工序名称及使用设备一览表
食品厂各种表格

食品厂各种表格广西南宁XX食品厂原辅材料验货记录(包括原料、食品添加剂、包装材料等)序验货方式验货负责人号原料名称规格型号进货数量进货时间执行标准生产厂名及国别验货日期结论处置结果签字、日期广西南宁XX食品厂产品销售台帐序生产批号检验产量销量销售销往地区号产品名称生产日期执行标准结论 (单位) (单位) 日期及企业名称单证编号备注广西南宁XX食品厂原辅材料供方评价登记表(包括原材料、食品添加剂、营养增加剂包装材料等) 序营业执照卫生许可生产许可质检报质保书质量问生产供货号原辅料名称供方名称供方地址注册号证登记号证登记号告编号合格证标准代号题记载日期时间广西南宁XX食品厂原辅材料投料、使用记录(包括食品添加剂、营养强化剂使用情况)序产品生产批号号产品名称原辅料名称使用量产量生产日期检验结论检验报告编号备注广西南宁XX食品厂关键工艺、关键工序质量控制记录质量控制异常情况处置工序名称质量控制点质量要求控制措施生产班次责任人运行情况记录处置措施结果备注广西南宁XX食品厂计量器具检定、使用台账序精度台件检定有效号计量器具名称规格型号等级生产厂家生产日期购置日期数量使用场所责任人检定周期截止日期完好状态广西南宁XX食品厂生产设备管理台账序检修号设备名称规格型号生产厂家生产日期购置日期数量使用场所责任人周期检修时间完好状态广西南宁XX食品厂消毒剂、清洗剂使用记录序号试剂名称生产厂家有效期限配制浓度使用场所使用班次使用量使用时间责任人备注广西南宁XX食品厂质量管理考核记录序考核组验收验收号考核内容考核依据考核类型考核时间不合格项负责人整改要求整改期限整改措施整改效果时间责任人广西南宁XX食品厂包装材料使用记录序号产品名称包装材料名称生产厂家生产日期、生产批号检验证书编号检验结论使用量备注广西南宁XX食品厂主要负责人员、工程技术人员一览表序性年文化号姓名别龄身份证号职务职称程度专业资格证及编号备注广西南宁XX食品厂使用食品添加剂备案表填报单位(盖章): 填报时间: 年月日食品添加剂食品添加剂生产企业地址、食品添加剂生应用于何种使用量月使用量食品添加剂名称生产企业名称电话产许可证号食品 g/kg或(g/L) (kg) 注:企业首次备案应把食品添加剂购买发票、合格证、使用说明书附后,当企业更换食品添加剂时应重新备案。
旁站监理的关键部位、关键工序
目录关键部位、关键工序旁站监理工作方案 (2)一、土建及装饰组须旁站监理的重要部位、关键工序清单 (2)1、混凝土灌注桩(钢筋笼) (2)2、地下结构及防水 (2)3、混凝土结构 (3)4、砌体结构 (3)5、钢结构 (4)6、涂膜防水施工 (4)7、装饰装修工程 (4)8、其他 (5)二、水电弱电组须旁站监理的重要部位、关键工序清单 (5)1、建筑给排水工程 (5)2.建筑电气工程 (5)三、本工程主要的特殊过程、部位、工序一览表 (6)旁站监理方案 (7)一、工程概况 (7)二、监理工作范围 (10)旁站监理工作目标 (10)1、监理服务质量目标 (10)2、质量控制目标 (10)3、分项、分部工程目标 (10)4、投资控制目标 (11)5、进度控制目标 (11)三、编制依据 (11)四、本工程旁站监理的关键工序、重点部位 (13)五、旁站监理记录 (13)六、旁站监理的监理措施及方式 (14)关键部位、关键工序旁站监理工作方案在工程施工实施阶段监理中,对关键部位、关键工序的施工质量实施全过程现场跟班的监督活动。
主要包括:混凝土灌注桩(钢筋笼)、土方开挖及回填、承台、地下室底板及后浇带、结构混凝土浇筑、防水混凝土浇筑、防水层施工、梁柱节点钢筋隐蔽过程、预应力张拉、装配式结构安装、钢结构安装、机电弱电设备安装调试、试压、室外管线沟槽开挖及敷设等。
在本工程中具体须旁站监理关键部位、关键工序清单如下一、土建及装饰组须旁站监理的重要部位、关键工序清单:1、混凝土灌注桩(钢筋笼)(1)桩基定位测量及试桩施工;(2) 钢筋笼施工;(3)混凝土的配制与浇筑;(4)见证取样试件、试块的留置;(5)桩位平面图测量;(6)桩基检测;压桩和补桩施工;2、地下结构及防水(1)地下结构施工(2)防水混凝土、水泥砂浆的制作;(3)见证取样试件、试块的留置;(4)防水混凝土的浇筑和变形缝、施工缝、后浇带、穿墙管道、埋设件等的设置和施工;(5)卷材防水层、涂料防水层的施工及转角处、变形缝、穿墙管道等细部的施工。
机加工作业指导书-表格
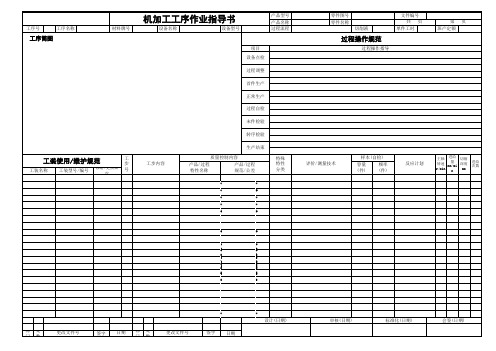
工序号 工序名称 材料牌号 设备名称 设备型号
产品型号 产品名称 过程流程
零件图号 零件名称 切削液
