DSP控制的IGBT逆变式GMAW焊接电源主电路设计(精)
基于DSP的直流高压电源逆变系统的设计

lar SPWM in the inverter circuit is analyzed in detail. The generation method and program design of SPWM in the DSP are em ⁃
phatically introduced. The corresponding program is written in the CCS according to the program design process. The SPWM out⁃
样法计算正弦脉宽调制技术的基本原理进行阐述,介绍
随着各个国家对电源研发的大量投入和现代电力电子
其在全桥逆变中的工作特点,最后结合 DSP 设计 SPWM
技术的快速发展,利用现代开关电源技术可以解决传统
电源存在的突出问题。在开关电源的设计中逆变系统
是 整 个 电 源 设 计 的 关 键 ,其 主 要 包 括 相 关 硬 件 电 路 和
但本文为了使电源具有较好的稳定性和可靠性,仍旧采
点。现代的 SPWM 多采用微处理器通过软件设计的方
收稿日期:2018⁃05⁃04
主电路的设计
在现代直流高压电源的设计中,为了减小谐波和提
修回日期:2018⁃07⁃03
基金项目:国家自然科学基金项目(21327801);莙政学者项目(lzujbky⁃2017⁃sp08)
put with a frequency of 20 kHz is realized. The experimental results show that the whole system can work steadily.
Keywords:DC high⁃voltage power supply;DSP;full bridge inverter circuit;control loop;RCD;SPWM
DSP控制的单位功率因数弧焊逆变电源

o M tb S un a ot itn t m icci a m t & t cno n l / lk pmz i o h a iu pr er h otl aa i i n m d i ao f e n t r a e e r
ccipr t s Dga cn o ssm s n e o DS ci, l i t iu a me r it ot l t d i b d r t a e ; il r y e e g a s n P p i u n h h n d g c e hrw r ds n d sf ae s n S d ad a z a vl cn o a a ei a t ow r d i ; y a l e oe P C t l d e g n h e t eg t u n ny n F or sa g wt f eat y tt y h csdt re i o r u. I t eda a e n n rr espl wt l a nc t t n , r w li i e epw r py h hr oids ro h n n n h e c d g t o v u i o w m io i a s be dvl e. fr s g fr aotA v lg-l an c cit o g en e pdT e e t e P C ps oae e t g u o l y e o h o -a o F d C t e v i i t o r p ad e ods g aot f l de e e c ci E pr et o ae g n t s n-ae p u bi i rr u. e m ns vr e h e c t d s l rg n t v i t x i r f a cr n cn o t hiu ad C n o sa g wt fr a dt hv vla d uet t l nqe P c t l t y h e s u ae i t r or e c n F or t e r i o c t y ad e
