工艺文件一览表
工艺规程模板
xxxxxx工艺规程湖南迪诺制药有限公司xxxxxxx工艺规程目录一、产品概述二、原材料、包装材料规格及质量标准三、生产过程执行文件四、化学反应过程及生产流程图五、工艺过程六、成品的质量标准及检验方法七、技术安全、工艺卫生及劳动保护八、综合利用与“三废”治理九、操作工时与生产周期十、劳动组织与岗位定员十一、主要设备一览表及主要设备生产能力十二、原材料消耗定额和技术经济指标十三、总摩尔收率计算公式十四、物料平衡十五、附录一、产品概述1、产品名称中文名称:汉语拼音:英文名称:2、化学结构化学结构式:分子式:l分子量:3、理化性质:。
二、原材料、包装材料规格及质量标准1、原材料规格及质量标准2、包装材料外包:.内包:.三、生产过程执行文件1、工艺规程?? xxxxx工艺规程2、管理制度SMP-PR-02000 生产前检查管理制度SMP-PR-02100 生产结束操作规程3、生产SOPSOP-PR-01600 原料车间外包岗位SOPSOP-PR-02001 原料车间内包岗位SOPSOP-PR-? xxxxxxx合成岗位SOPSOP-PR-? xxxxxx合成岗位SOPSOP-PR-? xxxxxxx岗位SOPSOP-PR-?xxxxxx岗位SOPSOP-PR-02302 车间中间站岗位SOPSOP-PR-03602 洗衣岗位SOP4、设备SOPSOP-EQ-18500 搪玻璃反应釜设备操作SOPSOP-EQ-18600 搪玻璃反应釜设备维护保养检修SOPSOP-EQ-?热风循环烘箱操作SOPSOP-EQ-?热风循环烘箱维护保养检修SOPSOP-EQ-? YZG-1400(单开门)型真空干燥机操作SOPSOP-EQ-? YZG-1400(单开门)型真空干燥机维护保养检修SOPSOP-EQ-19700 YZG-1400(双开门)型真空干燥机操作SOPSOP-EQ-19800 YZG-1400(双开门)型真空干燥机维护保养检修SOP SOP-EQ-? SS-800三足式离心机操作SOPSOP-EQ-? SS-800三足式离心机维护保养检修SOPSOP-EQ-18900 SS-1000三足式离心机操作SOPSOP-EQ-19000 SS-1000三足式离心机维护保养检修SOP SOP-EQ-?板框过滤器操作SOPSOP-EQ-?板框过滤器维护保养检修SOPSOP-EQ-21900 电子称操作SOPSOP-EQ-22000 电子称维护保养检修SOPSOP-EQ-07701 空气压缩机操作SOPSOP-EQ-07801 空气压缩机维护保养检修SOPSOP-EQ-20100 防暴水环式真空泵操作SOPSOP-EQ-20200 防暴水环真空泵维护保养检修SOPSOP-EQ-00102 纯化水系统操作SOPSOP-EQ-00201 纯化水系统维护保养检修SOPSOP-EQ-18100 组合式空调机操作SOPSOP-EQ-18200 组合式空调机维护保养检修SOP5、卫生SOPSOP-HY-00101 人员进入一般生产区SOPSOP-HY-06002 人员进入D级洁净区SOPSOP-HY-00301 生产辅助区人员更衣SOPSOP-HY-06202 D级洁净区工作服清洗SOPSOP-HY-02203 洁净区洗衣房清洁SOPSOP-HY-00601 一般生产区、生产辅助区工作服清洗SOP SOP-HY-00804 消毒剂配制SOPSOP-HY-00902 消毒剂使用SOPSOP-HY-19300 电子称清洁SOPSOP-HY-01001 一般生产区、生产辅助区清洁SOPSOP-HY-06502 D级洁净区(室)清洁SOPSOP-HY-01303 墙壁清洁SOPSOP-HY-01403 灯具清洁SOPSOP-HY-01504 地面清洁SOPSOP-HY-01603 地漏清洁SOPSOP-HY-01705 洁净区清洁工具存放SOPSOP-HY-01804 清洁工具清洁SOPSOP-HY-01904 水池清洁SOPSOP-HY-05502 风口清洁SOPSOP-HY-07901 灭蚊灯清洁SOPSOP-HY-04701 电话、开关盒、控制柜、插座、消防柜清洁SOP SOP-HY-02008 生产用容器具清洁SOPSOP-HY-?