源为了支持本课程的教学,我们将准备以下教学资源:1.教材:双联齿轮基础知识及应用。
2.参考书:机械传动原理、齿轮设计手册等。
3.多媒体资料:双联齿轮动画演示、实际应用视频等。
4.实验设备:双联齿轮实验套件、测量工具等。
通过以上教学资源,为学生提供丰富的学习体验,提高教学效果。
五、教学评估本课程的评估方式包括平时表现、作业、考试等,以全面客观地评价学生的学习成果。
1.平时表现:通过观察学生在课堂上的参与度、提问回答等,了解学生的学习状态和理解程度。
齿轮的加工工艺课程设计

齿轮的加工工艺课程设计一、课程目标知识目标:1. 了解齿轮加工的基本工艺流程,掌握齿轮加工的主要工艺参数;2. 掌握齿轮的材料、热处理及其对齿轮性能的影响;3. 理解齿轮精度、齿面质量等评价标准及其对齿轮性能的作用。
技能目标:1. 能够分析齿轮加工工艺中可能出现的问题,并提出合理的解决方案;2. 能够运用所学知识,进行齿轮加工工艺的设计和优化;3. 能够熟练操作齿轮加工设备,完成齿轮的加工任务。
情感态度价值观目标:1. 培养学生热爱机械制造,关注齿轮加工工艺发展的积极态度;2. 增强学生的工程意识,认识到齿轮加工工艺在机械制造业中的重要性;3. 培养学生严谨、细致、团结协作的工作作风,提高学生的职业素养。
本课程针对高年级学生,结合齿轮加工工艺的学科特点,强调理论知识与实际操作相结合。
通过本课程的学习,使学生不仅掌握齿轮加工的基本理论知识,而且能够将所学知识应用于实际操作中,提高学生的实践能力和创新能力。
课程目标明确,可衡量,便于后续教学设计和评估。
二、教学内容1. 齿轮加工工艺概述- 齿轮加工的基本概念、分类及发展趋势- 齿轮加工工艺流程及其在机械制造中的应用2. 齿轮材料及热处理- 齿轮常用材料及其性能特点- 齿轮热处理工艺及其对性能的影响3. 齿轮加工工艺参数- 齿轮加工过程中的主要工艺参数及其作用- 各类齿轮加工工艺参数的选取原则4. 齿轮加工方法- 齿轮的车削、铣削、磨削加工方法- 齿轮的精密加工和特种加工方法5. 齿轮精度与齿面质量- 齿轮精度等级及其评价标准- 齿面质量对齿轮性能的影响6. 齿轮加工工艺设计与优化- 齿轮加工工艺设计原则及方法- 齿轮加工工艺优化案例分析7. 齿轮加工设备与操作- 常用齿轮加工设备的功能、结构及工作原理- 齿轮加工设备的操作方法及注意事项教学内容根据课程目标进行选择和组织,保证科学性和系统性。
教学大纲明确,涵盖齿轮加工工艺的各个方面,包括概述、材料热处理、工艺参数、加工方法、精度质量、工艺设计与优化以及设备操作等,与教材章节相对应,便于教学实施和进度安排。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课程设计说明书课程:热加工工艺课程设计题目:齿轮锻造工艺设计姓名:专业:机械设计制造及其自动化班级:10机电一班学号:指导老师:课程完成时间:2012.5.18至2010.5.31摘要锻造生产的主要目的是坯料成型、及控制其内部组织性能达到所需的几何形状、尺寸以及品质的锻件,钢和大多数非金属及合金具有不同程度的塑性,均可在冷态或热态下进行塑性加工成型。
锻造通常分为自由锻和模锻。
自由锻一般是在锻锤或水压机上,利用简单的工具将金属锭或块料锻成所需形状和尺寸的加工方法。
自由锻时不使用专用模具,因而锻件的尺寸精度低,生产率也不高,主要用于单件、小批量、大锻件生产或冶金厂的开坯。
模锻是在模锻锤或热模锻压力机上利用模具来成形。
由于金属的成形受模具控制,因此模锻件具有相当精确有外形和尺寸,也有相当高的生产率,适合大批量生产。
按照锻造设备的成形特点,又可以将自由锻分为手工锻造、锤上锻造和水压机锻造,而模锻分为锤上模锻、压力机模锻、平锻机模锻等。
齿轮的锻造采用自由锻。
自由锻是利用压力或冲击力上金属在上下低铁之间产生塑性变形,从而获得锻件形状的方法。
但是,与铸造、焊接等加工方法相比较,锻造的形状比较简单,生产外形复杂和有内腔的零件比较困难。