DSP+MCU数字控制脉冲GMAW铝合金焊机研究

冲 G W 铝 合 金 焊 机 , 体 原 理 框 图 如 图 1所 示 。 MA 具
D P主要 处理 焊 接 过 程 中焊 接 电流 、 接 电压 信 号 和 S 焊
控 制焊 接输 出波形 , U主要处 理人 机交互 信 息 , MC 双核
冲 G W 焊 接 电源 。 MA
图 1 基 于 D P+MC S U数 字 控 制 脉 冲 G W 焊接 MA
收 稿 日期 : 0 9—1 20 2—1 5
电源 的原 理 框 图
1
试验研究 r 掳 蜉
性 能控制 、 专家 系统 等功 能 , 合 各 种铝 合 金不 同场 合 适
制、 熔滴过渡控制 、 电弧性能控制 、 专家 系统等功能 , 适合各种铝合金不同场合 的应 用。焊接试验结果 表明 , 焊接 工 艺性能 良好 , 焊缝成形均匀一致 , 建立 的焊接 电源数字控制平 台可用 于铝合金焊接工艺 的研究。
关 键 词 : 脉 冲 GMA W 焊接 电源 铝合金焊接工艺 数 字 化
之间采 用通讯 方式 进行 信 息交 互 。设 计 的数 字化 控 制
电 源具 有焊接 电源输 出波 形控 制 、 熔滴 过 渡控 制 、 电弧
高 、 腐蚀性 好 、 温 下 能保 持 良好 力 学 性 能 等 特 点 , 耐 低 在航 空 、 航天 、 车 、 船 等 行 业 得 到 越来 越 广泛 的应 汽 造 用 , 而促进 了脉 冲 G A 焊 接 技术 及 焊接 设 备 的发 从 M W 展 。但 是 由于不 同的 焊接 母 材 、 焊接 材 料 对焊 接 电源 的输 出波形存 在不 同的 要求 , 即存 在最 佳 的控 制方 案 , 同时由于脉 冲焊 接存 在 诸 多 的可 调 焊接 参 数 ( 脉 冲 如 电流 、 冲时 间、 值 时 问、 值 电流 、 流 上 升 时 间 、 脉 基 基 电
基于DSP的逆变电源控制器的设计
基于DSP的逆变电源控制器的设计摘要本文讨论的逆变电源控制器采用数字信号处理器(dsp)对逆变电源系统进行全数字控制,通过改变pwm波形的脉冲宽度和调制周期可以达到调压和变频的目的,并融合了多元化的保护功能使逆变电源系统的驱动电路变得简单可靠。
关键词逆变;脉宽调制;svpwm;控制器中图分类号tm4 文献标识码a 文章编号 1674-6708(2011)49-0184-02许多行业的用电设备不是直接使用通用交流电网提供的交流电作为电能源,而是通过各种形式对其进行变换,从而得到各自所需的电能形式。
其幅值、频率稳定度及变化方式因用电设备的不同而不尽相同,例如通信电源、不间断电源、医用电源等都是通过整流和逆变组合电路对原始电能进行变换后得到的。
电力系统中,将电网交流电通过整流技术变成直流电,然后通过逆变技术,将直流变成高频交流,再通过高频变压器降压,就达到缩小变压器体积和提高供电质量的目的了[1]。
工控行业中,应用广泛的交流伺服电机的驱动单元使用的是频率可调的三相交流电,而电网提供的交流电是不变的,为了得到幅值和频率可调的三相交流电,我们需要进行直交变换。
本文采用了ti公司生产的32位定点dsp控制器tms320f2812作为控制器主处理器,采用先进的svpwm空间矢量控制算法,并且融合了多元化的保护功能,通过电流采样实现了逆变电源的过流和短路保护,具有良好的实用性。
1 系统结构逆变器中的变流器由三组igbt组成,在其运行的过程中,igbt 的通断频率是很高的,这就需要驱动信号发生器有较高的运算速度,能够产生所需频率的驱动信号,而高性能控制器dsp可以满足这个要求。
