预制直埋保温管补口方法
预制直埋保温管补口方法计划
施工应注意的事项:1、施工时应防止地下水及雨水的浸泡,假设端头不慎浸水,连接外套前应做枯燥处理。
2、管材应储存在平整的场地,整齐码放,码放高度应小于米。
3、管材吊装在轻装轻放,禁碰撞、抛掷,禁用钢丝绳直吊管身。
4、保温层及防腐层应防止火焰直接接触。
现场安装请按以下程序:管沟开挖 -- 基底处理〔排水、垫砂〕-下管-- 钢管焊接-检验〔水压〕-安装〔试压〕-发泡-封发泡孔。
接头安装大城化工可以派遣人员到工程现场进行接头的保温工作,包括接头外套管的安装、接头外套管与主管的连接和密封以及现场接头的发泡工作,但是不包括接头局部钢管的焊接工作。
〔1〕方式套袖接头,在该种方式中,接头套管采用与预制保温管道套管相同材质、密度的聚乙烯套管,聚乙烯接头套管和主管间采用热收缩带进行连接和密封,保证接头的水密性。
然后在接头套管上的发泡孔进行接头发泡,发泡完成后采用高密度聚乙烯封堵,通过补片或热熔焊接的方式密封发泡孔。
(2〕热收缩带在采用热收缩带的接头方式中,热收缩带是对于接头寿命和密封性起到至关重要的作用材料。
公司仅采用经欧洲供热协会认可的热收缩带产品。
现有的热收缩带产品的供货商为美国现侃公司或加拿大 CANUSA公司。
专用于区域集中供热预制保温管道接头的热收缩带的胶层和热熔温度都是适合该用途的专门设计。
(3〕电熔套筒此种焊接方式采用预埋电阻丝的套筒,用捆绑带把热熔套紧捆在外套管上,然后接通电源开始焊接,焊接时间为预先设定,自动断电后结束焊接,在套管完全冷却后卸下绑带。
采用此种方式接头,施工简便、焊口牢固。
安装方式此管路系统在所有的直埋管路系统的安装方式上都可以应用。
除通常的有补偿敷设方式外,在以下三种无补偿敷设方式中更能显示其优势。
冷安装方式整体焊接管线时的管道温度等于回填时的环境温度。
冷安装是最经济最快捷的一种安装方法。
管路在施工同时就可以及时回填,由于最大限度地减少甚至完全不需设置补偿器及固定支架,从而节约大量资金。
预制直埋保温管补口方法

预制直埋保温管补口方法施工应注意的事项:1、施工时应避免地下水及雨水的浸泡,若端头不慎浸水,连接外套前应做干燥处理。
2、管材应储存在平整的场地,整齐码放,码放高度应小于米。
3、管材吊装在轻装轻放,禁碰撞、抛掷,禁用钢丝绳直吊管身。
4、保温层及防腐层应避免火焰直接接触。
?现场安装请按下列程序:管沟开挖--基底处理(排水、垫砂)-下管--钢管焊接-检验(水压)-安装(试压)-发泡-封发泡孔。
接头安装大城化工有限公司可以派遣人员到工程现场进行接头的保温工作,包括接头外套管的安装、接头外套管与主管的连接和密封以及现场接头的发泡工作,但是不包括接头部分钢管的焊接工作。
(1)方式套袖接头,在该种方式中,接头套管采用与预制保温管道套管相同材质、密度的聚乙烯套管,聚乙烯接头套管和主管间采用热收缩带进行连接和密封,保证接头的水密性。
然后在接头套管上的发泡孔进行接头发泡,发泡完成后采用高密度聚乙烯封堵,通过补片或热熔焊接的方式密封发泡孔。
(2)热收缩带在采用热收缩带的接头方式中,热收缩带是对于接头寿命和密封性起到至关重要的作用材料。
公司仅采用经欧洲供热协会认可的热收缩带产品。
现有的热收缩带产品的供货商为美国现侃公司或加拿大CANUSA公司。
专用于区域集中供热预制保温管道接头的热收缩带的胶层和热熔温度都是适合该用途的专门设计。