The main purpose of forging production is blank forming, and control the internal organization performance to the required geometric shape, size and quality of forging, steel and most nonmetal and alloy with different degrees of plastic, all can in the cold or hot state under the plastic processing molding. Forging usually divided into free forging and die forging. Free forging is generally in forging hammer or hydraulic press, using simple tool will metal ingot or piece of material into the forging shapes and sizes of processing method. Free forging, never use special die, and the size of the low precision forging,productivity is not high also, mainly used for single piece and small batch, large forgings production or metallurgy plant country.three of. Die forging die forging hammer or is in hot die forging presses use the mold to forming. Because of the metal forming mold control by, so die forging a fairly accurate shape and size have, also have very high productivity, suitable for mass production.According to the characteristics of the forming of forging equipment, and can be divided into manual free forging hammer forging, the hydraulic press forging and forging, and die forging hammer forging, divided into the press forging, flat forging die forging machine, etc.Gear forging the free forging. Free forging is by using pressure or impact on low iron metal in fluctuation between produce plastic deformation, to get the shape of forgings method. But, with the cast, welding, machining methods compare, forging shape is simple, the production and the inner cavity shape complex parts more difficult.目录一.绪论 (5)二.总设计方案 (6)三.具体的设计方法及步骤 (7)3.1绘制锻件图 (7)3.2确定变形工艺 (7)3.3计算坯料及尺寸 (8)3.4选定设备及吨位 (8)3.5确定锻造温度范围 (8)四. 工艺流程 (9)五. 结论 (9)六. 致谢 (9)七. 参考文献 (10)一、绪论锻造是机械领域内生产零件或坯料的金属压力成形方法。
锻造是用锤或压力机在热态或冷态下对金属锻打呈加压使金属发生塑性变形,从而获得所需形状的过程。
锻造不仅可以得到一定形状和尺寸的锻件,同时可以提高金属的内在性能。
经过塑性变形而成的车轴、车轮和曲轴等锻件,内部变得密实、均匀,不仅强度高,而且有韧性,不易发生断裂。
锻造加工的特点(1)零件的高质量金属在塑性变形过程中,其内部组织得到改善,金属连续性好,具有优良的力学性能。
这是其他加工方法难以实现的。
(2)较高的生产率生产效率高,适于大量生产。
(3)减少金属材料的加工损耗锻造加工的塑性变形是通过材料的形状改变和体积转移来实现的。