文件编号 共 页 单工时
第 班产定额
页
工序简图
项目 设备点检 过程调整 首件生产 正常生产 过程自检 末件检验 转序检验 生产结束
过程操作规范
过程操作指导
工装使用/维护规范
工装名称 工装型号/编号
工 步 修磨/更换频次 号
质量控制内容 工步内容 产品/过程 特性名称
+ + + + +
产品/过程 规范/公差
+ + + + +
特殊 特性 分类
样本(自检) 评价/测量技术 容量 (件) 频率 (件) 反应计划
进给 主轴 切削 量 转速 深度 mm/mi r/min mm n
进给 次数
+
+
+ 0 + . 0 0 . 2 0 5 2 5 0 0
+ 0 + . 0 0 . 2 0 5 2 5 0 0
+
+
设计(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
审核(日期)
标准化(日期)
会签(日期)
生产设备备品备件管理程序(含表格)
生产设备备品备件管理程序(IATF16949-2016/ISO9001-2015)1.0目的1目的为规范生产部生产设备备品备件的时效性管理,确保备品备件既满足安全生产需要,又经济合理地储备,减少积压和浪费,提高备品备件利用率,结合生产部实际,特制定本制度。
2适用范围适用于生产部各工序及其他特定范围内生产设备的零配件及易损件等备品备件的管理3引用标准《设备管理程序》《仓库管理程序》4管理职责4.1生产部备品备件管理工作,由生产部、行政部等管理部门共同组织实施,生产部为归口管理部门。
4.2生产部部长负责备品备件计划采购的审批,负责备品备件领用的审批,负责淘汰失效备品备件处置的审批。
4.3设备主管负责细化、更新生产设施及备品备件明细及确定安全库存量。
4.4设备主管负责提出备品、备件的采购需求,并负责备品备件的验收工作。
4.6采购员负责物品的采购,要保证设备所需的各种零配件、易损件及时、准确、可靠地采购到位。
4.7采购员负责处理备品备件的退货、换货处理,以及外发维修工作。
4.8大仓保管员负责备品备件在大仓的收货、入库、发货、退货、储存、盘点、防护工作。
4.9备件库管理员负责备品备件在备件库的收货、入库、发货、退货、储存、盘点、防护工作。
5流程图1、备品备件使用流程图(详见附件)2、备品备件维修流程图(详见附件)6备品备件的管理内容6.1备品备件的购置6.1.1备品备件的购置,由设备主管根据《各工序生产设备及备品备件清单》、设备部件的损坏概率、购置难易程度,结合公司大仓库和备件库备品备件的库存量来确定采购数量,填写《物资采购申请》,经生产部部长及相关部门签署意见、公司总经理审批后报采购部采购。
6.1.2备件库管理员随时查看和掌握备件库备品备件的种类和数量,当在库数量少于安全库存量时,应及时提醒设备主管申购。
6.2备品备件的到货验收6.2.1备品备件到货后,必须在2个工作日内完成进库验收工作。
6.2.2备品备件一旦到货后,库管员应通知设备主管、采购人员对采购的备品备件按《采购单》、送货单资料进行验收,核对备品备件的名称、规格、型号、数量和质量。
钢框架结构施工方案 (1)

***公司创业大厦室外改造工程附属用房工程钢结构专项施工设计方案编制:审核:审批:陕西精工钢结构限责任公司2016年3月10日目录第一章工程概况 (4)1.1 总体概况 (4)1.2 建筑、结构概况 (4)1.3 工程特点及重点、难点 (5)第二章编制依据 (6)2.1 编制范围及依据 (6)第三章施工部署 (7)3.1 工程管理目标 (7)3.2 现场项目管理组织 (8)3.2.1 现场项目管理机构图 (8)3.2.2 施工协调管理 (8)3.3 工程进度计划 (10)3.4 现场施工部署 (10)3.4.1 现场施工方案 (10)3.4.2 施工工艺流程 (11)3.4.3 劳动力投入计划 (12)3.4.4 拟投入的机具及设备 (12)3.5 施工现场布置 (16)3.5.1 道路及场地布置 (16)3.5.2 施工用水用电计划 (16)3.5.3 施工临设布置 (16)3.5.4 施工总平面图.............................. 错误!未定义书签。
