3.5.尺寸公差与配合的选用解析
机械制造中公差与配合的选用要点

机械制造中公差与配合的选用一、基准制的选择1、基孔制:中等尺寸精度较高的孔的加工和检验,常采用钻头、铰刀、量规等定值刀具和量具,孔的公差带位置固定,可减少刀具、量具的规格,有利于生产和降低成本。
故一般情况下应优先选用基孔制。
2、基轴制:在下列情况下采用基轴制较为经济合理:⑴ 采用冷拨光轴,一般IT8级左右已满足农业机械、纺织机械中某些轴类零件的精度要求,光轴可不再进行加工,因此采用基轴制减少加工较为经济合理,对于细小直径的轴尤为明显。
⑵ 与标准件配合时,基准制的选择要依据标准件而定,如滚动轴承外圈与壳体孔的配合应采用基轴制。
⑶ 基些结构上的需要,要求采用基轴制,如图示,柴油机活塞销同时与连孔和支承孔相配合,连杆要转动,故采用间隙配合,而与支承孔配合可紧些,采用过渡配合.如采用基孔制,则如图示,活塞销需做成中间小、两头大形状,这不仅对加工不利,同时装配也有困难,易拉毛连杆孔。
改用基轴制如图示,活塞销可尺寸不变,而连杆孔、支承孔分别按不同要求加工,较为经济合理且便于安装。
⑷ 任意孔、轴公差带组成的配合:如原需采用Φ50 G7/h6(+0.034/+0.009)/(0/-0.016),为间隙配合,Xmax=ES-ei=+0.050, Xmin=EI-es=+0.009。
现无法实现,则可改选Φ50 F7/k6(+0.050/+0.025)/(+0.018/+0.002), Xmax=+0.048, Xmin=+0.007,使保持近似的配合。
二、公差等级的选择选择公差等级应在满足机器使用要求的前提下,尽量选用低的公差等级。
但如工艺条件许可,成本增加不多的情况下,也可适当提高公差等级,来保证机器的可靠性、延长使用寿命、提供一定精度储备,以取得更好的经济效益。
⑴ 用于量块、量规的公差等级IT01-IT1主要用于高精度量块的公差和其他精密标准块的公差,它们大致相当于量块1-3级精度。
IT1-IT7用于检查IT5-IT6级工件的量规的尺寸公差。
零件尺寸公差与配合的合理选择(1)
零件尺寸公差与配合的合理选择(1)一、基孔制和基轴制的选择基准制是选择孔轴间各种配合关系的前提,被分为基孔制和基轴制两种系列。
基孔制是基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度。
基孔制的特点是孔为基准孔,其下偏差为零。
基轴制是基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。
基轴制的特点是轴为基准轴,其上偏差为零。
维修中基准制的选择原则是:(1)一般情况下,要优先选用基孔制。
相对来说,加工孔要比加工轴困难。
采用基孔制,通过改变轴的尺寸和基准孔相配,加工起来容易方便,工艺性好;又有利于减少加工同一公称尺寸而配合不同的孔,所需标准刀具和量具的总数,减少总的生产投入。
(2)修理中,若直接截取冷拉钢材做轴,外圆不再进行加工,可采用基轴制,在加工孔中实现配合要求。
(3)与标准件配合的零件,基准制的选择应依照标准件来定。
(4)修理件的基准制应根据相配件的具体情况进行选择。
(5)由于结构原因必须采用多件配合时,应根据装配要求,具体分析情况,选用合适的基准制。
二、公差等级的选择(1)选择公差等级首先要能满足使用要求。
常用的配合尺寸一般采用的公差等级为IT5~IT11;特别精密零件的配合尺寸一般采用的公差等级为IT2~IT5;非配合尺寸制造时,一般采用的公差等级为IT12~IT18。
(2)选择公差等级要考虑工艺实现的可能性和经济性。
