卫生巾工艺流程大纲纲要图.docx
卫生用品生产工艺规范
卫生用品生产工艺规范卫生用品是人们生活中必不可少的产品,其质量直接关系到人们的健康和舒适度。
为了确保卫生用品的质量和安全,制定一套科学的生产工艺规范是非常必要的。
本文将就卫生用品的生产工艺规范进行详细的讨论和说明。
一、原材料选择与采购1.1 原材料选择卫生用品的原材料选取直接关系到产品的质量和使用效果。
在选择原材料时,应严格按照相关标准和规范进行选取,确保原材料的质量和安全性。
1.2 采购管理卫生用品生产企业应建立健全的采购管理制度,确保原材料的供应稳定和质量可控。
采购部门应与供应商建立稳定的合作关系,并定期对供应商进行质量评估和考核。
二、生产工艺流程2.1 原料处理在卫生用品生产过程中,原料处理是一个至关重要的环节。
原料应按照工艺要求进行处理,确保其洁净度和安全性。
2.2 切割和成型根据不同的卫生用品类型,采用相应的切割和成型工艺,确保产品形状和尺寸的一致性。
生产过程中要注意设备的清洁和维护,防止交叉污染。
2.3 吸收层制备对于需要吸收功能的卫生用品,吸收层的制备是关键的一步。
生产企业应根据产品标准和设计要求,选择合适的吸收材料和生产工艺,确保吸收层的性能和质量。
2.4 表面处理卫生用品的表面处理对于产品的舒适度和美观度具有重要影响。
生产企业应采用适当的方法对产品表面进行处理,提高产品的柔软性和气密性。
2.5 包装在卫生用品生产完成后,应进行合适的包装。
包装要求产品在运输和储存过程中不变形、不受污染,并能保持其原有的性能和功能。
三、质量控制要求3.1 检测与监控卫生用品生产企业应建立完善的质量检测与监控体系,确保产品的质量稳定和可控。
要针对不同的工艺环节和产品特点,制定相应的检测方法和标准。
3.2 工艺参数控制在生产过程中,要对关键的工艺参数进行有效控制,确保产品质量的稳定和一致性。
定期对生产设备和工艺流程进行检查和维护,以确保其正常运行和性能良好。
3.3 不合格品处理对于生产中出现的不合格品,应及时进行处理和记录。
卫生巾工艺流程图
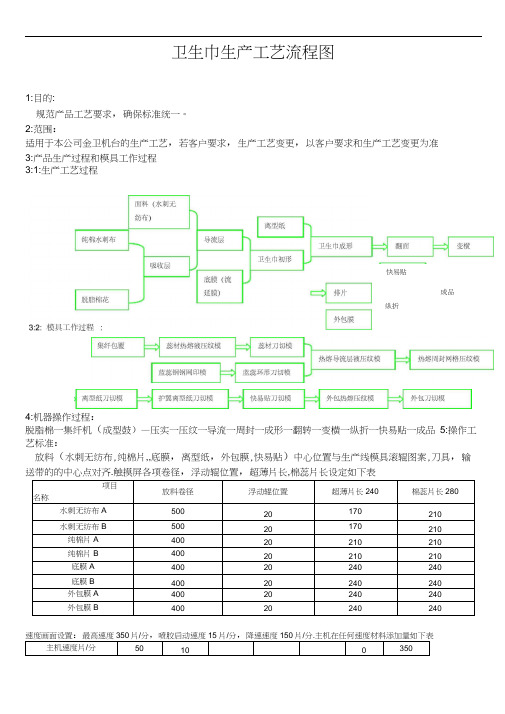
卫生巾生产工艺流程图1:目的:规范产品工艺要求,确保标准统一。
2:范围:适用于本公司金卫机台的生产工艺,若客户要求,生产工艺变更,以客户要求和生产工艺变更为准 3:产品生产过程和模具工作过程 3:1:生产工艺过程4:机器操作过程:脱脂棉一集纤机(成型鼓)—压实一压纹一导流一周封一成形一翻转一变横一纵折一快易贴一成品 5:操作工艺标准:放料(水刺无纺布,纯棉片,,底膜,离型纸,外包膜,快易贴)中心位置与生产线模具滚辊图案,刀具,输 送带的的中心点对齐.触摸屏各项卷径,浮动辊位置,超薄片长,棉蕊片长设定如下表项目名称放料卷径 浮动辊位置超薄片长240棉蕊片长280水刺无纺布A 500 20 170 210 水刺无纺布B 500 20 170 210 纯棉片A 400 20 210 210 纯棉片B 400 20 210 210 底膜A 400 20 240 240 底膜B 400 20 240 240 外包膜A400 20 240 240 外包膜B40020240240主机速度片/分 5010350成品纵折快易贴5:1纯棉切片标准:纯棉片刀切长度165土0.05MM5:2面料贴合标准:蓝蕊环形头部中心线与面料中心线对齐,贴合附着。