第四章钢结构安装. (17)4.1 施工测量 (17)4.1.1 测量准备工作 (17)4.1.2 工程定位放线 (17)4.1.3 轴线控制 (18)4.1.4 标高控制 (18)4.1.5 施测中应注意的问题 (19)4.2 主体结构安装 (19)4.2.1 进场构件的质量检验 (19)4.2.2 地脚螺栓的埋设 (22)4.2.3 现场锚固环的预埋 (24)4.2.4 结构安装工艺 (25)4.2.5 钢构件校正工艺 (29)4.3 高强度螺栓连接施工工艺 (31)4.3.1 施工工艺流程 (32)4.3.2 高强螺栓施工 (32)4.4 钢结构安装的焊接工艺 (36)4.4.1 焊接工程概况 (36)4.4.2 焊接工艺流程 (36)4.4.3 焊接施工准备 (38)4.4.4 焊接施工顺序 (39)4.4.5 典型接头形式焊接 (39)4.4.6 焊接变形控制及应力消除措施 (41)第五章工程质量保证措施 (42)5.1 质量保证体系 (42)5.2 质量控制重点 (42)5.3 施工准备阶段的质量控制 (43)5.4 现场安装质量控制 (43)5.5 测量放线的质量控制 (44)5.6 高强度螺栓连接质量控制 (45)5.7 焊接质量控制 (46)第六章工期计划及进度保证措施 (48)6.1 组织管理措施 (48)6.1.1 施工节点网络计划 (48)6.1.2 建立计划保证体系 (48)6.2 影响工期节点的主要因素及相应对策 (48)6.3 现场管理的保障 (49)6.4 技术保障措施 (50)6.4.1 资金保障 (50)6.4.2 劳动力、物资保障 (51)6.4.3 构件加工、运输保证 (51)6.4.4 构件安装保证措施 (51)6.5 成品保护措施 (52)第七章安全文明施工措施 (54)7.1 安全生产管理体系 (54)7.1.1 安全文明生产管理目标 (54)7.1.2 安全管理方针 (54)7.1.3 安全保证体系 (54)7.1.4 安全责任制度 (55)7.2 施工安全保证措施 (55)7.2.1 安全管理制度 (55)7.2.2 施工安全措施 (56)7.2.3 高处作业 (56)7.2.4 攀登作业 (57)7.2.5 悬空作业 (57)7.2.6 防止起重机倾覆 (57)7.2.7 防止高空坠落和物体落伤人 (58)7.2.8 防止触电 (59)7.3 施工安全用电措施 (59)7.4 施工现场消防措施 (59)7.5 现场文明施工措施 (60)第八章季节性施工措施 (62)8.1 雨季施工措施 (62)8.1.1 雨季施工准备 (62)8.1.2 雨季施工措施 (63)8.2 强风期间施工保证措施 (63)8.3 夜间施工及抢工措施 (64)第一章工程概况1.1 总体概况工程名称:***公司创业大厦室外改造工程附属用房工程建设单位:***公司设计单位:榆林**建筑设计有限公司监理单位:陕西**项目管理有限公司施工单位:榆林**集团有限公司建筑面积:1499.5平米建设地点:榆林高新区1.2 建筑、结构概况本工程位于榆林市高新区创业大厦东。
QC工程图-通用
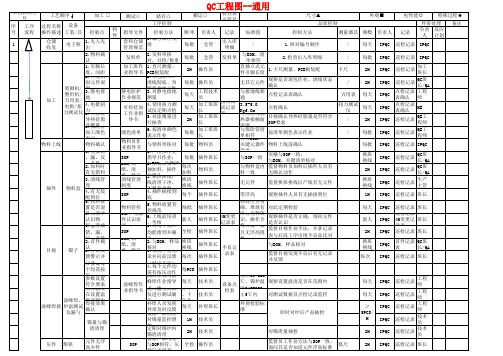
与BOM、清 2.检查出入库明细 单相符 直插立式元 2H 操作员 1.卡尺测量、PCB板装配 件引脚长度 观察是否混包作业,清线状态 每批 操作员 无其它元件 确认 工程技术 与接地线相 每天 点检记录表确认 员 通 加工班班 扭力测 3.5-5.0 每天 点检确认 试记录 Kgf.Cm 长 可控硅与散 目视确认导热硅脂量是否符合 加工班班 表 2H 热器接触面 SOP要求 长 涂满 加工班班 与保险管清 每批 按清单颜色表示作业 长 单相符 符合BOM、 每批 物料员 物料上线前确认 关键元器件 清单 实操与SOP一致; 每批 插件班长 与SOP一致 与BOM、关键清单核对 每次 与物料盒内 监督物料员加料后插件人员有 物料员 加料 料一致 无确认动作 换班 插件班长 无元件 监督换班换线后产线有无元件 换线 每个 每批 新人 全检 换班 换线 每次 插件班长 插件班长 零浮高 观察插件人员有无插接到位 对此定期检验 观察插件是否正确,询问元件 是否认识 监督目视作业手法,并拿记录 表与后段工序出现不良品比对 与BOM、样品核对 监督目视发现不良后有无记录 并反馈
SOP SOP SOP SOP SOP SOP SOP SOP SOP 日期码编 码规则 SOP SOP SOP SOP
与样板一致 监督目视作业手法,并拿记录 插件班长 不良记 且无浮高现 表与后段工序出现不良品比 录表 象 对,观察电解电容需有标记, 监督目视发现不良后有无记录 插件班长 并反馈 不良记 班长 抽检,作业手法监督 录表 外观检验标 准 班长 询问、不良警惕验证 班长 班长 班长 点检表 55±15度、 ≥1min 漆:溶剂 =9:1 ≥1mm 插件面元件 防止浸漆 烘烤温度点检、线体速度监控 漆调配比例监控 漆的厚度测试 摆放方式确认; 未干前禁止下道工序使用 点检确认,点检记录表稽查 抽检,作业手法监督 出口机测试 电压一览表 出口机测试电压一览表核对 询问、不良警惕验证 符合编码规 则且易扫描 一块板子上 3码均为一 个IC号 与样品一致 超出板面 3.5-5.0mm 解读编码,及对其进行扫描辨 认 观察操作方法是否按SOP进行作 业 抽检,作业手法监督
