冲压注塑行业实验室游标卡尺使用SOP指导书样板
游标卡尺作业指导书
文件编号: 版本:A/0 页数:1/3 生效日期:
游标卡尺作业指导书
1.功能:
规范游标卡尺操作,使卡尺操作有标准可依,确保测量可靠。
2.测试方法及步骤:
2.1使用前,需确认卡尺是否在确认期内,用无尘布擦净量爪的端面,避免有灰尘、铁屑等影响测量误差,观察显示屏显示是否正常。
2.2检查归零是否对准,即当两量爪测量面接触时,显示屏显示是否为零,如发生故障,故障排除,必须重新校验合格后方可使用。
2.3测量外尺寸时,应先把量爪拉开,拉开的测量面比被测尺寸稍大。
2.4测量内尺寸时,应先把量爪拉开,拉开的测量面比被测尺寸稍小。
2.5然后慢慢推或拉游标卡尺副尺量爪,使它轻轻接触被测表面,测试手感为似掉非掉,不可过紧或过松。
2.6读数方法:直接读取显示屏上的数据即为测量数据。
3.注意事项:
3.1使用卡尺时应轻拿轻放。
3.2在使用过程中不可以快速拉开/闭合,不可以敲打/碰撞。
4.保养事项:
4.1保持游标卡尺清洁、防止碰撞,以免降低测量精度。
4.2使用前应检查测量面是否有碰伤、划痕、毛刺及外观等缺陷,尺身移动是否顺畅。
4.3长期不使用应取出游标卡尺的电源电池,在量爪和尺身涂上少许润滑油或防锈油,防止影响使用。
5.相关文件:
无
6.相关表单:
《设备日常点检表》
文件编号: 版本:A/0 页数:2/3 生效日期:。
22游标卡尺的使用指导书

3.3测量高/深度时,深度尺要垂直于某一水平面,此水平面与需量度的位置高度方
向垂直,测量外径Biblioteka ,物件与卡尺要平行于同一水平面;3.4首先确定卡尺刻度归零,推动杆对准“0”和刻度线位置,表盘指针亦必须指向
“0”刻度线正中位置;
3.5测量某一工件时,要尽量多量几个位置,如量的是外圆直径,需在同一测量位置多转几个方向多次测量。
4.卡尺的读取方法:
推动杆之边缘所处之位置垂直对正的数值为测量工件的小数点前数值,表盘上指针
数值为小数点后的数值,如图1所示,读取数值为11.68mm。
5.记录
把测量的数值记录于报告上,多次测量的结果允许有0.05mm偏差。
6.保养:
使用后把卡尺收入卡尺盒里,防止摔、跌、压迫、撞击。
批准人
审核人
编制人
伟升塑胶玩具厂
作业指导书
版本号:A
编制部门:品管部
WS-QC-WI-22
修改号:00
页码:2/2
游标卡尺的使用指导书
修改日期:
批准人
审核人
编制人
伟升塑胶玩具厂
作业指导书
版本号:A
编制部门:品管部
WS-QC-WI-22
修改号:00
页码:1/2
游标卡尺的使用指导书
修改日期:
1.目的:
测量工件的长、宽、厚、外圆直径、高、深度是否符合产品规格的要求。
2.准备:
使用前对卡尺进行清洁、归零,明确卡尺的精确度。
3.操作程序:
3.1一手拿卡尺的工件,一手拿卡尺,手势自然放松,两者方向不能倾斜;
游标卡尺操作指导书

一、普通(无表头)游标卡尺操作规范:1、普通游标卡尺的基本结构图2、普通游标卡尺的使用说明2.1 使用前,先松开尺框上的固定螺钉,将尺框平稳拉开。
用布将测量面、导向面擦干净。
2.2 检查“零”位:轻推尺框,使两个量爪测量面合并,观察游标“领”刻线与尺身“零”刻线应对齐,游标尾刻线与尺身相应刻线应对齐。
否则应送相关部门校正。
2.3测量外径尺寸时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数(如图所示)。