ti公司生产的32位定点dsp控制器tms320f2812,其工作频率高达150mz,高性能的32位cpu,大大提高了控制系统的控制精度和芯片处理能力,是目前控制领域最先进的处理器之一,其pwm发生电路可以根据需要直接改变pwm输出频率,随时改变pwm 的脉宽,能够满足逆变器的控制要求。
igbt模块逆变器电路图大全(六款igbt模块逆变器电路设计原理图详解)
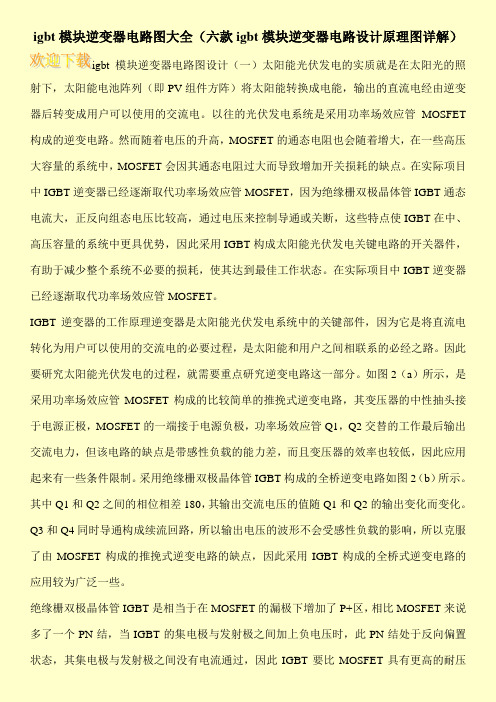
igbt模块逆变器电路图大全(六款igbt模块逆变器电路设计原理图详解)igbt模块逆变器电路图设计(一)太阳能光伏发电的实质就是在太阳光的照射下,太阳能电池阵列(即PV组件方阵)将太阳能转换成电能,输出的直流电经由逆变器后转变成用户可以使用的交流电。
以往的光伏发电系统是采用功率场效应管MOSFET 构成的逆变电路。
然而随着电压的升高,MOSFET的通态电阻也会随着增大,在一些高压大容量的系统中,MOSFET会因其通态电阻过大而导致增加开关损耗的缺点。
在实际项目中IGBT逆变器已经逐渐取代功率场效应管MOSFET,因为绝缘栅双极晶体管IGBT通态电流大,正反向组态电压比较高,通过电压来控制导通或关断,这些特点使IGBT在中、高压容量的系统中更具优势,因此采用IGBT构成太阳能光伏发电关键电路的开关器件,有助于减少整个系统不必要的损耗,使其达到最佳工作状态。
在实际项目中IGBT逆变器已经逐渐取代功率场效应管MOSFET。
IGBT逆变器的工作原理逆变器是太阳能光伏发电系统中的关键部件,因为它是将直流电转化为用户可以使用的交流电的必要过程,是太阳能和用户之间相联系的必经之路。
因此要研究太阳能光伏发电的过程,就需要重点研究逆变电路这一部分。
如图2(a)所示,是采用功率场效应管MOSFET构成的比较简单的推挽式逆变电路,其变压器的中性抽头接于电源正极,MOSFET的一端接于电源负极,功率场效应管Q1,Q2交替的工作最后输出交流电力,但该电路的缺点是带感性负载的能力差,而且变压器的效率也较低,因此应用起来有一些条件限制。
采用绝缘栅双极晶体管IGBT构成的全桥逆变电路如图2(b)所示。
其中Q1和Q2之间的相位相差180,其输出交流电压的值随Q1和Q2的输出变化而变化。
Q3和Q4同时导通构成续流回路,所以输出电压的波形不会受感性负载的影响,所以克服了由MOSFET构成的推挽式逆变电路的缺点,因此采用IGBT构成的全桥式逆变电路的应用较为广泛一些。
基于DSP逆变电源的设计

基于DSP逆变电源的设计霍国存【摘要】针对5 kVA电力专用UPS中逆变电源的使用情况,设计了基于DSP的逆变电源系统.该系统直接利用SPWM变频控制技术由DSP控制芯片生成SPWM 波,并采用重复控制与PI双闭环控制相结合的方法,将190~286V的直流电转换成50 Hz的220V的稳定交流电.结果表明,该设计能够达到系统稳、动态性能良好,且控制电路简化,结构紧凑,成本降低的目的.【期刊名称】《机电产品开发与创新》【年(卷),期】2013(026)001【总页数】3页(P72-74)【关键词】逆变电源;SPWM;DSP【作者】霍国存【作者单位】山西焦煤霍州煤电集团有限责任公司,山西霍州031400【正文语种】中文【中图分类】TB470 引言随着电力电子技术的飞速发展和逆变技术在许多领域的广泛应用,人们对逆变电源性能的要求,不仅要有很好的输出波形质量,而且对其稳态、动态性能的要求也日益提高。
逆变器输出波形质量主要包括三方面:一是稳态精度要高;二是动态性能要好;三是电路结构和控制方法要简单优良。
笔者提出了一种适用于5kVA电力专用UPS中的基于DSP控制的逆变电源系统。