ISO9001表格大全
ISO9001范本文件质量记录清单名称编号保存期(年)文件发放、回收记录文件借阅、复制记录部门受控文件清单文件更改申请文件销毁申请质量记录清单质量策划实施情况检查表管理评审计划管理评审通知单管理评审报告培训记录表培训申请单年度培训计划生产设施配置申请单设施验收单设施管理卡生产设施一览表设施日常保养项目表设施检修计划设施检修单设施报废单领物单产品要求评审表定单确认表项目建议书设计开发任务书设计开发方案设计开发计划书设计开发输入清单设计开发信息联络单设计开发评审报告设计开发验证报告设计开发输出清单试产报告试产总结报告客户试用报告新产品鉴定报告供方评定记录表合格供方名录供方业绩评定表月采购计划临时采购要求单ZG-4.1-01ZG-4.1-02ZG-4.1-03ZG-4.1-04ZG-4.1-05ZG-4.2-01ZG-5.2-01ZG-5.4-01ZG-5.4-02ZG-5.4-03RS-6.1-01RS-6.1-02RS-6.1-03SC-6.2-01SC-6.2-02SC-6.2-03SC-6.2-04SC-6.2-05SC-6.2-06SC-6.2-07SC-6.2-08GY-6.2-01YX-7.2-01YX-7.2-02KF-7.3-01KF-7.3-02KF-7.3-03KF-7.3-04KF-7.3-05KF-7.3-06KF-7.3-07KF-7.3-08KF-7.3-09KF-7.3-10KF-7.3-11KF-7.3-12KF-7.3-13GY-7.4-01GY-7.4-02GY-7.4-03GY-7.4-04GY-7.4-0533长期33长期53353333长期长期长期长期333355长期长期长期长期长期长期长期长期长期长期长期长期长期长期长期333ISO9001范本文件采购单月生产计划周生产计划GY-7.4-06SC-7.5-01SC-7.5-02333名称编号保存期(年)生产日报表领料单随工单合格证物料标识卡物资收发卡顾客财产问题反馈表测量监控设备履历卡测量监控设备一览表计量校准计划内校记录表销售情况反馈表售出成品质量报告顾客满意程度调查表年度内审计划审核实施计划内审检查表不符合报告内部质量管理体系审核报告内审首(末)交会议签到表不合格项分布表进货验证记录半成品检验记录成品检验记录紧急(例外)放行产品申请单不合格品报告信息联络处理单改进计划纠正和预防措施处理单改进、纠正和预防措施实施情况一览表SC-7.5-03SC-7.5-04SC-7.5-05SC-7.5-06SC-7.5-07SC-7.5-08SC-7.5-09ZG-7.6-01ZG-7.6-02ZG-7.6-03ZG-7.6-04YX-8.1.1-01YX-8.1,1-02YX-8.1.1-03ZG-8.1.2-01ZG-8.1.2-02ZG-8.1.2-03ZG-8.1.2-04ZG-8.1.2-05ZG-8.1.2-06ZG-8.1.2-07ZG-8.1.3-01ZG-8.1.3-02ZG-8.1.3-03ZG-8.1.3-04ZG-8.2-01ZG-8.3-01ZG-8.4-01ZG-8.4-02ZG-8.4-03333长期3长期3长期长期333333333333333333333编号:ZG-4.1-01 序号文件名称编号分发号版本发放记录回收记录部签日份签日份编号:ZG-4.1-02 时间文件名称编号版本受控状态份数签名归还时间部门受控文件清单部门:编号:ZG-4.1-03 序号文件名称编号版本备注文件名称编号版本更改位置及原因:更改后内容:受此影响引起的其它更改文件名称:所在部门意见:签名:日期:审批部门意见:签名:日期:编号版本份数文件名称销毁原因:申请人:日期:所在部门意见:签名:日期:文件保管部门意见:签名:日期:管理者代表意见:签名:日期:质量记录清单编号:ZG-4.2-01序号记录名称编号保存期(年)备注质量策划实施情况检查表编号:ZG-5.2-01 序号:质量策划项目名称:执行部门:执行情况:检查结论(成果及改进的要求、建议、措施):检查人:日期:批准人:日期:对改进的要求、建议、措施落实的验证情况:验证人:日期:管理评审计划编号:ZG-5.4-01评审目的:评审参加部门、人员:评审内容:各部门评审准备工作要求:计划的评审时间:编制:审核:批准:日期:管理评审通知单编号:ZG-5.4-02 