注意点:测量时,卡脚不得用力紧压工件,以免卡脚变形或磨损,影响测量的准确度。
2.4测量内孔尺寸时,两上卡脚应张开到略小于被测尺寸,再慢慢张开并轻轻地接触零件的内表面。
量爪应在孔的直径方向上测量。
2.4.1圆弧内测量爪测量(参照图示)圆弧内测量爪测量孔径、沟槽等内尺寸时,卡尺的读数L1量爪内测量面间的距离,被测的正确尺寸还应加上量爪的尺寸b,即L= L1+b 。
圆弧内量爪b的尺寸一般为10mm或20mm。
bL1L2.5 测量深度尺寸时,应使深度尺杆与被测工件底面相垂直(如图所示)3、游标卡尺的读法游标卡尺上的主尺刻线间距为l毫米,副尺有读数值为0.1毫米、0.05毫米、0.02毫米三种。
目前以0.02毫米的为最多。
游标卡尺的读数方法是:a、首先在主尺上读出副尺零线左面(零刻度线)所对尺寸的整数值。
b、其次找出副尺上与主尺刻度能对准的那一根刻线,读出尺寸的毫米小数值。
c、这样,整数与小数之和就是被测零件的尺寸。
举例子是0.02毫米游标卡尺所表示的尺寸。
4、注意事项4.1 不要把卡尺当作卡钳或螺丝扳手用,或把量爪的尖端用作画线工具。
4.2 移动尺框和微调装置时,应松开紧固螺钉。
4.3 带深度尺的卡尺,用完后要合并量爪(合并时,需留有1毫米左右的距离,以防止量爪磨损)。
否则,较细的深度尺露在外边,容易变形甚至折断。
卡尺使用完毕,必须擦净上油,放回卡尺盒内。
游标卡尺的使用作业指导书
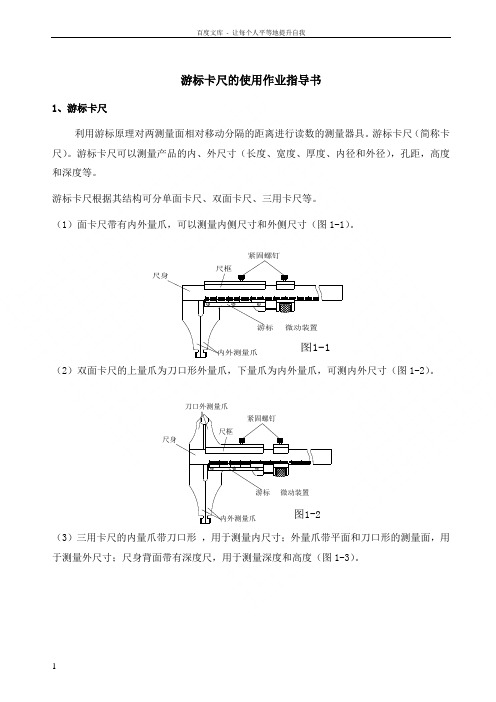
游标卡尺的使用作业指导书1、游标卡尺利用游标原理对两测量面相对移动分隔的距离进行读数的测量器具。
游标卡尺(简称卡尺)。
游标卡尺可以测量产品的内、外尺寸(长度、宽度、厚度、内径和外径),孔距,高度和深度等。
游标卡尺根据其结构可分单面卡尺、双面卡尺、三用卡尺等。
(1)面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸(图1-1)。
(2)双面卡尺的上量爪为刀口形外量爪,下量爪为内外量爪,可测内外尺寸(图1-2)。
(3)三用卡尺的内量爪带刀口形 ,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度(图1-3)。
紧固螺钉尺框游标刀口外测量爪尺身内外测量爪图1-2微动装置紧固螺钉尺框游标尺身内外测量爪图1-1微动装置(4)标卡尺读数原理与读数方法为了掌握游标卡尺的正确使用方法,必须学会准确读数和正确操作。
游标卡尺的读数装置,是由尺身和游标两部分组成,当尺框上的活动测量爪与尺身上的固定测量爪贴合时,尺框上游标的“0”刻线(简称游标零线)与尺身的“0”刻线对齐,此时测量爪之间的距离为零。
测量时,需要尺框向右移动到某一位置,这时活动测量爪与固定测量爪之间的距离,就是被测尺寸,见图1-4。
假如游标零线与尺身上表示30mm 的刻线正好对齐,则说明被测尺寸是30mm ;如果游标零线在尺身上指示的尺数值比30mm 大一点,应该怎样读数呢?这时,被测尺寸的整数部分(为30mm ),如上所述可从游标零线左边的尺身刻线上读出来(图中箭头所指刻线),而比1mm 小的小数部分则是借助游标读出来的(图中●所指刻线,为0.7mm ),二者之和被测尺寸是30.7mm ,这是游标测量器具的共同特点。