反应釜(中间体Ⅰ合成)清洁SOPSOP-HY-?结晶釜(中间体Ⅰ)清洁SOPSOP-HY-?离心机(中间体Ⅰ)清洁SOPSOP-HY-?热风循环烘箱(中间体Ⅰ)清洁SOPSOP-HY-?反应釜(莫西沙星合成)清洁SOPSOP-HY-?离心机(莫西沙星合成)清洁SOPSOP-HY-?(单开门)真空干燥箱(莫西沙星)清洁SOP SOP-HY-?结晶釜(盐酸莫西沙星)清洁SOPSOP-HY-?(双开门)真空干燥箱(盐酸莫西沙星)清洁SOP SOP-HY-02302 纯化水系统清洁SOP6、相关设备验证文件VA-EQ-02200 真空干燥箱验证方案VA-HY-00100 原料药车间生产用设备、容器清洁验证报告7、质量标准ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-?ST-QS-20302ST-QS-21900四、化学反应过程及生产流程图1、化学反应式2、工艺流程图五、工艺过程1、xxxxxx制备2、xxxxx的制备表3.2.S.2.2-3 原料配比表3、xxxxx的一次精制表3.2.S.2.2-4 原料配比表4、xxxxxx的二次精制表3.2.S.2.2-5 原料配比表5、内包岗位(1)领取并检查内包装材料是否齐全。
质量控制系统、控制环节、控制点一览表

材料台帐
标记移植
主要受压件投料生产后要标记移植,要做到可追溯到材料的质量证明书。
各工序操作工
实物上的材料标识和相关记录
工
艺
控
制
工,正确,签字手续齐全。
2.主要受压件及部件一件一卡。
工艺质控责任人
制造工艺卡、
通用工艺
工艺实施
现场服务
1.现场工艺文件齐全。
2.现场工艺人员监督贯彻实施工艺。
供方业绩记录
采购实施
●
采购文件
采购文件内容明确、齐全。
外协(外购)申请单、
采购计划
采购
有采购合同、协议等。
采购合同、
协议
采购产品验收
●
材料验收
1.材质证或复印件,材料调拨要有有效的质证书。
2.材料外观尺寸及标记。
材料质控责任人
GB150、GB151、材料标准、《材料、零部件控制程序》
材质证、
验收记录
操作工
压力试验实施
压力试验
的准备
1.通知监检机构人员到场。
2.试压介质及温度。
3.压力表精度及量度范围。
压力试验质控责任人、操作工
GB150
《压力试验控制程序》
现在实际
试压记录
●
压力试验的实施
1.确保相关人员到场。
2.确保容器内部的空气都已排除干净。
3.按规定升压和保压。
4.泄压后将容器内部水排净。
特殊过程设备确认记录
检验装置
●
计量仪表定期鉴定
1.水压试验用压力表。
2.电焊机上用电流表,电压表。
3.长度量具。
4.控制温度用仪表。
鉴定仪表
合格证
技术文件管理规定
技术文件管理规定1.目的技术文件是指导公司日常生产和工作的依据,技术文件管理工作是公司管理工作的重要组成部分。
为提高我公司管理工作的效率,保证和提高产品质量,加强技术文件管理工作,特制定本规定。
2. 技术文件种类2.1产品图样:各类产品设计、试制、批量生产各阶段的产品图样、图表、技术标准、技术要求、说明书、产品试验记录。
如:兰图、白图、底图、产品零部件明细表、标准件明细表、外购件明细表、易损件明细表、装箱单等。
2.2工艺文件:各种工艺规程、工艺方案、工艺路线、工艺定额、工艺装备。
如:工艺过程卡(机加工和铆焊)、材料定额明细表、材料定额汇总表、下料明细表、标准工具汇总表、工艺装备明细表和工装工艺卡片、产品及自制设备工时汇总表、铸、锻件明细表。
2.3 设备:技改方案及论证书、设备改造图样图表、使用说明书等。
2.4 其他文件:市场调查报告、技术协议、设计任务书、计算书、试制总结、鉴定证书、工艺总结、工艺论证、技术科研报告成果、技术革新、计算机绘图存盘清单(包括全部电子版资料等)、合理化建议等。
2.5 以上类型文件包含公司购买或与相关单位交流过来的图纸、说明书、技术协议、标准等外来技术文件。