在满足使用的前提下,应尽可能地选择较低的公差等级以降低加工成本。
在生产过程中,产品精度的提高会明显增加生产成本,两者并不成正比关系。
因此,选择公差等级一定要慎重。
首先要对各种加工方法能达到的公差等级做到心中有数。
然后,再根据工艺设备和条件进行综合考虑。
(3)维修件选择公差等级还要考虑相配零件的精度及装配要求等。
三、配合的选择1.配合的一般选择配合是指基本尺寸相同的,相互结合的孔和轴的公差带之间的关系。
因此,配合性质主要由基本偏差的特点决定,同时也与公差等级有一定关系。
培训资料-公差与配合的选择

2 配合是指不同零部件间的形状、尺
寸和相对位置关系。
3 公差与配合的选择需综合考虑设计
4 公差与配合的关系包括功能性配合、
要求、制造工艺、使用环境等因素。
相容性配合和干涉配合。
5 公差与配合的应用案例涵盖汽车发
6 常见问题包括配合松散、配合过紧、
动机、航空航天及机械装配等领域。
公差堆积以及不良互换性。
2 形位公差
控制零件的相对位置关系,如平行度、垂直 度等。
3 表面质量公差
4 选择公差
用于控制零件的表面光洁度、粗糙度等特性。
需考虑设计要求、制造工艺、使用环境等因 素,平衡成本与性能。
配合的分类与选择
紧配合
互相配合的零件之间具有较小 的间隙,适用于密封性要求高 的部件。
松配合
互相配合的零件间具有较大的 间隙,适用于需要容差较大的 部件。
公差堆积
在多个零件配合时,公差堆积可能导致不良影 响,可通过合理的公差配合设计和控制解决。
配合过紧
导致零件变形或难以拆卸,可采取热处理、研 磨或重新设计等方法解决。
不良互换性
不同供应商的零件互换时可能存在问题,可采 用统一的配合标准和测试要求来解决。
总结与要点
1 公差是零部件尺寸与设计尺寸间的
分差范围。
1
汽车发动机
控制活塞和缸套之间的配合,确保发动机的密封性和正常运行。
2
航空航天
保证飞机的结构零件符合安全要求,如翼尖配合、紧固件配合等。
3
机械装配
精确控制机械零件的配合,以确保装配的准确性和运行的稳定性。
公差与配合的常见问题及解决方法
配合松散
导致零件松动,可采取加入填料、采用其他配 合类型等方法解决。
第二章 孔和轴的公差与配合分析
8
12
18
30
48
75
0.12 0.15
0.18
0.48
0.75
1.2
1.8
0.4
0.6
1
2.5
4
6
9
15
22
36
58
90
0.22
0.36
0.58
0.90
1.5
2.2
0.5
0.8
1.2
2
358源自111827
43
70
110
0.18
0.27
0.43 0.52
0.70
1.10
1.8
2.7
>18~30
2.5 0.6 0.6 1 1.5 1.5 2.5 4 4 7 6 11 9 13 16 21 25 33 39 52 62 84 100 130 160
一
极限偏差的数值可能是正值、负值或零值。故
基 本 术 语 及 定 义
在偏差值的前面除零值外,应标上相应的“+”
号或“-”号。 2) 实际偏差:实际尺寸-基本尺寸所得代数差。 综上所述: 偏差是以基本尺寸为基数,从偏离基本尺 寸的角度来表述有关尺寸的术语。
一
尺寸公差(简称公差)
允许尺寸的变动量。
数值:等于最大极限尺寸与最小极限尺寸之差的 绝对值或上偏差与下偏差的差的绝对值。 表示:孔用Th表示;轴用Ts表示。 Th=︱Dmax- Dmin︱=︱ES-EI︱ Ts=︱dmax-dmin︱=︱es-ei︱ 注意:公差值无正负含义;不应出“+”“-”号。
Ymin
轴
一
过渡配合