(3)电熔套筒此种焊接方式采用预埋电阻丝的套筒,用捆绑带把热熔套紧捆在外套管上,然后接通电源开始焊接,焊接时间为预先设定,自动断电后结束焊接,在套管完全冷却后卸下绑带。
采用此种方式接头,施工简便、焊口牢固。
安装方式此管路系统在所有已知的直埋管路系统的安装方式上都可以应用。
除通常的有补偿敷设方式外,在以下三种无补偿敷设方式中更能显示其优势。
冷安装方式整体焊接管线时的管道温度等于回填时的环境温度。
冷安装是最经济最快捷的一种安装方法。
管路在施工同时就可以及时回填,由于最大限度地减少甚至完全不需设置补偿器及固定支架,从而节约大量资金。
预制直埋保温管补口办法
精心整理
2
1
侧塑料紧密结合。
2)将加热丝网两端线接口与电熔合机电源输出端连接,按设定的熔合时间和电流调节好熔合机,加热至保温管塑料外壳与热熔套结合处熔化溢出,熔合机自动断电,溶合结束即完成。
3、密封阶段
1)取热塑带(宽度一般为50mm),将一端平行搭在焊缝上,两侧宽度一致。
2)用焊枪或专用喷枪在焊缝与热塑带结合部加热,加热至保温塑料外壳与热塑带结合处开始融化,然后迅速用手在热塑带表面向保温管方向施加压力,直至热塑带截面挤出粘液为好。
依次环形操作最后到达起点处,最后与起点搭接50mm处截断热塑带,检查热熔情况,如有接触不实处再用塑料焊枪在热塑带表面加温用手加压直至挤出粘液。
4、注料阶段
1)用直径25mm的开孔器在补扣外护套一端开一个注料孔,另一端锥一小放气孔。
预制直埋保温管补口施工方案

For personal use only in study and research; not forcommercial use预制直埋保温管补口施工方案一、施工准备(1)作业人员上岗前须经专业培训,持证上岗。
(2)补口采用的材料,应有质量合格证,产品应符合设计及相关技术标准、规范要求。
(3)对补口工序进行监测的器具的准确性应进行检验,检验合格后方可进行下一步工序。
(4)对影响补口质量的因素和确定的补口工艺各关键参数应形成文件,并应用在补口过程中。
(5)在补口前,应将本工程所用钢管以及补口原材料间的匹配性进行补口工艺评定试验,以证实原材料以及补口工艺匹配良好,能够满足本工程施工要求。
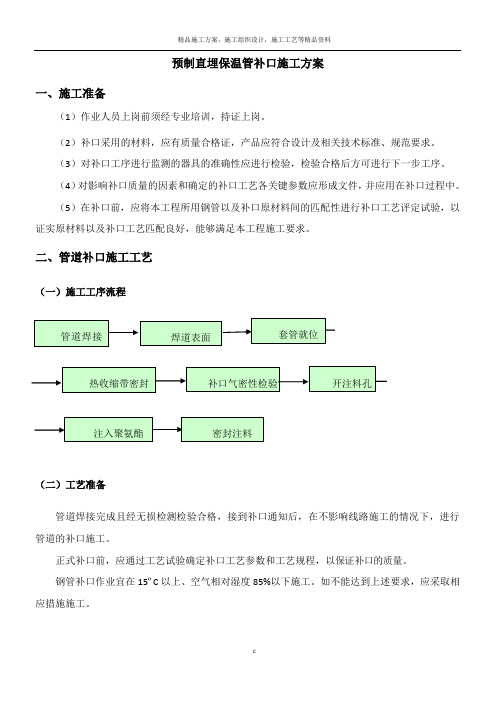
二、管道补口施工工艺(一)施工工序流程管道焊接合焊道表面处理—套管就位I热收缩带密封—补口气密性检验—一料孔(二)工艺准备管道焊接完成且经无损检测检验合格,接到补口通知后,在不影响线路施工的情况下,进行管道的补口施工。
正式补口前,应通过工艺试验确定补口工艺参数和工艺规程,以保证补口的质量。
钢管补口作业宜在15°C以上、空气相对湿度85%以下施工。
如不能达到上述要求,应采取相应措施施工。
(三)聚乙烯套管安装1、安装前清除套管内外及管部两端的泥土及污物,保证塑料粘接部位清洁干净。
2、确定接头套管和聚乙烯外套管的搭接尺寸,将接头套管放置在接头处,保证外套管居中,然后进行热收缩带安装。
(四)热缩带安装1、准备(1)清除热缩套和外套管粘接部位的泥土及污物,清除宽度大于热缩带的宽度,有油污的地方用酒精清洗干净,并将粘接部位打毛,打毛宽度大于热缩宽度。
(2)粘接部位有水的地方应保证晾干或用烘灯烘干。
2、安装(1)确定热缩带与热缩套的搭接长度。
(2)截取热缩带的长度。
(3)热缩带的一端裁去倒角50X15mm o(4)将热缩带胶层向内包覆在接口处,并保证热缩带在搭接处居中位置。