3. 技术文件的编制与存档3.1 本公司使用的技术文件须由授权的工程技术人员编制,其他人员不得私自编制和复印。
3.2 所编制的技术文件,要符合有关标准(本公司、国家或行业标准)。
3.3 编制的技术文件遵守会签、审批制度,设计(编制)、审核、批准等签字手续要齐全。
3.4 外来技术文件在使用完后,应及时交资料室存档。
3.5 本公司所使用的技术文件必须由技术办公室的资料室集中保管。
3.6 所有技术文件在存档时应完整无缺、签字齐全,经办人员应与管理人员办理交接手续(如:文件名称、交接日期、经办人签字等)。
3.7 资料室按技术文件的种类统一分类建档,并逐一登记。
3.8 底图保管应放在指定位置,无破损,摆放要整齐,并对底图进行防潮处理。
化工工艺包包括哪些内容
化工工艺包包括哪些内容化工工艺包(成套技术包)是化工生产的核心,对于化工生产过程起到举足轻重的作用。
一、工艺包设计需要哪些专业共同完成工艺包开发是一项系统工程。
需要涉及到多个专业、不同学科,难以凭借一己之力完成。
一般来讲,工艺包开发及设计主要由研发、化工工艺、工艺系统、分析化验、自控、材料、安全卫生、环保等专业共同完成该化工产品的工艺包设计工作。
二、工艺包成品应包括哪些设计文件工艺包的成品应包括说明书、工艺流程图(PFD)、初版管道仪表流程图(P&ID)、建议的设备布置图、工艺设备一览表、工艺设备数据表(附设备简图)、催化剂及化学品汇总表、取样点汇总表、材料手册(需要时)、安全手册(包括职业卫生、安全和环保),操作手册(包括分析手册)、物性数据手册以及有关的计算书。
工艺包设计的质量控制与公司设计标准规定的各个有关专业在基础设计/初步设计阶段的质量控制要求相同。
三、工艺包设计内容和深度的详细规定1、说明书工艺包设计说明书是工艺包设计的重要组成部分,应包括下列内容:a)生产方法、装置特点;描绘工艺包设计所采用工艺生产方法的先进性、可靠性以及装置特点。
b)产品名称及规模、年操作时间、装置运行方式,按五班三运转或四班三运转,或者其他方式运转。
c)按工艺过程的先后顺序,列出组成装置各工段的名称。
d)列出产生三废的装置设备名称以及三废名称、数量、组成及排放形式,有关三废综合利用和处理的说明。
(1)设计基础分别列出有关原料、催化剂及化学品的名称及规格。
分别列出水、电、气、汽等公用工程的名称及规格。
(2)工艺设计叙述工艺过程原理,列出工艺过程所涉及的化学反应方程式(包括主、副反应),说明所采用的催化剂。
按照工艺过程顺序,分工段及系统(塔系统、反应器系统、压缩机系统)详细叙述工艺流程。
分工段及系统(塔系统、反应器系统、压缩机系统)列出各主要点的正常操作条件,如温度、压力、流量、组成及主要的控制指标。
列出产品规格、产品产量及原料消耗量的期待值和保证值。
新产品开发过程所需文件一览表---清单
新产品工艺文件一览表1、项目启动会议纪要复印件一份;2、贵公司项目小组名单一份(联系人的部门、职务、联系电话、手机、电子邮件);3、中文版的图纸一份;4、零件控制计划;5、零件工艺流程图;6、零件生产工艺操作指导书;7、产品检验作业指导书;8、工装设备清单一览表;9、BOM表E:\常用文件\ BOM表.xls10、零件生产车间平面布置图;11、FMEA;12、产品质量能力调查表;13、该零件产能规划表;14、回料使用控制指导书,编制关于产品回料的处理的规范;15、送样评审流转表;E:\常用文件\送样评审流转表.XLS16、QPN文件,附件中为标准版本,请另存后再操作。
;17、2TP报告,请填在QPN表格中的E、F阶段,并在验收纪要中标明;18、零件履历表,;19、EMPB报告E:\常用文件\EMPBNEW.xls(务必要签字、盖章),如果是BMG零件,零件尚需要进行首件样品检验(格式同EMPB报告,请将“首批”改为“首件”,“Esrtmuster”改为“Vormuster”;二次分供方格式,请注意金属和非金属分开写,各二份,并将其签字、盖章!对于送样做材料认可和尺寸认可的零件请做好标记E:\常用文件\送样认可零件标识.xls20、皮纹认可报告(如果有皮纹要求的话);21、检具设计方案认可报告、检具认可报告;22、包装方案认可报告(请和TL负责协商,并签字认可);23.