序号:评审会议时间:评审会议地点:参加人员:评审内容要点:编制:审核:批准:日期:管理评审报告编号:ZG-5.4-03 序号:评审会议时间、地点:评审目的:参加评审人员:评审内容摘要:评审结论:改进、纠正和预防措施摘要及责任部门:编制:审核:批准:日期:编号:RS-6.1-01 序号:时间:培训题目:培训教师:地点:培训方式:参加培训人员名单(共人):培训内容摘要:考核方式及成绩:考核合格率:备注:编号:RS-6.1-02申请部门申请人申请日期培训方式期限培训对象共人申请原因:培训内容:申请部门负责人意见:签名:日期:管理者代表意见:签名:日期:年度培训计划编号:RS-6.1-03参加培训人日期受培训部门培训方式培训内容考核方式备注员编制:审核:批准:日期:生产设施配置申请单编号:SC-6.2-01 序号:设施名称购置数量型号(规格)单价预算使用部门到厂日期主要技术参数:用途说明:预定的订购厂家及对厂家质量控制能力的评价(必要时附各种证明资料):申请人:审核:批准:日期:日期:日期:设施验收单编号:SC-6.2-02 序号:设施名称出厂编号型号(规格)价格生产厂家进厂日期主要技术参数:随机附件及数量:随机资料:设施安装调试情况:设施验收结论:参加验收人员:备注:使用部门签名:日期:生产部签名:日期:生产设施一览表编号:SC-6.2-04序号本厂编号设施名称、型号规格价格起用日期使用部门放置地点备注编制:日期:设施日常保养项目表编号:SC-6.2-05 设施名称:设施编号:使用部门:保养人:月:保养项目1 2 3 4 5 6 7 8 9 11112131415161718192212223242526272829331异常情况记录备注注:保养后,用“V”表示日保,“ ”为周保、“ ”为月保,“X”表示有异常情况,应在“异常情况记录”栏予以记录。
工业黄磷生产作业指导书QYNJL03-12-2009
云南江磷集团股份有限公司支持性文件编码:Q/YNJL03-12-200 工业黄磷生产作业指导书版 号:C发 放 号:持 有 者:受控状态:编 制: 生产技术科审 核:批 准:2009年05月01日 发布 2009年05月01日 实施云南江磷集团股份有限公司工业黄磷生产作业指导书Q/YNJL03-12-2009黄磷生产工艺流程图1、目的规定工业黄磷生产的全过程操作程序及安全注意事项,保证产品符合用户和标准规定的要求。
2、范围适用于工业黄磷生产的全部生产过程。
3、职责3.1生产部经理:批准《工业黄磷生产作业指导书》;3.2、生产技术科:编制、审核《工业黄磷生产作业指导书》;3.3、生产车间:按《工业黄磷生产作业指导书》,对生产工艺进行控制,对生产工人进行管理,督促相关人员按照规定的程序操作。
3.4、班组及操作工人:认真执行《工业黄磷生产作业指导书》的规定,严格控制工序质量,确保生产合格的产品。
4工作程序4.1 2#—4#炉工作程序4.1.2原料供给工序4.1.2.1工作职责a.负责电炉用料的烘干、供给工作,严格执行工艺控制指标;b.负责所属设备、设施的常规维护、保养,故障时必须及时停机处理或报告;c.负责折流池的清捞工作;d.按“5S管理”要求维护好现场卫生;e.负责矿粉、焦灰的分离、堆放工作。
4.1.2.2工艺流程图a.严格按工艺指标进行原料的烘干与供给;b.加强对原料堆场、原料库房的巡检工作,密切注意原料的遮盖及堆放安全;c.接班时检查设备状况,应通过空载或试运行判定其是否正常,故障时及时排除或报告;d.系统开启时应检查料柜储料情况,确定供料对象,启动分料皮带机对准相应的料仓;e.启动引风机,除尘塔循环水泵,15分钟后,依次启动分料皮带机、输送皮带机、分筛机、斗提机、烘干机;f.烘干点火程序:联系电炉岗位做好用气(黄磷电炉尾气)准备,确认无异常情况,启动真空泵,点火开始烘干原料。
真空泵启动之前,应对系统进行置换,直到火炬管有蒸汽冷凝水滴出时,将火种置于火炬管口处,启动真空泵点火烘干原料;g.烘干磷矿石时,联系装载机驾驶员将磷矿石运到料斗中,启动振动给料机开始供料。
施工用表工序目录
表格名称
检验申请批复单 砌体、悬臂式和扶臂式挡土墙质检表 砼抗压强度试验/砂浆抗压强度试验
备注
按每处基坑
按每处垫层
1、基础分节施工 时,按实际施工节
数单独填写。 2、成品检验时只需 基础全部完成后填
写一次。
1、墙身分节施工 时,按实际施工节
数单独填写。 2、成品检验时只需 基础全部完成后填
写一次。
表格名称 检验申请批复单 浆砌砌体质检表
备注 按施工段落
1.5 砼坡面 防护(拱形