(5)先用小火依次将搭接的两层热缩带烘烤至胶层微化并搭接固定住,再将胶层已烘烤过的压盖居中扣在搭接缝上,然后用中火来回均匀烘烤压盖直至压盖与热缩带完全粘接无翘边和气泡,加热过程中可用手套或压滚抚平压盖使其与热缩带紧密粘接。
预制直埋保温管补口施工方案

预制直埋保温管补口施工方案
保温管是在建筑工程中常用的一种管道,用于输送各种介质。
为了确保管道的正常运行和延长使用寿命,预制直埋保温管的补口施工十分重要。
本文将介绍预制直埋保温管补口的施工方案。
1. 施工前准备
•确定补口位置和尺寸,清理补口区域。
•准备补口所需的材料和工具,如填充料、胶水、保温材料等。
•对补口区域进行检查,确保表面平整、干燥。
2. 补口施工步骤
2.1 清除表面杂质
在进行补口施工前,首先需将补口区域的表面杂质清除干净,确保补口材料能够附着在管道表面上。
2.2 填充补口
根据补口的尺寸和深度,选择合适的填充料进行填充。
填充料应选择对管道材质无损伤且具有良好附着力的材料。
2.3 固定补口
填充完毕后,使用胶水或其他固定材料将补口固定在管道上,确保补口位置准确无误。
2.4 外包保温材料
最后,在补口处外包保温材料,确保管道的绝热性能不受影响。
选用合适的保温材料,严密包裹补口部位。
3. 施工注意事项
•施工过程中应保持补口区域清洁,避免杂质混入。
•选择适合的补口材料,避免对管道造成不利影响。
•定期对补口处进行检查,确保补口效果良好。
预制直埋保温管补口施工是管道施工中重要的环节之一,良好的补口施工可以确保管道的正常运行和使用寿命。
通过以上施工方案的详细介绍,相信可以帮助施工人员更好地进行预制直埋保温管补口施工。
预制直埋保温管补口方法之欧阳索引创编
预制直埋保温管补口方法欧阳家百(2021.03.07)施工应注意的事项:1、施工时应避免地下水及雨水的浸泡,若端头不慎浸水,连接外套前应做干燥处理。
2、管材应储存在平整的场地,整齐码放,码放高度应小于1.5米。
3、管材吊装在轻装轻放,禁碰撞、抛掷,禁用钢丝绳直吊管身。
4、保温层及防腐层应避免火焰直接接触。
现场安装请按下列程序:管沟开挖--基底处理(排水、垫砂)-下管--钢管焊接-检验(水压)-安装(试压)-发泡-封发泡孔。
接头安装大城化工有限公司可以派遣人员到工程现场进行接头的保温工作,包括接头外套管的安装、接头外套管与主管的连接和密封以及现场接头的发泡工作,但是不包括接头部分钢管的焊接工作。
(1)方式套袖接头,在该种方式中,接头套管采用与预制保温管道套管相同材质、密度的聚乙烯套管,聚乙烯接头套管和主管间采用热收缩带进行连接和密封,保证接头的水密性。
然后在接头套管上的发泡孔进行接头发泡,发泡完成后采用高密度聚乙烯封堵,通过补片或热熔焊接的方式密封发泡孔。
(2)热收缩带在采用热收缩带的接头方式中,热收缩带是对于接头寿命和密封性起到至关重要的作用材料。
公司仅采用经欧洲供热协会认可的热收缩带产品。
现有的热收缩带产品的供货商为美国现侃公司或加拿大CANUSA公司。
专用于区域集中供热预制保温管道接头的热收缩带的胶层和热熔温度都是适合该用途的专门设计。
(3)电熔套筒此种焊接方式采用预埋电阻丝的套筒,用捆绑带把热熔套紧捆在外套管上,然后接通电源开始焊接,焊接时间为预先设定,自动断电后结束焊接,在套管完全冷却后卸下绑带。
采用此种方式接头,施工简便、焊口牢固。
安装方式此管路系统在所有已知的直埋管路系统的安装方式上都可以应用。
除通常的有补偿敷设方式外,在以下三种无补偿敷设方式中更能显示其优势。
冷安装方式整体焊接管线时的管道温度等于回填时的环境温度。