由此可见,游标卡尺的读数,关键在于小数部分的读数。
图1-4:游标卡尺测量尺寸游标的小数部分读数方法是首先看游标的哪一条线与尺身刻线对齐;然后把游标这条线的顺序数乘以游标读数值,就得出游标的读数,即刀口内测量爪尺身尺框紧固螺钉游标深度尺外测量爪图1-3游标的读数=游标读数值X游标对齐刻线的顺序数游标卡尺读数时可分三步:A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数部分;B、再读小数——看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数部分(即游标读数值乘其对齐刻线的顺序数);C、得出被测尺寸——把上面两次读数的整数部分和小数部分相加,就是卡尺的所测尺寸。
游标卡尺作业指导书

制定日期:生效日期:Page:3/6图5 0.05mm游标卡尺的尺寸读数方法5.1.3 0.02mm游标卡尺原理:尺身每小格1mm,游标上刻有50格,每格间距0.98mm。
当两测量爪合口时,尺身零刻度线与游标零刻度线相对齐,游标的第10格线与尺身的第49格线对齐,(如图6所示)。
尺身与游标每格相差1mm-0.98mm=0.02mm。
它的测量精度为0.02mm,游标卡尺的测量精度是利用尺身与游标刻线间距离之差确定的。
图6 0.02mm游标卡尺的刻线原理读数方法:游标卡尺的读数可分为三个步骤:1). 读出游标上零线在尺身多少毫米后面,该读数即为所测尺寸的整数值。
如图7所示,零线在第20格后面,整数值为20格x每格1mm=20mm。
2). 读出游标上哪一条刻线与尺身刻线对齐,即为所测尺寸的小数值,每格以0.02mm计。
如图7所示,游标第6格刻线与尺身刻线对齐,即得小数值6格x每格0.02mm=0.12mm。
3). 把读得的整数值和小数值相加,即为所测尺寸。
图7中所测尺寸为20+0.12=20.12mm。
图7 0.02mm游标卡尺的尺寸读数方法6.0 带表式游标卡尺按上述方法读出整数部分,小数部分为表盘指针指示格数x每格精度数(表盘上会注明)。
把整数部分加上小数部分即为所测量值。
7.0 电子式游标卡尺直接读出液晶显示所显示的数值。
8.0 测量方法:8.1 长度、宽度、外径测量(如图8所示)a) 检查卡尺是否超有效期。
b) 调零松开紧固螺钉,将游标卡尺的外测量爪合拢,游标零刻度线与尺身零刻度线对齐,带表式表盘指针指向零,电子式数字显示“0.000”(电子式如未显示零可按清零按钮)。
c) 检查测量面洁净,移动滑块使两外侧量爪缓缓与被测物两边接触,两外测量爪表面紧贴被测物表面,锁紧紧固螺钉。
对于塑胶件等硬度不强的工件,力度控制在刚接触并能滑动。
(测量角度必须垂直)d) 读数水平拿持卡尺,目光与尺身垂直。
制定日期:生效日期:Page:4/61)正确法方2)错误方法(被测物表面未与两外测量爪紧贴)图8长度、宽度、外径测量8.2内径、槽宽测量(如图9所示)a) 检查卡尺是否超有效期。
卡尺 作业指导书

*********有限公司游标卡尺作业指导书文件编号*************-1.0版本版次 1.0 文件项次 1/2制作日期2019.6.31.0目的:规范操作方法,保证测量结果准确. 2.0测试范围:工件之长/宽/高/外径/内径/深度等. 3.0图示说明: ①主尺②内侧测爪 ③外侧测爪④量表(或电子显示器) ⑤深度测试杆⑥固定螺杆4.0操作步骤:4.1自校:若量表误差值不大于(<0.05mm)即可直接转量表固定螺丝松开,将量表转至归零刻度;若误差较大,故不可直接转量表,则以量表插条调整至归零刻度。
4.2将测定物放定位,使用游标尺检验,一端先贴平、另一端用右手拇指轻轻推送至遇阻力即停止。