表号 SJ05 ZJ603 SJ05 ZJ604 CS315 CS321 SJ05 ZJ405
表格名称
检验申请批复单 现浇砼构造物模板安装质检表
检验申请批复单 混凝土施工过程质检记录表 水泥砼拌和物坍落度、稠度试验记录表
检验申请批复单 结构物基底质检表 动力触探试验记录表 施工放样测量记录表 水准测量记录
基坑处理 检验申请批复单
砂垫层质检表 水准测量记录
浆砌挡土墙 检验申请批复单 浆砌砌体质检表 水泥砂浆抗压强度试验记录表 高程偏差测量通用整理记录表
1.3 边坡防护(浆砌骨架护坡)
表格名称 检验申请批复单 浆砌砌体质检表
表号 SJ02 SJ23
表格名称 工程(分部)开工申请批复单 施工技术方案申报批复单及施工技术方案
备注
按每根桩
备注 1、按每施工段落 2、施工段落较长时 可按实际施工日期 可外委试验出报告
备注 大型挡土墙以每处
申请开工报告
2.1 大型挡土墙
表号
SJ05 ZJ602 CS506 CS115 CS116
材试验报告
ZJ414
表号 SJ05 ZJ602 CS506 CS1框架梁质检表 锚索框架梁
装配式建筑新建PC工厂项目工艺设计说明书
装配式建筑新建PC工厂项目工艺设计说明书编制:__________________审核:__________________批准:__________________20XX年XX月目录装配式建筑 (1)新建PC工厂项目工艺 (1)设计说明书 (1)第一部分:生产工艺设计 (3)一、设计依据 (3)二、生产任务及年生产规模、工作制度及年时基数 (3)三、工艺设计 (3)四、生产用电规划 (28)五、主要原材料消耗: (30)第二部分、PC构件自动化生产线设备技术规范书 (32)一、总则 (32)二、项目概况及产能指标 (32)三、设备配置基本方案 (33)四、工程界面分工 (34)五、设计制造技术标准 (35)六、生产线设备及相关设施的基本参数和技术要求 (36)七、生产线控制系统技术要求 (43)八、液压系统技术要求 (44)九、供货范围 (45)十、清洁、油漆、包装、运输及到货保管 (46)十一、技术资料及交付进度 (47)十二、交货进度 (50)十三、监造、检验和性能验收试验 (50)十四、技术服务和设计联络 (53)十五、现场施工 (55)十六、安装、调试及试运行 (56)十七、验收 (56)十八、售后服务: (57)十九、工程进度表 (57)第一部分:生产工艺设计一、设计依据1.国家及行业的相关规范、标准。
2.年生产规模。
3.PC构件产品数据:产品几何尺寸、产品重量、产品的质量规范。
4.PC构件产品生产工艺文件等。
5.相关协议及技术规定等。
二、生产任务及年生产规模、工作制度及年时基数1.项目目标要求:建设国内一流的混凝土PC构件生产工厂,满足装配式住宅所有部件的生产制作,确保工艺先进,制造水平、生产效率、产品品质在国内领先。
2.生产能力:生产能力:年产混凝土构件150000m³,涵盖装配式住宅所需的全部产品:外墙板、内墙板、叠合板及楼梯、阳台板、空调板、梁柱等异型构件。
3.工作制度及年时基数:二班运转:8时/班;年时基数:300×16=4800小时(产能计算16小时/天计算),生产节拍按15分钟计算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
共1页,第1页工序名称及使用设备一览表序号工序名称使用设备序号工序名称使用设备1镭射 laser 镭射机 laser 37磷化 phosphating 喷涂线 paint line 2剪口 blanking 数控冲床 NCT punch 38补强 stiffening折床 bending3落料 blanking 普通冲床 stamp39拨沉孔1 1st drill countersink 钻床 drilling machine 4剪切1 1st shear 普通冲床、剪板机、切割机stamp, shearing, cutting machine40拨沉孔2 2st drill countersink 5剪切2 2st shear 41拨沉孔3 3st drill countersink 6折弯1 1st bending 折床 bending 42TOX 铆接 TOX fastening TOX 专用机 TOX only 7折弯2 2st bending 43种钉1 1st welding nail 种钉机 nail welder 8折弯3 3st bending 44种钉2 2st welding nail 9折弯4 4st