批量认可阶段,如果有重大质量缺陷,请将整改内容填好表格中,表中内容仅供参考E:\常用文件\外购件重大缺陷整改模24.批量供货中,出现质量问题,请填写8D报告E:\常用文件\ 8D报告表.xls25.产品实现正常供货后,三份规程,26.每个季度我们会对贵公司该产品进行一个重点控制的例行检查;E:\常用文件\产品质量检验报告.xls27.如果贵公司产品出现重大质量问题,我们可能会对贵公司进行特殊控制,届时将取消贵公司三个月新产品定点询价的资格。
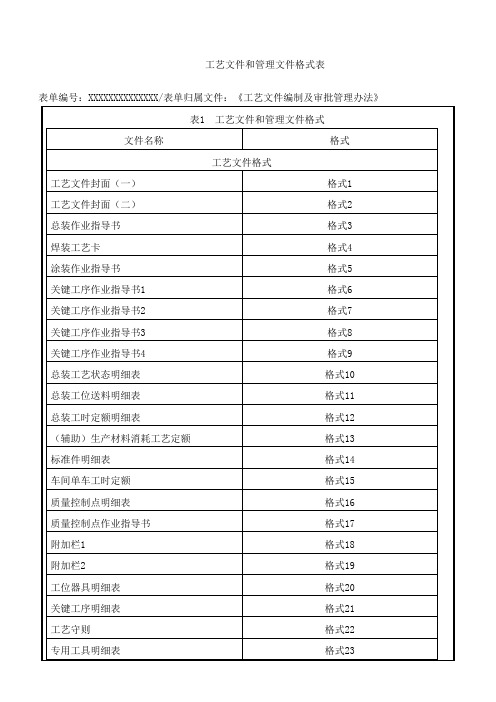
工艺文件和管理文件格式表
关键工序作业指导书3
格式8
关键工序作业指导书4
格式9
总装工艺状态明细表
格式10
总装工位送料明细表
格式11
总装工时定额明细表
格式12
(辅助)生产材料消耗工艺定额
格式13
标准件明细表
格式14
车间单车工时定额
格式15
质量控制点明细表
格式16
质量控制点作业指导书
格式17
附加栏1
格式18
附加栏2
格式19
格式57
文件回收记录
格式58
文件接收登记表
格式59
文件销毁记录
格式60
技改项目评定报告
格式61
焊装车间工艺培训记录表
格式62
涂装车间工艺培训记录表
格式63
总装车间工艺培训记录表
格式64
报告
格式65
制度
格式66
工作联络单
格式67
申请
格式68
文件变更单
格式69
会议记录
格式70
文件配备表
格式71
工艺纪律考核评分记录(焊装)
工艺文件和管理文件格式表
表单编号:XXXXXXXXXXXXXX/表单归属文件:《工艺文件编制及审批管理办法》
表1 工艺文件和管理文件格式
文件名称
格式
工艺文件格式
工艺文件封面(一)
格式1
工艺文件封面(二)
格式2
总装作业指导书
格式3
焊装工艺卡
格式4
涂装作业指导书
格式5
关键工序作业指导书1
格式6
关键工序作业指导书2
格式31
总装工艺卡
格式32
焊接工艺评定一览表

关于印发焊接工艺评定一览表的通知公司各单位:根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号)”文件精神,依据NB/T 47014-2011标准,质量安全部、三公司制造厂、焊接试验室共同将原有的焊接工艺评定进行了系统的整理和修改(即转化)。
经转化,合格的对接焊缝工艺评定为164项、换热器工艺评定为13项。
另有符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定项目为1项。
现将《焊接工艺评定一览表》印发给你们,以方便各单位选择使用。
附件:焊接工艺评定一览表质量安全部二○一二年十月三十日附件:焊接工艺评定一览表编制说明根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号)”文件精神,依据NB/T 47014-2011标准,质量安全部、三公司制造厂、焊接试验室共同将原有的焊接工艺评定进行了进行系统的整理和修改(即转化)。
经转化,合格的对接焊缝工艺评定为164项、换热器工艺评定为13项。
另有符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定项目为1项。
具体详见目录。
需要说明的是:1.焊接工艺评定编号:编号由焊接工艺评定代号、顺序号、材料类组、试件规格、焊接方法、焊接位置代号、焊后热处理等组成。
PQR-焊接工艺评定代号。
顺序号编排从001、002、003……。
接头型式代号:B——板对接;P——管对接;J——角接接头。
试件规格:板件用厚度表示;管件用直径×壁厚表示。
材料类组别号见相应评定标准。
焊接方法代号: SMAW-焊条电弧焊;GTAW-手工钨极氩弧焊; SAW-埋弧自动焊;GMAW-气保焊;FCAW-药芯焊丝自保护半自动焊;EGW-气电立焊。