4.3若测试深度、测轻推深度测试杆与底部刚好接好接触为止。
4.4卡尺读数:4.41附表卡尺读数:主尺显示值加量表(或副尺)显示值即为量测值。
4.42刻度式卡尺读数:Ⅰ:先判断主尺与附尺刻度线相重合之刻度读出附尺零刻度线对应主尺刻度之整数值为A 。
Ⅱ:换算游尺刻度格乘以刻尺之解析度数为数值B 。
Ⅲ:A+B 即为量测值。
5.0注意事项:5.1用瓜之根部(勿用瓜尖)量物,并注意细小格线之识别。
5.2游标卡尺使用时、切记不可有碰撞或掉落之疏忽如有疏失务必告知仪佼负责人进行校检。
5.3使用前和使用后要将主尺测定面及附表盘(刻度)面擦拭干净不可有灰尘、粉屑占留在表面。
5.4游标卡尺由使用人每周定期用润滑油作保养、不可污损。
5.5游标卡尺用完后存放时请隔离1mm 间隙、防止碰撞变形。
123456**********有限公司游标卡尺作业指导书文件编号******-1.0版本版次 1.0 文件项次2/2 制作日期2019.6.3游标卡尺实际操作示例6.0量具保养规范6.1卡尺在每周内需进行保养一次,并记于“保养记录表”中。
6.2卡尺在使用过程中不可损伤及损坏如有异常应立即通知仪校人员进行校正。
6.3在操作使用过程中应保持卡尺表面的清洁度。
游标卡尺使用作业指导书
指示值被設定為”0”關顯示”INC”。這樣就可以進行從”0”點開始的量測工作。
4.5進行絕對值量測(ABS)的步驟如下:
4.5.1在電源ON時,機器即顯示絕對值狀態。
4.5.2如果不出現”INC”顯示的話,就可以進行絕對值的量測。
+版本
修訂內容
修訂日期
修訂者
1
初次發行
管
制
章
核 准
審 核
擬 案
一、適用範圍:
凡本公司所使用之電子式游標卡尺均屬之。
二、目的
為了更好的、正確使用儀器設備。
三、規格
我司目前所使用規格: 0~200mm,最小表示量:0.01mm,準確度(公差):±0.02mm。
四、使用方法:
4.1在使用數位游標卡尺前,先檢查外觀是否良好;是否清洁,反之用滲有沒的軟布或是干凈的布,擦去塗在機器上的防銹油,並在游標卡尺內裝入電池后測試性能無誤使用。
5.5.3如果在顯示部位的左上方出現” INC”字樣,則請按住ZERO/ ABS開關約2秒鐘”INC”即消失,這樣就可以進行從絕對原點起的量測。
五、故障及對策
5.1錯誤Errc及顯示的閃動:通常是在刻度尺的表面被污染時發生。
對策:建議清理刻度尺的表面,塗上薄薄的低粘性油脂,使其不沾水。
5.2在最小位數顯示” E “ :是由於游標在以較高的速度移動時出現的狀況,不影響工作。
5.3如果在讓游標處於靜止狀態時最小位數也顯示”E”時,即出現了與Errc相同的故障.請按與
Errc相同的方法予處置。
5.4顯示:” B”如果顯示部出現”B”字母,則表示電池的電壓已經不足,直接更換電池。
游标卡尺作业指导书
游标卡尺作业指导书1 目的为保证本公司使用卡尺的测量准确度,实现量值统一与溯源,规范卡尺的校准程序,特制定本作业指导书。
2 适用范围本指导书适用于AML内测量范围≤500mm的卡尺。
3 计量标准经外校合格的量块,外径千分尺及配套装置。