该系统可将190~286V的直流电转换成50Hz、220V的稳定交流电。
在控制方案上采用重复控制与PI双闭环控制相结合的方法,其中重复控制能够很好地解决逆变输出的稳态性能;而PI控制有很好的动态调节能力,同时DSP控制芯片又有很高的数据处理能力以及丰富的接口电路,方便了系统的设计,同时也降低了开发成本和周期。
1 系统结构图1是逆变电源系统的结构。
该系统采用单相全桥逆变电路,选择IGBT作为主控器件。
控制回路由DSP控制芯片电路、采样电路、驱动电路、辅助电源电路等构成。
其中DSP控制芯片电路是系统的核心,可产生SPWM波形控制信号,从而控制驱动电路完成IGBT主控器件的驱动,同时监控逆变电源输出电压,并通过采样电路实现电源的闭环控制。
DSP+IGBT感应加热电源

4
在国外,数字技术在感应加热领域早已成熟应用, 已经全面替代模拟设备。而在国内,数字感应加热 设备的应用已经开始,越来越多的企业开始从事数 字设备的研发、制造、应用,也必将成为未来行业 发展的趋势。 感应加热电源广泛应用于金属热处理、淬火、透热、 熔炼、焊接、热套、半导体材料炼制、塑料热合、 烘烤和提纯等场合,利用在高频磁场作用下产生的 感应电流引起导体自身发热而进行加热。感应加热 与气体燃烧加热或者通电加热相比,具有显著节能、 非接触、速度快、效率高、工序简单、容易实现自 动化等显著优点。
3) 谐振频率和相位自动准确跟踪
4) 完善的限制保护措施
5) 双通道的中频和高频感应加热控制技术
10
越来越多的企业开始从事数字设备的研发、制造、应用,也必将成 为未来行业发展的趋势。数字式感应加热已具备如下的特点: 1、输出更为平稳,不会出现冷板电流下降的情况,加热更为 均匀; 2、多级保护,提高频繁启停工作状态下设备的可靠性,故障 率低,减少维修成本; 3、5段电流加热控制,使加热工艺设计更为灵活; 4、全面自动化兼容,可直接与PLC连接控制; 5、可存储10种工件加热参数,便于转产;
15
系统采用ZCS电路实现高频低损耗IGBT逆变,在DSP 的控制下,能快速精准地跟踪负载的变化,及时调 整逆变频率和相位;消除了目前普遍存在的IGBT逆 变容易脱离ZCS模式的缺陷,因此解决了IGBT容易损 坏的问题。较模拟式控制方式相比,系统在跟踪速 度、跟踪精度、综合保护能力、效率等性能上均明 显提高。 系统具有“自动”和“手动”两套独立的控制策略, 即使控制电路局部故障,“手动”模式仍能保证电 源继续工作,因此进一步提高系统可靠性和连续运 行能力。“手动”模式下提供恒电流运行模式以及 基本的限制保护功能;“自动”模式下可提供恒电 流、恒功率、温度闭环、分段定时等更多运行模式, 并提供更先进的其它功能。
基于DSP+MCU控制的双PI控制脉冲GMAW焊接电源

Electric Welding Machine·42·Electric Welding Machine本文参考文献引用格式:陈彦强,陈克选,杜茵茵,等. 基于DSP+MCU 控制的双PI 控制脉冲GMAW 焊接电源[J]. 电焊机,2021,51(4):42-47.基于DSP+MCU 控制的双PI 控制脉冲GMAW 焊接电源0 前言 在经典自动控制系统中PID 控制器对于闭环反馈系统来说是必不可少的,虽然随着控制理论的发展,产生了一系列新的控制算法,但是工业控制中应用最为广泛的仍然是PID 控制器,这是因为其原理简单、适应性强,算法容易实现,鲁棒性好。
焊机的稳定输出是靠PI 控制实现的,PI 控制在脉冲焊系统中实现脉冲控制是相当重要的,是实现恒流闭环控制和弧长调节的强有力手段。
数字PI 调节器也是实现低热输入数字控制系统的关键,是对收稿日期:2020-11-20;修回日期:2020-12-16作者简介:陈彦强(1994—),男,在读硕士,主要从事焊接过程控制与设备的相关研究。