冷安装是最经济最快捷的一种安装方法。
管路在施工同时就可以及时回填,由于最大限度地减少甚至完全不需设置补偿器及固定支架,从而节约大量资金。
预制直埋保温管补口施工方案
预制直埋保温管补口施工方案一、施工准备(1)作业人员上岗前须经专业培训,持证上岗。
(2)补口采用的材料,应有质量合格证,产品应符合设计及相关技术标准、规范要求。
(3)对补口工序进行监测的器具的准确性应进行检验,检验合格后方可进行下一步工序。
(4)对影响补口质量的因素和确定的补口工艺各关键参数应形成文件,并应用在补口过程中。
(5)在补口前,应将本工程所用钢管以及补口原材料间的匹配性进行补口工艺评定试验,以证实原材料以及补口工艺匹配良好,能够满足本工程施工要求。
二、管道补口施工工艺(一)施工工序流程(二)工艺准备管道焊接完成且经无损检测检验合格,接到补口通知后,在不影响线路施工的情况下,进行管道的补口施工。
正式补口前,应通过工艺试验确定补口工艺参数和工艺规程,以保证补口的质量。
钢管补口作业宜在15ºC以上、空气相对湿度85%以下施工。
如不能达到上述要求,应采取相应措施施工。
(三)聚乙烯套管安装1、安装前清除套管内外及管部两端的泥土及污物,保证塑料粘接部位清洁干净。
2、确定接头套管和聚乙烯外套管的搭接尺寸,将接头套管放置在接头处,保证外套管居中,然后进行热收缩带安装。
(四)热缩带安装1、准备(1)清除热缩套和外套管粘接部位的泥土及污物,清除宽度大于热缩带的宽度,有油污的地方用酒精清洗干净,并将粘接部位打毛,打毛宽度大于热缩宽度。
(2)粘接部位有水的地方应保证晾干或用烘灯烘干。
2、安装(1)确定热缩带与热缩套的搭接长度。
(2)截取热缩带的长度。
(3)热缩带的一端裁去倒角50×15mm。
(4)将热缩带胶层向内包覆在接口处,并保证热缩带在搭接处居中位置。
(5)先用小火依次将搭接的两层热缩带烘烤至胶层微化并搭接固定住,再将胶层已烘烤过的压盖居中扣在搭接缝上,然后用中火来回均匀烘烤压盖直至压盖与热缩带完全粘接无翘边和气泡,加热过程中可用手套或压滚抚平压盖使其与热缩带紧密粘接。
(6)压盖压紧后,从热缩带的中部开始,首先烘烤与套管搭接的一边,烘烤时应从底部开始,并遵循由下向上、由里向外的烘烤规则,以避免气泡产生,(7)调整喷枪火焰长度,先沿热缩带中部环向均匀加热,中间收缩完后再依次加热两端,加热过程中喷枪应来回移动以保证热缩带不局部过热。
预制直埋保温管补口方法

预制直埋保温管补口方法之马矢奏春创作施工应留心的事项:1、施工时应避免地下水及雨水的浸泡,若端头掉落慎浸水,连接外套前应做死板处理.2、管材应储消掉平整的场地,整洁码放,码放高度应小于1.5米.3、管材吊装在轻装轻放,禁碰撞、抛掷,禁用钢丝绳直吊管身.4、保温层及防腐层应避免火焰直接接触.现场装配请按下列程序:管沟开挖--基底处理(排水、垫砂)-下管--钢管焊接-考验(水压)-装配(试压)-发泡-封发泡孔.接头装配大城化工有限公司可以叮咛?消磨人员到工程现场进行接头的保温义务,包含接头外套管的装配、接头外套管与主管的连接和密封以及现场接头的发泡义务,但是不包含接头部分钢管的焊接义务.(1)方法套袖接头,在该种方法中,接头套管采取与预制保温管道套管相同材质、密度的聚乙烯套管,聚乙烯接头套管和主管间采取热紧缩带进行连接和密封,包管接头的水密性.然后在接头套管上的发泡孔进行接头发泡,发泡完成后采取高密度聚乙烯封堵,经由进程补片或热熔焊接的方法密封发泡孔.