5:3底膜(流延膜)喷胶标准:喷胶喷线中心点与底膜(流延膜)中心位置对齐,热熔缸的加热温度背胶160± 3C ,枪体温度162± 3C ,喉体温度160± 3C ,供胶电机的转速跟随主电机的速度变化而变化电机转速起点设定值20,最大设定值50。
5:4卫生巾初形标准:流延膜与导流层周封网格压实纹痕清淅,压纹能防水渗漏,粘合性强,卫生巾头部周封位置中心线与输送带中心线对齐,热熔模温度60± 3C。
5:5背面离型纸喷胶标准:刮式喷胶线喷胶均匀,刮式喷胶枪头中心线与背面离型纸中心线对齐,热熔缸的加热温度结构胶160± 3C ,枪体温度160± 3C ,喉体温度155C±3C ,,供胶电机的转速跟随主电机的速度变化而变化),电机转速起点设定值20,最大设定值50。
卫生巾的制作工艺及材料分析

卫生巾的制作工艺及材料分析面对当今市场上的各种卫生巾,人们可能不再太关心它们的制作工艺和材料,只关心自己的使用感受和效果。
但是,深入了解卫生巾的制作工艺及材料分析,对我们了解消费品的制作过程、了解自身健康、了解选择文字所具有的深远意义。
首先,卫生巾的制作工艺一般分为四个步骤:原材料的选择、裁切、构造和包装。
而这四个步骤对卫生巾的质量和性能有着重要影响。
其中原材料的选择就非常关键。
卫生巾的主要原材料包括表面层、吸收层和底面层。
表面层的材料非常关键,因为它要直接接触到肌肤上,需要有良好的透气性、柔软性,同时还需要有一定的防水性和防渗透性。
吸收层则需要能够快速吸水和固定水分,同时不会产生异味和感染,这样才能有效地防止外泄和渗漏。
底面层作为卫生巾的支撑层,需要有一定的稳固性和防滑性,以保持卫生巾的形状和位置。
裁切环节则需要对原材料进行精确的尺寸设计和切割,以保证每个卫生巾的大小和形状一致。
构造环节需要将各个层次的原材料进行粘合和组装,以完成卫生巾的整体结构。
最后,包装环节则是将卫生巾进行卫生、密封、外包装等处理,以保证卫生巾在生产、运输和使用过程中的质量能够得到保障。
除此之外,一些先进的卫生巾还会加入特殊的功能性材料,例如抑菌剂、芳香剂、薄荷等,以增强卫生巾的性能和使用体验。
但是,在了解卫生巾的制作工艺的同时,我们也需要关注卫生巾所选用的原材料,这对我们了解卫生巾的质量和使用效果至关重要。
首先,表面层所选用的材料需要具有良好的透气性、柔软性等特性,同时也需要有一定的防水性和防渗透性。
一些正品的卫生巾都会采用医用级别的棉素织物或柔软的无纺布作为表面层材料,这些材料都能够达到很好的透气性、柔软性和防水性,同时也不会对肌肤产生过多的刺激。
其次,吸收层作为卫生巾的关键部分,材料的选择也非常重要。
一些正品的卫生巾采用的是超薄高密度松马料或者高分子材料等,在吸收能力、速度和保持效果等方面都要比普通材料更加优秀。
最后,底面层材料需要具有一定的支撑力和防滑性,一些正品的卫生巾会采用聚酯或者胶黏材料作为底面层材料,这些材料能够有效地防止卫生巾的移动和变形,同时还能让卫生巾更加平滑舒适。
纺织工艺设计流程大纲纲要大纲

纺织工艺纺织工艺流程包含纺纱工艺和织造工艺两部分。
纺纱工艺流程主要包含:清棉、梳棉、精梳、并条、粗纱、细纱。
织造工艺流程主要包含:络筒、整经、浆纱、穿经、织造、整理。
一、纺纱工艺流程主要设施及任务:1、清棉工序:开棉机:将紧压原棉松解成小的棉块或棉束,以方便混杂、除杂。
清棉机:除去原棉中的大多数杂质、疵点及不宜纺纱的短纤维。
混棉机:将不一样成分的原棉进行充足而平均地混杂。
成卷机:支撑必定重量、长度、厚薄平均、外形优秀的棉卷。