使用精密锻造压力加工,可使锻压件的尺寸精度和光洁度接近成品,可以不产生切削,材料利用率高,节约大量的金属材料。
(4)适用范围广能加工各种形状及大小的零件,从形状简单的螺钉到形状复杂的曲轴,从质量不到1g的表针到重量达数百吨的大轴都可以锻造。
由于锻造加工具有以上的特点,因此在冶金、有色金属加工、汽车、拖拉机、宇航、军工、仪表、电器和日用五金等工业部门中得到了越来越广泛的应用。
二、总设计方案1.绘制锻件图根据零件的基本图样,结合自由锻工艺特点考虑余块、锻件质量和锻造公差等因素绘制而成。
2.计算坯料质量及尺寸(1)根据锻件的形状和尺寸可先计算锻件的质量,再考虑加热时的氧化损失,冲孔时冲掉的芯料以及切头的损失。
M坯=m锻+m烧+m头+m芯(2)坯料尺寸的确定坯料尺寸与所用第一个基本工序有关,由于齿轮是饼状、空心类锻件,用镦粗工序锻造时为了避免镦弯应使坯料高度h不超过直径有2.5倍且大于直径的1.25倍。
3.选择锻造工序齿轮的锻造,根据其横向尺寸大于或近于高度的特点一般以镦粗为主,材料有凸肩时选垫环镦粗或局部镦粗,若锻件孔需冲出还需采取冲孔。
4.选定锻造设备选定锻造设备依据锻件尺寸、材料和质量,同时还要适当考虑车间现有设备条件。
若设备吨位太小,锻件内部锻不透,生产率也低,反则造成设备和动力的浪费,且操作不便也不安全。
吨位的选择可以查表得到。
5.确定锻造温度及规范(1)确定锻造温度范围可以从表中查出,基本的原则是确保钢在锻造温度范围内具有良好的塑性和较低的变形抗力,能够锻造出优质锻件,且较宽的锻造范围和较少的加热次数以及较高的生产率。
(2)确定加热及冷却范围对于导热性好,直径小于150~200mm的碳素结构钢小件,采用一般加热规范,一般高温装炉,炉温控制在1300~1350度当坯料加热至始锻温度后,立即出炉锻造。
(3)确定冷却方法及规范根据要求选择空冷、坑冷或炉冷,中小型碳钢和低合金钢锻后均采用冷却速度较快的方法、碳素工具钢、合金工具钢及轴承钢,锻后先空冷鼓风或喷雾等快速冷却到200摄氏度,然后把锻件放入坑中或炉中缓冷。
(4)切削加工(5)最终热处理三.具体设计方法及步骤1.绘制零件图该零件材料为40Cr,生产批量小,采取自由锻造齿轮坯。
齿轮上的齿形圆周小凹槽,凸肩以及8XФ30mm通孔等部分,采用自由锻方法很难成型这些部位,因此考虑到技术上的可行性和经济性,决定不与锻出,并采用附加余块简化锻件外形,以利于锻造。
锻造出齿轮坯后可以进一步切削加工,最后成形。
根据零件图的尺寸规格,对照表所列中零件的高度和直径范围,可以查出齿轮锻件加工余量和公差。
D=289,h=52,查得的加工余量及公差为锻件水平方向a=10+-4,锻件高度方向b=9+-3,内孔的双边c=13+-5,然后按查得的公差数值,便可给出凸肩齿轮的锻件图。
2.确定变形工艺凸肩形齿轮锻件属于空心锻件,根据锻件形状尺寸,确定在锻锤上进行锻造,且主要变形工艺为镦粗、冲孔、冲头扩孔等工序,同时根据锻件上的凸肩形状确定采用垫环辅助局部镦粗成形。
目前这类锻件一般采用局部镦粗,而镦齐成形则适于直径和高度较小的凸肩锻件。
由于齿轮内径较大,因此确定采用冲头扩孔,但考虑到冲孔扩孔时金属将会沿着径向波动,并沿着凸肩高度方向产生拉缩现象,因此垫环镦粗后的尺寸应比锻件外径小些,且凸肩高度应比锻件凸肩大些。
(1)镦粗由于锻件带有单面凸肩,需采用垫环镦粗,这里要确定垫环尺寸。
垫环孔腔体积V垫应比锻件凸肩体积V肩大10%--15%,经计算V肩=753253mm3。
则V垫=(1+12%)v肩=1.12x753253=843643mm3考虑到孔是会产生接拉缩有,垫环高度H垫应比凸肩增大15%--30%。
所以H垫=1.2H肩=1.2x34=40.8mm取40mm 垫环内径d垫可根据体积不便求得,即垫环内壁应有斜度7度,上端孔径定为163mm,下端孔径定为154mm。
为了除去氧化皮在垫环镦粗之前应进行平砧镦粗,工艺过程如图。
平砧镦粗后坯料的直径应小于垫环内径,经执环镦粗后上端法兰部分直径应小于锻件最大直径。
(2)冲孔冲孔应使冲孔芯料损失小,同时扩孔次数不能太多,冲孔直径d应小于或等于D/3即d冲<=D/3=213/3=71mm,实际选用d=60mm。
(3)扩孔总扩孔量为锻件孔径减去冲孔直径,即(131-60)=71mm,一般每次扩孔量为25~30mm,分配各次扩孔量为21mm、25mm、25mm。