(2)热紧缩带在采取热紧缩带的接头方法中,热紧缩带是对于接头寿命和密封性起到至关重要的传染感动材料.公司仅采取经欧洲供热协会承认的热紧缩带产品.现有的热紧缩带产品的供货商为美国现侃公司或加拿大CANUSA公司.专用于区域分离供热预制保温管道接头的热紧缩带的胶层和热熔温度都是适合该用途的专门设计.(3)电熔套筒此种焊接方法采取预埋电阻丝的套筒,用绑缚带把热熔套紧捆在外套管上,然后接通电源开始焊接,焊接时间为预先设定,自动断电后停滞焊接,在套管完整冷却后卸下绑带.采取此种方法接头,施工简便、焊口稳定.装配方法此管路系统在所有已知的直埋管路系统的装配方法上都可以应用.除常日的有抵偿敷设方法外, 在以下三种无抵偿敷设方法中更能显示其优势.冷装配方法整体焊吸收线时的管道温度等于回填时的情况温度. 冷装配是最经济最快捷的一种装配方法.管路在施工同时就可以及时回填,因为最大限度地削减甚至完整不需设置抵偿器及固定支架,从而节约大量资金.因为管道的轴向应力增加了,所以有时有需要对三通进行加强处理或增加埋设深度.预热装配方法回填前将管道预热到中心温度,焊吸收线然落伍行回填.实现预应力装配,使运行中的最大应力削减一半.预热可按照实际情况来选择热源,如电预热、蒸汽或热水预热等.一次性抵偿器装配方法回填后将管道预热到中心温度,用一次性抵偿器抵偿,用以吸收预期的热胀变形,并实现整体焊接,使运行中的最大应力削减一半. 因为避免了长期敞沟,所以大大削减了给交通和商业带来的便利.1、清理阶段首先清理直埋管接口部位和两端保温外呵护层,不得有毛刺、油污、泥沙、焊渣.先用水清洗一遍然后再用干布擦干,除锈清理2、连接阶段1)将抛开式热熔套掰开,包覆在裸管接口处保温管外套上,外套管两端和轴向重叠部分的宽度应大于50mm,外护套截面要整洁,与外护套搭接部分的中部和套袖管轴向重叠处下方应绝缘板条衬垫,丝网两端露出约50mm的接线端,以夹具紧固.外护套截面要整洁,用打包带把补口和保温外套结合部位环形压紧,用木锤轻敲,边敲边紧,且与两侧塑料慎密结合.2)将加热丝网两端线接口与电熔合机电源输出端连接,按设定的熔应时间和电流调节好熔合机,加热至保温管塑料外壳与热熔套结合处融化溢出,熔合机自动断电,溶合停滞即完成.3、密封阶段1)取热塑带(宽度一般为50mm),将一端平行搭在焊缝上,两侧宽度一致.2)用焊枪或专用喷枪在焊缝与热塑带结合部加热,加热至保温塑料外壳与热塑带结合处开始融化,然后迅速用手在热塑带概略向保温管标的目标施加压力,直至热塑带截面挤出粘液为好.依次环形操纵最后到达起点处,最后与起点搭接50mm处截断热塑带,检查热熔情况,如有接触不实处再用塑料焊枪在热塑带概略加温用手加压直至挤出粘液.4、注料阶段1)用直径25mm的开孔器在补扣外护套一端开一个注料孔,另一端锥一小放气孔.2)按补扣需保温发泡空间计算发泡剂用量,设定发泡机程序,开念头器注料.主料完毕取封堵迅速把注料孔封去世,然后不雅察放气孔直至泡沫益处,清除溢出泡沫用密封胶封去世.如放气孔没有泡沫溢出说明保温材料没有填充完整,用开孔器把检查孔开大改成注料孔,按照空间从新注料注满,用密封堵封去世.5.