2、梳棉工序:梳棉机(图1):对清棉工序下机的棉卷经过刺辊、锡林盖板、道夫等工序进行分梳、除杂、混合成棉条入筒。
(图 1)3、精梳工序:精梳机:(1)除杂:除去纤维中的棉结、杂质和纤维疵点。
(2)梳理:进一步分别纤维,清除必定长度以下的短纤维。
(3)牵伸:将棉条拉细到必定粗细,并提升纤维平行挺直度。
4、并条工序:并条机(图 2):(1)并合:用 6~8 根棉条进行并合,改良棉条长片段不匀。
(2)牵伸:把棉条拉长抽细到规定重量,并进一步提升纤维挺直平行程度。
(3)混杂:利用并合与牵伸,依据工艺在并条机长进行棉条混杂。
(4)成条:将圈条做成成型优秀的熟条,有规则地盘放在棉条筒里。
(图 2)5、粗纱工序:粗纱机(图3):对并条合成的熟条经过牵伸、加捻,使纱条拥有一定的强力,以利于粗纱卷绕,并有助于纱条在细纱机上的退绕。
(图 3)6、细纱工序:细纱机(图4):将粗纱牵伸拉细到所需细度,并加捻,形成拥有一定捻度和强力的细纱并卷绕在筒管上。
(图 4)二、织造工艺流程主要设施及任务:1、络筒工序:络筒机:是将捻线机上下来的管纱从头卷绕成必定形状、容量大的筒子,同时除去纱线上的杂质和疵点,进而提升后序工序的生产率。
2、整经工序:整经机:按工艺设计要求,把必定根数的经纱,按规定的长度、幅宽,在必定张力的作用下平行卷绕在经轴上。
3、浆纱工序:浆纱机:为了让丝的单纤维互相粘结,增添丝的断裂强度,以利于上机的顺利织造。
汉威卫生巾工艺标准

1:目的:规范产品工艺要求,确保标准统一。
2:范围:适用于本公司汉威机台240产品的生产工艺,若客户要求,生产工艺变更,以客户要求和生产工艺变更为准. 3:240产品生产过程和模具工作过程4:机器操作过程:木浆—集纤机(成型鼓)—压实—压纹—导流—周封—成形—翻转—变横—纵折—快易贴—成品 5:操作工艺标准:5:1:放料要求标准: 放料(无纺布,面料,膨化纸,底膜,离型纸,外包膜,快易贴)中心位置与生产线模具滚辊图案,刀具,输送带的的中心点对齐.触摸屏各项卷径,浮动辊位置,超薄片长,棉蕊片长设定如下表:5:3:速度画面设置:最高速度380片/分,喷胶启动速度15片/分,降速速度150片/分.主机在任何速度高分子木浆添加量如下表:5:4:绒毛浆碎料集纤要求标准:绒毛浆粉碎均匀,集纤厚度均匀,集纤无杂质,无污点,(任何速度下)。
5:5:高分子添加量标准:高分子每片添加量2.75克/片.5:6:绒毛浆蕊材压实纵折标准:蕊毛压实厚薄均匀,蕊毛浆蕊材纵折宽度64±0.05MM。
5:7: 钢网网印标准:膨化纸网印中心位置与蓝蕊钢钢网印模中心点对齐,网印辊上只见钢网印处附着油墨,网印外观油墨均匀,图案印痕清淅,无污渍。
5:8:蓝蕊环形刀切标准:蓝蕊位置中心线与环形刀位置的中心线对齐,整齐切断,蓝蕊腰部中心点宽度68±0.05MM,蓝蕊环形头部中心点长度210±0.05MM。
5:9:绒毛蕊材刀切标准:绒毛蕊材刀切长度165±0.05MM。
5:10:面料喷胶标准: 排式喷胶流量均匀,喷胶喷线中心点与面料(无纺布或打孔膜)中心位置对齐,热熔缸的加热温度背胶160±3℃,枪体温度162±3℃,喉体温度160±3℃,供胶电机的转速跟随主电机的速度变化而变化(由跨海ASP-16自动跟踪控制系统控制),电机转速起点设定值20,最大设定值50。
5:11:面料(无纺布或打孔膜)与蓝蕊贴合标准:蓝蕊环形头部中心线与面料中心线对齐,贴合附着。
卫生巾是怎样制作的?