bending45种钉3 3st welding nail 10打钉1 1st pem 普通冲床、打钉机stamp, nailing machine46卷圆coil普通冲床、卷圆机stamp, coiler 11打钉2 2st pem 47打字印1 1st stamp 普通冲床、打标机、数控冲床stamp,marker,NCT punch 12打钉3 3st pem 48打字印2 2st stamp 13打钉4 4st pem 49打字印3 3st stamp14钻孔 drill钻床 driller50飞边 extra-side stamp 普通冲床stamp 15旋铆1 1st revolve riveting旋铆机 revolve machine 51拨防烤1 1st anti-mask 钻床 driller16旋铆2 2st revolve riveting 52拨防烤2 2st anti-mask 17旋铆3 3st revolve riveting 53气密测试 airtight test 气密测试装置 airtight test device18点焊1 1st spot welding 点焊机 spot welder54抛光 polishing打磨机、抛光机、手工抛光 coarse-grinder, polisher, hand polisher 19点焊2 2st spot welding 55防锈 rust-proof 手工 hand 20点焊3 3st spot welding 56线切割 linear-cut 外发 subcontract 21烧焊1 1st welding 氩焊机、CO2焊机、电焊机 argon welder, CO2 welder, welder57振磨 vibra-grind振磨机 vibra-grinder22烧焊2 2st welding 58打磨 grind打磨机、平磨机、砂纸 coarse-grinder, fine-grinder, sand paper 23烧焊3 3st welding 59攻牙1 1st thread tapping 单头攻牙机、多头攻牙机、钻床 uni-tapping, multi-tapping, driller 24烧焊4 4st welding 60攻牙2 2st thread tapping25拉丝1 1st draw line 擦纹机、手工擦纹机 wiper, hand wiper 61攻牙3 3st thread tapping 26拉丝2 2st draw line 62攻牙4 4st thread tapping 27贴膜 film 贴膜机 film machine 63冲孔1 1st hole punch 普通冲床 stamp28校平 leveling 校平机 leveler64冲孔2 2st hole punch 29丝印1 1st silk-screen 丝印机 silk-screen machine65冲孔3 3st hole punch30丝印2 2st silk-screen 66成型1 1st formation 普通冲床 stamp 31丝印3 3st silk-screen 67成型2 2st formation 32丝印4 4st silk-screen 68成型3 3st formation 33抽芽1 1st thread drawing 普通冲床、打钉机 stamp,nailing machine69成型4 4st formation34抽芽2 2st thread drawing 70二次加工1 1st reprocess 镭射机、数控冲床 laser,NCT punch 35抽芽3 3st thread drawing 71二次加工2 2st reprocess 36抽芽4 4st thread drawing72压线 line press普通冲床、折床 stamp, bending 73返攻牙 re-tapping 单头攻牙机、手工攻uni-tapping, hand-tapping 103钝化passivation 外发subcontract 74扩孔 hole-wider 钻床、手电钻 driller, electric-driller 104喷油paint paint 外发subcontract 75拍平 flaten普通冲床、打钉机、折床 stamp,marker, bending105镀铜cu-plating外发subcontract 76冲沉孔 countersink punch 普通冲床 stamp106铬化白 white