最后整体考验保温管补口质量.1)检查补扣概略热塑带粘结 2)概略完整干净防腐热紧缩套与聚乙烯防腐层的搭接宽度不小于100mm,补口搭接处的聚乙烯层应打磨至概略滑腻,其端部进行坡口处理,坡角不大于30度,成活后概略不克不及有碳化现象热缩带有名厂家:西普(贵)达胜长园双流一、热熔套袖补口直径小于200mm的外护套管,一般采取套袖补口方法该方法操纵简便,且成本低廉二、电热熔套补口直径大于200mm的外护套管,一般采取电热熔套补口该方法成本较高,但工程质量更有包管,今朝各大热力公司均电热熔套电热熔套补口操纵规程1、选择与管道相对应的电热熔套2、将管道和电热熔套上的杂物清除干净3、用U型夹钳和不锈钢扣带将三创电热熔套密实的扣在外夹克管上4、将三创电热熔焊机的输出线端的夹子与三创电热熔套的连接线头相连接5、在电热熔焊机上设定好时间和档位,按照操纵规程进行焊接6、焊接时间停滞时蜂鸣器鸣响,电源自动断开,取下连接线夹子7、冷却:冷却时间夏天15-20分钟,冬天10-15分钟,此时,电热熔套就和外护套管粘接在一路8、在电热熔套的上方一端打一个大约直径30mm的注料孔,另一端打一个同样大小的出气孔.9、把聚氨酯混淆料搅拌平均倒入注料孔中,或者用发泡机直接注入10、待发泡完成后,用专用堵塞密封即可▲直埋管现场补口直埋管补口工艺分为包裹方法、热熔套方法、套袖方法进行现场补口施工,具体工艺拜见海门直埋管补口工艺流程.直埋管补口包裹方法(1)取热塑带(宽度一般为50mm),将一端平行搭在焊缝上,两侧宽度一致.(2)用焊枪或专用喷枪在焊缝与热塑带结合部加热,加热至保温塑料外壳与热塑带结合处开始融化,然后迅速用手在热塑带概略向保温管标的目标施加压力,直至热塑带截面挤出粘液为好.依次环形操纵最后到达起点处,最后与起点搭接50mm处截断热塑带,检查热熔情况,如有接触不实处再用塑料焊枪在热塑带概略加温用手加压直至挤出粘液.直埋管补口热熔套方法(1)将抛开式热熔套掰开,包覆在裸管接口处保温管外套上,外套管两端和轴向重叠部分的宽度应大于50mm,外护套截面要整洁,与外护套搭接部分的中部和套袖管轴向重叠处下方应绝缘板条衬垫,丝网两端露出约50mm的接线端,以夹具紧固.外护套截面要整洁,用打包带把补口和保温外套结合部位环形压紧,用木锤轻敲,边敲边紧,且与两侧塑料慎密结合.(2)将加热丝网两端线接口与电熔合机电源输出端连接,按设定的熔应时间和电流调节好熔合机,加热至保温管塑料外壳与热熔套结合处融化溢出,熔合机自动断电,溶合停滞即完成.直埋管补口套袖方法先将保温管一侧套袖管平移至焊接好的裸管部位,与两端保温外管搭接长度应大于50 mm.2)用塑料焊枪在套管两端截面和保温管外壳环形焊接,以焊条撕不动为合格.直埋蒸汽保温管补口1、蒸气直埋保温管接口处的机关与管网的直管段机关应相同.2、保温层的敷设均为复合型,个中主保温层按照型号可分为低温和通俗型.接头端均留有错缝台,安顿前填塞错缝台的填料清除,分层安顿,包覆要平整充实,以打包带扎紧,外用铝箔反热层包覆.3、当保温管外护套为钢外套时,因外管接口需焊接,包覆好保温材料后,将外钢套割成两片半圆的瓦片,打好坡口与直管段的外钢套焊牢.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
预制直埋保温管补口方法
施工应注意的事项:
1、施工时应避免地下水及雨水的浸泡,若端头不慎浸水,连接外套前应做干燥处理。
2、管材应储存在平整的场地,整齐码放,码放高度应小于1.5米。
3、管材吊装在轻装轻放,禁碰撞、抛掷,禁用钢丝绳直吊管身。
4、保温层及防腐层应避免火焰直接接触。
现场安装请按下列程序:
管沟开挖--基底处理(排水、垫砂)-下管--钢管焊接-检验(水压)-安装(试压)-发泡-封发泡孔。
接头安装