E-mail:*****************。
通讯作者:陈克选(1962—),男,教授,主要从事新型弧焊电源及智能控制、焊接过程控制及计算机应用以及电弧增材制造设备及工艺 等领域的研究工作。
E-mail:*************。
电流和时间进行精确控制,实现精密焊接的基础[1]。
在干扰作用下被控量发生变化时,经过比例控制可以实时调整控制器的输出,从而使被控对象达到稳定的输出,但是纯比例控制会使得系统产生一个稳态误差,并且该稳态误差与比例系数呈正相关,即比例系数越大,稳态误差越大;积分控制作用的特点是能够消除稳态误差;微分控制能有效地减少过渡过程的动态偏差[2]。
考虑到微分项的加入虽然在某些场合可以提高系统的动态品质 ,但其运算和参数调整较为复杂,会占用过多时间,反而降低了系陈彦强1,陈克选1,2,杜茵茵1,董军强1,陈 鹏1(1.兰州理工大学 材料科学与工程学院,甘肃 兰州 730050;2.兰州理工大学 省部共建有色金属先进加工与再利用国家重点实验室,甘肃 兰州 730050焊接设备第 4 期Electric Welding Machine·43·统的快速性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第39卷第1l期2009年11月E1ectric重珲俄WeldjngMachiIleV01.39No.11Nov.2009DSP控制的IGBT逆变式GMAW焊接电源主电路设计王晓非,陈克选,肖笑,宋聚海(兰州理工大学材料科学与工程学院,甘肃兰州730050)摘要:针对GMAw对焊接电源的要求,设计了一台DsP控制的500A全桥式IGBT逆变GMAw焊接电源。
详细介绍了主电路的设计,包括输入整流电路、逆变功率开关IGBT的选型、中频变压器的设计、输出整流电路、电抗器。
以及功率开关IGBT的保护电路等的设计。
通过系统调试,所设计的主电路满足CMAW要求。
关键词:GMAw;DsP;lGBT;逆变电源;主电路中图分类号:TG439.9D鸭ign文献标识码:A,文章编号:100l一2303(2009)11瑚65—04GMAWweldingpowersourceofmaincirctlitofDSPcontroⅡedIGBTiIlVener够peWANGXiao—fei,CHENKe—xuan,XIAOXiao,SONGJu—hai§ch00lofMaterialScienceAndEn矛neering,LarIzhouUnjvers竹ofTechnolog),,IJanzhou730050,China)Ab8n甚ct:Fortheneed“thepower∞urceofGMAWwelding,aGMAWweldingpowerofIGBTfullb而dgeinvertercontr0UedbytheDSP(500A)isdesigned.T}lisp印e。
presentsadetaileddesi印ofthemaincircuitoftheinVe毗rGMAW.power舳urce.Includingpre一肫lectionofrectifierdiodes,theinverterpowers访把hesoptions,tI丑nsf0丌Ilerdesign。
0utputrertifier,Reactor,aswell蚰山eprotectionofIGBTpowerswilchingcircuiI.111mughchesystPmtest,themaincircuitcanmeetsthe肥edofKeyword8:GMAW;DSP;IGBT;inverterpowersource;maincircu“U刖吾逆变GMAW焊接电源具有体积小、质量轻、节主电路断电时,由R。
、C2和R2、Q为C。
、C3提供放电回路。