4 校准条件温度: 22±3oC;相对湿度: 10%RH~70%RH。
5 校准周期三个月6 校准过程及方法(参照国标JJG30-2002)6.1 准备校准前,先清洁量具,卡尺、量块及千分尺应平衡温度1~2小时。
6.2 外观检查6.2.1 卡尺表面应镀层均匀,标尺标记应清晰,表蒙透明清洁。
不应有锈蚀,碰伤,毛刺,镀层脱落及明显划痕,无目力可见的断线或粗细不均等影响测量准确性和读数准确性的外观质量其他缺陷。
6.2.2 卡尺上的标识完整:制造商,CMC及序列号等。
6.3 各部分相互作用6.3.1 尺框在尺身上顺畅地滑动, 无阻碍。
6.3.2 制动螺丝作用可靠。
6.3.3 尺框与尺身配合良好, 无明显间隙。
6.4 内爪的示值误差.两个外量爪及两个内量爪能很好地并拢, 游标上的第一刻线及最后一刻线均能与尺身上的相应刻线对齐。
放一个10mm的量块在卡尺的外量爪中间, 锁紧制动螺丝,量块可以移动但不会掉下来, 在此时沿着卡尺身方向测量两个内量爪之间的距离,测量三个点, 其中有最大偏差的读数即为测10mm量块时的误差值,最大误差不超过±0.02mm, 最大与最小值之差为内量爪的平行度,不可以超过下表规定。
测量范围(mm) 内量爪平行度0-150 0.0150-200 0.0150-300 0.0206.5 外量爪的示值误差用外量爪测量量块, 记录卡尺上的示值。
下表列出了外量爪的测量点及允许测量误差:卡尺类型测量范围(mm) 分度值(mm) 允许误差(mm) 测量点(mm)数显式0-150 0.01 ±0.02 10 20 51.2 121.50-200 ±0.02 20 51.2 121.5 191.80-300 ±0.03 51.2 121.5 191.8 243游标式表盘式0-150 0.02 ±0.03 10 20 51.2 121.50-200 ±0.03 20 51.2 121.5 191.80-300 ±0.04 51.2 121.5 191.8 2430-500 ±0.05 75 150 250 313.3 416.8 468对于每一测量点,用外卡测量时应使用两个位置,靠内的位置及靠外的位置;用内爪测量时使用中间位置2. (图见下页)6.6 深度尺校准深度标尺, 检查20mm处的深度值.将20mm的量块放在一级平台上, 用尺身端部与量块接触, 滑动深度标尺与平台面接触, 卡尺的示值误差不能超过下面中的列出值:卡尺类型测量范围(mm) 分度值(mm) 允许误差(mm)数显式0-150 0.01 ±0.020-200 ±0.020-300 ±0.03游标式表盘式0-150 0.02 ±0.030-200 ±0.030-300 ±0.047、结论校准结果在合格范围内,卡尺为合格,贴上合格标贴并填写校准报告,否则为不合格,不合格根据其实际情况做出维修和报废处理,维修后须再做校准。
游标深度尺使用作业指导书
深度游标卡尺用于测量凹槽或孔的深度、梯形工件的梯层高度、长度等尺寸,平常被简称为“深度尺”,我司的深度游标卡尺如左图所示,由游标、测量基座、紧固螺钉、尺身、尺框组成。
1)测试前用软布将测量端面擦干净,在水平台上查看尺框和主尺身的零刻度线是否对齐。
若未对其,应送技质部或有关部门调整。
2)测量时先将尺框的测量面贴合在工件被测深部的顶面上,注意不得倾斜,然后将尺身推上去直至尺身测量面与被测深部手感接触,然后锁紧紧固螺钉。