卫生巾是怎样制作的?卫生巾是女性月经期间重要的卫生用品,因此在制作过程中,必须采取严格的构成和生产流程,以保证卫生和安全。
下面是卫生巾制作的具体步骤:一、材料购买与准备1.购买原料:生产卫生巾必须搜集材料,通常有柔软的过滤棉絮,柔软的表面纸层、衬垫棉层和表面膜等可供选择。
这些原料要达到国家和行业标准,确保制成品质量。
2.准备工具与设备:根据不同原料和装配流程,会有不同的加工工具和生产设备,如裁样刀、压合机、烫压机、热牵引机、磨砂机、卷曲机等。
二、制作流程1.对原料的筛选:筛选的原料要满足卫生巾的防水、透气和吸水专利等标准,在筛选原料时要确保质量、光泽等,最后经过筛选技术检验,把优质的原料成型。
2.制型:采用裁样刀把原料一层一层剪切,按照客户要求的形状(圆形或条形)截取经过加工后的原料,然后继续加工。
3.压合:用温度和压力将剪切好的元件紧密压合,使之成型。
4.封制:将压合好的原料轧碎成卷筒状,封合成卫生巾拉带形式,这样就能保证卫生巾不脱落。
5.烫压:用高温熔封加工,以确保卫生巾和最终呈现的形状更持久,兣做好防水和透气的效果。
6.磨砂处理:卫生巾的表面纸和表面涂层经过磨砂处理,使表面更柔软、更清洁,更安全。
三、检验与交付1.质量检验:在卫生巾的生产过程中进行质量检测和检验,以确保卫生巾不仅有较高的水分和耐用性,而且还具有优良的吸水性和柔软性。
2.交付:最终确保卫生巾质量合格,方可交付客户使用。
卫生巾在运输前还需要经过消毒处理,以防止细菌污染和肮脏卫生巾。
因此,卫生巾的制作过程非常繁复,从材料购买至制作到最终检验,都经过严格的程序和标准,保证卫生巾的质量和安全性。
卫生巾的制作流程

卫生巾的制作流程《探秘卫生巾的制作流程:那些你不知道的小秘密对于广大女性朋友来说,卫生巾可是每月的“贴心小伙伴”,但大家有没有想过这小小的卫生巾是怎么制作出来的呢?今天,咱就来一场接地气又有趣的卫生巾制作流程大揭秘。
首先呢,卫生巾的原材料得精心挑选。
这就像大厨做菜得挑新鲜食材一样重要。
那吸收芯体可是关键部分,通常是选用一些高性能的吸水材料。
想象这些吸水材料就像一群超级口渴的小精灵,只要接触到水分,就疯狂“喝个不停”,能够迅速锁住液体,让广大女性在特殊时期保持干爽舒适。
这些材料得经过严格的筛选和检测,毕竟要是出了岔子,那可就是大写的尴尬了。
接着就到了制作表层的时候了。
表层那可是要直接跟皮肤接触的,所以必须要柔软得像云朵一样。
一般都是采用很细腻的无纺布材料,制作过程就像是给这些无纺布做一次“丝滑按摩”,要把表面弄得平平整整的,绝不能有小疙瘩或者粗糙的地方,不然那多难受啊,就像脸蛋上突然长个痘痘似的心烦。
再就是把吸收芯体和表层组合起来了,这个过程就像做三明治一样。
工人师傅们就像是细心的厨师,把一片片的材料准确无误地叠加放置。
这可不光是简单的摞起来,每个部分的贴合度得严丝合缝,如果贴歪了那比鞋子穿反了还让人难受。