chromation 外发subcontract 77翻铆 turnover riveting 普通冲床、打钉机 stamp, marker 107镀彩锌 colorful-zn plate 外发subcontract 78压段差 gap-press普通冲床、折床 stamp, bending108黑色氧化black oxidation 外发subcontract 79涨铆 flanging riveting 普通冲床、打钉机 stamp, marker 109电泳漆electrophoresis 外发subcontract 80冲桥 bridge-embossing普通冲床 stamp 110酸洗 pickle外发subcontract 81整型 integer普通冲床、折床 stamp, bending111镀黑锌black-zn plating 外发subcontract 82冲波 ball-embossing 普通冲床 stamp112镀亚锡sub-tin plating 外发subcontract 83填米焊 filler-welding点焊机、烧焊机 spot-welder,welder 113镀亚镍sub-nickle plate 外发subcontract 84冲半段孔 circle blind punch 普通冲床 stamp 114镀亮铬bright chromate plating 外发subcontract 85压舌 tongue-press 普通冲床 stamp 115镀硬铬hard chromate plating 外发subcontract 86压涵 sinking-press 普通冲床 stamp 116镀银 silver plating 外发subcontract 87去锋边 deburr 锉刀、刮刀 file,scrap 117镀金 gold plating外发subcontract 88压筋 rib-press 普通冲床 stamp118硬质黑色氧化hard black oxidation 外发subcontract 89压死边 overlap-faces press 普通冲床 stamp119发黑 blacken外发subcontract 90倒角 chamfer 倒角机、打磨机、加工中心 chamfering machine,coarse-grinder, process center120锌磷化 zn phosphating 外发subcontract 91压披锋 deburr 普通冲床 stamp121热处理 heat treatment 外发subcontract 92冲米1 1st mini-punch 普通冲床、数控冲床 stamp, NCT punch 122机加工 machinary加工中心 process center93冲米2 2st mini-punch 123制造组装11st manu. assemble 制造课组装线manu. Assembling line94翻边 flange 普通冲床 stamp 124制造组装2 2st manu. Assemble 95喷粉 powder paint 喷涂线 paint line 125制造组装3 3st manu. Assemble 96喷砂 sand blast喷砂机 sand blaster126制造组装4 4st manu. Assemble 97镀蓝白锌 bluewhite zn plate 外发 subcontract 127包装组装1 1st pack assemble 包装课组装线pack assembling line98铬化金 gold chromate 外发 subcontract 128包装组装2 2st pack assemble 99本色氧化 nature oxidation 外发 subcontract 129包装组装3 3st pack assemble 100镀光锡 bright-tin plate 外发 subcontract 130包装组装4 4st pack assemble 101镀光镍 bright-nickle plate 外发 subcontract 131包装 pack 包装课组装线pack assembling line102电解抛光 electrobrightening 外发 subcontract132返工 rework备注:1、所有产品的生产资料中使用到的“工序名称”必须引用此一览表中的“工 序名称”,不得有任何字面变化,如果要新增“工序名称”,必须经核准 后添加进此一览表才能使用。