4、读数时,应使视线正对刻线读数
1.轻拿轻放。
2.不要要把卡尺当作卡钳或镙丝扳手等其他工具使用。
3.不允许过分地施加压力,所用压力应使测量基座刚好接触零件基准表面,尺身刚好接触测量平面
4.卡尺使用完毕必须擦净上油,放回到卡尺盒内;不得放在潮湿、湿度变化大的地方。
A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数部分;
B、再读小数——看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数部分(即游标读数值乘其对齐刻线的顺序数);
C、得出被测尺寸——把上面两次读数的整数部分和小数部分相加,就是卡尺的所测尺寸。
深度游标卡尺使用作业指导书量具简介
操作规范
保养及保管
读数方法
设计(日期)审核(日期)批准(日期)。
冲压注塑行业实验室注塑制程检验SOP指导书样板
图示:制订:A.操作步骤及内容:1.开机前依生管之<<生产通知单>>核对所使用的电镀料带、塑胶料等物料规格是否正确,产品版本、模具号是否符合工单要求;2.开机生产前,取注塑的前1模作为首件样品并对样品的外观、重点尺寸进行检查确认记录在<<首件检查记录表>>上,首件检查合格后方可通知开始生产;3.开机后IPQC每半小时巡检一次外观;巡检时,首先关闭收料机电源开关、用手触碰感应器确认收料机已停止的情况下,目视检查是否有缺PIN、缺胶、定位孔变形等明显不良现象;开启显微镜灯光,将产品放在显微镜下检查是否有刮伤、毛边、缩水、缺胶、氧化脏污、C角反向等不良现象并记录于<<IPQC 巡检记录表>>上;如图一,图二,图三,图四4.正常生产时每4小时量测一次尺寸,如中途有模具/机台维修,开机生产时需重新确认外观并量测相关重点尺寸记录在IPQC巡检记录表上,检查完成后关闭显微镜,开启收料机电源开关;如图五,图六5.发现异常时以<<品质异常通知单>>书面通知现场技术人员并附上不良样品,由技术人员分析不良原因回复异常单并作相应改善,改善完成后IPQC确认改善效果并作好相关的记录;B.注意事项:1.检查过程需戴手指套,避免手上的汗液使产品氧化;2.检查时须确认收料机完全关闭的状态下才可检查产品;2.有异常的产品须及时用对应的标签标示,以提醒包装区分;3.模具/机台维修后须重新确认对应的尺寸及外观;4.检查时须正反均须检查.核准:审核:制订部门品保部版 本A/0页 次共1页标准作业指导书(SOP)文件名称IPQC注塑制程检验作业指导书文件编号制订日期图一图二图三图四图五图六。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图示:制订A.操作步骤及内容:
1.取出游标卡尺后,确认量程是否满足要求;
2.大姆指推动滑轮,使卡尺紧密结合,确认表盘上的指针是否归零,如未
归零,旋转表盘使指针归零;如图二
3.左手拿住并固定要量测的物料,右手滑动游标卡尺使其卡住物品的量测
位置,读取表盘上的数值;如图三
4.测量完成后,将游标卡尺归零放入盒内,清理量测的物品。
如图四B.注意事项:
1.量测前需进行归零;
2.卡住产品不可过松或过紧,否则会产生较大误差;
3.按照盒内的构造把游标卡尺放好;
核准:审核:制订部门品 保 部版 本A/0页 次共1页
标准作业指导书(SOP)
文件名称
游标卡尺使用作业指导书文件编号制订日期图一图二
图三图四。