大城化工有限公司可以派遣人员到工程现场进行接头的保温工作,包括接头外套管的安装、接头外套管与主管的连接和密封以及现场接头的发泡工作,但是不包括接头部分钢管的焊接工作。
(1)方式
套袖接头,在该种方式中,接头套管采用与预制保温管道套管相同材质、密度的聚乙烯套管,聚乙烯接头套管和主管间采用热收缩带进行连接和密封,保证接头的水密性。
然后在接头套管上的发泡孔进行接头发泡,发泡完成后采用高密度聚乙烯封堵,通过补片或热熔焊接的方式密封发泡孔。
(2)热收缩带
在采用热收缩带的接头方式中,热收缩带是对于接头寿命和密封性起到至关重要的作用材料。
公司仅采用经欧洲供热协会认可的热收缩带产品。
现有的热收缩带产品的供货商为美国现侃公司或加拿大CANUSA公司。
专用于区域集中供热预制保温管道接头的热收缩带的胶层和热熔温度都是适合该用途的专门设计。
(3)电熔套筒
此种焊接方式采用预埋电阻丝的套筒,用捆绑带把热熔套紧捆在外套管上,然后接通电源开始焊接,焊接时间为预先设定,自动断电后结束焊接,在套管完全冷却后卸下绑带。
采用此种方式接头,施工简便、焊口牢固。
安装方式
此管路系统在所有已知的直埋管路系统的安装方式上都可以应用。
除通常的有补偿敷设方式外,在以下三种无补偿敷设方式中更能显示其优势。
冷安装方式整体焊接管线时的管道温度等于回填时的环境温度。
冷安装是最经济最快捷的一种安装方法。
管路在施工同时就可以及时回填,由于最大限度地减少甚至完全不需设置补偿器及固定支架,从而节约大量资金。
由于管道的轴向应力增加了,所以有时有必要对三通进行加强处理或增加埋设深度。
预热安装方式回填前将管道预热到中间温度,焊接管线然后进行回填。
实现预应力安装,使运行中的最大应力减少一半。
预热可根据实际情况来选择热源,如电预热、蒸汽或热水预热等。
一次性补偿器安装方式回填后将管道预热到中间温度,用一次性补偿器补偿,用以吸收预期的热
胀变形,并实现整体焊接,使运行中的最大应力减少一半。
由于避免了长期敞沟,所以大大减少了给交通和商业带来的不便。
1、清理阶段
首先清理直埋管接口部位和两端保温外保护层,不得有毛刺、油污、泥沙、焊渣。
先用水清洗一遍然后再用干布擦干,除锈清理
2、连接阶段
1)将抛开式热熔套掰开,包覆在裸管接口处保温管外套上,外套管两端和轴向重叠部分的宽度应大于50mm,外护套截面要整齐,与外护套搭接部分的中部和套袖管轴向重叠处下方应绝缘板条衬垫,丝网两端露出约50mm的接线端,以夹具紧固。
外护套截面要整齐,用打包带把补口和保温外套结合部位环形压紧,用木锤轻敲,边敲边紧,且与两侧塑料紧密结合。
2)将加热丝网两端线接口与电熔合机电源输出端连接,按设定的熔合时间和电流调节好熔合机,加热至保温管塑料外壳与热熔套结合处熔化溢出,熔合机自动断电,溶合结束即完成。
3、密封阶段
1)取热塑带(宽度一般为50mm),将一端平行搭在焊缝上,两侧宽度一致。
2)用焊枪或专用喷枪在焊缝与热塑带结合部加热,加热至保温塑料外壳与热塑带结合处开始融化,然后迅速用手在热塑带表面向保温管方向施加压力,直至热塑带截面挤出粘液为好。
依次环形操作最后到达起
点处,最后与起点搭接50mm处截断热塑带,检查热熔情况,如有接触不实处再用塑料焊枪在热塑带表面加温用手加压直至挤出粘液。
4、注料阶段
1)用直径25mm的开孔器在补扣外护套一端开一个注料孔,另一端锥一小放气孔。
2)按补扣需保温发泡空间计算发泡剂用量,设定发泡机程序,开动机器注料。
主料完毕取封堵迅速把注料孔封死,然后观察放气孔直至泡沫益处,清除溢出泡沫用密封胶封死。