过渡配合:可能具有间隙也可能具有过盈的配合。 此时,孔的公差带与轴的公差带相互重叠。 Xmax=Dmax-dmin=ES-ei + 0 Xav(或Yav)=(Xmax+Ymax)/2 Ymax=Dmin-dmax=EI-es 孔
尺寸公差配合标准
2
在互换性生产中,需要各种不同性质的配合,即使配合公差确定后, 也可通过改变孔和轴的公差带位置,使配合获得多种的组合形式。为了 简化孔、轴公差的组合形式,统一孔(或轴)公差带的评判基准,进而 达到减少定值刀、量具的规格数量,获得最大的经济效益,国家标准规 定了两种基准制,即基孔制和基轴制。
(1). 基孔制 基孔制是基本偏差为一定的孔(H)的公差带,与不同基本偏差的轴 (a~zc)的公差带形成各种配合的一种制度,如图1-11所示。 基孔制配合中的孔是基准件,称为基准孔,其代号为H,它的基本偏 差为下极限偏差,其数值为零,公差带在零线的上方。
图 1-9 基本偏差
(2). 图1-10所示为基本偏差系列图。 基本偏差的代号用拉丁字母(按英文字母读 音)表示, 大写字母表示孔, 小写字母表示轴。 在26个英文字母中去掉易与其 它学科的参数相混淆的五个字母I、 L、 O、 Q、 W(i、 l、 o、 q、 w)外, 国家 标准规定采用21个, 再加上7个双写字母CD、 EF、 FG、 JS、 ZA、 ZB、 ZC(cd、 ef、 fg、 js、 za、 zb、 zc), 共有28个基本偏差代号, 构成孔(或轴)的基本偏 差系列。 它反映了28种公差带相对于零线的位置。
ES=-ei +Δ, Δ=ITn-ITn-1 = ITh-ITs 。
例 解
11-)5 查标准公差6:0因mH为99孔、轴同级6,0 IMTh99=90.074
2) 计算极限偏差:
基孔制:
,
的基本偏 es = + 0.011 ;
另一偏差 es = ei +IT690=H+90.00101.0+740.074=6+00.m0895 ;
公差与配合的选用
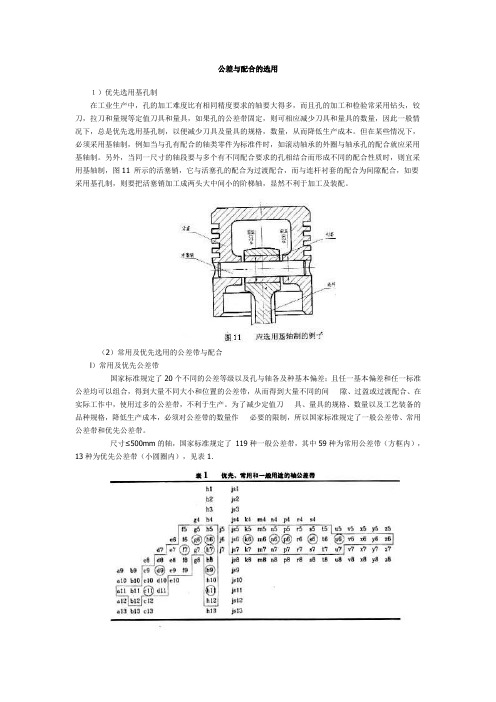
公差与配合的选用1)优先选用基孔制在工业生产中,孔的加工难度比有相同精度要求的轴要大得多,而且孔的加工和检验常采用钻头,铰刀,拉刀和量规等定值刀具和量具,如果孔的公差带固定,则可相应减少刀具和量具的数量,因此一般情况下,总是优先选用基孔制,以便减少刀具及量具的规格,数量,从而降低生产成本。
但在某些情况下,必须采用基轴制,例如当与孔有配合的轴类零件为标准件时,如滚动轴承的外圈与轴承孔的配合就应采用基轴制。
另外,当同一尺寸的轴段要与多个有不同配合要求的孔相结合而形成不同的配合性质时,则宜采用基轴制,图11 所示的活塞销,它与活塞孔的配合为过渡配合,而与连杆衬套的配合为间隙配合,如要采用基孔制,则要把活塞销加工成两头大中间小的阶梯轴,显然不利于加工及装配。
(2)常用及优先选用的公差带与配合l)常用及优先公差带国家标准规定了20个不同的公差等级以及孔与轴各及种基本偏差;且任一基本偏差和任一标准公差均可以组合,得到大量不同大小和位置的公差带,从而得到大量不同的间隙、过盈或过渡配合、在实际工作中,使用过多的公差带,不利于生产。
为了减少定值刀具、量具的规格、数量以及工艺装备的品种规格,降低生产成本,必须对公差带的数量作必要的限制,所以国家标准规定了一般公差带、常用公差带和优先公差带。