(2)逆变器。
功率电子开关IG】时在以n蚴脚A为核心的控制回路的作用下,周期性的开/关,将输入整流滤波电路产生的直流电变换成频率为20kHz材、高效节能和适应性强等优点,已经逐步应用于汽车、船舶、金属结构和压力容器等制造业中。
逆变焊接电源由主电路、控制电路和保护电路三部分组成【ll,其主电路拓扑结构通常有推挽式、半桥式、全桥式等形式。
本研究设计的逆变电源输出电流500A,空载电压67V,频率20kHz。
功率较大,因此选择IGBT全桥式逆变主电路。
的交流方波,之后经高频变压器降压输出。
输出电压采用DSP输出的PWM波进行调节,即改变驱动脉冲的占空比实现。
(3)输出整流滤波。
高频变压器输出的交流方波电压再经VD,、VDs整流和电感滤波后,变为直流电压输出,为焊接提供能量。
1主电路组成和工作原理本研究设计的逆变焊接电源输出电流500A,2主电路设计2.1中频变压器设计中频变压器的作用是电压变换、功率传递和实空载电压67V,频率20kHz,其主电路如图l所示。
从图1中可以看出,主电路分为三部分:(1)输人整流滤波。
电网输入50Hz,380V交流电,经大功率整流二极管整流,为逆变器提供直流电压。
C。
、G为滤波电容。
当收稿日期:2009_07_08作者简介:王晓非(1982一).男.河南商丘人,硕士.主要从事数字化逆变电源的研究工作。
现输入、输出之间的隔离。
对于逆变焊接电源中的中频变压器,由于工作频率高达20kHz,因此要求这种变压器磁心材料高频损耗尽可能小,此外更重要的是要求避免磁心饱和,因此选择磁通密度时按最恶劣条件来选择工作磁通密度。
原因是铁心的饱和意味着高频变压器励磁电流的急剧增加,这显然男盔,盔s≥鳜乏么矽∥%么;.一・65・万方数据研究与设计雹晖拽第39卷图lIGBT逆变焊接主电路原理会导致与之连接的功率开关承受极大的电压、电流而损坏。
考虑以上要求,本设计采用性价比较高的铁氧体材料作变压器磁心,其饱和磁通密度约0.4T。
工作磁通B取小于1/3曰。
本研究为全桥逆变,所以磁心中的磁通是交变的,口也是交变的,所以△B=2×B=0.2T。
此外变压器工作在低电压、大电流的条件下,高频变压器二次侧绕组电流较大,导线比较粗,因而选择E型铁心,便于绕制。
中频变压器一次侧绕组Ⅳ。
,二次侧两组绕组他,飓,对称串联。
由主电路可以计算出电网输入经整流滤波后输入到变压器输入端的电压U=1.414x380V=537.4V(U1为电网输入电压)。
2.1.1磁心尺寸变压器磁心尺寸取决于输出功率和温升等,设计公式为[习:由辟O.53×厂×SW×Sc×△B×A10。
2推出Dsw烙F丽丽去丽而i(1)式中P为功率(单位:W),辟500A×67V=33.5kW;0.53为经验系数;Isw为铁心窗口面积(单位:cm2);Sc为铁心有效截面积(单位:cm2);△日为磁通变化量(单位:r11);Ⅳ为匝数(单位:匝)i厂为逆变工作频率(单位:Hz);.,为电流密度(单位:A/mm2),铜导线扛3.5A,mm2。
由式(1)可以算出S私|s一51.5cm4。
考虑实际应用时通风和绕线留出的空间,窗口系数选择l/3,实际选择的S谢&≥3x4515=l354.45cm4。
查产品目录选择EE320型磁心两幅合并,其.sw=106cm2,耻32cm2。
验算瓣3392cm4,符合要求。
2.1.2匝数比在此设计的电焊机空载电压67V,在设计变压器时适当取大,其幅值取75V,n=Ⅳl,Ⅳ2=Ul/以=540V/75V_7.2,实际取7。
所以输出电压皓540V刀一77V。
因为IGBT的开关频率为20kHz,周期殆50斗s,为防止IGBT直通,其导通时间小于25斗s。
实际电路乙=(WU2)×Ⅳ2=21.75斗s,满足要求。
其中瓦。
是万方数据IGBT最大导通脉宽,玑焊机空载电压,以中频变压器二次侧电压幅值。