焊接位置代号:1G——板对接平焊,或管对接水平转动;2G——板对接横焊,管对接垂直固定;3G——板对接立焊;4G——板对接仰焊;5G——管对接水平固定;6G——管对接45°固定;5GX——管对接水平固定向下焊、6GX——管对接45°固定向下焊。
PPAP文件清单

PPAP文件清单1、供方生产件批准申请表2、材料试验结果3、性能试验结果4、尺寸检查结果5、零件提交保证书6、具有资格的实验室文件(实验室人员上岗资格证书代替)7、过程流程图8、过程FMEA9、工艺设备调查表10、工装模具一览表11、检验设备一览表12、测量系统分析结果13、初始过程研究结果14、生产控制计划15、包装认可报告PPAP文件一般是客户(主机厂)要求提交的资料,目的是考察供应商对客户在产品开发和生产以及供货的过程中是否是否能够达到要求,同时也是对供应商开发能力的一个审核,需要提交的资料包括:PPAP提交申请,wps-零件提交保证书,PFEAM-(生产)潜在失效模式分析,产品特性清单,工装检具清单,生产控制计划,PPAP提交清单,MSA测量系统分析,Cpk&Ppk-初始过程能力研究,分供应商材料清单等1.PSW2.IMDS(客户要求时)2.DFMEA3.PFMEA4.Control plan5.Process flow digram6.全尺寸报告7.CPK8.MSA分析9.对应图纸10.材料报告,性能报告,图纸上要求的特性报告等。
11.检测实验室的证书(客户要求)还有其他客户特殊要求的,包装指导书,产能分析表等其他。
你看PPAP手册上面有具体说明。
生产件批准程序(PPAP)规定了包括生产和散装材料在内的生产件批准的一般要求。
PPAP的目的是用来确定供应商是否已经正确理解了顾客工程设计记录和规范的所有要求,以及其生产过程是否具有潜在能力,在实际生产过程中按规定的生产节拍满足顾客要求的产品。
目录编辑本段PPAP必须适用于提供散装材料、生产材料、生产件或维修零件的内部和外部供应商现场。
对于散装材料,除非顾客要求,PPAP可不作要求。
编辑本段C.条文解释本文中出现“必须”(shall)一词表示强制执行的要求。
“应该”(should)一词表示强制执行的要求,但在执行方式上允许一些灵活性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
新产品工艺文件一览表
1、项目启动会议纪要复印件一份;
2、贵公司项目小组名单一份(联系人的部门、职务、联系电话、手机、电子邮件);
3、中文版的图纸一份;
4、零件控制计划;
5、零件工艺流程图;
6、零件生产工艺操作指导书;
7、产品检验作业指导书;
8、工装设备清单一览表;
9、零件生产车间平面布置图;
10、FMEA;
11、产品质量能力调查表;
12、该零件产能规划表;
13、回料使用控制指导书,编制关于产品回料的处理的规范;
14、送样评审流转表;
15、QPN文件,附件中为标准版本,请另存后再操作。
;
16、2TP报告,请填在QPN表格中的E、F阶段,并在验收纪要中标明;
17、零件履历表,;
18、EMPB报告,如果是BMG零件,零件尚需要进行首件样品检验(格式同EMPB报告,请将“首批”改为“首件”,“Esrtmuster”改为“Vormuster”;二次分供
方格式,请注意金属和非金属分开写,各二份!送样零件请做好标记
E:\常用文件\
送样认可零件标识.xls
19、皮纹认可报告(如果有皮纹要求的话);
20、检具设计方案认可报告、检具认可报告;
21、包装方案认可报告(请和TL负责协商,并签字认可);
22.批量认可阶段,如果有重大质量缺陷,请将整改内容填好表格中,表中内容仅供参考
23.批量供货中,出现质量问题,请填写8D报告
24.产品实现正常供货后,三份规程,
25.每个季度我们会对贵公司该产品进行一个重点控制的例行检查;
26.如果贵公司产品出现重大质量问题,我们可能会对贵公司进行特殊控制,届时将取消贵公司三个月新产品定点询价的资格。
附件为贵公司总经理的承诺书,以及我们的规定。
请贵公司的项目负责人注意:以上26项文件请用专门的文件夹
保存并做好目录,备查。
对于QPN文件,请项目主管负责填写,
谢谢配合!。