尺寸≤500mm的轴,国家标准规定了119种一般公差带,其中59种为常用公差带(方框内),13种为优先公差带(小圆圈内),见表1.尺寸≤500mm的孔,国家标准规定了105种一般公差带,其中44种为常用公差带(方框内),13种为优先公差带(小圆圈内),见表22)常用及优先配合国家标准根据我国生产的实际情况并参照国际公差标准的规定,在尺寸≤500mm内,规定了59种基孔制常用配合,其中13种为优先配合,见表3 规定了47种基轴制常用配合,其中13种为优先配合,见表3、表4(3)公差等级的选用在生产实际中,应根据零件在机器中的作用及性能要求,选用适当的公差等级。
孔轴公差与配合知识总结

尺寸公差与尺寸偏差的关系
3.尺寸公差带图与公差带
由于公差及偏差的数值与基本尺寸数值相 差较大,不便用同一比例表示, 故采用公差 带图。公差带图由零线和公差带组成。 零线:表示基本尺寸的一条直线,以其为基准 确定偏差和公差,零线以上为正,以下为负。 公差带:由代表上、下偏差的两条直线所限定 的一个区域。 公差带有两个基本参数,即公差带大小与 位置。大小由标准公差确定,位置由基本偏差 确定。 公差带在垂直零线方向的宽度代表公差值, 沿零线方向的长度可适当任取。 一般,孔公差带用斜线表示,轴的公差带 用网点表示。
※ 3.2.4有关配合的术语和定义
基本要求
基本内容:了解有关配合的基本概念,掌握 光滑圆柱结合的配合基准制。 重点内容:有关配合的基本计算、配合类别。 难点内容:配合类别。
3.2.4
有关配合的术语和定义(一)
1.配合:基本尺寸相同,相互
结合的孔、轴公差带之间的 关系,称为配合。 形成配合的两个基本条件: (1)孔和轴的基本尺寸必须相 同; (2)具有包容和被包容的特性。 注意:配合是指一批孔、轴 的装配关系,而不是指单个 孔、轴的相配。
结合类型
相对运动副 (相对转动、 移动)
典型结构
滑动轴承,导 轨与滑块等
工作要求
功能+运动准确 性高 工作灵活 能够在传递足 够的扭矩或轴 向力时不打滑 要有较高的同 轴度 能拆卸
保证条件
间隙越小越好
配合类型
间隙配合
要有足够间隙
固定连接
火车轮毂和轴 的结合,蜗轮 轮毂与轮缘的 结合 齿轮与轴,定 位销与定位孔 等
(3)过渡配合
可能具有间隙也可能具有过盈的配合称为过渡配合。此时,孔的公 差带与轴的公差带相互重叠。 过渡配合的特征值是最大间隙(Xmax)和最大过盈( Ymax ) 。 最大间隙——孔的最大极限尺寸减去轴的最小极限尺寸所得的代数差称 为最大间隙,用Xmax表示。 Xmax = Dmax - dmin=ES - ei 最大过盈——孔的最小极限尺寸减去轴的最大极限尺寸所得的代数差称 为最大过盈,用Ymax表示。 Ymax = Dmin- dmax =EI - es 实际生产中,其平均松紧程度可能表示为平均间隙,也可能表示为平均 过盈。 Xav (或Yav )=(Xmax +Ymax)/2 | Xmax|≥| Ymax| 时:Xav=(Xmax+Ymax)/2 | Xmax|≤| Ymax| 时:Yav=(Xmax+Ymax)/2
常用尺寸公差与配合的选择

合。
P38-39
选择前,首先了解加工方法与公差等级关 系。P38
第15页,共28页。
其次了解:国家标准推荐的各公差等级应用范围
第16页,共28页。
选用公差等级时,除了解上述内容外, 还应考虑以下问题:
1)考虑孔、轴工艺等价性原则
当孔公差等级 ITD≤IT8,孔公差等级比轴低一级 当孔公差等级 ITD > IT8,孔公差等级和轴同级
第24页,共28页。
小结:
配合的选择:
1、配合制的选择:
2、公差等级的选择:原则
3、配合的选择:
配合的大方向
配合类别
确定配合件的基本偏差代号
最终确定:配合代号
第25页,共28页。