电网输入电压经整流滤波后,电压幅值为£,i。
F1.414×以×1.1=1.414×380V×1.1=591V(2)式中1.1为电网电压波动系数。
一次侧匝数至少为^rl-以≯死皿×0.01“0.2×Sc)=20.08匝(3)实际应用J7v。
=2l匝,峥Ⅳ3=21/7=3匝。
中频变压器一次侧电流,l-们=71.4A,考虑到在20kHz下铜的集肤效应为0.468n1|Il,选择铜皮厚度为0.8mm。
一次侧绕组截面积S。
=,l/J=71.4A/3.5A/mm2=20.4mm2,一次侧铜皮宽度形。
=.sI/0.8=mm2,宽度形2=71.4/mm。
实际应用中一次侧选用25衄铜皮绕制,二次侧采用宽度50mm的铜皮,取两股并联绕制。
IGBT选择IGBT是逆变弧焊电源中的关键核心元件,对它的设计、选择直接关系到整个焊机的安全、可靠。
因此在计算参数时应留有较大的裕量。
输入电网电压经整流、滤波后。
直流输出电压U×1.1×口=、/2×380V×1.1×1.1=650V(4)U为电网电压有效值;1.1为波动系数;口为安全系数,取1.1。
IGBT关断时的峰值电压以。
U。
=(玑x1.15+150)×口=(650V×1.15+150V)×1.1=987.25V(5)1.15为过电压系数;150为Ld池引起的尖峰电压(单位:V)。
实际中,额定电压向上靠,选择1200V。
高频变压器一次侧电流:,1=,2・J7、,,,ⅣI-500A×3÷2l=71.4A(6)2.1.3绕组铜皮尺寸25I砌,中频变压器二次侧平均电流为500/2=250A,铜皮截面积S2=250/3.5=71.40.8=892.22.2.1额定电压最大值玑(IGBT承受的稳态最大电压)为【3】:U#、/2式中式中2.2.2额定电流,c研究与设计王晓非等:DSP控制的lGBT逆变式GMAW焊接电源主电路设计第ll期式中,l为高频变压器一次侧电流;,2为高频变压器二次侧电流,按照额定输出电流500A计算;Ⅳ。
、Ⅳ2为高频变压器一、二次侧匝数。
每只IGBT管子上的平均电流为,。
的一半,即35.7A。
额定电流,c是IGBT导通时能流过管子的最大持续电流(结温25℃),因此,选择管子的电流等级为150A。
综上所述,选择德国西门子1200V标准系列BSMl50GBl20DN2IGBT,其额定电压为1200V,额定电流150A。
2.2.3IGBT阻容吸收保护电路为了防止IGBT在关断时损坏,本设计中采用RCD缓冲电路,其组成如图l中VD¨R,,C。
所示。
其作用是在IGBT关断时,负载电流通过VD。
向C。
分流,减轻IGBT负担,抑制d∥出和过电压。
本设计中电容选择0.15“F/1kV,电阻10Q/20W。
2.3输入电路设计电网输入交流电经整流器整流后,变成脉动直流电,需经输入滤波器进行滤波,将脉动直流电变成平滑直流电再送给逆变器。
2.3.1整流二极管选择二极管时是根据电流的有效值进行选择的,相应的正弦半波有效值为【4JJ『b_1.57,N(7)式中,b为电流有效值(单位:A);,N为额定电流(单位:A)。
由于是三相全桥整流,每个整流管导通1/3周期,因此每个周期内整流管电流发热量Q=聃R×刀3(8).式中Q为电流通过二极管的发热量;,d为输入电流平均值;尺为负载;r为周期。
由此可以推出,d2斌×仍=砰×R×r,从而得出,b=0.58,d,即0.58^j=1.57,N。
中频变压器一次电流,l_71.4A,额定电流厶=0.369,#0.369,1=0.369×71.4A=26.3A。
整流二极管最大承受电压‰=1.414×Uxl.1=1.414×380V×1.1=591V。
实际应用选择两倍安全余量,选择额定值为1600V,75A。
实际焊机中选择的是MDS75—16整流模块。