然后就是固定侧翼了,这侧翼就像是卫生巾的小耳朵一样,很贴心的设计。
它们能保证卫生巾稳稳地待在该待的地方。
给侧翼装上粘贴条也是个精细活,这种粘贴条粘性得刚刚好,既能牢牢固定,又不能让你揭下来的时候就像揭树皮那么费劲,或者一不小心把内裤都粘坏了。
最后一步,就是包装了。
这就像给已经打扮好的小宝贝穿上漂亮的外衣。
每一片卫生巾都被小心翼翼地装进小袋子里,再被装入大包装。
而且在包装上还要清晰地标明各种信息,像是什么尺寸啊、适用的月经量范围啊之类的,如果标的不清楚,那女性朋友们在超市货架前还得挠头猜半天呢。
总的来说,卫生巾的制作流程那可是一环扣一环,每个环节都充满了细节和关怀。
咱也不得不感叹,现代科技真是厉害,能为女性制造出如此贴心方便的小物件,解决每月的大烦恼。
卫生巾生产工艺

卫生巾生产工艺卫生巾是女性在生理期间必备的卫生用品之一。
它的出现为女性解决了生理期的问题,帮助女性保持干净和舒适。
现在,让我介绍一下卫生巾的生产工艺。
首先,卫生巾的生产工艺包括制备材料、印花、粘合和包装等多个环节。
首先是制备材料。
卫生巾的主要材料包括饮用水,纸浆,无纺布,胶水和薄膜等。
制备这些材料需要一台专门的生产设备,通过特定的工艺过程将其加工成卫生巾所需的形状和规格。
接下来是印花。
卫生巾上通常会有各种花纹和标识,这需要通过印花工艺来完成。
印花工艺主要是将有色墨水或染料通过印刷机印在卫生巾的表面上。
这个过程需要专业的机器和技术人员来操作,以确保印花质量和卫生巾的外观。
然后是粘合。
粘合是将卫生巾的各个部分粘合在一起,保持其整体结构。
这个过程通常是使用胶水将纸浆和无纺布粘合到一起,并将薄膜固定在底部。
粘合工艺需要注意粘合的均匀度和耐用性,以确保卫生巾的质量和使用寿命。
最后是包装。
包装是卫生巾生产的最后一环节,也是最重要的一环。
卫生巾的包装通常分为内包装和外包装两个部分。
内包装是将卫生巾单独包装,可以确保卫生巾的清洁度和卫生度。
外包装是将多个卫生巾一起包装,以便于销售和携带。
包装需要根据市场需求设计并选择合适的材料,以确保卫生巾的质量和商品形象。
综上所述,卫生巾的生产工艺包括制备材料、印花、粘合和包装等多个环节。
这些环节都需要专业设备和技术人员来操作,以确保卫生巾的质量和外观。
卫生巾的生产工艺非常重要,直接关系到卫生巾的使用效果和市场竞争力。
随着科技的不断进步和市场需求的不断提高,卫生巾的生产工艺也在不断改进和创新,为女性提供更好的个人卫生保护。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卫生巾生产工艺流程图
1:目的 :
规范产品工艺要求 , 确保标准统一。
2:范围 :
适用于本公司金卫机台的生产工艺, 若客户要求 , 生产工艺变更 , 以客户要求和生产工艺变更为准.