es
+
ei
0
_
ES
EI
第26页,共28页。
25
第27页,共28页。
谢谢各位的聆听
第28页,共28页。
3)“一轴多孔”配合,且配合性质不同。
第6页,共28页。
例:发动机中活塞、活塞销及连杆机构
1-活塞 4-活塞销 5-连杆 2处-孔与轴采
用间隙配合 3、6处-孔与轴
采用过渡配合
第7页,共28页。
基准制选择方案a: 采用基孔制
即活塞孔,连杆孔均为φ 30H7,销
两端为φ30m6 (es = +0.021,
第4页,共28页。
选择基孔制的理由:
中、小孔通常采用定值刀具加工,采用极 限量规(专用量规)检验。采用基孔制, 可大大减少孔的公差带数量,从而减少定 值刀、量具的数目
第5页,共28页。
基轴制应用场合
1)轴用型材:如冷拉钢作轴,IT9-11 2)轴为标准件:键、销、轴承外圈 键与轴槽、轮毂槽配合;孔与轴承外圈
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、基准制的选用
1.一般情况下应优先选用基孔制 2.基轴制的选择 (1)直接使用有一定公差等级(IT8~IT11) 而不再进行机械加工的冷拔钢材(这种钢材是 按基准轴的公差带制造)制作轴。若需要各种 不同的配合时,可选择不同的孔公差带位置来 实现。这种情况主要应用在农业机械和纺织机 械中。
三、配合的选用
1.根据使用要求确定配合的类别 配合的选择首先要确定配合的类别。选择时,应根据 具体的使用要求确定是间隙配合还是过渡或过盈配合。例如, 孔、轴有相对运动(转动或移动)要求,必须选择间隙配合; 若孔、轴间应无相对运动,应根据具体工作条件的不同确定 过盈、过渡甚至间隙配合。表3.9给出了配合类别选择的大 体方向。
3.用类比法选择配合时应考虑的因素 用类比法选择配合,首先要掌握各种配合的特 征和应用场合,尤其是对国家标准所规定的优先配 合要非常熟悉。教材表3.10是轴的基本偏差选用说 明和应用。教材表3.11是尺寸至500mm基孔制 优先配合的特征及应用。配合的选择应尽可能地选 用优先配合,其次是常用配合,再次是一般配合。 如果仍不能满足要求,可以选择其他的配合。选择 方法主要是类比法。
3.非基准制配合的采用
f110J7
f50 k6
图3.16基准制选择示例(二)
f110
J7 f9
二、公差等级的选用
1.依据:TD+Td≤Tf 2.选择原则: 1)在满足使用要求的前提下,尽可能选较低的公差等级或较大 的公差值。 2)满足GB推荐的公差等级组合规定P64。(工艺等价) 对于基 本尺寸≤500mm有较高公差等级的配合,因孔比同级轴难加工, 当标准公差≤IT8时,国标推荐孔比轴低一级相配合,使孔、轴 的加工难易程度相同。但对>IT8级或基本尺寸>500mm的配 合,因孔的测量精度比轴容易保证,推荐采用孔、轴同级配合。 3.方法: 1)计算 — 查表(下面将举例说明) 2)类比法:参照类似的机构、工作条件和使用要求的经验资料, 进行比照。(常用方法)
各类基本偏差在形成基孔制(或基轴制)配合时的应用场合 大致总结如下:
间隙配合按相对运动速度选择 相对运 无定心要求的 动情况 慢速转动 选择基 本偏差 高速 转动 d(D) 或 e(E) 中速 精密低速转动或移 转动 动或手动移动
c(C)
f(F)
g(G)
h (H)
各种过盈配合基本偏差的比较与选择
#类比法应考虑以下几点: • 1)公差等级的应用范围,见教材表3.6;配合尺寸公差等级的应用见教 材表3.7。 • 2) 工艺等价 • 3)各种加工方法能够达到的公差等级,见教材表3.8,可供选择时参考。