如放气孔没有泡沫溢出说明保温材料没有填充完全,用开孔器把检查孔开大改为注料孔,根据空间重新注料注满,用密封堵封死。
5.最后整体检验保温管补口质量。
1)检查补扣表面热塑带粘结 2)表面完整清洁
防腐热收缩套与聚乙烯防腐层的搭接宽度不小于100mm,补口搭接处的聚乙烯层应打磨至表面粗糙,其端部进行坡口处理,坡角不大于30度,
成活后表面不能有碳化现象
热缩带知名厂家:西普(贵)达胜长园双流
一、热熔套袖补口
直径小于200mm的外护套管,一般采用套袖补口方式
该方式操作简便,且成本低廉
二、电热熔套补口
直径大于200mm的外护套管,一般采用电热熔套补口
该方式成本较高,但工程质量更有保障,目前各大热力公司均电热熔套
电热熔套补口操作规程
1、选择与管道相对应的电热熔套
2、将管道和电热熔套上的杂物清除干净
3、用U型夹钳和不锈钢扣带将三创电热熔套密实的扣在外夹克管上
4、将三创电热熔焊机的输出线端的夹子与三创电热熔套的连接线头相连接
5、在电热熔焊机上设定好时间和档位,根据操作规程进行焊接
6、焊接时间结束时蜂鸣器鸣响,电源自动断开,取下连接线夹子
7、冷却:冷却时间夏天15-20分钟,冬天10-15分钟,此时,电热熔套就和外护套管粘接在一起
8、在电热熔套的上方一端打一个大约直径30mm的注料孔,另一端打一个同样大小的出气孔。
9、把聚氨酯混合料搅拌均匀倒入注料孔中,或者用发泡机直接注入
10、待发泡完成后,用专用堵塞密封即可
▲直埋管现场补口
直埋管补口工艺分为包裹方式、热熔套方式、套袖方式进行现场补口施工,详细工艺参见海门直埋管补口工艺流程。
直埋管补口包裹方式
(1)取热塑带(宽度一般为50mm),将一端平行搭在焊缝上,两侧宽度一致。
(2)用焊枪或专用喷枪在焊缝与热塑带结合部加热,加热至保温塑料外壳与热塑带结合处开始融化,然后迅速用手在热塑带表面向保温管方向施加压力,直至热塑带截面挤出粘液为好。
依次环形操作最后到达起点处,最后与起点搭接50mm处截断热塑带,检查热熔情况,如有接触不实处再用塑料焊枪在热塑带表面加温用手加压直至挤出粘液。
直埋管补口热熔套方式
(1)将抛开式热熔套掰开,包覆在裸管接口处保温管外套上,外套管两端和轴向重叠部分的宽度应大于50mm,外护套截面要整齐,与外护套搭接部分的中部和套袖管轴向重叠处下方应绝缘板条衬垫,丝网两端露出约50mm的接线端,以夹具紧固。
外护套截面要整齐,用打包带把补口和保温外套结合部位环形压紧,用木锤轻敲,边敲边紧,且与两侧塑料紧密结合。
(2)将加热丝网两端线接口与电熔合机电源输出端连接,按设定的熔合时间和电流调节好熔合机,加热至保温管塑料外壳与热熔套结合处熔化溢出,熔合机自动断电,溶合结束即完成。
直埋管补口套袖方式
先将保温管一侧套袖管平移至焊接好的裸管部位,与两端保温外管搭接长度应大于50 mm。
2)用塑料焊枪在套管两端截面和保温管外壳环形焊接,以焊条撕不动为合格。
直埋蒸汽保温管补口
1、蒸气直埋保温管接口处的结构与管网的直管段结构应相同。
2、保温层的敷设均为复合型,其中主保温层根据型号可分为高温和普通型。
接头端均留有错缝台,安放前填塞错缝台的填料清除,分层安放,包覆要平整充实,以打包带扎紧,外用铝箔反热层包覆。
3、当保温管外护套为钢外套时,因外管接口需焊接,包覆好保温材料后,将外钢套割成两片半圆的瓦片,打好坡口与直管段的外钢套焊牢。
4、清除焊渣、焊药皮及保温管外钢套上烧焦的防腐残渣。
按直埋管外钢套的防腐要求对接口及焊口做外防腐。
5、做好隐蔽工程记录。