3:产品生产过程和模具工作过程
3:1: 生产工艺过程
面料(水刺无
离型纸
纯棉水刺布导流层
卫生巾成形翻面变横
卫生巾初形
吸收层
底膜(流快易贴
排片成品脱脂棉花
纵折
外包膜
3:2: 模具工作过程 :
集纤包覆蕊材热熔液压纹模蕊材刀切模
热熔导流层液压纹模热熔周封网格压纹模
蓝蕊钢钢网印模蓝蕊环形刀切模
离型纸刀切模护翼离型纸刀切模快易贴刀切模外包热熔压纹模外包刀切模
4:机器操作过程 :
脱脂棉—集纤机 ( 成型鼓 ) —压实—压纹—导流—周封—成形—翻转—变横—纵折—快易贴—成品
5:操作工艺标准 :
放料 ( 水刺无纺布 , 纯棉片 ,, 底膜 , 离型纸 , 外包膜 , 快易贴 ) 中心位置与生产线模具滚辊图案, 刀具 , 输送带的的中心点对齐 . 触摸屏各项卷径 , 浮动辊位置 , 超薄片长 , 棉蕊片长设定如下表 :
项目
放料卷径浮动辊位置超薄片长 240棉蕊片长 280
名称
水刺无纺布 A50020170210
水刺无纺布 B50020170210
纯棉片 A40020210210
纯棉片 B40020210210
底膜 A40020240240
底膜 B40020240240
外包膜 A40020240240
外包膜 B40020240240
速度画面设置: 最高速度 350片 / 分 , 喷胶启动速度 15片 / 分, 降速速度 150片 / 分. 主机在任何速度材料添加量如下表:主机速度片 / 分50100150200250300350
水刺无纺布克重130130130130130130130纯棉片克重160160160160160160160
5:1纯棉切片标准 : 纯棉片刀切长度 165±。
5:2面料贴合标准 : 蓝蕊环形头部中心线与面料中心线对齐, 贴合附着。
5:3 底膜 ( 流延膜 ) 喷胶标准 : 喷胶喷线中心点与底膜( 流延膜 ) 中心位置对齐 , 热熔缸的加热温度背胶
160±3℃, 枪体温度 162± 3℃ , 喉体温度 160± 3℃ , 供胶电机的转速跟随主电机的速度变化而变化电机转速起点设定值 20, 最大设定值 50。
5:4 卫生巾初形标准 :流延膜与导流层周封网格压实纹痕清淅, 压纹能防水渗漏 , 粘合性强 , 卫生巾头部周封位置中心线与输送带中心线对齐, 热熔模温度 60±3℃。
5:5 背面离型纸喷胶标准 : 刮式喷胶线喷胶均匀 , 刮式喷胶枪头中心线与背面离型纸中心线对齐,热熔缸的加热温度结构胶 160±3℃ , 枪体温度 160±3℃, 喉体温度 155℃± 3℃, ,供胶电机的转速跟随主电
机的速度变化而变化 ), 电机转速起点设定值 20, 最大设定值 50。
5:6 卫生巾成形标准 : 边封环形刀与卫生巾中心线对齐 , 环形沿网格压实纹边整齐切断 , 护翼边中心点至蓝蕊边距离41±, 头部边中心点至蓝蕊边距离18±, 环形刀二头部中心线距离240±, 离型纸2条喷胶线, 每条的宽度 14±, 长度 174± , 离型纸宽 45±, 长度 192±, 离型纸中心线与卫生巾中心线对齐。
5:7 护翼离型纸喷胶标准 :刮式喷胶枪头中心线与护翼离型纸中心线对齐,热熔缸的加热温度结构胶
160±3℃, 枪体温度 160± 3℃ , 喉体温度 155℃± 3℃, , 供胶电机的转速跟随主电机的速度变化而变化 , 电机转速起点设定值 20, 最大设定值 50。
5:8 翻面要求标准 : 底面与面面翻转 180℃, 面面朝上 , 底面朝下。
5:9 护翼离型纸要求标准 : 护翼二边折边与卫生巾中心线对齐, 护翼离心纸中心线与卫生巾中心线对齐,离型纸 2条喷胶线 , 每条的宽度 14±, 长度 40± , 离型纸长度 60± , 宽度 55±, 护翼折边后宽度 74±, 离型纸贴合中心线与卫生巾中心线对齐。
5:10 变横要求标准 : 护垫从直排旋转 90℃变为横排 , 排片位置定位中心线 ( 二片间的中心线距离 124±。
5:11 纵折要求标准 :纵折宽度98±,左纵折68±,右纵折65±,快易贴长度23±,快易贴贴位左边边折
点至封口边距离 25±。
5:12 外包膜边封压纹检测标准: 热熔模温度 70± 3℃ , 外包膜边封网格压实纹痕清淅, 边封压纹宽度 8±, 压纹长度 98±。
5:13 成品要求标准 : 外观尺寸要求 , 成品宽度 98±, 长度 124±, 克重±克 / 片。