• 4)相配零件或部件精度要匹配。如与滚动轴承相配合的轴和孔的公差 等级与轴承的精度有关,如教材图3.16所示。再如与齿轮相配合的轴的 公差等级直接受齿轮的精度影响。 • 5)配合性质:过盈、过渡配合的公差等级不能太低,一般孔的标准公 差≤IT8,轴的标准公差≤IT7。间隙配合则不受此限制。但间隙小的配 合,公差等级应较高;而间隙大的配合,公差等级可以低些。例如,选 用H6/g5和H11/a11是可以的,而选用H11/g11和H6/a5则不合适。 • 6)在非基准制配合中,有的零件精度要求不高,可与相配合零件的公 差等级差2~3级,如图3.16中箱体孔与轴承端盖的配合。
+ 0 _
fD
G7
M7Leabharlann h6M7间隙配合
教材图3.15基准制选择示例(一)
fD
过渡配合
(4)与标准件配合的基准制选择
若与标准件(零件或部件)配合,应以标准件为基 准件、来确定采用基孔制还是基轴制。 如平键、半圆键等键联接,由于键是标准件, 键与键槽的配合应采用基轴制;滚动轴承外圈与箱 体孔的配合应采用基轴制,滚动轴承内圈与轴的配 合应采用基孔制,如教材图3.16所示选择箱体孔的 公差带为J7,选择轴颈的公差带为k6。
(2)加工尺寸小于1mm的精密轴比同级孔 要困难,因此在仪器制造、钟表生产、无线 电工程中,常使用经过光轧成形的钢丝直接 做轴,这时采用基轴制较经济。 (3)根据结构上的需要,在同一基本尺寸的 轴上装配有不同配合要求的几个孔件时应采 用基轴制。如下图所示。
活塞 连杆 过渡配合 活塞销 + 0 _ m6 H7 g6 m6
表3.9 配合类别选择的大体方向
2.选定基本偏差(配合)的方法
计算法就是根据理论公式,计算出使用要求的间隙或过 盈大小来选定配合的方法。对依靠过盈来传递运动和负载的 过盈配合,可根据弹性变形理论公式,计算出能保证传递一 定负载所需要的最小过盈和不使工件损坏的最大过盈。由于 影响间隙和过盈的因素很多,理论的计算也是近似的,所以 在实际应用中还需经过试验来确定,一般情况下,很少使用 计算法。 试验法就是用试验的方法确定满足产品工作性能的间隙或 过盈范围。该方法主要用于对产品性能影响大而又缺乏经验 的场合。试验法比较可靠,但周期长、成本高,应用也较少。 类比法就是参照同类型机器或机构中经过生产实践验证的 配合的实例,再结合所设计产品的使用要求和应用条件来确 定配合。该方法应用最广。
过盈程度 选择根据
较小或小的过盈
中等与大的 过盈
很大与特大的过盈
传递扭矩的 大小
加紧固件传递一 定的扭矩与轴向 力,属轻型过盈 不加紧固件 不加紧固件可传递大的扭矩 配合。不加紧固 可传递较小 与轴向力、特大扭矩和动载荷, 件可用于准确定 的扭矩与轴 属重型、特重型过盈配合 心仅传递小扭矩, 向力,属中 型过盈配合 需轴向定位 (过盈配合 时)
装卸情况
用于需要拆卸, 用于不拆卸时,一般不推荐 用于很少拆 使用。对于特重型过盈配合 装入时使用 卸时 压入机 (后三种)需经试验才能应用
p(P)、r(R) s(S)、 t(T) u(U)、v(V)、x(X)、 y(Y)、z(Z)
应选择的 基本偏差
各种过渡配合基本偏差的比较与选择
盈、隙 情况 定心 要求 装配与 拆卸 情况 应选择 的基本偏 差 过盈率很小 稍有平均 间隙 要求较好定心 时 木锤装配 拆卸方便 js(JS) 过盈率中等 平均过盈接近 为零 要求定心精度 较高时 木锤装配 拆卸比较方便 k(K) 过盈率较大 平均过盈 较小 要求精密定心 时 过盈率大 平均过盈稍大 要求更精密定心 时